Установка для виробництва багатошарових виливків
Номер патенту: 70724
Опубліковано: 25.06.2012
Автори: Афтанділянц Євгеній Григорович, Рейнталь Олена Олександрівна, Пелікан Олег Анатолійович, Надашкевич Роман Сергійович, Лихошва Валерій Петрович, Тимошенко Андрій Миколайович
Формула / Реферат
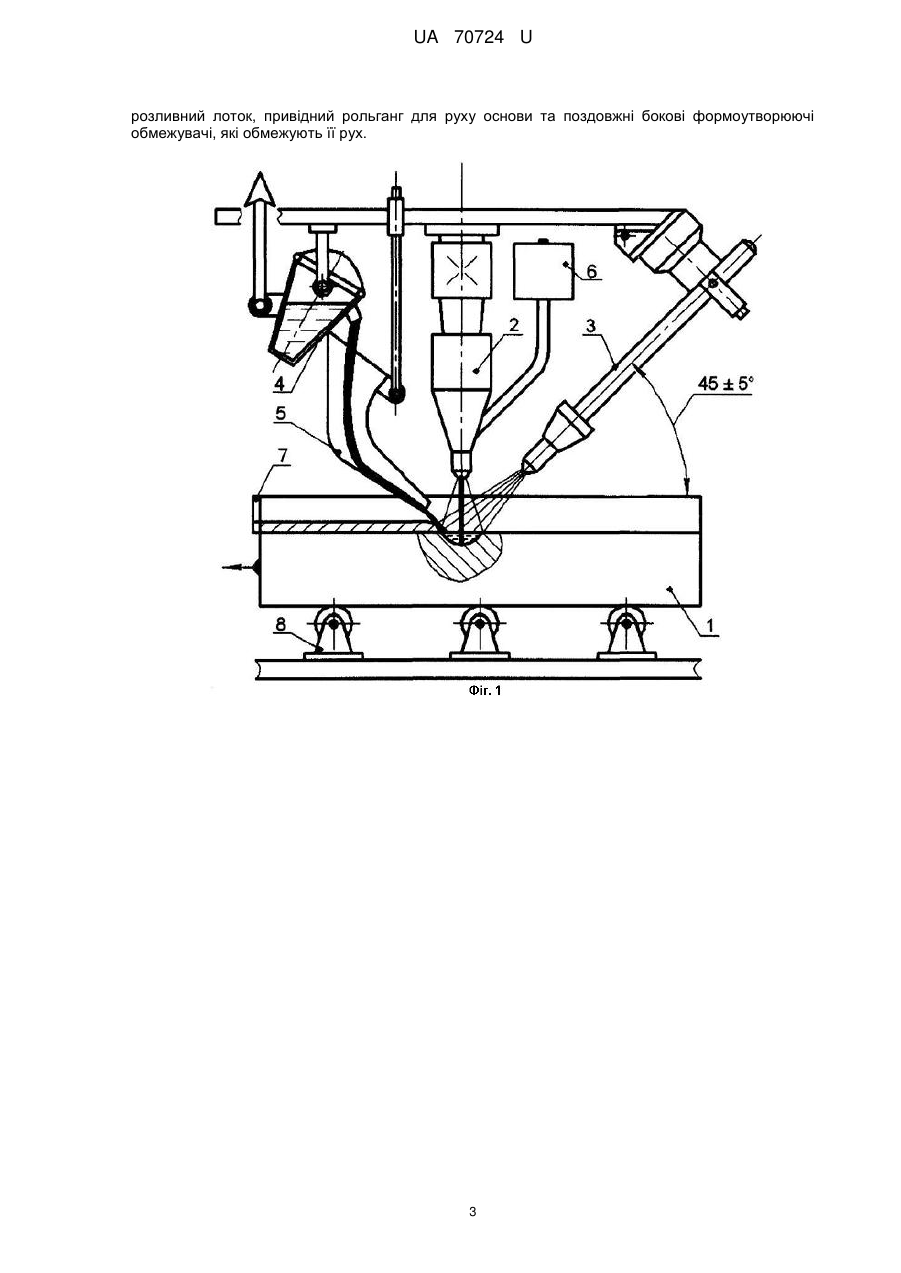
Установка для виробництва багатошарових виливків, що містить основу, лазерний блок і бункер, яка відрізняється тим, що додатково включає плазмотрон, заливальний ківш, розливний лоток, привідний рольганг для руху основи та поздовжні бокові формоутворюючі обмежувачі, які обмежують її рух.
Текст
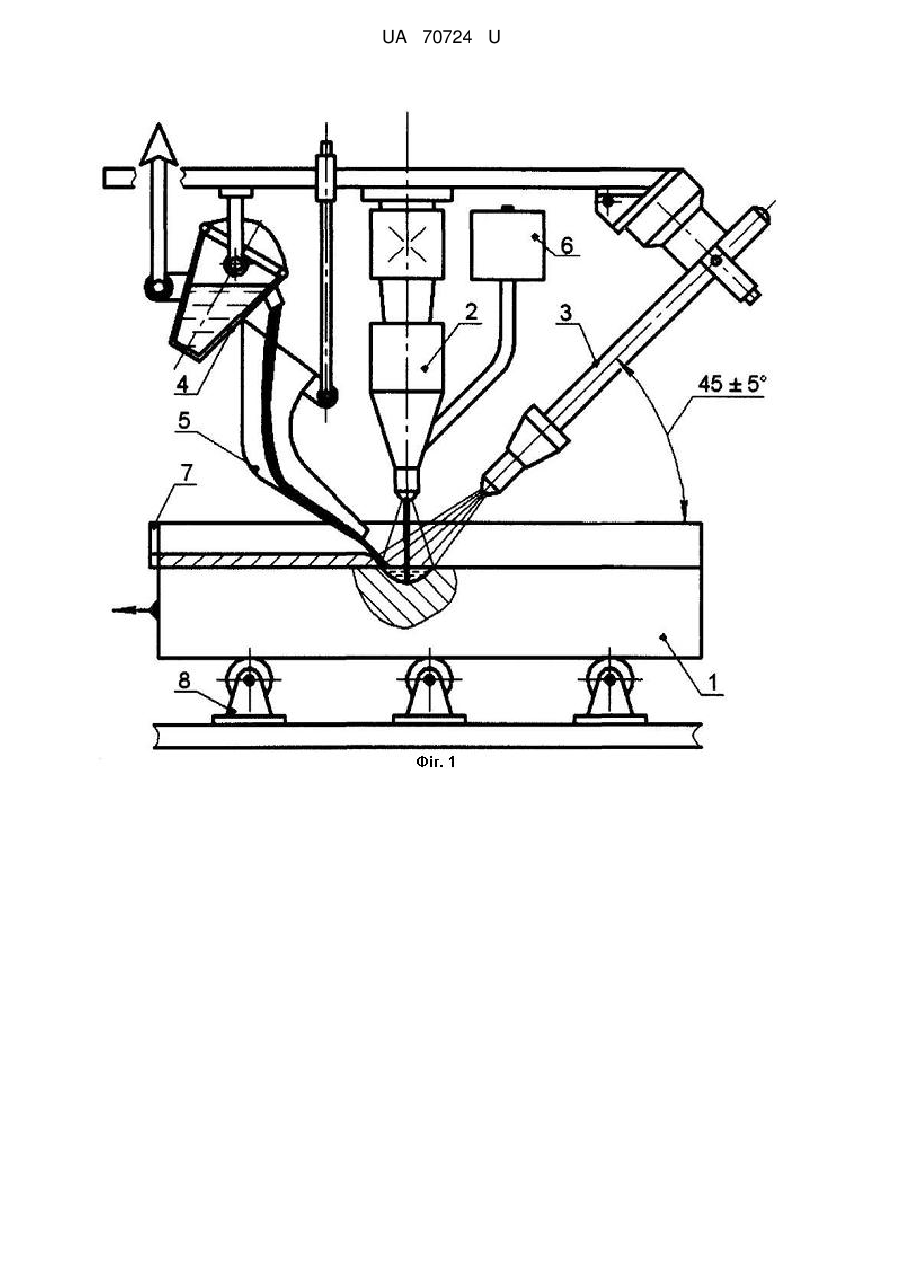
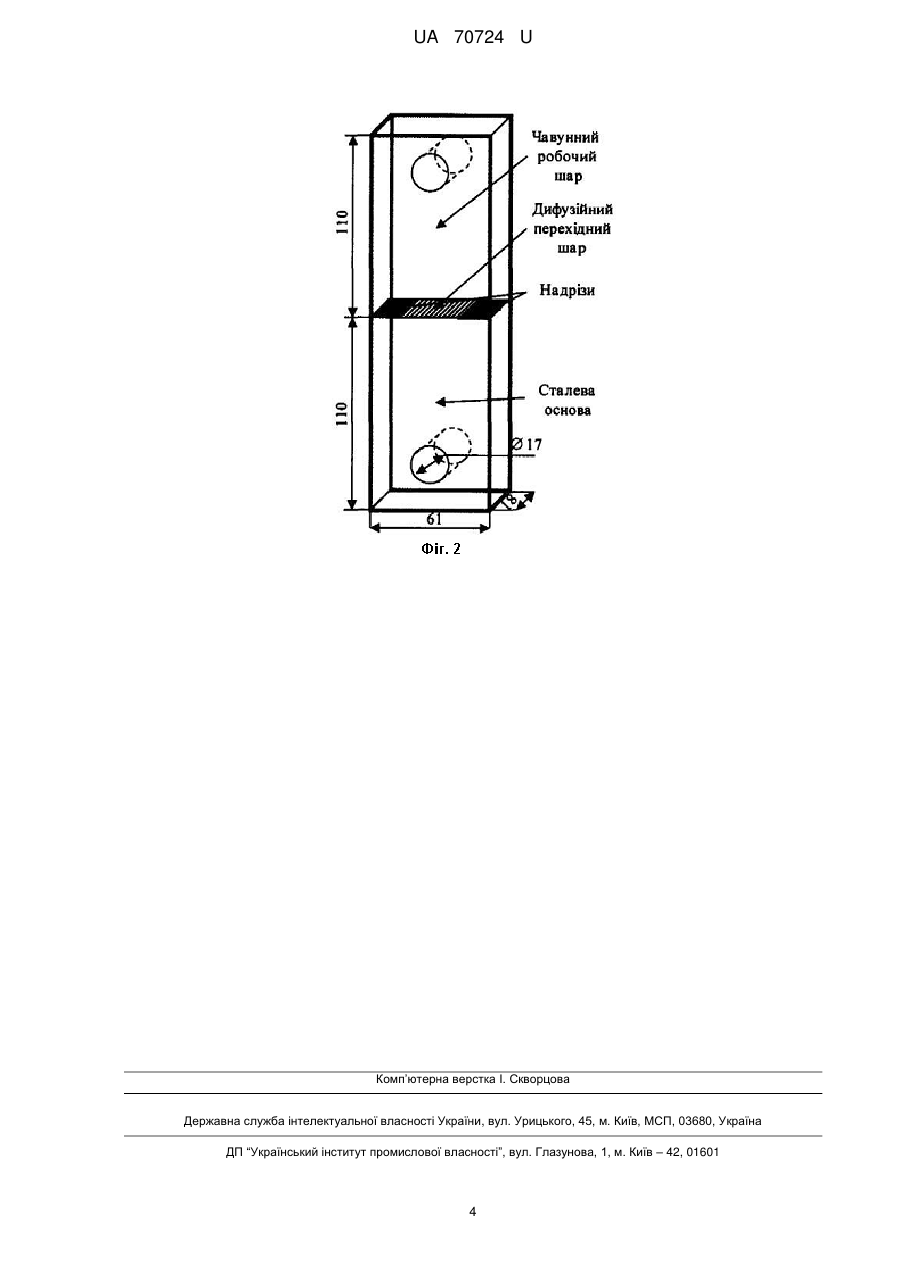
Реферат: Установка для виробництва багатошарових виливків містить основу, лазерний блок і бункер. Додатково включає плазмотрон, заливальний ківш, розливний лоток, привідний рольганг для руху основи та поздовжні бокові формоутворюючі обмежувачі, які обмежують її рух. UA 70724 U (54) УСТАНОВКА ДЛЯ ВИРОБНИЦТВА БАГАТОШАРОВИХ ВИЛИВКІВ UA 70724 U UA 70724 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області металургії, ливарного виробництва, зокрема, до виробництва багатошарових виливків. Відома конструкція установки для лазерної обробки того ж призначення (див. авторське свідоцтво СРСР № 928733, МПК7 В23К 26/00, 1985), що складається з лазера і пари плоских електродів, підключених до блока живлення. Така установка для лазерної обробки дозволяє напилювати металеві покриття на зовнішню поверхню деталі як з електричних матеріалів, так і металів. Недоліком такої конструкції є те, що вона не дозволяє наплавляти пошарово покриття із значною товщиною. Відома установка для лазерної обробки (див. журнал "Автоматическая сварка ", 1990, № 1, стор. 59, рис. 1), що включає: лазер, заломлююче дзеркало з приводом горизонтального переміщення, фокусуючу лінзу з приводом вертикального переміщення, дозатор з клапаном подачі феромагнітного порошку, привід клапана, сопло, затискне пристосування для оброблювальної деталі з приводом колової подачі. Така установка для лазерної обробки не дозволяє забезпечити високу продуктивність і якість нанесеного покриття. Відома установка для виготовлення деталей методом пошарового синтезу (див. патент на корисну модель Російської федерації № 89011, МПК7 B22F 3/16, 2009), що містить каркас пристрою, лазер, робочу камеру з робочим столом та бункер для зберігання порошку, який виконаний з каналом, утвореним стінками бункера, забезпеченими в нижній частині вертикальними ножами, що утворюють вихідний отвір, при цьому бункер жорстко з'єднаний з вертикальним штоком високоточного лінійного сервоприводу, який розташований у вертикальних напрямних, а вертикальні напрямні з'єднані зі штоком горизонтального сервоприводу. Недоліком цієї установки є низька продуктивність пошарового синтезу внаслідок відсутності елементів нагріву порошку при їх поданні до розплавленого шару. Найбільш близьким до запропонованої корисної моделі за технічною суттю, задачею та результатом, що досягається, є установка для виготовлення деталей методом пошарового синтезу (див. патент на корисну модель Російської федерації № 86512, МПК7 B22F 3/16, 2009 прототип), виконана у вигляді експериментального стенду, що містить жорсткий каркас, робочу камеру з робочим столом і нагрівальними тенами, контейнер з порошком і механізмом дозованої подачі порошку, детектор контролю нагрівання порошку, який спікається, та лазернооптичну систему зі спікаючою лазерною оптичною головкою, яка містить механізм вертикального переміщення оптичної головки та жорстко закріплена на штоку лінійного сервоприводу, а шток лінійного сервоприводу розміщений в направляючій, яка жорстко закріплена за допомогою кронштейна на експериментальному стенді. Такі її суттєві ознаки, як металева основа (каркас), лазерний блок і бункер, збігаються з суттєвими ознаками корисної моделі, що заявляється. Недоліком корисної моделі є те, що пошаровий синтез відбувається тільки в вертикальному напрямку за рахунок розплавлення порошку, який окислюється при нагріванні та плавленні з утворенням оксидних плівок, які впливають на міжфазні процеси, перешкоджаючи дифузійній взаємодії між шарами, значно ускладнюють формування надійної перехідної зони та зменшують міцні характеристики багатошарових виливків. В основу корисної моделі поставлена задача створити установку, що забезпечує утворення шарів як в вертикальному, так і в горизонтальному напрямку, а також підвищення міцності багатошарових виливків. Поставлена задача вирішується тим, що установка для виробництва багатошарових виливків, що містить основу, лазерний блок і бункер, згідно з корисною моделлю, включає плазмотрон, заливальний ківш, розливний лоток, привідний рольганг для руху основи та поздовжні бокові формоутворюючі обмежувачі, які обмежують її рух. Додаткове включення до складу установки плазмотрону, заливального ковша, розливного лотка, привідного рольгангу та поздовжніх бокових формоутворюючих обмежувачів пов'язано з отриманням якісних багатошарових виливків. Якісне дифузійне з'єднання шарів (взаємне проникнення, в результаті дифузії, атомів одного шару в інший) досягається у випадку покриття поверхні металевої основи рідким металом або сплавом та нанесення на нього, одночасно з нагріванням та плавленням поверхні основи плазмою, флюсу, який захищає метал від окислення та віддаляє оксиди з поверхні. Нашими дослідженнями встановлено, що найбільш оптимальним є подача флюсу в газолазерному потоці тому, що це дозволяє одночасно з нагріванням і додаванням флюсу підтримати температуру поверхні основи. 1 UA 70724 U 5 10 15 20 25 30 35 40 45 Суть запропонованої установки пояснюється кресленням, де на (див. Фіг.1) показана установка для виробництва багатошарових виливків. Розроблена конструкція має конструкційну металеву основу 1 із сталі марки Ст 20, лазерний фокусуючий блок 2, плазмотрон 3, розташований під кутом 45±5° до робочої поверхні конструкційної металевої основи 1, заливальний ківш 4, розливний лоток 5, бункер 6, поздовжні бокові формоутворюючі обмежувачі 7 та привідний рольганг 8. Установка працює в такий спосіб. Встановлюємо конструкційну металеву основу 1 з поздовжніми боковими формоутворюючими обмежувачами 7 на привідний рольганг 8, розташовуємо плазмотрон 3 під кутом 45±5° до робочої поверхні конструкційної металевої основи 1, закріплюємо розливний лоток 5 та заливальний ківш 4, включаємо концентроване плазмове джерело енергії 3 та лазерний фокусуючий блок 2, нагріваємо конструкційну металеву основу 1 та подаємо флюс з бункеру 6 крізь лазерний фокусуючий блок 2 до поверхні металевої основи 1, виконуємо переміщення конструкційної металевої основи 1, заливаємо рідкий розплав іншого металу з ковша 4 в розливальний лоток 5, наплавляємо зносостійкий робочий шар, повторюємо вищенаведені операції до отримання потрібної кількості шарів. Конкретний приклад виконання (див. Фіг. 1.): - встановлювали конструкційну металеву основу 1 із сталі марки Ст 20 із поздовжніми боковими формоутворюючими обмежувачами 7 на привідний рольганг 8; - розташовували плазмотрон 3 під кутом 45±5°до робочої поверхні конструкційної металевої основи 1; - закріплювали розливний лоток 5 та заливальний ківш 4, включали концентроване плазмове джерело енергії 3 та лазерний фокусуючий блок 2; - нагрівали конструкційну металеву основу 1 до температури 1480±20 °С та подавали флюс з бункеру 6 крізь лазерний, фокусуючий блок 2 до поверхні металевої основи 1; - виконували переміщення конструкційної металевої основи 1; - заливали рідкий розплав зносостійкого легованого чавуну ЧХ22 з ковша 4 в розливальний лоток 5; - наплавляли зносостійкий робочий шар. За допомогою вищезгаданої установки виготовили багатошарові металеві виливки для випробування на міцність. Розміри виливків показані на (Фіг. 2.) Випробування багатошарових металевих виливків проводили після наступної термічної обробки: нагрів до 950 °С протягом 5 годин (витримка - 4 години), охолодження під вентилятором, відпуск 200 °С (витримка 4 години), охолодження на повітрі. Після нанесення на перехідний дифузійний шар виливків двосторонніх надрізів довжиною 20 мм, радіусом 1 мм, на розривній машині ЦДМУ-30Т визначали міцність, як силу при якій відбувається руйнування багатошарових металевих виливків. З метою порівняння ефективності виробництва багатошарових металевих виливків за допомогою пропонованої установки, яка заявляється і прототипу, аналогічні іспити були зроблені з багатошаровими металевими виливками, які отримані відомим пристроєм (Патент Російської федерації № 86512 - прототип). Зусилля руйнування багатошарових металевих виливків, отриманих відомою установкою (варіант 1 - прототип) і установкою, що заявляється (варіант 2) наведені в таблиці. З наведених в таблиці даних видно, що багатошарові металеві виливки, які отримані установкою, що заявляється мають міцність в 3 рази більше ніж прототип, тому є більш ефективними. Таблиця Зусилля руйнування багатошарових металевих виливків отриманих відомою установкою (варіант 1 - прототип) і установкою, яка заявляється (варіант 2). № варіанту Спосіб Зусилля руйнування, кг 1 Відомий - прототип 1237 2 Пропонований спосіб 3730. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Установка для виробництва багатошарових виливків, що містить основу, лазерний блок і бункер, яка відрізняється тим, що додатково включає плазмотрон, заливальний ківш, 2 UA 70724 U розливний лоток, привідний рольганг для руху основи та поздовжні бокові формоутворюючі обмежувачі, які обмежують її рух. 3 UA 70724 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for production of multilayer castings
Автори англійськоюLykhoshva Valerii Petrovych, Aftandiliants Yevhenii Hryhorovych, Pelikan Oleh Anatoliiovych, Nadashkevych Roman Serhiiovych, Tymoshenko Andrii Mykolaiovych, Reintal Olena Oleksandrivna
Назва патенту російськоюУстановка для производства многослойных отливок
Автори російськоюЛихошва Валерий Петрович, Афтандилянц Евгений Григорьевич, Пеликан Олег Анатольевич, Надашкевич Роман Сергеевич, Тимошенко Андрей Николаевич, Рейнталь Елена Александровна
МПК / Мітки
МПК: B22F 3/16
Мітки: багатошарових, виливків, виробництва, установка
Код посилання
<a href="https://ua.patents.su/6-70724-ustanovka-dlya-virobnictva-bagatosharovikh-vilivkiv.html" target="_blank" rel="follow" title="База патентів України">Установка для виробництва багатошарових виливків</a>
Спосіб одержання зносостійких багатошарових виливків
Номер патенту: 56309
Опубліковано: 10.01.2011
Автори: Найдек Володимир Леонтійович, Тимошенко Андрій Миколайович, Шатрава Олександр Павлович, Пелікан Олег Анатолійович, Каричковський Петро Микитович, Лихошва Валерій Петрович
МПК: B22D 19/00
Мітки: спосіб, зносостійких, одержання, багатошарових, виливків
Формула / Реферат:
Спосіб одержання зносостійких багатошарових виливків, що включає нагрівання рухомої конструкційної основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної основи до температури плавлення виконують поверхневим локально-зонним методом з використанням висококонцентрованого лазерного джерела енергії, причому поздовжню вісь лазерного...
Спосіб одержання зносостійких багатошарових металевих виливків
Номер патенту: 54486
Опубліковано: 10.11.2010
Автори: Каричковський Петро Микитович, Надашкевич Роман Сергійович, Найдек Володимир Леонтійович, Лихошва Валерій Петрович, Глушков Дмитро Володимирович, Пелікан Олег Анатолійович
МПК: B22C 19/00
Мітки: виливків, багатошарових, металевих, зносостійких, одержання, спосіб
Формула / Реферат:
Спосіб одержання зносостійких багатошарових металевих виливків, що включає нагрівання рухомої конструкційної металевої основи з поздовжніми формоутворюючими обмежувачами та дощоподібну заливку зносостійкого легованого чавуну, який відрізняється тим, що нагрівання рухомої конструкційної металевої основи до температури плавлення виконують поверхневим локально-зонним методом з використанням концентрованого плазмового джерела енергії, причому...
Установка для моделювання процесів одержання біметалевих і багатошарових виливків

Номер патенту: 20296
Опубліковано: 15.01.2007
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: процесів, установка, одержання, біметалевих, моделювання, виливків, багатошарових
Формула / Реферат:
Установка для моделювання процесів одержання біметалевих і багатошарових виливків, яка має ливниковий канал, що складається з ливникової чаші або лійки, стояка, шлаковловлювача і живильників, яка відрізняється тим, що в складі ливникового каналу передбачена змінна, виконана з прозорого матеріалу, проміжна реакційна камера для розміщення добавки для внутрішньоформної обробки розплаву, що заливається, а також друга незалежна від першої...
Спосіб виробництва багатошарових листів
Номер патенту: 17123
Опубліковано: 15.09.2006
Автор: Луценко Віктор Олександрович
МПК: B21B 1/38
Мітки: багатошарових, спосіб, листів, виробництва
Формула / Реферат:
Спосіб виробництва багатошарових листів, що включає виготовлення заготовок основного і плакованого шарів, розміщення між ними проміжного підшару з металевої фольги, зварювання пакетів, їх нагрівання і прокатування, який відрізняється тим, що на контактні поверхні заготовок плакованого шару наносять нікелеве гальванічне покриття товщиною 0,07-0,11 товщини нікелевої фольги, а нікелеву фольгу укладають між заготовками основного і плакованого...
Установка для одержання виливків боєприпасів за моделями, що газифікуються, з кристалізацією під тиском
Номер патенту: 42323
Опубліковано: 25.06.2009
Автори: Бердиєв Курбан Ходжа Огли, Каричковський Петро Микитович, Шинський Олег Йосипович, Болюх Віталій Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
МПК: B22D 18/00, B22D 27/00
Мітки: боєприпасів, одержання, газифікуються, кристалізацією, установка, тиском, виливків, моделями
Формула / Реферат:
1. Установка для одержання виливків боєприпасів за моделями, що газифікуються, з кристалізацією під тиском, що містить металоконструкцію, розливний ківш з рідким розплавом, поворотний стічний лоток, футеровану металоприймальну камеру витискування з механізмами її фіксації, ливарний контейнер з вогнетривким сипучим наповнювачем, пінополістироловою моделлю та легкоплавким стрижнем, рухому плиту з вертикальними напрямними колонками та силовими...
Попередній патент: Біметалічні нанокомпозити на основі міді з благородними металами, утримувані на карбоновому носієві, та спосіб їх одержання
Наступний патент: Прилад для склерометричних досліджень
Випадковий патент: Матеріал контейнера апарата високого тиску і температури