Спосіб теплової герметизації пакувального ламінату
Формула / Реферат
Способ тепловой герметизации упаковочного ламината, содержащего слои термопластичного материала и расположенный между ними слой фольги, предусматривающий наложение участков ламината одного на другой и нагревание их с одновременным приложением давления посредством зажима, отличающийся тем, что, с целью повышения качества герметизации, нагревание ламината осуществляют через слой фольги током высокой частоты, при этом нагревание осуществляют посредством зажима, имеющего выполненный из электропроводного материала выступающий участок прямоугольной формы, высота которого составляет 0,2-0,8 толщины ламината, а ширина соответствует толщине последнего, при этом величину давления устанавливают такой, чтобы обеспечить течение смежных слоев термопластичного материала наложенных одного на другой участков ламината из зоны приложения давления в прилегающие зоны.
Текст
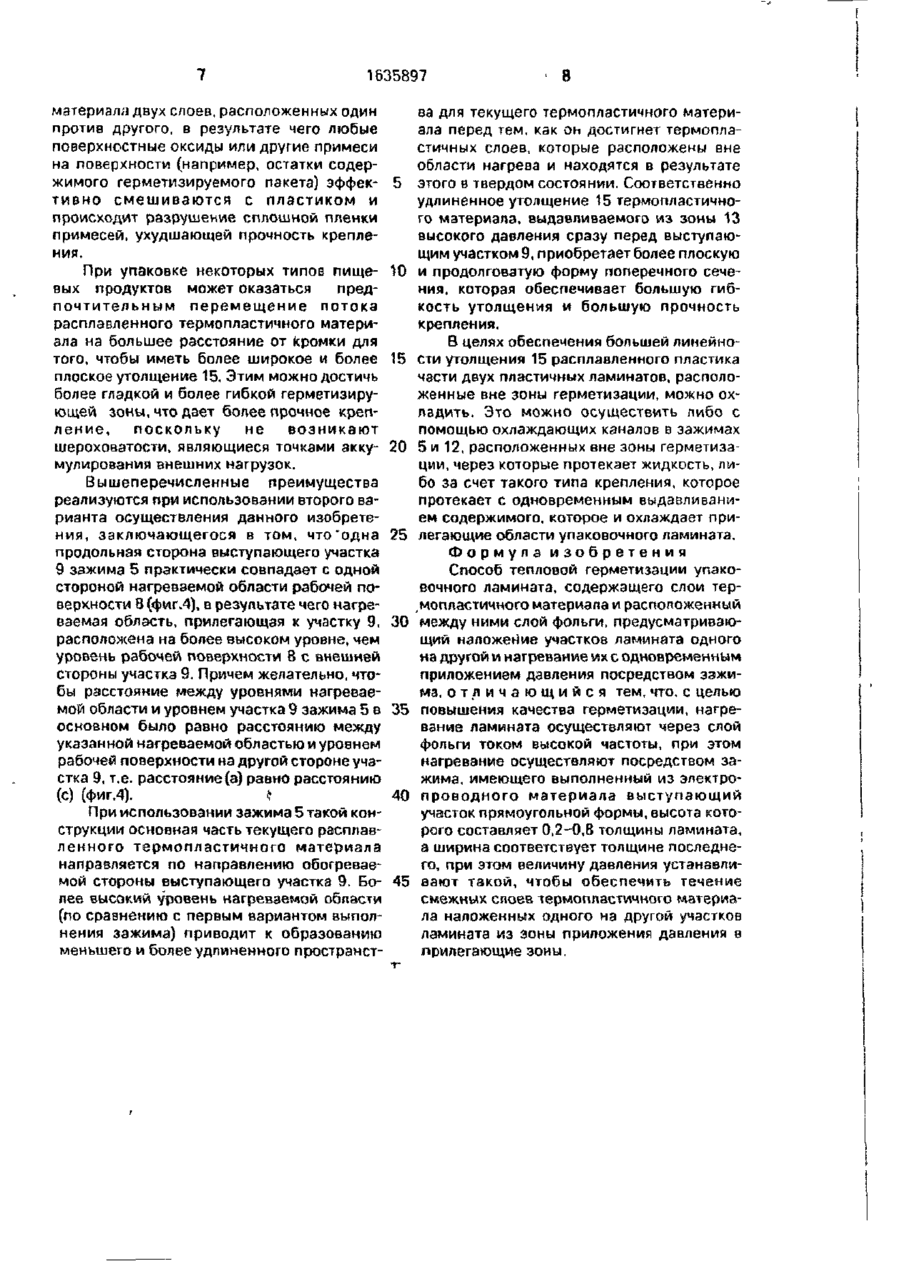
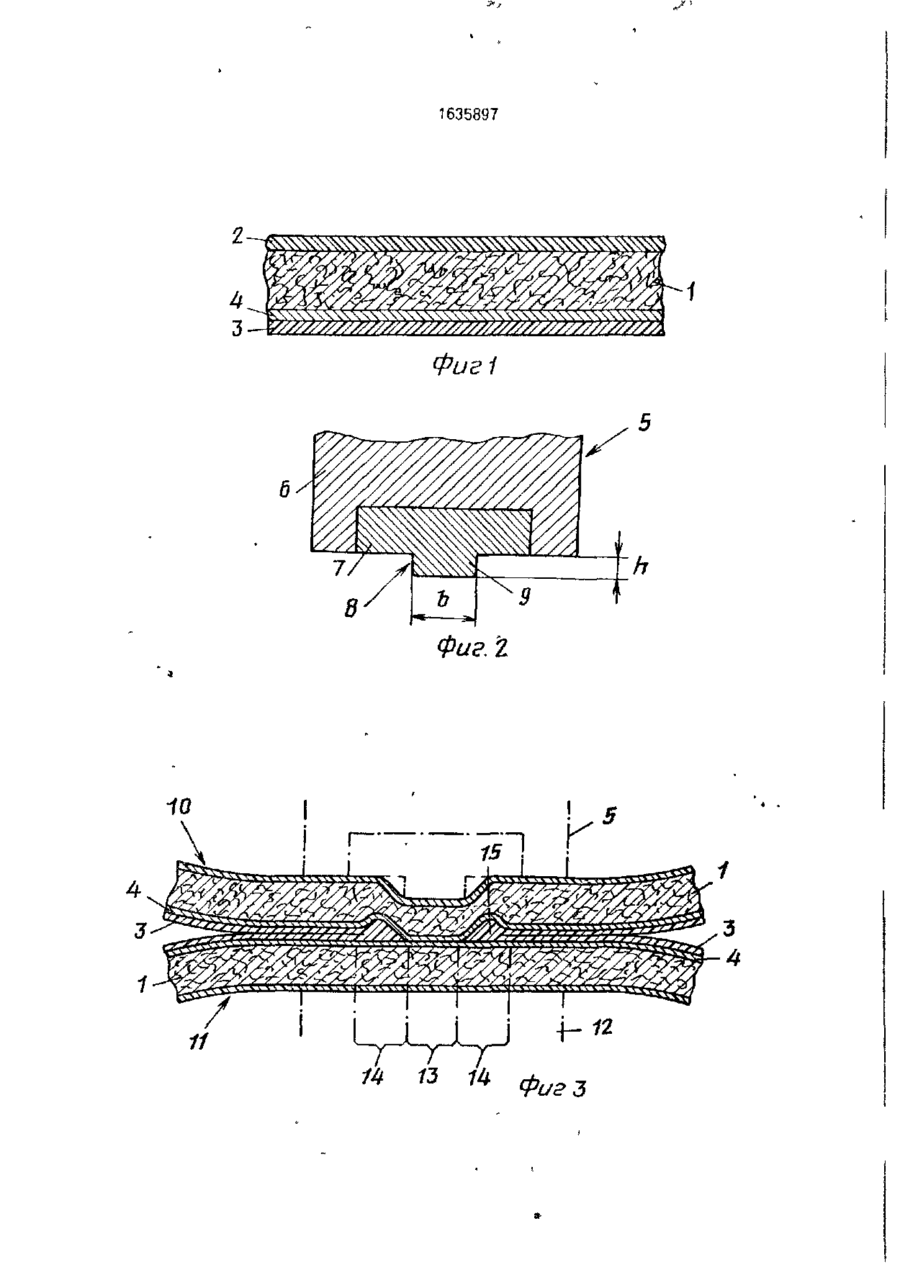
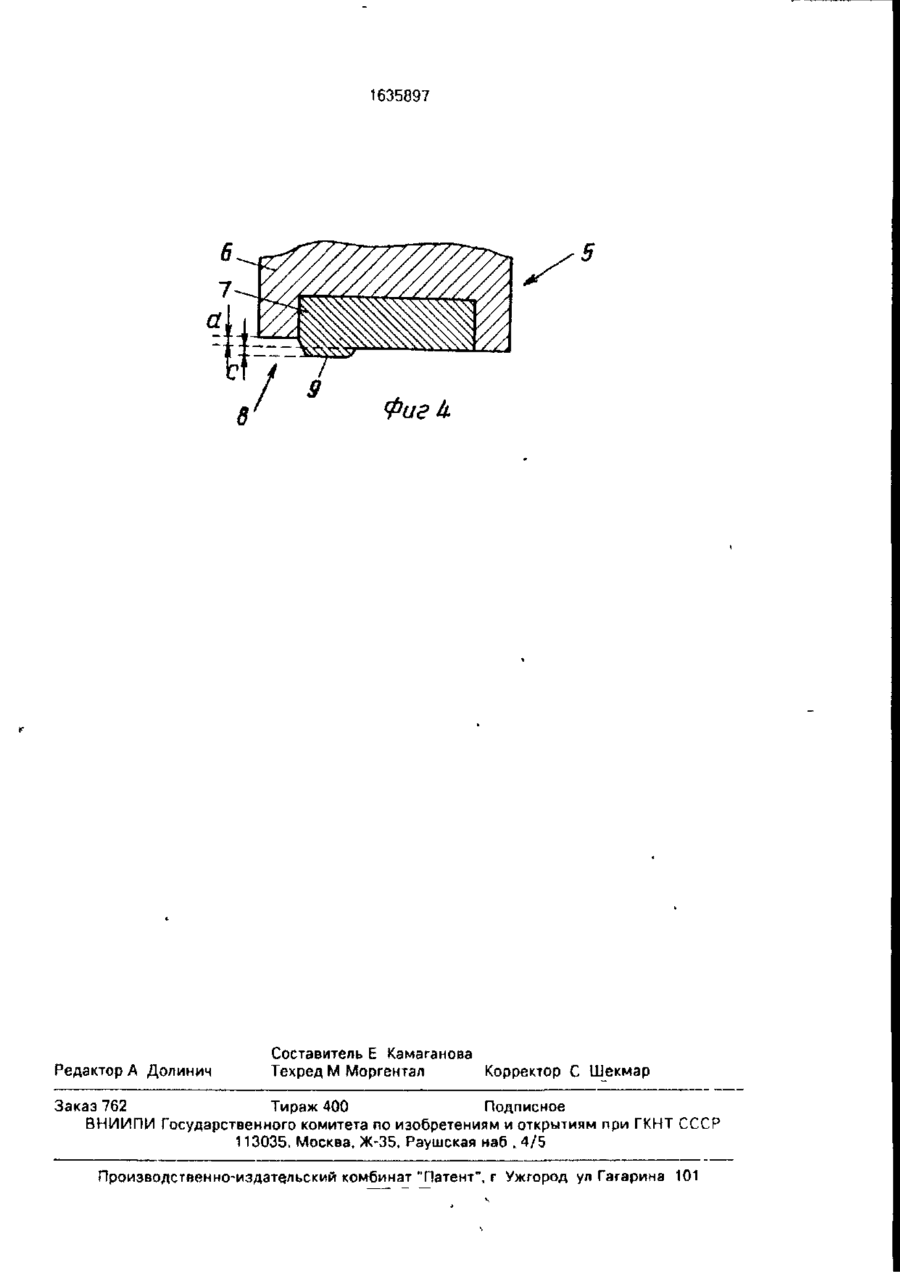
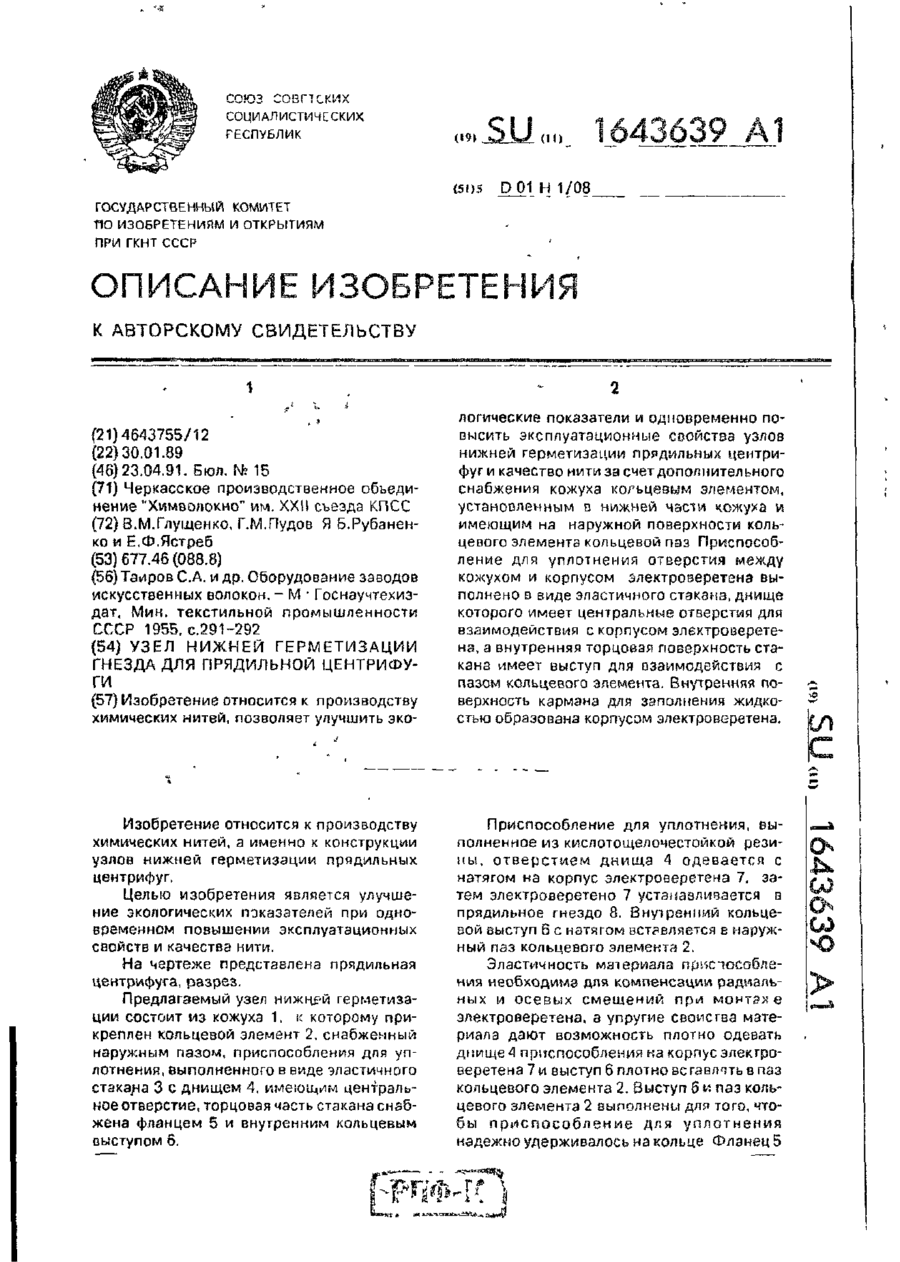
Изобретение относится к способам тепловой герметизации упаковочного ламината. Цель изобретения - повышение качества герметизации. При производстве безвоз вратных упаковок для молока и других фруктовых напитков многослойный упаковочный материал герметизируют вдоль линейных зон герметизации, обеспечивая совместное сплавление термопластичных слоев упаковочного материала. Прочность достигаемой герметизации зависит от наличия примесей (например, оксидных пленок или остатков содержимого упаковки) на поверхностях термопластиков. Несмотря на наличие загрязнений, хорошую герметизацию можно получить, если к термопластичным слоям в пределах зоны герметизации приложить давление нагрузки, которое обеспечит течение расплавленного термопластичного материала в прилегающие зоны. В этом случае термопластики смешиваются так, что происходит разрушение слоя загрязнения, препятствующего герметизации. 4 ил Изобретение относится к способу тепловой герметизации упаковочного ламинатя, содержаще'го наружный слой из термопластичного материала Способ заключается в том, что слои термопласта в зоне герметизации кладут один нэ другой и нагревают их некоторое время до температуры герметизации Упаковочные емкости для молока, фруктовых налитков обычно изготавливают из многослойных упаковочных материалов (ламинатов). Такой упаковочный материал состоит из центрального относительно жесткого несущего слоя бумаги, покрытого с обеих сторон тонкими слоями гомогенного пластичного материала. Упаковочный материал может также включать слои алюминиевой фольги или другого материала. Общей особенностью всех упаковочных слоистых материалов такого типа является то, что со стороны, которая обращена к упаковываемому содержимому, они содержат слой термопластичного материала, обычно полиэтилена, что позволяет осуществить герметизацию при приложении тепла и давления. Для того чтобы достичь при герметизации требуемой прочности и непроницаемости, необходимо, чтобы два термопластичных слой, которые крепятся один с другим, были чистыми и не содержали примесей. Но поскольку поверхность термопластичных слоев обычно покрыта тонкой оксидной пленкой, образующейся при экструзии термопластичных слоев на упаковочный ламинат, то полное сплавле (21)3505248/13 (22)06.10 82 (31)8105960-2 (32)08.10.81 (33) SE (46) 15:03.91 Бюл. I f 10 Se (71)АБТетраПак(5Е) (72) Ренато Четрелли, Ганс Селберг и Гуила Балла(SE) (53)621.798.4(088.8) (56) Патент Великобритании № 1327280, кл. В 65 В 51/22, опублик. 1973. т С ск со ел 00 1635897 их полное сплавление В линейной области остается только очень тонкий термопластичный слой, не содержащий примесей и находящийся в тесном контакте со слоем носителя упаковочного ламината, тогда как в прилегающих областях зоны герметизации аккумулирование хорошо смешанных термопластичных материалов обоих слоев гарантирует высокую прочность и непроницаемость герметизирующего шва. На фиг.1 представлен упаковочный ламинат, поперечное сечение; на фиг.2 - герметизирующий зажим, поперечное сечение; на фиг.З - сечение двух упаковочных ламинатов, которые герметизированы с помощью способа согласно изобретению; на фиг.4 - герметизирующий зажим, вариант. Упаковочный лзминат (фиг.1) относится к типу, широко используемому для упаковки молока и других фруктовых напитков. Общая толщина упаковочного ламината составляет 0,4-0,5 мм и он состоит из центрального несущего слоя 1 из волокнистого материала. Этот слой 1 с обеих стоНеобходимо разработать способ тепловой герметизации упаковочного лэмината, 25 рон покрыт относительно тонкими который бы обеспечил оптимальную гермегомогенными слоями 2, 3 термопластичного тизацию при наличии загрязняющих примемзтериала, в частности полиэтилена Между сей на поверхности упаковочного ламината, одним внешним пластичным слоем 3 и несунапример, оксидов, остатков содержимого щим слоем 1 часто расположен еще один упаковки и грязи. 30 слой 4 алюминиевой фольги, этот слой соеСпособ тепловой герметизации упакодинен с несущим слоем с помощью термовочного ламината, содержащего слои терпластиков (не показаны) и полностью мопластичного материала и покрыт внешним, гомогенным слоем 3 Бларасположенный между ними слой фольги, годаря двум внешним термопластичным заключается в следующем. 35 слоям 2 и 3 упаковочный ламинат можно Участки ламината в зоне герметизации просто герметизировать под действием тепкладут один на другой и нагревают их через ла, спрессовав вместе те части, которые неслой фольги током высокой частоты, приклаобходимо герметизировать, при дывая при этом давление (прессуя слои), одновременном нагреве термоппастиков до величину которого устанавливают такой, 40 ихтемпературы плавления (~130°С). Можно чтобы обеспечить течение смежных слоев также герметизировать упаковочные ламитермопластичного материала наложенных наты других типов, но обязательным условиодного на другой участков ламината из зоны ем является наличие в упаковочном приложения давления в прилегающие зоны ламинате слоя термопластичного материаНагревание наложенныхучастков лами- 45 ла ната осуществляют посредством зажима, Герметизирующий зажим 5 имеет коримеющего выступающий участок прямопус б, выполненный из электрически непроугольной формы, выполненный из электроводящего материала, имеющий канавку, в проводного материала. Высота этого которую вставлен стержень 7 из электроучастка составляет 0,2-0,8 толщины лами- 50 проводного материала, предпочтительно ната. Ширина участка соответствует толщимеди Стержень 7, который расположен в не ламината. центре корпуса 6 вместе с окружающими областями корпуса 6 образует рабочую поПри таком способе расплавленный терверхность 8. На рабочей поверхности 8 имемопластичный материал, перемещаемый под действием давления из линейной обла- 55 ется выступающий участок 9 Он имеет сти в соседние части зоны герметизации, прямоугольное поперечное сечение и высобудет захватывать возможные примеси, а ту (h) составляющую 0.2-0.8 толщины лэмидва термопластичных слоя ламината распоната но предпочтительно составляющую ложенные один с другим, эффективно сме0,5 толщины ламината, и ширину (Ь), котошиваются до такой степени, что достигается рая соответствует толщине упаковочного ниє термопластичных слоев часто затруднено, и поэтому прочность и непроницаемость герметизирующего шва частот не достигадет теоретически возможных значений. На поверхности термопластичных слоев часто 5 могут находиться и другие типы загрязнений, например остатки содержимого, что также ухудшает герметичность. Это представляет особую проблему при производстве упакованных форм, когда герметизация 10 многослойного материала происходит в условиях наличия содержимого, т.е., когда прежде всего необходимо удалить содержимое из пространства между термопластичными поверхностями, расположенными 15 одна против другой перед тем, как произойдет непосредственно герметизация. Однако на практике содержимое удается неполностью удалить и небольшие количества его остаются в зоне герметизации, что 20 ухудшает качество герметизирующего шва. Цель изобретения - повышение качества герметизации. 1635897 стороны упаковочного ламината (обозначен ламината. Таким образом, рабочая поверхпунктирными линиями). Противозажим 12 ность 8 герметизирующего зажима 5 имеет снабжен плоской рабочей поверхностью, в своей центральной части область нагрева расположенной против ламината 11. Зажиламината, которая включает с одной стороны выступающий участок 9, а с другой сто- 5 мы 5, 12 смонтированы на раме (не показана) упаковочной машины таким образом, что роны - одну прилегающую область со с помощью гидравлических или механичестороны этого участка. Зона нагрева ламиских приводных механизмов они могут соната соединена через материал в стержне 7 вершать возврати о-поступательное с высокочастотным источником энергии, обеспечивая таким образом высокочастот- 10 движение и в процессе герметизации они могут быть прижаты друг к другу с опреденую сварку ламината, содержащего алюмиленной, регулируемой силой. В то же время ниевую фольгу. Область нагрева ламината при движении зажимов друг к другу и начале или стержень 7 также могут нагреваться и прессования участков 10, 11 упаковочного состоять, например, из материала с высоким электрическим сопротивлением в том 15 ламината, расположенных между ними, стержень 7 герметизирующего зажима 5 сослучае, когда соединить необходимо упакоединяется с высокочастотным источником вочный ламинат без алюминиевой фольги энергии. Таким образом, в алюминиевом или других электропроводящих слоев. слое 4 упаковочного ламината индуцируется Герметизирующий зажим 5 может быть снабжен одним или несколькими каналами 20 переменное поле и он нагревается в обладля охлаждающей среды, например воды, сти, соответствующей поверхности стержня которая предотвращает опасное повыше7, до температуры, которая значительно выние температуры или нежелательное расше температуры плавления прилегающих пределение тепла в соседние области, термопластических слоев. Генерируемое которые должны оставаться ненагретыми. 25 тепло передается непосредственно термоМожно также сконструировать герметизипластичным слоям 3, расположенным межрующий зажим 5 из нескольких взаимно заду слоями алюминия, в результате чего меняемых частей. Части герметизирующего первые плавятся и становятся текучими. зажима 5, расположенные на любой стороБлагодаря высокой нагрузке (прибл. не выступающего участка 9, могут быть по- 30 100 кг/см 2 ), которая действует на упаковочдвижными относительно участка 9 и ный ламинат при прессовании на уровне поджиматься пружинами в направлении маучастка 9 зажима 5, расплавленный термотериала, так что соответствующее контактпластик будет перетекать из зоны 13 прилоное давление будет поддерживаться жения давления в прилегающие зоны 14 автоматически. Герметизирующий зажим 5 35 общей зоны герметизации. Поскольку терможет быть также сдвоенным, т.е. он может мопластичные слои 3, расположенные один состоять из двух корпусов описанного типа, против другого в области, не входящей в расположенных на некотором расстоянии зону герметизации, продолжают находитьдруг от друга. Такой вариант оформления ся в твердом состоянии и спрессованы один предлагаемого устройства особенно реко40 с другим, то расплавленный термоппастик мендуется в тех случаях, когда герметизане может проникнуть дальше в части, распоции подлежит трубка упаковочного ложенные вне зоны герметизации, а остаетматериала, т.е. когда герметизация протеся в двух зонах 14, где он образует кает в двух противоположных зонах и между утолщения 15, параллельные удлиненной ними осуществляют разрезание, поскольку нож или какое-то другое подходящее режу- 45 зоны 13 давления, в которой смешиваются два слоя, герметизируемые друг с другом. В щее устройство может действовать в промезоне 13 остается лишь незначительное кожутке между двумя основными корпусами личество пластического материала, который герметизирующего зажима. вследствие неровности поверхности и т.п. Способ осуществляют следующим об- 50 не может быть выдавлен, тогда как утолщеразом. ния 15, образовавшиеся по обеим сторонам Два участка 10 и 11 одного сложенного этой зоны, содержат избыток хорошо смеупаковочного ламината (или два упаковочшанного пластика, обеспечивая таким обраного ламината) соединяют вместе для получезом очень прочное и на практике ния герметизирующего шва, так что они 55 неразрушимое крепление между этими двунаходятся один на другом своими внешнимя слоями. Так как процесс течения из зоны ми термопластичными слоями 3. Участки 10 13 в зоны 14 происходит очень быстро, то и 11 сдавливают {прессуют} с помощью герпри истечении пластического материала . метизирующего зажима 5 и противозажима возникает турбулентность, которая и обес-, 12, расположенного с противоположной печивает хорошее смешение пластического 1635897 материала двух слоев, расположенных один против другого, в результате чего любые поверхностные оксиды или другие примеси на поверхности (например, остатки содержимого герметизируемого пакета) эффек- 5 тивно смешиваются с пластиком и происходит разрушение сплошной пленки примесей, ухудшающей прочность крепления. При упаковке некоторых типов пище- 10 вых продуктов может оказаться предпочтительным перемещение потока расплавленного термопластичного материала на большее расстояние от кромки для того, чтобы иметь более широкое и более 15 плоское утолщение 15. Этим можно достичь более гладкой и более гибкой герметизирующей зоны, что дает более прочное крепление, поскольку не возникают шероховатости, являющиеся точками акку- 20 мулирования внешних нагрузок. Вышеперечисленные преимущества реализуются при использовании второго варианта осуществления данного изобретения, заключающегося в том, что'одна 25 продольная сторона выступающего участка 9 зажима 5 практически совпадает с одной стороной нагреваемой области рабочей поверхности 8 (фиг\4), в результате чего нагреваемая область, прилегающая к участку 9, 30 расположена на более высоком уровне, чем уровень рабочей поверхности В с внешней стороны участка 9. Причем желательно, чтобы расстояние между уровнями нагреваемой области и уровнем участка 9 зажима 5 в 35 основном было равно расстоянию между указанной нагреваемой областью и уровнем рабочей поверхности на другой стороне участка 9, т.е. расстояние (а) равно расстоянию (с) (фиг.4). fr 40 При использовании зажима 5 такой конструкции основная часть текущего расплавленного термопластичного материала направляется по направлению обогреваемой стороны выступающего участка 9. Бо- 45 лее высокий уровень нагреваемой области (по сравнению с первым вариантом выполнения зажима) приводит к образованию меньшего и более удлиненного пространст 8 ва для текущего термопластичного материала перед тем, как ои достигнет термопластичных слоев, которые расположены вне области нагрева и находятся в результате этого в твердом состоянии. Соответственно удлиненное утолщение 15 термопластичного материала, выдавливаемого из зоны 13 высокого давления сразу перед выступающим участком 9, приобретает более плоскую и продолговатую форму поперечного сечения, которая обеспечивает большую гибкость утолщения и большую прочность крепления. В целях обеспечения большей линейности утолщения 15 расплавленного пластика части двух пластичных ламинатов, расположенные вне зоны герметизации, можно охладить. Это можно осуществить либо с помощью охлаждающих каналов в зажимах 5 и 12, расположенных вне зоны герметизации, через которые протекает жидкость, либо за счет такого типа крепления, которое протекает с одновременным выдавливанием содержимого, которое и охлаждает прилегающие области упаковочного ламинзта. Формула изобретения Способ тепловой герметизации упаковочного ламината, содержащего слои термопластичного материала и расположенный между ними слой фольги, предусматривающий наложение участков ламината одного на другой и нагревание мх с одновременным приложением давления посредством зажима, о т л и ч а ю щ и й с я тем, что, с целью повышения качества герметизации, нагревание ламината осуществляют через слой фольги током высокой частоты, при этом нагревание осуществляют посредством зажима, имеющего выполненный из электропроводного материала выступающий участок прямоугольной формы, высота которого составляет 0,2-0,8 толщины ламината, а ширина соответствует толщине последнего, при этом величину давления устанзвливают такой, чтобы обеспечить течение смежных слоев термопластичного материала наложенных одного на другой участков ламината из зоны приложения давления в лрилегающме зоны. 1635897 ЇУУУ/У/У/УУУ7УУУ/УУУУУУУ7У7 Фиг1 Фиг.ї 11 УУУУУЛ 1635897 Фиг й. Редактор А Долинич Составитель Е Камаганова Техред М Моргентал Корректор С Шекмар Заказ 762 Тираж 400 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035. Москва, Ж-35, Раушская наб ц 4/5 Производственно-издательский комбинат "Патент", г Ужгород ул Гагарина 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat-sealing of packing laminate
Назва патенту російськоюСпособ тепловой герметизации упаковочного ламината
МПК / Мітки
МПК: B65B 51/22
Мітки: ламінату, теплової, пакувального, спосіб, герметизації
Код посилання
<a href="https://ua.patents.su/6-5967-sposib-teplovo-germetizaci-pakuvalnogo-laminatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб теплової герметизації пакувального ламінату</a>
Вузол нижньої герметизації для прядильної центрефуги
Номер патенту: 3711
Опубліковано: 27.12.1994
Автори: Ястреб Євген Пилипович, Пудов Герман Михайлович, Глущенко Віктор Михайлович, Рубаненко Яків Борисович
МПК: D01H 1/00
Мітки: вузол, нижньої, герметизації, прядильної, центрефуги
Формула / Реферат:
Узел нижней герметизации гнезда для прядильной центрифуги, состоящий из кожуха, кармана для заполнения жидкостью и приспособления для уплотнения отверстия между кожухом и корпусом электроверетена, отличающийся тем, что, с целью улучшения экологических показателей при одновременном повышении эксплуатационных свойств и качества нити, кожух дополнительно снабжен кольцевым элементом, установленным в нижней его части и имеющем на наружной...
Спосіб виготовлення розливного пристрою контейнеру
Номер патенту: 5598
Опубліковано: 28.12.1994
Автори: Ларс Карлссон, Ханс-Георг Мелле, Чель Мертенссон
МПК: B65D 5/70
Мітки: спосіб, пристрою, виготовлення, контейнеру, розливного
Формула / Реферат:
Способ изготовления разливочного приспособления контейнера, включающий пробивание отверстия в верхней стенке контейнера возле его ребра, изготовление разливочной закраины и прикрепление к верхней стенке контейнера отрывной покровной полоски, перекрывающей отверстие и разливочную закраину, отличающийся тем, что, с целью упрощения изготовления, перед прикреплением к верхней стенке контейнера отрывной покровной полоски на ней закрепляют с...
Пристрій для герметизації устя свердловини з надводним розміщенням противикидного обладнання
Номер патенту: 4076
Опубліковано: 27.12.1994
Автори: Кириченко Володимир Іванович, Субаєв Абдула Закірович, Власов Іван Алєксандровіч, Кєйбал Алєксандр Вікторовіч, Римчук Данило Васильович
МПК: E21B 33/035
Мітки: обладнання, свердловини, устя, герметизації, противикидного, надводним, розміщенням, пристрій
Формула / Реферат:
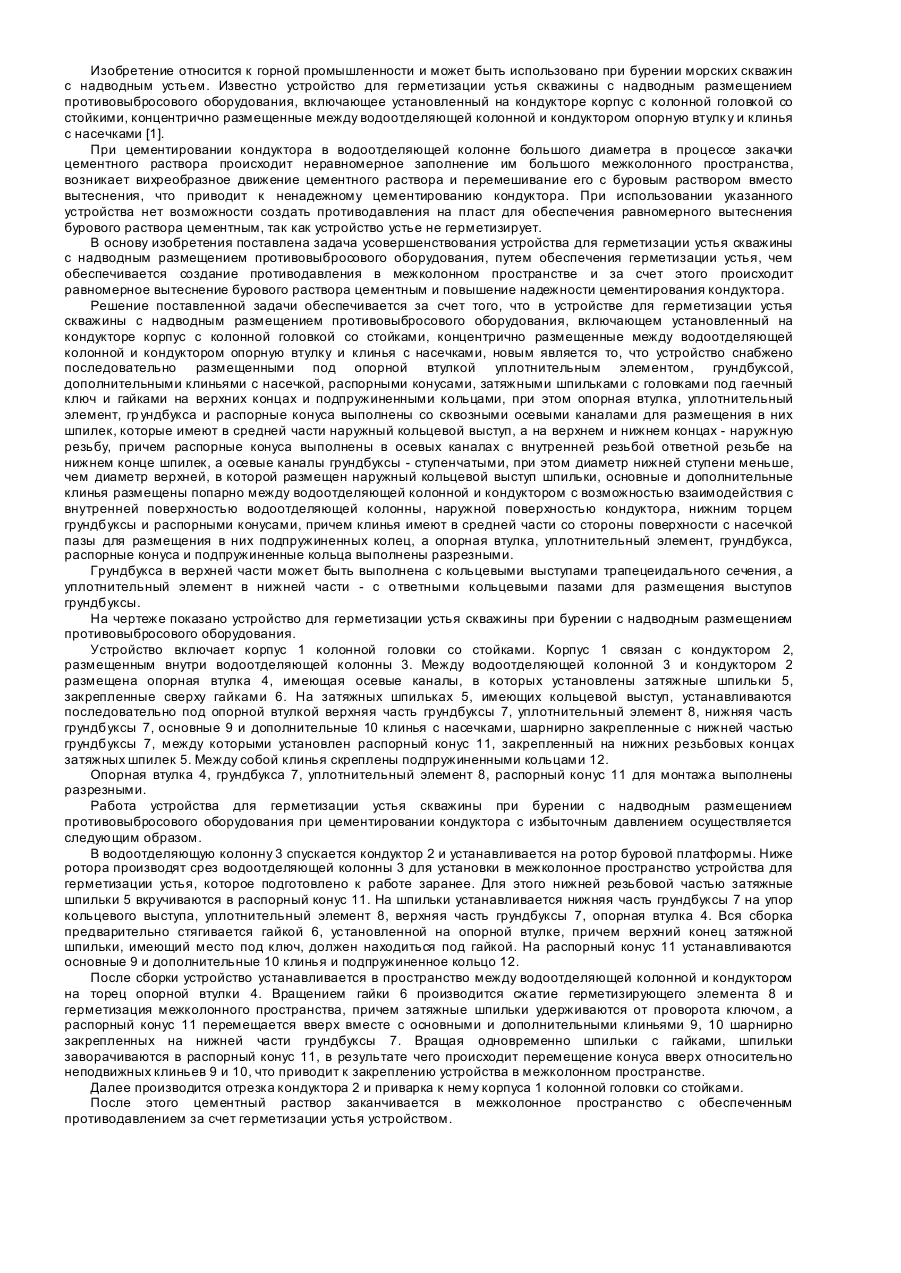
1. Устройство для герметизации устья скважины с надводным размещением противовыбросового оборудования, включающее установленный на кондукторе корпус с колонной головкой со стойками, концентрично размещенные между водоотделяющей колонной и кондуктором опорную втулку и клинья с насечками, отличающееся тем, что оно снабжено последовательно размещенными под опорной втулкой уплотнительным элементом, грундбуксой, дополнительными клиньями с...
Спосіб герметизації конденсаторною зваркою мідного кристалотримача напівпровідникового приладу з корпусом
Номер патенту: 1004
Опубліковано: 30.12.1993
Автори: Віницький Марк Якович, Сидоров Олександр Миколайович
МПК: B23K 31/02
Мітки: кристалотримача, спосіб, корпусом, мідного, приладу, зваркою, напівпровідникового, конденсаторною, герметизації
Формула / Реферат:
Способ герметизации конденсаторной сваркой медного кристаллодержателя полупроводникового прибора с корпусом, при котором по периметру кристаллодержателя формируют рельефный выступ, наносят промежуточный слой металлизации по крайней мере на одну из свариваемых поверхностей и сваривают, отличающийся тем, что, с целью повышения качества путем повышения прочностных характеристик сварного соединения и увеличения выхода годных изделий, в...
Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб, які спускають у свердловину під тиском
Номер патенту: 4077
Опубліковано: 27.12.1994
Автори: Субаєв Абдула Закірович, Римчук Данило Васильович, Кириченко Володимир Іванович, Ленкевич Юрій Євгенович
МПК: E21B 43/12
Мітки: тиском, герметизації, свердловину, простору, внутрішньотрубного, пристрій, труб, спускають, колони, насосно-компресорних
Формула / Реферат:
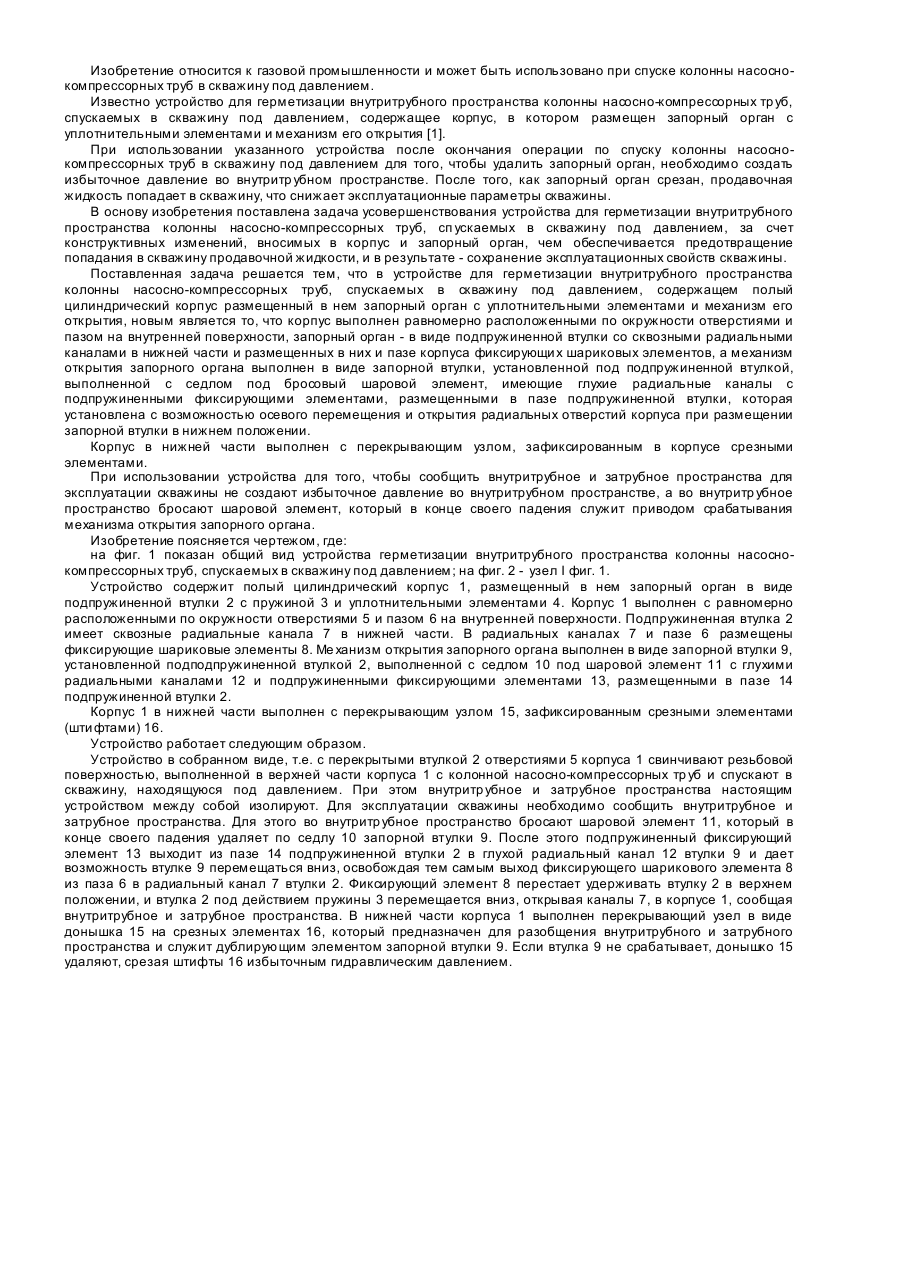
Устройство для герметизации внутритрубного пространства колонны насосно-компрессорных труб, спускаемых в скважину под давлением, содержащее полый цилиндрический корпус, размещенный в нем запорный орган с уплотнительными элементами и механизм его открытия, отличающееся тем, что корпус выполнен с равномерно расположенными по окружности отверстиями и пазом на внутренней поверхности, запорный орган - в виде подпружиненной втулки со сквозными...
Попередній патент: Пристрій для нанесення маркування або ліній згибу
Наступний патент: Спосіб одержання похідних ціс-4-феніл-1,2,3,4-тетрагідра-1-нафтіламіна або його солей
Випадковий патент: Колесо-генератор транспортного засобу