Спосіб відновлення працездатності циліндричних охоплюваних деталей зі зношеними зовнішніми посадковими поверхнями
Номер патенту: 5493
Опубліковано: 15.03.2005
Автори: Третьяков Володимир Валентинович, Овечка Анатолій Іванович, Сидоренко Ілля Володимирович, Бутенко Валерій Георгіевич, Шапаренко Олександр Володимирович, Ткаченко Анатолій Петрович, Вітченко Василь Іванович

Формула / Реферат
Спосіб відновлення працездатності циліндричних охоплюваних деталей зі зношеними зовнішніми посадковими поверхнями, що включає виконання на зовнішній посадковій поверхні кільцевої проточки і нанесення в проточку зносостійкого матеріалу напилюванням, який відрізняється тим, що зносостійкий матеріал наносять по контуру, довжина якого на поверхні циліндричної охоплюваної деталі менша на величину, що складає не більше 0,05 довжини посадкової поверхні охоплюючої деталі від кожного краю посадкової поверхні.
Текст
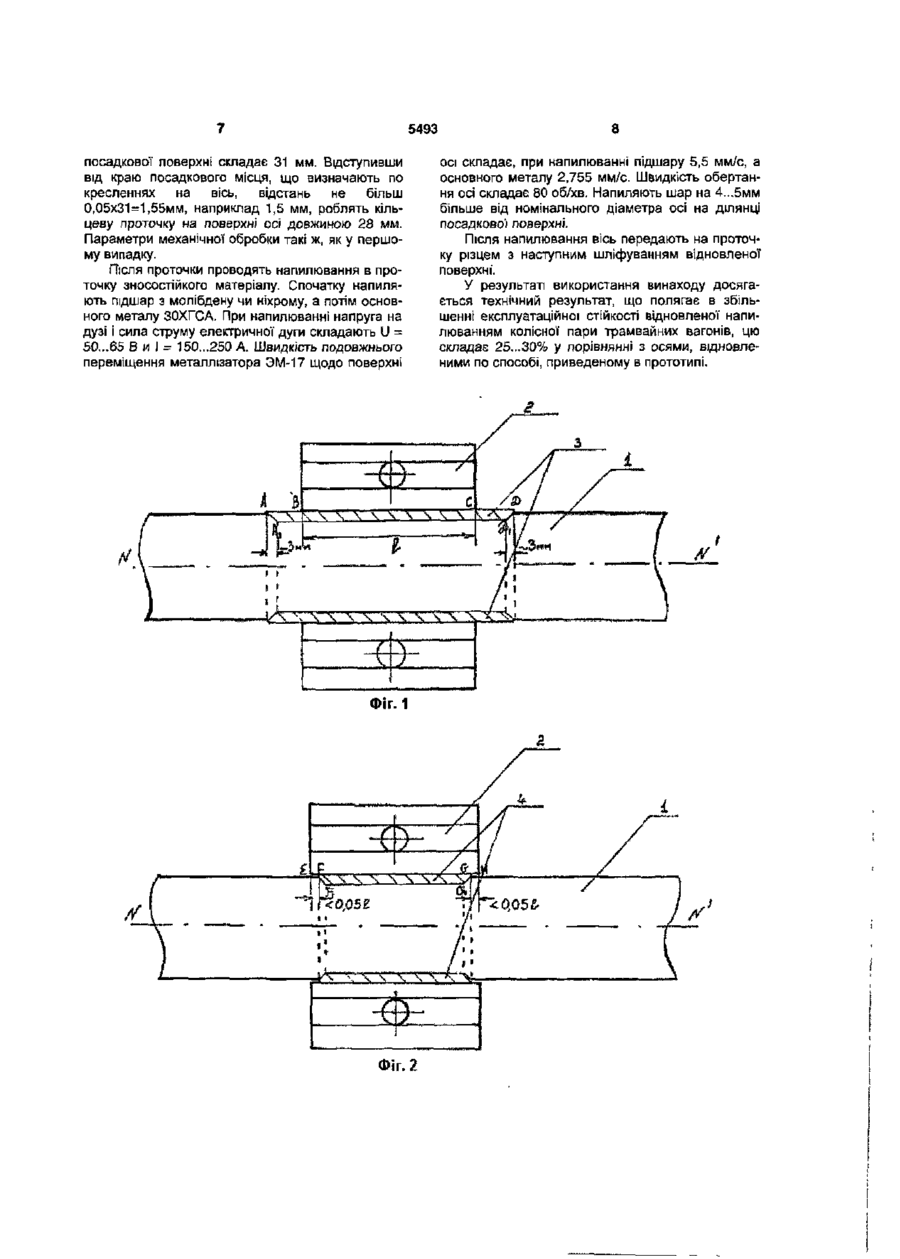
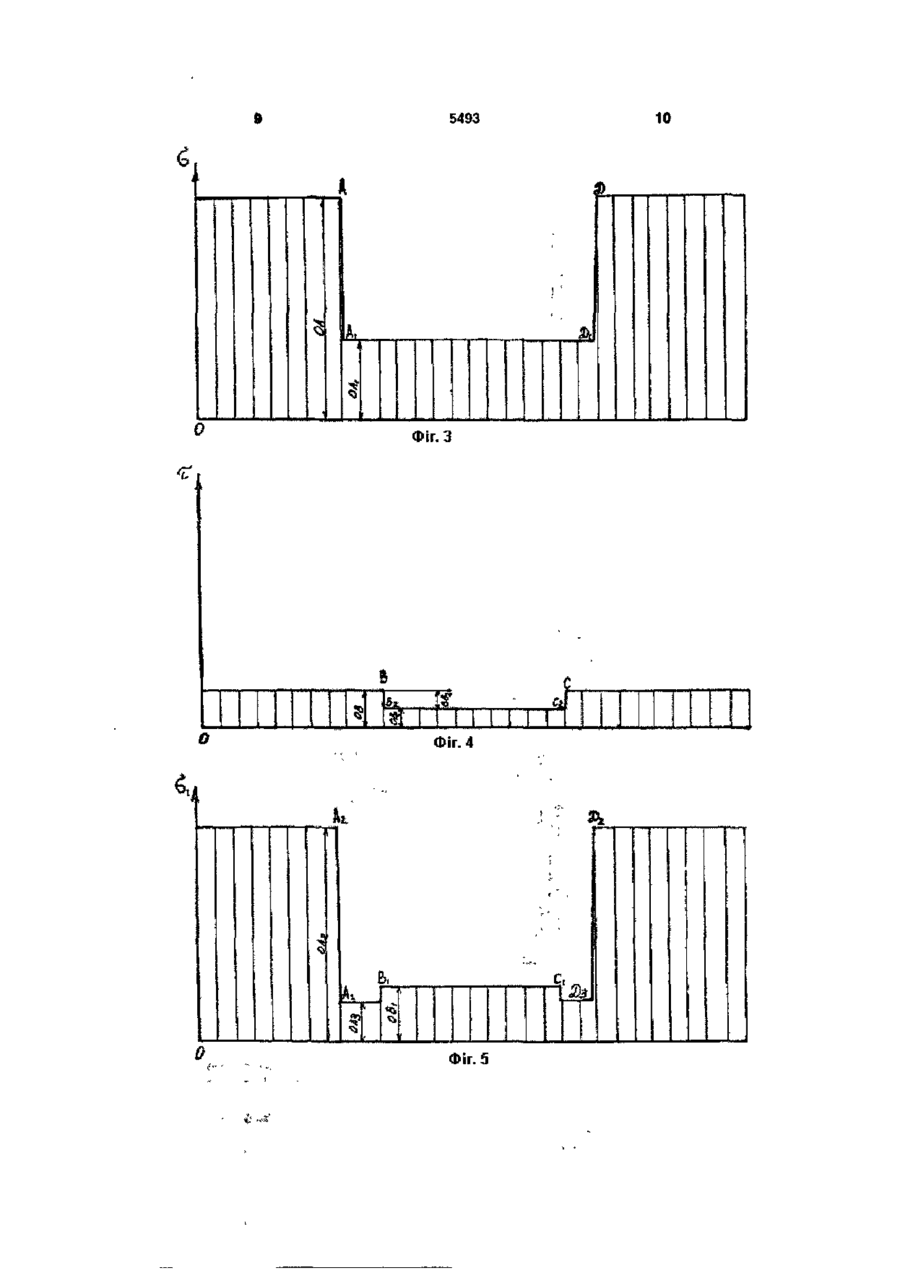
Спосіб відновлення працездатності циліндри Корисна модель відноситься до техніки напилюванням, і може бути використана для відновлення зношених зовнішніх посадкових поверхонь циліндричних охоплюваних деталей шляхом напилювання електродуговим, плазменним, газовим чи іншим методом. Корисна модель може бути використана в металургії, машинобудуванні зокрема для відновлення працездатності осей колісних пар транспортних пристроїв і колінчатих валів. Відомий спосіб відновлення зовнішньої поверхні циліндричної деталі, що включає виконання на її зовнішній поверхні кільцевої проточки і нанесення в проточку зносостійкого матеріалу напилюванням. При цьому ефективність зміцнення досягається шляхом збільшення довжини зміцненої поверхні [див. авторське посвідчення SU1633012, С23С 4/00, Е21В 17/10, публікація 91.03.07, №9]. В об'єкта, що заявляється, з аналогом збігаються наступні ІСТОТНІ ознаки: способи включають виконання на зовнішній поверхні кільцевої проточки і нанесення в проточку зносостійкого матеріалу напилюванням. Одержанню очікуваного технічного результату при використанні аналога перешкоджають наступні причини. А саме: експлуатаційна стійкість відновлених напилюванням циліндричних охоплюваних деталей, наприклад, осей колісних пар з деталями, що охоплюють - підшипники напресовані на посадкові поверхні, визначаються фізико чних охоплюваних деталей зі зношеними зовнішніми посадковими поверхнями, що включає виконання на зовнішній посадковій поверхні кільцевої проточки і нанесення в проточку зносостійкого матеріалу напилюванням, який відрізняється тим, що зносостійкий матеріал наносять по контуру, довжина якого на поверхні циліндричної охоплюваної деталі менша на величину, що складає не більше 0,05 довжини посадкової поверхні охоплюючої деталі від кожного краю посадкової поверхні. механічними властивостями напилюваного матеріалу і величиною механічних напруг виникаючих у веретені охоплюваної деталі. Найбільш ймовірними ділянками зародження ушкоджень, що приводять надалі до виходу деталі з експлуатації, є ділянки з більшою величиною механічних напруг, що виникають у перетині деталі, який проходить через ділянки з меншою величиною фізико-механічними властивостями даної ділянки. Таким чином, у відновленій циліндричній охоплюваній деталі необхідно створити оптимальний розподіл фізикомеханічних властивостей і механічних напруг, що приводять до високого експлуатаційної стійкості деталі. В аналога відсутні дії, що дозволяють створити оптимальний розподіл фізико-механічних властивостей і механічних напруг, що забезпечують високу експлуатаційну стійкість циліндричної охоплюваної деталі. Найбільш близьким по сукупності ознак до корисної моделі, що заявляється, є обраний як прототип спосіб відновлення працездатності циліндричної охоплюваної деталі зі зношеними зовнішніми посадковими поверхнями, що включає виконання на її зовнішній посадковій поверхні кільцевої проточки і нанесення в проточку зносостійкого матеріалу напилюванням. Довжина проточки на поверхні циліндричної охоплюваної деталі перевищує довжину посадкової поверхні деталі, що охоплює (підшипника), на -Змм від ко СО LO № 5493 жного її края [див. Хасуй А. Техніка напилюванням. Машинобудування, с. 43, с. 21, 288]. В об'єкта, що заявляється, з прототипом збігаються наступні істотні ознаки: способи включають виконання на зовнішній посадковій поверхні циліндричної охоплюваної деталі кільцевої проточки, в яку наносять зносостійкий матеріал напилюванням. Аналіз технічних властивостей прототипу, обумовлених його ознаками показує, що одержанню очікуваного технічного результату при використанні прототипу перешкоджають наступні причини. У прототипу відсутні дії, що дозволяють при експлуатації циліндричної охоплюваної деталі разом з деталлю, що охоплює, забезпечити оптимальний розподіл фізико-мехаиічних властивостей і механічних напруг в охоплюваній деталі, що приводять до високої експлуатаційної стійкості деталі. В основу корисної моделі поставлена задача створити такий спосіб відновлення працездатності циліндричних охоплюваних деталей зі зношеними зовнішніми посадковими поверхнями, у якому удосконалення шляхом уведення нових дій дозвопипо б при використанні винаходу забезпечити досягнення технічного результату, що полягає в збільшенні експлуатаційної стійкості відновленої напилюванням циліндричної охоплюваної деталі. Корисна модель, що заявляється, характеризується наступними істотними ознаками, що виражені визначеними поняттями, достатніми для ідентифікації, спрямовані на рішення поставленої задачі і достатні для досягнення технічного результату у всіх випадках, на яких поширюється обсяг правової охорони. Спосіб відновлення, що заявляється, відновлення працездатності циліндричних охоплюваних деталей зі зношеними посадковими поверхнями, включає виконання на неї зовнішньої посадкової поверхні кільцевої проточки і нанесення в проточку зносостійкого матеріалу напилюванням. Від прототипу корисна модель, що заявляється, відрізняється тим, що зносостійкий матеріал наносять по контуру довжина, якого на поверхні циліндричної охоплюваної деталі менше, на величину, що складає не більш 0,05 довжини посадкової поверхні деталі, що охоплює, від кожного краю посадкової поверхні. При використанні корисної моделі очікується досягнення технічного результату який заключається в збільшенні експлуатаційної стійкості відновленої напилюванням циліндричної охоплюваної деталі. Між сукупністю істотних ознак корисної моделі і технічним результатом, що досягається, мається наступний причинно-наслідковий зв'язок. Експлуатація машин І механізмів, у яких одним з функціональних вузлів є циліндричні охоплювані деталі на посадкові поверхні, яких посаджені деталі, що охоплюють, приводить до зносу зовнішньої" посадкової поверхні охоплюваної деталі. Відновлюють працездатність циліндричної охоплюваної деталі зі зношеними зовнішніми поверхнями напилюванням. Для цього виконують на зовнішній посадковій поверхні деталі кільцеву проточку, у яку напилюють метал. Експлуатаційна стійкість відновленої деталі визначається фізико-механічними властивостями напиленого матеріалу і величиною механічних напруг виникаючих у перетині деталі при експлуатації. Аналіз впливу нормальних і дотичних механічних напружень на експлуатаційну стійкість відновлених напилюванням циліндричних охоплюваних деталей показує, що більший вплив роблять дотичні напруження. Даний факт ґрунтується на тім, що дії нормальних напруг спрямовано уздовж нейтральної лінії NN' циліндричної охоплюваної деталі, а дія дотичних напружень спрямовано в площині поперечного перерізу, Дотичні напруження прагнуть відірвати напиленный шар від основного металу, а нормальні механічні напруги прагнуть зрушити напиленный шар уздовж поверхні. Напиленный шар обмежений у подовжньому напрямку поверхні стінками проточки, тому дія нормальних напруг виникаючих у процесі експлуатації циліндричної охоплюваної деталі приводить до виникнення в напиленном шарі напруг стиску. У поперечному напрямку напиленный шар від дії дотичних напружень виникаючих при експлуатації випробує механічні напруги розтягання. Тому що міцність напиленного покриття при стиску на два порядки вище, ніж на розтягання, а дотичні напруження в 5...6 разів менше, ніж нормальні тому, природно, основними руйнівними напруженнями є нормальні механічні напруги. Розглянемо два випадки виконання проточки на поверхні циліндричної охоплюваної деталі по запропонованому в прототипі Фіг. 1 І по способу Фіг.2, що заявляється. На охоплювану циліндричну деталь 1 напресована деталь, що охоплює, 2. По способу, запропонованому в прототипі на зовнішній посадковій поверхні деталі 1 виконана, кільцева проточка DD тАї А, у яку нанесений зносостійкий матеріал 3 напилюванням. Довжина проточки на поверхні циліндричної охоплюваної деталі AD перевищує довжину ВС посадкової поверхні деталі, що охоплює, 2 приблизно на Змм (АВ і CD) від кожного краю В и С деталі, що охоплює. У випадку способу, що заявляється, виконують на зовнішній посадковій поверхні циліндричної охоплюваної деталі 1 кільцеву проточку GGiF-iF і наносять у проточку зносостійкий матеріал 4 напилюванням. При цьому довжина контуру FG на поверхні циліндричної охоплюваної деталі 1 менше, на величину, що складає не більш 0,05 довжини посадкової поверхні ЕН=ВС=І охоплюваної деталі 2 від кожного краю посадкової поверхні Е і Н. Зміна межі міцності стиску 5 на поверхні циліндричної охоплюваної деталі, при відновленні по способу, запропонованому в прототипі показано, на Фіг.З. Довжина відрізка ОА дорівнює межі міцності основного металу деталі, а ОАі - напиленого шару. Розподіл ДОТИЧНИХ механічних напружень виникаючих при експлуатації деталі показано на Фіг.4. Величина дотичних механічних напружень t виникаючих у результаті експлуатації циліндричної охоплюваної деталі за межами посадкової поверхні ВС деталі, що охоплює 2, дорівнює ОВ. Посадку деталі 2 на деталь 1 проводять з натягом, тому за рахунок напруг стиску в напиленном шарі величина дотичних напружень зменшується на величину 5493 ВВ 2 І дорівнює OBg. При експлуатації відновлених циліндричних охоплюваних деталей ушкодження переважно зароджуються в ділянках з більшою величиною експлуатаційних напруг і з меншою величиною фізико-механічних властивостей. Іншими словами, необхідно проаналізувати поводження величини 8 - 1 = 8-1. Розподіл цієї величини для способу, приведеного в прототипі приведено, на Фіг.5. За межами проточки величина межі міцності стиску дорівнює S-j = ОА 2 = ОА - О В . Найменша величина 8т = ОА 3 характерна для ділянки А 3 Ві і СіДз, що відповідає ділянкам АВ і СД на циліндричній охоплюваній деталі Фіг.2. Зміна межі величини стиску на поверхні циліндричної охоплюваної деталі, при відновленні по способу, що заявляється, показано на Фіг.6. Довжина відрізка OF дорівнює межі міцності основного металу деталі, a OF-i - напиленого шару. Розподіл дотичних напружень виникаючих при експлуатації деталі показано на Фіг.7. Величина дотичних напружень t виникаючих у результаті експлуатації циліндричної охоплюваної деталі за межами посадкової поверхні ЕН деталі, що охоплює, 2 дорівнює ОЕ. Тому що посадку деталі 2 на деталь 1 проводять з натягом, то за рахунок механічних напруг стиску які з'являються в напиленному шарі, величина дотичних механічних напружень зменшується на величину ЕЕг і дорівнює ОЕг. Аналіз розподілу величини, для способу, що заявляється, приводить до розподілу механічних напруг, показаному на Фіг.8. Найменша величина Si = OF4 характерна для ділянки F4G4, що відповідає ділянці FG на Фіг.2. На ділянках EF і GH величина 8-і дорівнює ОЕі і характерна для ділянки E1F3 і G3H1. Зіставляючи мінімальну величину Ь^, що виникає при використанні прототипу і способу, що заявляється, відмічаємо, що в першому випадку вона менше, ніж у другому OA3 0,05 І, то за рахунок зменшення площі торкання поверхонь деталей, що охоплює й охоплюваної, зменшується сила спокою тертя. У цьому випадку при експлуатації, відновленої охоплюваної циліндричної деталі наступає момент, коли навантаження, що виникають на поверхні торкання, більше, ніж сила тертя спокою настає раніш. У результат відбувається ковзання деталі, що охоплює, по поверхні, охоплюваної циліндричної деталі, збільшення температури на окремих ділянках фактичного контакту І налипання матеріалу деталі, що охоплює, на поверхню охоплюваної циліндричної деталі. Відбувається інтенсивний знос зовнішньої посадкової поверхні охоплюваної циліндричної деталі. Заявляється згідно формули винаходу спосіб відновлення працездатності циліндричної охоплюваної деталі зі зношеними посадковими поверхнями може бути реалізований за допомогою токарногвинторізного верстата і комплекту устаткування електродугової металізації посадкових місць. Комплект устаткування виконаний у виді приставки до токарно-гвинторізному верстату. До складу комплекту устаткування електродугової металізації входить: компресор, система очищення стиснутого повітря від вологи й мастил, апарат металлізаційний, випрямляч. Охоплювана циліндрична деталь зі зношеними посадковими поверхнями встановлюється ва токарно-гвинторізний верстат і проточується ва глибину 0,5...1,2 мм, так щоб довжина контуру проточки на поверхні, охоплюваної циліндричної деталі була менше, на величину, що складає не більш 0,05 довжини посадкової' поверхні деталі, що охоплює, від кожного краю посадкової поверхні. Компресор під тиском 0,75...0,8 МПа через ресивер подає стиснене повітря в систему очищення стиснутого повітря від вологи й мастил. Апарат металлізаційний забезпечує підведення напруги від випрямляча до дротових електродів, регулює швидкість подачі, просторове розташування електродів, розпилення розплавленого металу електродів струменем стиснутого повітря. Випрямляч забезпечує зниження і перетворення перемінної напруги, що надходить від мережі, у стабілізовану регульовану напругу, що подається на апарат металлізаційний для порушення і підтримки електричної дуги між дротовими електродами. Крім того, випрямляч забезпечує плавне регулювання напруги на дузі. У конкретному прикладі при відновленні працездатності циліндричної охоплюваної деталі зі зношеними зовнішніми посадковими поверхнями, що заявляється згідно формули корисної моделі на спосіб, реалізується таким чином. Циліндричну охоплювану деталь зі зношеними ЗОВНІШНІМИ посадковими поверхнями, наприклад, вісь колісної пари трамвайних вагонів, встановлюють у токарно-гвинторізний верстат. Вісьретельно промивають для видалення бруду і мастильних матеріалів. Проточують поверхню під напилювання прохідним відігнутим правим чи лівим різцем прямокутного перетину. Голівку різця вибирають із твердих сплавів марок ВК2, ВКЗМ, ВК6, Т15ДК6 чи аналогічного. Посадкові місця під радіально-сферичні дворядні роликові підшипники внутрішніх осьових букс проточують на глибину 0,8...1,2 мм. Довжина посадкової поверхні радіально-сферичних дворядних роликових ПІДШИПНИКІВ складає 50 мм. Розташування посадкових місць на осі зазначені в кресленнях. Відступивши від краю посадкового місця, що визначають по кресленнях на вісь, відстань не більш 0,05 х 50 = 2,5 мм, наприклад 1,0 мм, роблять кільцеву проточку на поверхні осі довжиною 48 мм. Швидкість подовжньої подачі супорта при проточці осі складає 0,0552 мм/с, а швидкість обертання осі складає п = 31 об/хв. Посадкові місця під однорядні кулькові підшипники довжина 5493 посадкової поверхні складає 31 мм. Відступивши від краю посадкового місця, що визначають по кресленнях на вісь, відстань не більш 0,05х31=1,55мм, наприклад 1,5 мм, роблять кільцеву проточку на поверхні осі довжиною 28 мм. Параметри механічної обробки такі ж, як у першому випадку. Після проточки проводять напилювання в проточку зносостійкого матеріалу. Спочатку напиляють підшар з молібдену чи ніхрому, а потім основного металу ЗОХГСА. При напилюванні напруга на дузі і сила струму електричної дуги складають U = 50...65 В и І = 150...250 А. Швидкість подовжнього переміщення металлізатора ЭМ-17 щодо поверхні Фіг. 1
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for recovery of working capacity of cylindrical male parts with worn out outer mounting surfaces
Автори англійськоюShaparenko Oleksandr Volodymyrovych
Назва патенту російськоюСпособ восстановления работоспособности цилиндрических охватываемых деталей с изношенными внешними посадочными поверхностями
Автори російськоюШапаренко Александр Владимирович
МПК / Мітки
МПК: C23C 4/00
Мітки: зовнішніми, працездатності, циліндричних, спосіб, деталей, охоплюваних, поверхнями, зношеними, відновлення, посадковими
Код посилання
<a href="https://ua.patents.su/6-5493-sposib-vidnovlennya-pracezdatnosti-cilindrichnikh-okhoplyuvanikh-detalejj-zi-znoshenimi-zovnishnimi-posadkovimi-poverkhnyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення працездатності циліндричних охоплюваних деталей зі зношеними зовнішніми посадковими поверхнями</a>
Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Голі-Оглу Володимир Семенович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Щетинін Сергій Вікторович, Кирильченко Петро Миколайович, Шебаніц Едуард Миколайович
МПК: B23K 9/04
Мітки: циліндричних, деталей, відновлення, спосіб, зміцнення
Формула / Реферат:
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:G/V=(2-3)D, МДж/м,де G/V - погонна енергія, МДж/м;D - діаметр деталі, м.
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Василенко Михайло Олександрович, Кузьміч Ярослав Анатолійович, Моргун Олена Анатоліївна
Мітки: чавунних, не-базових, спосіб, сільськогосподарсько, відновлення, техніки, деталей, циліндричних, порожнистих
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб відновлення внутрішніх циліндричних поверхонь деталей
Номер патенту: 69653
Опубліковано: 15.09.2004
Автори: Кирильченко Петро Миколайович, Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B23P 6/02
Мітки: відновлення, спосіб, поверхонь, деталей, циліндричних, внутрішніх
Формула / Реферат:
Спосіб відновлення внутрішніх циліндричних поверхонь деталей, котрий включає підготовку поверхні і заливання полімерного матеріалу з використанням шаблону, який відрізняється тим, що відновлення поверхні здійснюють переміщенням шаблону до упирання у встановлену перед тим чи наявну донну частину деталі після заливання в неї полімерного матеріалу.
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Гринько Павло Васильович, Хітров Ігор Олександрович, Кононогов Юрій Андрійович, Молодик Микола Володимирович
МПК: B23P 6/00
Мітки: деталей, внутрішніх, відновлення, циліндричних, спрацьованих, поверхонь, спосіб
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Орлова Людмила Володимирівна, Тетянич Іван Костянтинович
МПК: B23K 11/06, B23P 6/00
Мітки: деталей, циліндричних, відновлення, спрацьованих, спосіб
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Попередній патент: Тримач тракового ланцюга очисного комбайна
Наступний патент: Пристрій для ділення послідовних кодів золотої пропорції
Випадковий патент: Спосіб анкерування сталевого профільованого настилу у монолітних залізобетонних плитах, влаштованих по залізобетонних балках, за допомогою розпірних та зварних з'єднань