Спосіб вимірювання головного заднього кута спірального свердла
Номер патенту: 67685
Опубліковано: 27.02.2012
Автори: Продан Віталій Іванович, Кобельник Володимир Романович, Кривий Петро Дмитрович

Формула / Реферат
Спосіб вимірювання головного заднього кута спірального свердла, при якому спіральне свердло встановлюють в патроні, на якому міститься кутова шкала, поділена на 360°, і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках, при цьому вимірювання величини головного заднього кута здійснюють в січній площині, перпендикулярній до осі свердла, який відрізняється тим, що щуп індикаторної головки встановлюють в точку, яка лежить на циліндричній поверхні свердла діаметром d і на поперечній осі, що проходить через вершину свердла паралельно головним різальним кромкам, потім повертають свердло на кут ![]() , де
, де ![]() - діаметр серцевини свердла, створюють попередній натяг індикаторної головки і встановлюють її шкалу на нуль, виконують поворот свердла на кут
- діаметр серцевини свердла, створюють попередній натяг індикаторної головки і встановлюють її шкалу на нуль, виконують поворот свердла на кут ![]() , який стягує дугу довжиною 1 мм кола радіусом
, який стягує дугу довжиною 1 мм кола радіусом ![]() , і заміряють за показниками індикаторної головки падіння кривої
, і заміряють за показниками індикаторної головки падіння кривої ![]() , утвореної падінням головної задньої поверхні та площиною, перпендикулярною повздовжній осі свердла, визначають значення статичного головного заднього кута
, утвореної падінням головної задньої поверхні та площиною, перпендикулярною повздовжній осі свердла, визначають значення статичного головного заднього кута ![]() в головній січній площині із залежності:
в головній січній площині із залежності:
де ![]() - радіус свердла;
- радіус свердла;
![]() - кут повороту, який стягує дугу довжиною 1 мм кола радіусом г;
- кут повороту, який стягує дугу довжиною 1 мм кола радіусом г;
![]() - величина падіння кривої, утвореної падінням головної задньої поверхні та площиною, перпендикулярною повздовжній осі свердла;
- величина падіння кривої, утвореної падінням головної задньої поверхні та площиною, перпендикулярною повздовжній осі свердла;
![]() - половина кута між ріжучими кромками,
- половина кута між ріжучими кромками,
при цьому для визначення кута ![]() в точці головної різальної кромки, що знаходиться на діаметрі
в точці головної різальної кромки, що знаходиться на діаметрі ![]() , свердло повертають за годинниковою стрілкою на кут
, свердло повертають за годинниковою стрілкою на кут ![]() у початкове положення, переміщують щуп індикаторної головки на діаметр
у початкове положення, переміщують щуп індикаторної головки на діаметр ![]() , а потім довертають на кут
, а потім довертають на кут ![]() у вихідне положення, створюють попередній натяг індикаторної головки і виставляють її шкалу на нуль, потім повертають свердло проти годинникової стрілки на кут
у вихідне положення, створюють попередній натяг індикаторної головки і виставляють її шкалу на нуль, потім повертають свердло проти годинникової стрілки на кут ![]() , реєструють значення кривої
, реєструють значення кривої ![]() , далі, здійснивши аналогічно вищеописану методику, визначають відповідні значення статичних головних задніх кутів
, далі, здійснивши аналогічно вищеописану методику, визначають відповідні значення статичних головних задніх кутів ![]() в головних січних площинах в точках головної різальної кромки, розташованих на різних діаметрах, і оцінюють зміну статичного головного заднього кута
в головних січних площинах в точках головної різальної кромки, розташованих на різних діаметрах, і оцінюють зміну статичного головного заднього кута ![]() по довжині головної різальної кромки.
по довжині головної різальної кромки.
Текст
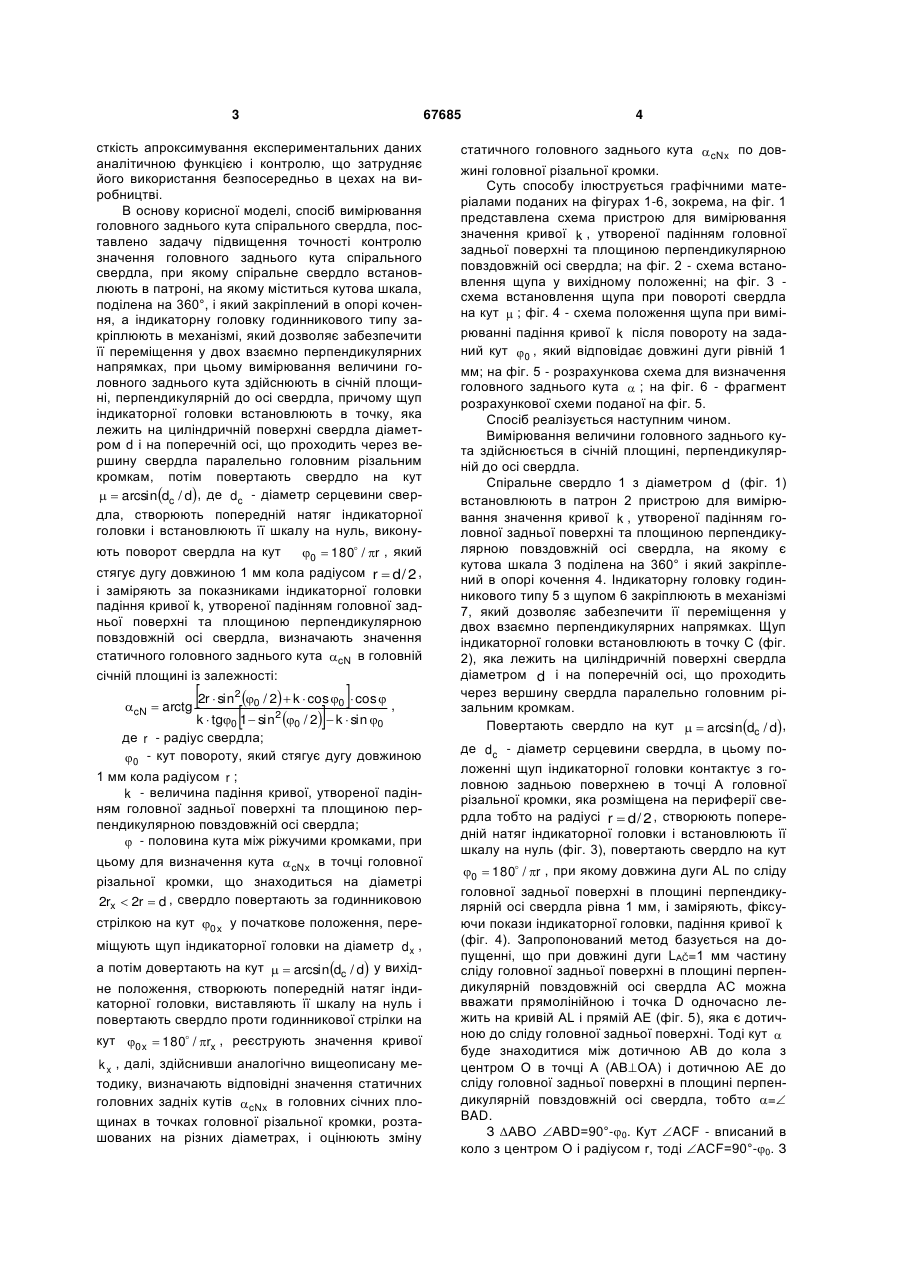
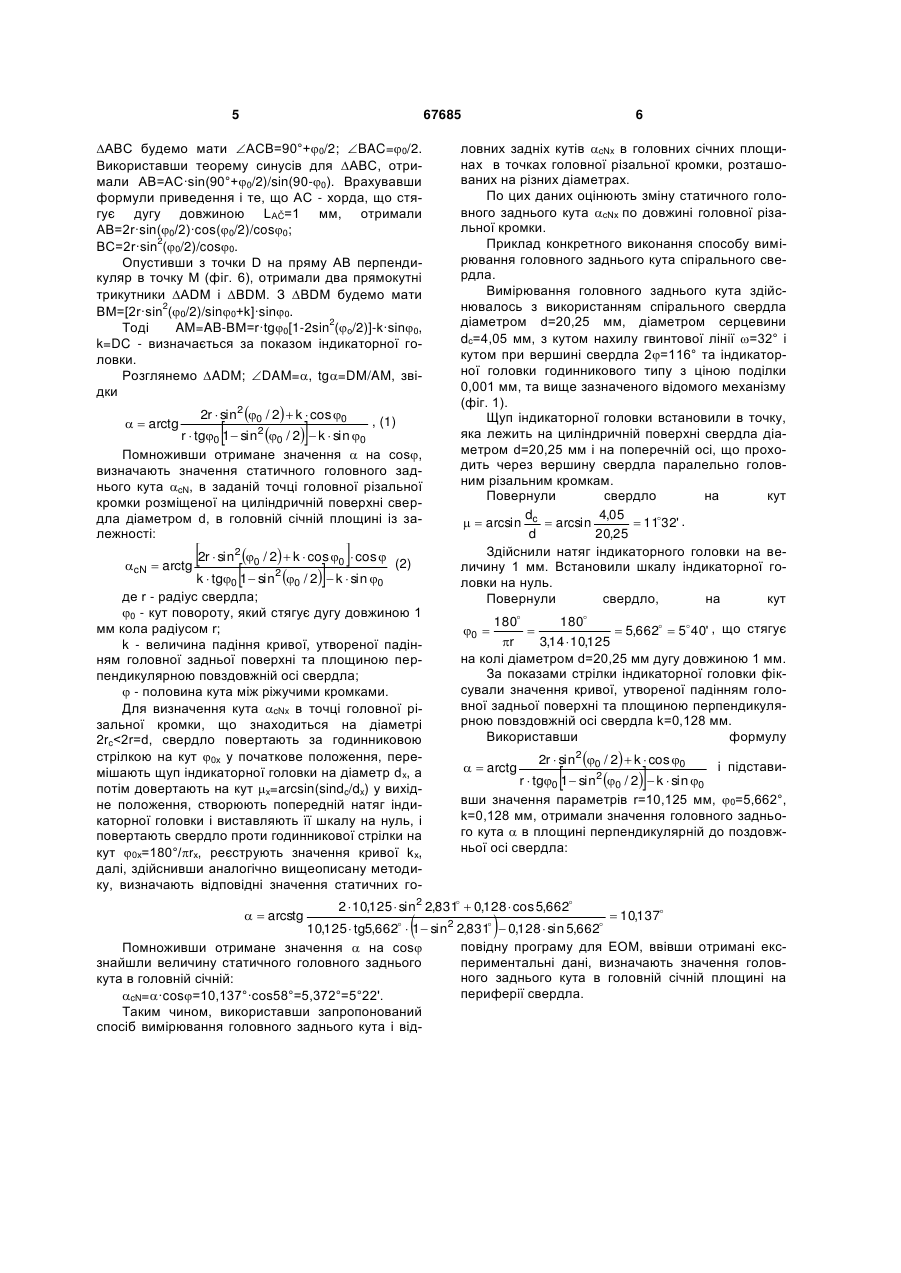
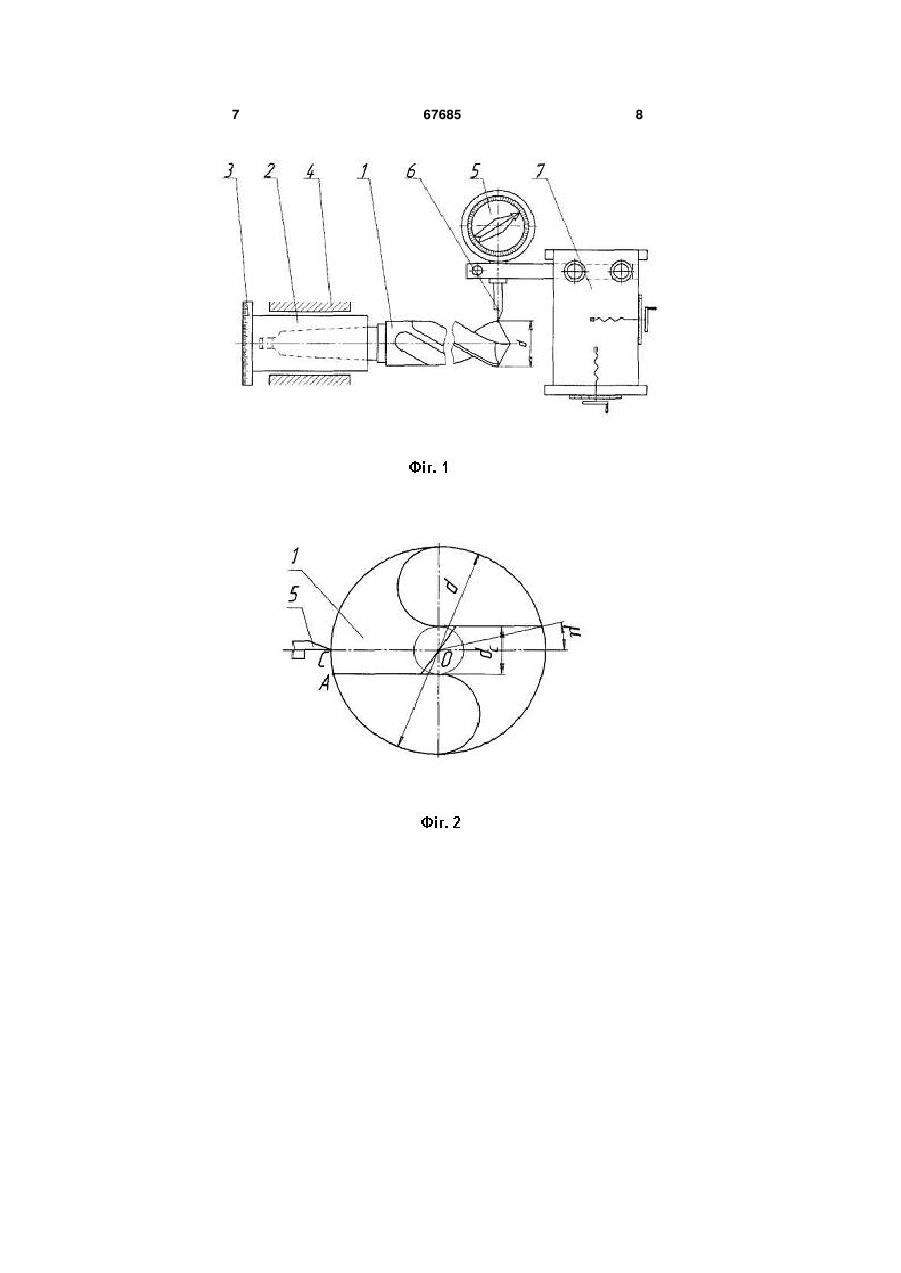
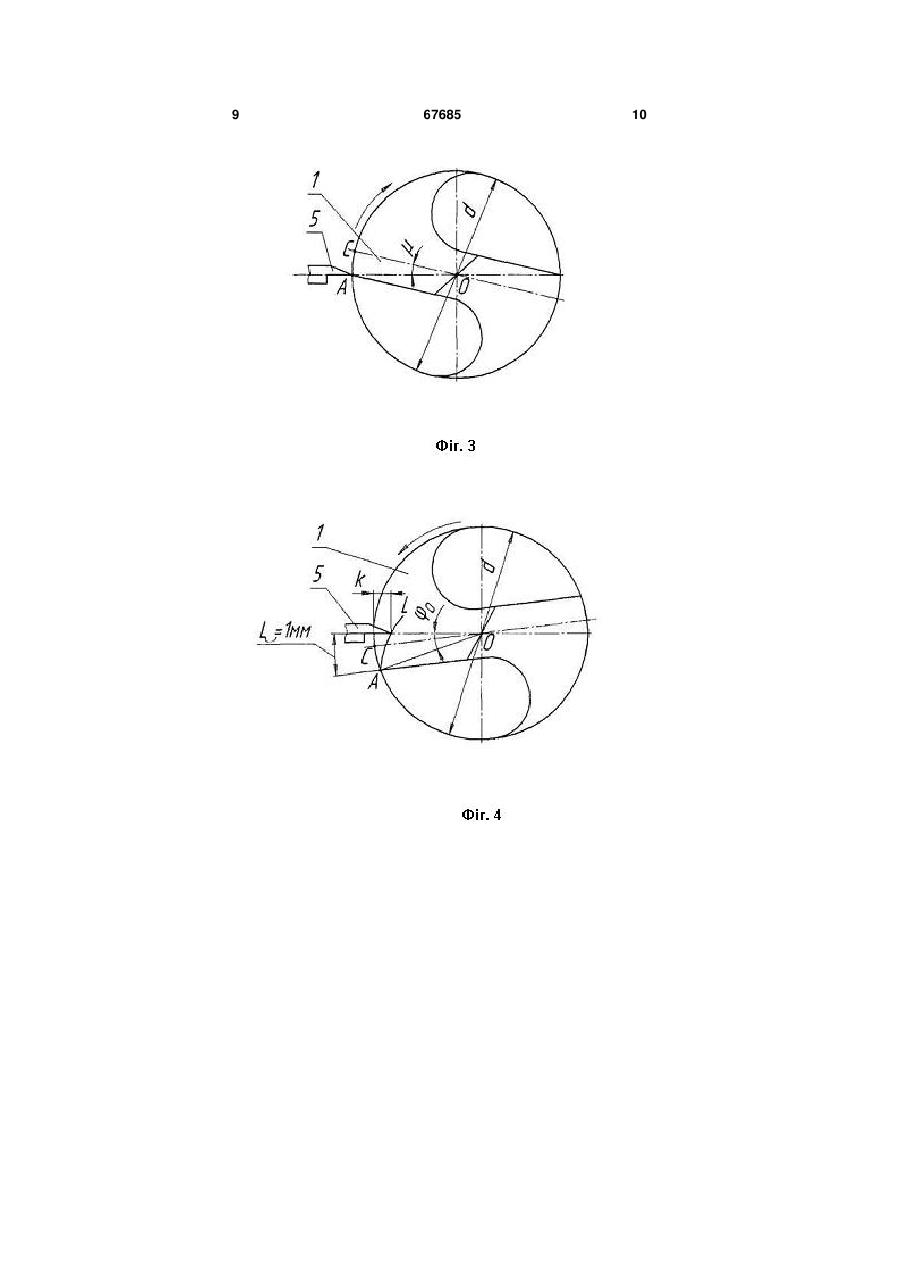
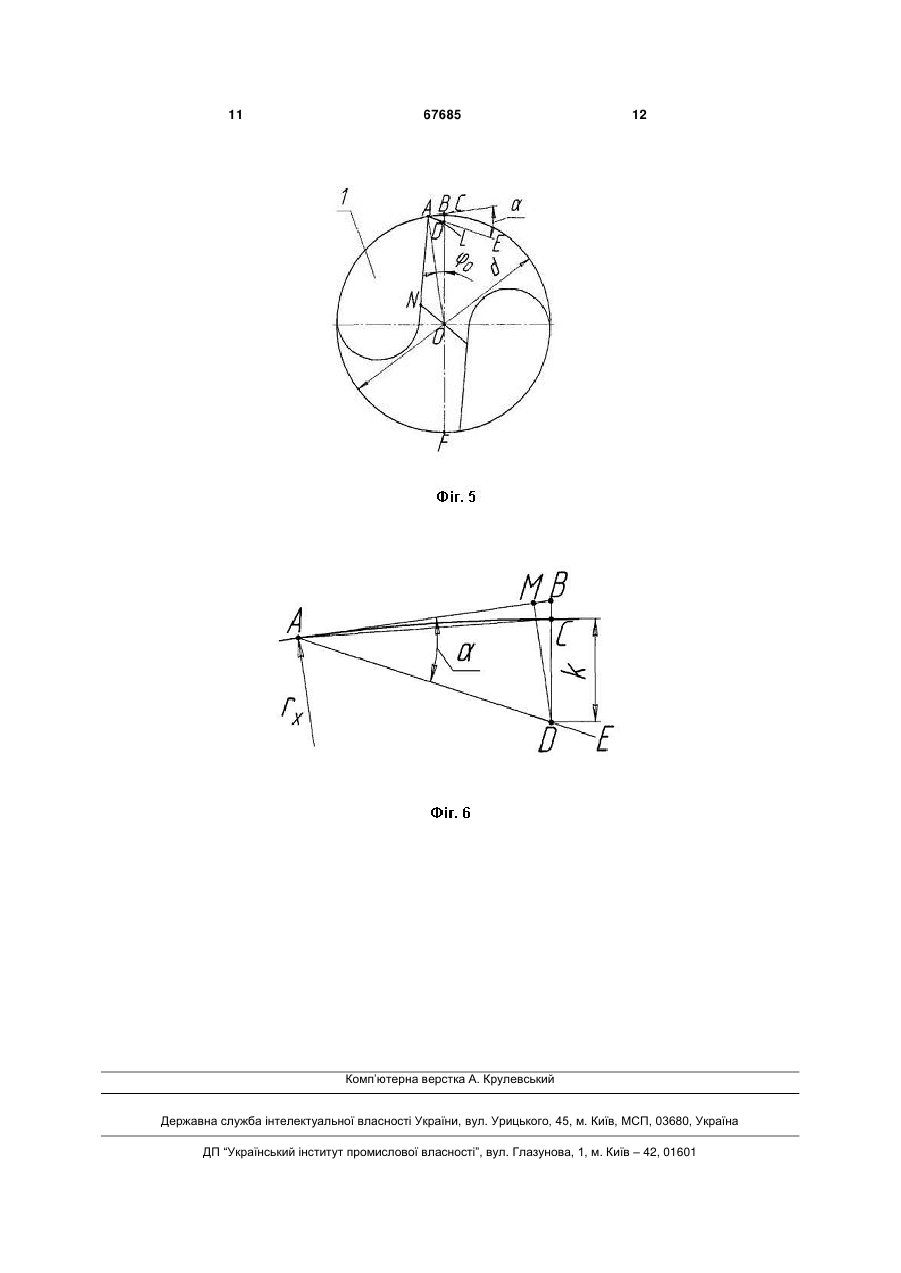
Спосіб вимірювання головного заднього кута спірального свердла, при якому спіральне свердло встановлюють в патроні, на якому міститься кутова шкала, поділена на 360°, і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках, при цьому вимірювання величини головного заднього кута здійснюють в січній площині, перпендикулярній до осі свердла, який відрізняється тим, що щуп індикаторної головки встановлюють в точку, яка лежить на циліндричній поверхні свердла діаметром d і на поперечній осі, що проходить через вершину свердла паралельно головним різальним кромкам, потім повертають свердло на кут arcsindc / d , де dc - діаметр серцевини свердла, створюють попередній натяг індикаторної головки і встановлюють її шкалу на нуль, виконують поворот свердла на кут 2 3 67685 сткість апроксимування експериментальних даних аналітичною функцією і контролю, що затрудняє його використання безпосередньо в цехах на виробництві. В основу корисної моделі, спосіб вимірювання головного заднього кута спірального свердла, поставлено задачу підвищення точності контролю значення головного заднього кута спірального свердла, при якому спіральне свердло встановлюють в патроні, на якому міститься кутова шкала, поділена на 360°, і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках, при цьому вимірювання величини головного заднього кута здійснюють в січній площині, перпендикулярній до осі свердла, причому щуп індикаторної головки встановлюють в точку, яка лежить на циліндричній поверхні свердла діаметром d і на поперечній осі, що проходить через вершину свердла паралельно головним різальним кромкам, потім повертають свердло на кут arcsindc / d , де dc - діаметр серцевини свердла, створюють попередній натяг індикаторної головки і встановлюють її шкалу на нуль, викону 0 180 / r , який стягує дугу довжиною 1 мм кола радіусом r d / 2 , і заміряють за показниками індикаторної головки падіння кривої k, утвореної падінням головної задньої поверхні та площиною перпендикулярною повздовжній осі свердла, визначають значення статичного головного заднього кута cN в головній січній площині із залежності: ють поворот свердла на кут cN arctg 2r sin / 2 k cos cos , k tg sin / 2 k sin 1 2 0 0 0 2 0 0 де r - радіус свердла; 0 - кут повороту, який стягує дугу довжиною 1 мм кола радіусом r ; k - величина падіння кривої, утвореної падінням головної задньої поверхні та площиною перпендикулярною повздовжній осі свердла; - половина кута між ріжучими кромками, при цьому для визначення кута cNx в точці головної різальної кромки, що знаходиться на діаметрі 2rx 2r d , свердло повертають за годинниковою стрілкою на кут 0 x у початкове положення, переміщують щуп індикаторної головки на діаметр d x , а потім довертають на кут arcsindc / d у вихідне положення, створюють попередній натяг індикаторної головки, виставляють її шкалу на нуль і повертають свердло проти годинникової стрілки на кут 0 x 180 / rx , реєструють значення кривої k x , далі, здійснивши аналогічно вищеописану методику, визначають відповідні значення статичних головних задніх кутів cNx в головних січних площинах в точках головної різальної кромки, розташованих на різних діаметрах, і оцінюють зміну 4 статичного головного заднього кута cNx по довжині головної різальної кромки. Суть способу ілюструється графічними матеріалами поданих на фігурах 1-6, зокрема, на фіг. 1 представлена схема пристрою для вимірювання значення кривої k , утвореної падінням головної задньої поверхні та площиною перпендикулярною повздовжній осі свердла; на фіг. 2 - схема встановлення щупа у вихідному положенні; на фіг. 3 схема встановлення щупа при повороті свердла на кут ; фіг. 4 - схема положення щупа при вимірюванні падіння кривої k після повороту на заданий кут 0 , який відповідає довжині дуги рівній 1 мм; на фіг. 5 - розрахункова схема для визначення головного заднього кута ; на фіг. 6 - фрагмент розрахункової схеми поданої на фіг. 5. Спосіб реалізується наступним чином. Вимірювання величини головного заднього кута здійснюється в січній площині, перпендикулярній до осі свердла. Спіральне свердло 1 з діаметром d (фіг. 1) встановлюють в патрон 2 пристрою для вимірювання значення кривої k , утвореної падінням головної задньої поверхні та площиною перпендикулярною повздовжній осі свердла, на якому є кутова шкала 3 поділена на 360° і який закріплений в опорі кочення 4. Індикаторну головку годинникового типу 5 з щупом 6 закріплюють в механізмі 7, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках. Щуп індикаторної головки встановлюють в точку С (фіг. 2), яка лежить на циліндричній поверхні свердла діаметром d і на поперечній осі, що проходить через вершину свердла паралельно головним різальним кромкам. Повертають свердло на кут arcsindc / d , де dc - діаметр серцевини свердла, в цьому положенні щуп індикаторної головки контактує з головною задньою поверхнею в точці А головної різальної кромки, яка розміщена на периферії свердла тобто на радіусі r d / 2 , створюють попередній натяг індикаторної головки і встановлюють її шкалу на нуль (фіг. 3), повертають свердло на кут 0 180 / r , при якому довжина дуги AL по сліду головної задньої поверхні в площині перпендикулярній осі свердла рівна 1 мм, і заміряють, фіксуючи покази індикаторної головки, падіння кривої k (фіг. 4). Запропонований метод базується на допущенні, що при довжині дуги LAČ=1 мм частину сліду головної задньої поверхні в площині перпендикулярній повздовжній осі свердла АС можна вважати прямолінійною і точка D одночасно лежить на кривій AL і прямій АЕ (фіг. 5), яка є дотичною до сліду головної задньої поверхні. Тоді кут буде знаходитися між дотичною АВ до кола з центром О в точці А (АВОА) і дотичною АЕ до сліду головної задньої поверхні в площині перпендикулярній повздовжній осі свердла, тобто = BAD. З АВО ABD=90°-0. Кут ACF - вписаний в коло з центром О і радіусом r, тоді ACF=90°-0. З 5 67685 АВС будемо мати ACB=90°+0/2; BAC=0/2. Використавши теорему синусів для АВС, отримали AB=AC·sin(90°+0/2)/sin(90-0). Врахувавши формули приведення і те, що АС - хорда, що стягує дугу довжиною LAČ=1 мм, отримали АВ=2r·sin(0/2)·cos(0/2)/cos0; 2 ВС=2r·sin (0/2)/cos0. Опустивши з точки D на пряму АВ перпендикуляр в точку М (фіг. 6), отримали два прямокутні трикутники ADM і BDM. З BDM будемо мати 2 ВМ=[2r·sin (0/2)/sin0+k]·sin0. 2 Тоді AM=AB-BM=r·tg0[1-2sin (o/2)]-k·sin0, k=DC - визначається за показом індикаторної головки. Розглянемо ADM; DAM=, tg=DM/AM, звідки arctg 2r sin2 0 / 2 k cos 0 , (1) r tg0 1 sin2 0 / 2 k sin 0 Помноживши отримане значення на cos, визначають значення статичного головного заднього кута cN, в заданій точці головної різальної кромки розміщеної на циліндричній поверхні свердла діаметром d, в головній січній площині із залежності: cN arctg 2r sin / 2 k cos cos (2) k tg sin / 2 k sin 1 2 0 0 0 2 0 0 де r - радіус свердла; 0 - кут повороту, який стягує дугу довжиною 1 мм кола радіусом r; k - величина падіння кривої, утвореної падінням головної задньої поверхні та площиною перпендикулярною повздовжній осі свердла; - половина кута між ріжучими кромками. Для визначення кута cNx в точці головної різальної кромки, що знаходиться на діаметрі 2rc
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for determination of main back angle of a spiral drill
Автори англійськоюKryvyi Petro Dmytrovych, Kobelnyk Volodymyr Romanovych, Prodan Vitalii Ivanovych
Назва патенту російськоюСпособ измерения главного заднего угла спирального сверла
Автори російськоюКривой Петр Дмитриевич, Кобельник Владимир Романович, Продан Виталий Иванович
МПК / Мітки
МПК: G01B 5/24
Мітки: головного, вимірювання, кута, заднього, спосіб, спірального, свердла
Код посилання
<a href="https://ua.patents.su/6-67685-sposib-vimiryuvannya-golovnogo-zadnogo-kuta-spiralnogo-sverdla.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання головного заднього кута спірального свердла</a>
Спосіб вимірювання головного заднього кута спірального свердла
Номер патенту: 16398
Опубліковано: 15.08.2006
Автори: Шарик Мирослав Володимирович, Кривий Петро Дмитрович, Кобельник Володимир Романович
МПК: G01B 5/24
Мітки: свердла, вимірювання, спосіб, головного, кута, спірального, заднього
Формула / Реферат:
Спосіб вимірювання головного заднього кута спірального свердла, при якому спіральне свердло встановлюють в патроні, на якому міститься кутова шкала, поділена на 360°, і який закріплений в опорі кочення, а індикаторну головку годинникового типу закріплюють в механізмі, який дозволяє забезпечити її переміщення у двох взаємно перпендикулярних напрямках, щуп індикаторної головки встановлюють на заданий діаметр в точці головної різальної кромки,...
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками
Номер патенту: 14836
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Лупкін Борис Володимирович, Родін Родіон Петрович, Равська Наталія Сергіївна
МПК: B23B 51/02
Мітки: спірального, поверхонь, перехідними, крайками, свердла, формоутворення, спосіб, різальними, задніх
Формула / Реферат:
Спосіб формоутворення задніх поверхонь спірального свердла з перехідними різальними крайками, який відрізняється тим, що свердло заточують двома (чотирма) конічними шліфувальними кругами, встановленими на одній осі, і взаємне положення яких відносно осі свердла визначають заданими вихідними даними: і
Спосіб заточування свердла з криволінійними різальними крайками

Номер патенту: 14830
Опубліковано: 15.05.2006
Автори: Мамлюк Олег Володимирович, Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталія Сергіївна
МПК: B23B 51/00
Мітки: крайками, заточування, свердла, спосіб, криволінійними, різальними
Формула / Реферат:
Спосіб заточування свердла з криволінійними різальними крайками, який включає заточування фасонним шліфувальним кругом, що встановлений на осі перпендикулярно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що для спрощення кінематичної схеми обробки заточування здійснюють фасонним шліфувальним кругом, профіль якого обкреслений за дугою кола, яке обертається навколо нерухомої осі, а свердло, вісь якого перпендикулярна...
Спосіб заточування свердла по циліндричних фасонних поверхнях
Номер патенту: 14829
Опубліковано: 15.05.2006
Автори: Лупкін Борис Володимирович, Равська Наталія Сергіївна, Родін Родіон Петрович, Мамлюк Олег Володимирович
МПК: B23B 51/00
Мітки: фасонних, спосіб, поверхнях, заточування, свердла, циліндричних
Формула / Реферат:
Спосіб заточування свердла по циліндричних фасонних поверхнях, який відрізняється тим, що для спрощення технологічних пристосувань, заточування виконують фасонним шліфувальним кругом, профіль якого обкреслений дугою кола, вісь свердла встановлюється паралельно осі шліфувального круга, а саме свердло - на відстані і
Спосіб заточування свердла
Номер патенту: 52246
Опубліковано: 16.12.2002
Автори: Родін Родіон Петрович, Лупкін Борис Володимирович, Равська Наталья Сергіївна, Мамлюк Олег Володимирович
МПК: B23B 51/02
Мітки: свердла, заточування, спосіб
Формула / Реферат:
Спосіб заточування свердла, який включає заточування двома конічними шліфувальними кругами, що встановлені з зазором на одній осі, похилій відносно напрямку зворотно-поступальних рухів свердла, який відрізняється тим, що задні поверхні основних різальних крайок формують конічними поверхнями шліфувальних кругів, а задні поверхні в центральній зоні поперечної різальної крайки свердла формують граничними окружностями, розташованими на торцях...
Попередній патент: Закупорювальний пристрій
Наступний патент: Пристрій для застосування в ротовій порожнині
Випадковий патент: Спосіб видалення диоксиду сірки із відпрацьованих газів