Спосіб приготування волокнистої маси
Номер патенту: 71050
Опубліковано: 15.11.2004
Автори: Овчінніков Міхаіл Дмітрієвіч, Лозовик Микола Терентійович, Краснова Євгєнія Лєонідовна, Зайцев Боріс Гєоргієвіч, Казін Алєксєй Ніколаєвіч, Бартковскій Ілья Анатольєвіч, Макаренко Анатолій Олексійович, Яхно Анатолій Васильович

Формула / Реферат
1. Спосіб приготування волокнистої маси, що включає фракціонування вихідної волокнистої маси на коротковолокнисту та довговолокнисту фракції і розмелювання довговолокнистої фракції, який відрізняється тим, що розмелену довговолокнисту фракцію додатково фракціонують із виділенням коротковолокнистої і довговолокнистої фракцій, при цьому виділену довговолокнисту фракцію додатково розмелюють.
2. Спосіб по п. 1, який відрізняється тим, що розмелювання довговолокнистої фракції, отриманої після фракціонування вихідної волокнистої маси, здійснюють у суміші з довговолокнистою фракцією, отриманою після додаткового фракціонування.
3. Спосіб по п. 1, який відрізняється тим, що розмелену довговолокнисту фракцію додатково фракціонують у суміші з вихідною волокнистою масою.
4. Спосіб по п. 1, який відрізняється тим, що розмелювання довговолокнистої фракції здійснюють у суміші з вихідною волокнистою масою.
Текст
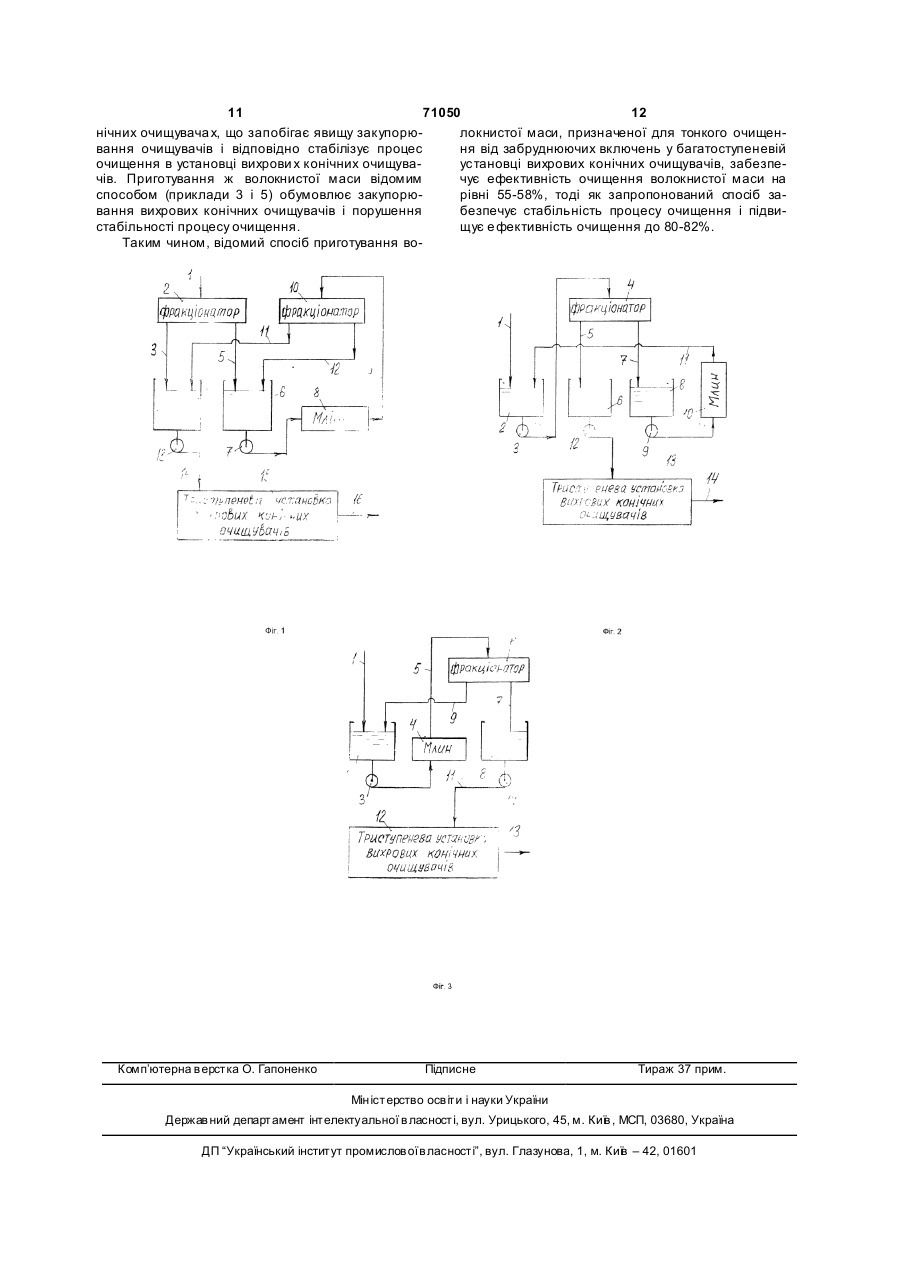
1. Спосіб приготування волокнистої маси, що включає фракціонування вихідної волокнистої ма 3 71050 4 лює не тільки збільшення ступеня млива і погірволокнистій фракції навіть після багатоступеневошення зневоднення на сітці папероробної машини, го розмелювання утримується значна кількість але й перешкоджає правильній обробці волокниснерозмелених довгих волокон, які разом із кондитого матеріалу в процесі розмелювання для відноційними волокнами потрапляють до установок для влення його паперотворних властивостей. Крім тонкого очищення, що передбачені сучасними того, у волокон цієї фракції ослаблена спроможсхемами приготування паперової маси. ність до міжмолекулярної хімічної взаємодії при Для остаточного тонкого очищення волокнисформуванні аркуша паперу і тим самим знижена тих матеріалів (після завершення вищезгаданих його механічна міцність. Спільне розмелювання процесів) від здрібнених у процесі розмелювання коротко- і довговолокнистої фракцій призводить до до крапкових розмірів забруднюючих включень із надмірного здрібнювання коротких і незадовільної густиною більшою, ніж у волокна, застосовують обробки довгих волокон. Приготована в такий сповихрові конічні очищувачі (центриклінери). сіб паперова маса характеризується незадовільВсі типи вихрових конічних очищувачів мають ними технологічними властивостями і зниженою принципово однакову конструкцію і являють собою спроможністю до зневоднення. конічний корпус із розташованою всередині нього Для поліпшення паперотворних властивостей і конічною камерою. Біля основи конічного корпусу підтримування в необхідних межах водоутримуютангенційно вмонтований патрубок для тангенційчої здатності волокнисту масу з вторинних волокон ної подачі волокнистої суспензії в камеру. В центрі розподіляють на коротко- та довговолокнисту фраоснови конічного корпусу є патрубок для відведенкції, розмелюванню піддають тільки довговолокниня суспензії з очищеного волокнистого матеріалу. сту фракцію до досягнення необхідних показників В вершині конічного корпусу розташований патруміцності, а потім або змішують із коротковолокнисбок для відведення відходів очищення із камери. тою, або використовують кожну фракцію за окреВ результаті тангенційного надходження маси, мим призначенням. що подається під тиском, створюється обертальРозподіл волокнистої маси на фракції здійсний рух маси, за якого більш важкі і великі частиннюють в апаратах, так званих фракціонаторах. ки відкидаються до периферії, потім по стінці конуСпіввідношення довговолокнистої та коротковолоса спускаються униз. У центрі очищувача книстої фракцій у фракціонаторах із ситовими швидкість потоку настільки зростає, що утворюфракціонувальними елементами регулюють зміється потік протилежного напрямку. Під дією тиску ною діаметра отворів сита фракціонатора і перечастинки з одного обертового прошарку перехопаду тиску суспензії з обох боків сита в порожнидять в інший, аж поки зростаюча відцентрова сила нах для коротковолокнистої і довговолокнистої не зрівноважить статичний тиск. При цьому великі фракцій. У фракціонаторах для сортування волокчастинки переміщуються разом із потоком маси і, нистих матеріалів, що працюють за принципом досягнувши стінок корпусу, спускаються униз і відгідродинамічного розподілу волокна на коротководіляються як відходи очищення. Кондиційні (очилокнисту і довговолокнисту фракції, кількісне співщені) волокна, досягнувши нижньої частини конувідношення між ними регулюють шля хом зміни са, потрапляють у центральний потік і разом із ним відстані між ємностями для збирання фракцій і піднімаються вгору і виводяться через випускний дископодібним гідродинамічним сортувальним патрубок. елементом. За триступеневої схеми очищення вихідна воВідомий спосіб приготування волокнистої маси локниста маса надходить на перший ступінь очиз використанням фракціонування на коротковолощення, після якого очищена волокниста маса надкнисту та довговолокнисту фракції (Szwarcztajn Ε., ходить до технологічного потоку, а відходи Przb ysz К. Einige Aspekte der Fraktionirung von прямують на другий ступінь очищення. Разом з Zellstoff und Altpapier // Das Papier. - 1975., №7. відходами першого ступеня очищення видаляєтьS.295-300). ся значна кількість якісного волокна, яке вилучаЦей спосіб передбачає використання кожної з ється в очищувача х др угого ступеня. Відходи друотриманих фракцій за окремим призначенням. гого ступеня направляються на третій ступінь Відомий спосіб приготування паперової маси, очищення і після вилучення з них волокна видазахищений а. с. СССР №444848, кл. D21D1/00, ляються. Вилучене волокно з третього ступеня опубл. 30.09.74р., що включає розмелювання вонадходить у потік другого ступеня і далі на перший локнистого матеріалу й створення композиції з ступінь очищення. коротковолокнистої і довговолокнистої фракцій. У процесі роботи вихрових конічних очищуваПри цьому коротковолокнисту фракцію одержують чів, усередині них утворюються гідродинамічні фракціонуванням волокнистого матеріалу перед потоки, що характеризуються високими градієнтарозмелюванням. ми швидкостей і великими значеннями напруги Зазначений спосіб прийнятий нами за протозсуву. Наявність же в потоці волокнистої суспензії, тип як найбільш близький за технічною сутністю. що рухається, цих двох гідродинамічних характеЦей спосіб не передбачає додаткового подріристик обумовлює явище фракціонування, тобто бнення коротковолокнистої фракції і практично явище розподілу волокон за робочими зонами виключає негативний вплив деструкції цих волокон кожного очищувача в залежності від їхньої довжина якість готового продукту. Крім того, знижуються ни зі збільшенням довжини волокон у напрямку від витрати електроенергії на розмелювання, оскільки центру очищувача до його периферійної конічної розмелюванню піддають не всю паперову масу, стінки. Такий розподіл волокон усередині кожного що використовується у виробництві, а тільки довочищувача обумовлює вихід більш коротких вологоволокнисту фракцію. Проте в розмеленій довгокон через вихідний отвір для очищеного волокнис 5 71050 6 того матеріалу, а більш довгих - через отвір для нування. виходу відходів, розташований в вершині конуса Вирішення завдання також здійснюють за раочищувача. Згадане явище обумовлює більш нихунок додаткового фракціонування довговолокнизьке значення масової частки волокна в суспензії з стої фракції в суміші з вихідною волокнистою маочищеного волокнистого матеріалу, ніж аналогічсою. ний показник, значення ж масової частки волокна Поставлене завдання вирішується також тим, в суспензії відходів очищення більш високе, чим що розмелювання довговолокнистої фракції здійсна вході в очи щувач. нюють у суміші з ви хідною волокнистою масою. Крім того, процес очищення у вихрових конічВинахід ілюстровано схемами, поданими на них очищувачах супроводжується збільшенням фіг.1-3. значення показника середньої довжини волокна як На фіг.1 подана схема приготування волокниочищеного матеріалу, так і волокнистого матеріастої маси з використанням двостадійного фракціолу в відхода х очищення від ступеня до ступеня в нування з виділенням коротковолокнистої та довнапрямку від першого до останнього. Причому в говолокнистої фракцій і циклічного розмелювання відходах очи щення значення середньої довжини довговолокнистої фракції. волокна підвищується стрімкіше, ніж в очищеному На фіг.2 - схема приготування волокнистої маматеріалі. Це явище обумовлює той факт, що виси з використанням фракціонування суміші вихідлучений на другій і наступних ступенях очищення ної волокнистої маси і розмеленої довговолокнисдовговолокнистий матеріал, повертаючись у входи тої фракції. передуючих кожному із ступенів очищення, переНа фіг.3 - схема приготування волокнистої мабуває в кругообігу між ступенями очищення і не си з використанням фракціонування на короткововиводиться із системи. У свою чергу ви хідний волокнисту і довговолокнисту фракції розмеленої локнистий матеріал, що подається на перший стусуміші з вихідної волокнистої маси і довговолокнипінь очищення, також додає свою порцію довгих стої фракції. волокон, і таким чином у даній системі відбуваєтьПеред фракціонуванням волокнисту масу з ся накопичення довгих волокон і зростає масова вторинного волокна піддають розпусканню грубочастка таких волокон у суспензії. Це явище в кінму та тонкому очищенню від забруднюючих вклюцевому підсумку обумовлює закупорювання вихідчень розміром більше 2,0мм, а хіміко-механічну них отворів для відходів очищення у вихрових кодеревну масу - грубому та тонкому очищенню від нічних очищувачах пробками з довгих волокон. важких включень, костриці та лубу розміром більПроцес очищення волокнистого матеріалу в закуше 2,0мм. порених вихрови х конічних очищувача х припиняВинахід ілюструється такими прикладами. ється і неочищений волокнистий матеріал потрапПриклад 1. Принципова схема реалізації проляє в отвори для виходу очи щеного матеріалу. цесу приготування волокнистої маси наведена на Отже, ефективність очищення волокнистого матефіг.1. ріалу знижується. Для відновлення нормальної Волокнисту масу із вторинного волокна зі стуроботи вихрових конічних очищувачів із закупорепенем млива 30°ШР, середньою довжиною волокними отворами волокнисті пробки руйнують (вручна 1,98мм і масовою часткою волокна у суспензії ну) і видаляють. Через деякий період часу це яви3,0% подають трубопроводом 1 до фракціонатора ще повторюється. Період часу між 2 для розподілу її на коротковолокнисту і довговозакупорюваннями залежить від кількості довгих локнисту фракції. Коротковолокнисту фракцію з волокон у вихідному волокнистому матеріалі: чим фракціонатора подають трубопроводом 3 до ємїх більше, тим частіше відбувається закупорюванності 4, а довговолокнисту - трубопроводом 5 ня очищувачів. спрямовують до ємності 6, з якої насосом 7 її поЗавданням винаходу є зменшення полідиспедають для розмелювання на млин 8. З млина 8 рсності волокнистої маси за рахунок зниження розмелену довговолокнисту фракцію трубопровокількості довгих волокон шляхом виділення довгодом 9 подають до фракціонатора 10 для розподілу волокнистої фракції, циклічного її розмелювання і її на коротковолокнисту і довговолокнисту фракції. додаткового фракціонування і поліпшення тим Коротковолокнисту фракцію з фракціонатора 10 самим якості паперової маси, що надходить на спрямовують трубопроводом 11 до ємності 4, а тонке очищення. довговолокнисту фракцію - трубопроводом 12 до Поставлене завдання вирішується тим, що у ємності 6, де її змішують із довговолокнистою способі приготування волокнистої маси, що вклюфракцією, що виділена з вихідної волокнистої мачає фракціонування вихідної волокнистої маси на си у фракціонаторі 2. Далі отриману суміш довгокоротковолокнисту і довговолокнисту фракції і волокнистих фракцій піддають процесу циклічної розмелювання довговолокнистої фракції, відповідобробки у замкнутому контурі, що складається з но до винаходу розмелену довговолокнисту фракємності 6 для змішування довговолокнистих фракцію додатково фракціонують із виділенням коротцій, насоса 7 для подавання отриманої суміші до коволокнистої та довговолокнистої фракцій і млина 8, на якому розмелюють суміш довговолоквиділену довговолокнисту фракцію додатково нистих фракцій, трубопроводу 9 для подавання розмелюють. розмеленої суміші довговолокнистих фракцій до Поставлене завдання вирішується також тим, фракціонатора 10, що призначений для виділення що розмелювання довговолокнистої фракції, одез розмеленої суміші довговолокнистих фракцій ржаної після фракціонування вихідної волокнистої коротковолокнистої фракції, що трубопроводом 11 маси, здійснюють у суміші з довговолокнистою спрямовують до ємності 4, і довговолокнистої фракцією, отриманою після додаткового фракціофракції, що подають трубопроводом 12 до ємності 7 71050 8 6 для обробки одержаної суміші в черговому циклі. млина 10 розмелену волокнисту масу подають Коротковолокнисті фракції зі ступенем млива трубопроводом 11 до ємності 2 і в суміші з вихід36°ШР і середньою довжиною волокна 1,62мм, що ною волокнистою масою здійснюють черговий виділені у фракціонаторах 2 і 10, змішують у ємноцикл обробки у замкнутому контурі з безперервсті 4, розводять до масової частки волокна в суним виділенням у фракціонаторі 4 коротковолокспензії 0,8% і насосом 13 за трубопроводом 14 нистої і довговолокнистої фракцій. подають під тиском 280кПа (2,8кгс/см 2) на перший Коротковолокнисту фракцію зі ступенем млива ступінь очищення триступеневої установки вихро35°ШР і значенням середньої довжини волокна вих конічних очищувачів 15 для очищення від за1,61мм розводять до значення масової частки вобруднюючих включень. Подавання відходів очилокна в суспензії 0,8% і насосом 12 подають під щення з першого і другого ступенів очищення тиском 280кПа (2,8кгс/см 2) на перший ступінь очивідповідно до другого і третього ступенів очищенщення триступеневої установки вихрових конічних ня здійснюють при масовій частці волокна у суочищувачів 15 для остаточного тонкого очищення спензії 0,8% під тиском 280кПа (2,8кгс/см 2). Тиск її від забруднюючих включень. Відходи очищення на виході очищеної волокнистої суспензії і відходів з першого і другого ступенів очищення подають очищення всіх ступенів встановлюють рівним відповідно до другого та третього ступенів очи20кПа (0,2кгс/см 2). щення подають при масовій частці волокна в суОчищену кондиційну волокнисту масу з устаспензії 0,8% під тиском 280кПа (2,8кгс/см 2). Тиск новки трубопроводом 16 спрямовують на виробна виході очищеної волокнистої суспензії і відходів ництво паперової продукції. очищення з усіх ступенів очищення встановлюють Визначають ступінь млива і середню довжину рівним 20кПа (0,2кгс/см 2). волокна вихідної волокнистої маси, що надходить Очищену кондиційну волокнисту масу з устатрубопроводом 1, і коротковолокнистої фракції новки трубопроводом 14 спрямовують на вироб(відбір із трубопроводу 14). ництво паперової продукції. З маси, що надходить на очищення до устаноПриклад 3 (прототип). Волокнисту масу з втовки вихрових конічних очищувачів, а також з очиринного волокнистого матеріалу розділяють у щеної маси виготовляють відливки. Маса відливки фракціонаторі на коротковолокнисту фракцію зі площею 1м 2 60г. ступенем млива 35°ШР і значенням середньої доВизначають засміченість по ГОСТ 14363.3-84 вжини волокна 1,61мм і довговолокнисту фракцію Целлюлоза и древесная масса. Метод определезі ступенем млива 28°ШР і значенням середньої ния сорности. довжини волокна 2,09мм. Після розмелювання Ефективність очищення визначають за такою довговолокнистої фракції до ступеня млива 35°ШР формулою: і значення середньої довжини волокна 1,94мм її змішують із коротковолокнистою фракцією й одеСо Е = 100% 100%, ржують волокнисту масу зі ступенем млива 35°ШР Св і середньою довжиною волокна 1,84мм. де: Е - е фективність очищення, %; Приготовану волокнисту масу подають для осCo - кількість смітинок площею від 0,1 до 2 2 таточного тонкого очищення в триступеневу уста2,0мм на 1м відливки, виготовленої з очищеного новку вихрових конічних очищувачів із тими ж знаматеріалу. ченнями технологічних параметрів, що й у Св - кількість смітинок площею від 0,1 до 2 2 прикладах 1 і 2. 2,0мм на 1м відливки, виготовленої з вихідного Приклад 4. Принципова схема реалізації проволокнистого матеріалу. цесу приготування волокнистої маси подана на Визначають число закупорювань вихрових кофіг.3. нічних очищувачів протягом 5год. Хіміко - механічну деревну масу зі ступенем Результати визначень зведено в таблицю. млива 57°ШР і значенням середньої довжини воПриклад 2. Принципова схема реалізації пролокна 1,2мм при масовій частці волокна в суспензії цесу приготування волокнистої маси подана на 3,0% подають трубопроводом 1 до ємності 2 і далі фіг.2. насосом 3 до млина 4 для розмелювання. РозмеВолокнисту масу з вторинного волокнистого лену деревну масу подають трубопроводом 5 до матеріалу з масової часткою волокна в суспензії фракціонатора 6 для розподілу на коротковолок3,0% подають трубопроводом 1 до ємності 2 і далі нисту і довговолокнисту фракції. Коротковолокниснасосом 3 до фракціонатора 4 для розподілу її на ту фракцію спрямовують трубопроводом 7 до ємкоротковолокнисту і довговолокнисту фракції. Коності 8, а довговолокнисту - тр убопроводом 9 до ротковолокнисту фракцію спрямовують трубопроємності 2, де її змішують із вихідною деревною водом 5 до ємності 6, а довговолокнисту - тр убомасою й отриману суміш спрямовують насосом 3 проводом 7 до ємності 8, із якої насосом 9 її до млина 4 для розмелювання. Розмелену суміш подають до млина 10 для розмелювання. З млина волокнистих матеріалів трубопроводом 5 спрямо10 розмелену довговолокнисту фракцію подають вують у фракціонатор 6 для розподілу на короткотрубопроводом 11 до ємності 2, де її змішують із волокнисту і довговолокнисту фракції. Короткововихідною волокнистою масою. Отриману суміш локнисту фракцію трубопроводом 7 подають до подають насосом 3 за трубопроводом 5 до фракємності 8, а довговолокнисту - тр убопроводом 9 до ціонатора 4 для розподілу на коротковолокнисту і ємності 2 і після змішування з вихідною волокнисдовговолокнисту фракції. Коротковолокнисту фратою масою здійснюють черговий цикл обробки кцію спрямовують тр убопроводом 5 до ємності 6, а отриманої суміші у замкнутому контурі з безперердовговолокнисту - трубопроводом 7 до ємності 8, вним розмелюванням у млині 4 і виділенням із потім насосом 9 до млина 10 для розмелювання. З 9 71050 10 розмеленої волокнистої маси коротковолокнистої і Приклад 5 (прототип). За волокнисту масу обдовговолокнистої фракцій. рано хіміко-механічну деревну масу зі ступенем Коротковолокнисту фракцію волокнистої маси млива 57°ШР і значенням середньої довжини возі ступенем млива 75°ШР і середньою довжиною локна 1,2мм. Деревну масу розподіляють у фракволокна 0,71мм після розведення до масової частціонаторі на коротковолокнисту фракцію зі ступеки волокна в суспензії 0,8% із ємності 8 насосом 10 нем млива 74°ШР і середньою довжиною волокна за трубопроводом 11 під тиском 280кПа 0,73мм та довговолокнисту - із ступенем млива (2,8кгс/см 2) подають на перший ступінь очищення 49°ШР і середньою довжиною волокна 1,59мм. триступеневої установки вихрових конічних очиРозмелюють довговолокнисту фракцію до ступеня щувачів 12. млива 74°ШР середньої довжини волокна 0,97мм. Значення технологічних параметрів процесу Після змішування коротковолокнистої фракції з очищення в установці аналогічні наведеним у прирозмеленою довговолокнистою фракцією одержукладах 1-2. ють волокнисту масу зі ступенем млива 74°ШР і Очищену кондиційну волокнисту масу з устасередньою довжиною волокна 0,87мм. новки трубопроводом 13 спрямовують на виробництво паперової продукції. Таблиця Результати визначення показників якості волокнистої маси та ефективності її очи щення Найменування показника Ступінь млива вихідної волокнистої маси, °ШР Ступінь млива приготованої волокнистої маси (коротковолокнистої фракції), що надходить для очищення до установки вихрових конічних очищувачів, °ШР Середня довжина волокна вихідної волокнистої маси, мм Середня довжина волокна приготованої волокнистої маси (коротковолокнистої фракції), що надходить для очищення в установку ви хрових конічних очищувачів, мм Кількість закупорювань центриклінерів триступеневої установки вихрових конічних очищувачів протягом 5 годин, раз Ефективність очищення кондиційної волокнистої маси, очищеної в установці вихрови х конічних очищувачів у нестабільному режимі роботи з закупореними очищувачами, % Ефективність очищення кондиційної волокнистої маси, очищеної в установці вихрови х конічних очищувачів у стабільному режимі роботи з незакупореними очищувачами, % З таблиці видно, що при однакових значеннях ступеня млива (30°ШР) і середньої довжини волокна (1,98мм) вихідної волокнистої маси з вторинного волокна одержують волокнисту масу з однаковим значенням ступеня млива (35°ШР) як запропонованим способом (приклади 1 і 2), так і відомим способом (приклад 3). Проте, порівняльний аналіз значень середньої довжини волокна волокнистої маси, що надходить на очищення в установку вихрови х конічних очищувачів, показує, що значення цього показника у прикладах 1 і 2 порівняно зі значенням цього ж показника за прикладом 3 менше відповідно на 0,22 і 0,23мм. З таблиці також видно, що при однаковому значенні ступеня млива (57°ШР) і однаковому значенні середньої довжини волокна (1,2мм) вихідної волокнистої маси з хіміко-механічної деревної маси, що використана для приготування волокнистої маси, призначеної для остаточного тонкого очи Прикл. 1 30 Значення показника Прикл. 2 Прикл. 3 Прикл. 4 30 30 57 Прикл.5 57 35 35 35 74 74 1,98 1,98 1,98 1,2 1,2 1,62 1,61 1,84 0,73 0,87 0 0 9 0 6 55 58 82 82 82 80 80 щення в установці вихрових конічних очищувачів згідно із запропонованим способом (приклад 4) і за відомим способом (приклад 5), одержують волокнисту масу з однаковим значенням ступеня млива, що дорівнює 74°ШР. Проте при порівняльному аналізі значень середньої довжини волокна волокнистої маси, що надходить на очищення в установку вихрови х конічних очищувачів, видно, що значення цього показника у прикладі 4 (запропонований спосіб ) порівняно зі значенням цього ж показника за прикладом 5 (прототип) менше на 0,14мм. Проведений аналіз показує, що в результаті реалізації процесу приготування волокнистої маси запропонованим способом одержують волокнисту масу з меншою полідисперсністю волокон. Зменшення ж полідисперсності волокнистої маси, у свою чергу, зменшує ефект фракціонування волокнистого матеріалу в процесі його очищення в ко 11 71050 12 нічних очищувача х, що запобігає явищу закупорюлокнистої маси, призначеної для тонкого очищенвання очищувачів і відповідно стабілізує процес ня від забруднюючих включень у багатоступеневій очищення в установці вихрови х конічних очищуваустановці вихрових конічних очищувачів, забезпечів. Приготування ж волокнистої маси відомим чує ефективність очищення волокнистої маси на способом (приклади 3 і 5) обумовлює закупорюрівні 55-58%, тоді як запропонований спосіб завання вихрових конічних очищувачів і порушення безпечує стабільність процесу очищення і підвистабільності процесу очищення. щує е фективність очищення до 80-82%. Таким чином, відомий спосіб приготування во Комп’ютерна в ерстка О. Гапоненко Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make fiber mass
Автори англійськоюLozovyk Mykola Terentiiovych, Makarenko Anatolii Oleksiiovych
Назва патенту російськоюСпособ приготовления волокнистой массы
Автори російськоюЛозовик Николай Терентьевич, Макаренко Анатолий Алексеевич
МПК / Мітки
МПК: D21C 5/02, D21H 11/00, D21B 1/00
Мітки: спосіб, волокнистої, маси, приготування
Код посилання
<a href="https://ua.patents.su/6-71050-sposib-prigotuvannya-voloknisto-masi.html" target="_blank" rel="follow" title="База патентів України">Спосіб приготування волокнистої маси</a>
Спосіб виготовлення виробів із волокнистої маси

Номер патенту: 55072
Опубліковано: 17.03.2003
Автори: Фоменко Андрій Володимирович, Кропінов Борис Іванович
МПК: D21J 7/00
Мітки: виготовлення, спосіб, виробів, маси, волокнистої
Формула / Реферат:
Спосіб виготовлення виробів з волокнистої маси, переважно з целюлозних відходів, що включає намивання і формування волокна на пористу форму під вакуумом, покривання сформованого виробу шаром тканинного матеріалу, наступне обпресовування та сушіння виробу, який відрізняється тим, що перед намиванням і формуванням волокна на пористій формі розміщують формоутворюючі елементи, а перед обпресовуванням сформований виріб додатково покривають...
Спосіб виготовлення виробів з волокнистої маси та пристрій для його здійснення
Номер патенту: 12265
Опубліковано: 25.12.1996
Автори: Кропінов Борис Іванович, Мочульський Людвиг Вікторович, Калініченко Олексій Павлович, Скрильов Олександр Васильович
МПК: D21J 7/00
Мітки: пристрій, маси, спосіб, виробів, волокнистої, здійснення, виготовлення
Формула / Реферат:
1. Способ изготовления изделий из волокнистой массы, преимущественно массы для производства картона, включающий намывку и формовку волокна на пористую форму под вакуумом, обезвоживание изделия, его опрессовку и сушку, отличающийся тем, что, с целью повышения качества изделий, намывку и формовку волокна производят на песчаную форму, перед опрессовкой изделие покрывают тканью, а опрессовку и сушку производят одновременно через слой...
Спосіб одержання волокнистої маси із відходів недеревинної сировини
Номер патенту: 10547
Опубліковано: 25.12.1996
Автори: Логачов Євген Васильович, Чурсіна Людмила Андріївна, Богданова Ольга Федорівна, Логачова Лідія Іванівна, Мамай Ольга Іванівна
МПК: D01C 3/00
Мітки: недеревинної, маси, відходів, волокнистої, сировини, спосіб, одержання
Формула / Реферат:
Способ получения волокнистой массы из отходов недревесного сырья путем обработки сырья щелочно-перекисным раствором, отличающийся тем, что щелочно-перекисную обработку сырья ведут в присутствии метасиликата натрия и анион-активных или катионактивных поверхностно-активных веществ с последующим горячим размолом волокнистой массы.
Спосіб виготовлення малотоксичної волокнистої плити
Номер патенту: 50985
Опубліковано: 15.11.2002
Автори: Третяк Петро Петрович, Герасименко Іван Іванович, Яковенко Валентин Петрович
МПК: B27N 3/04
Мітки: волокнистої, спосіб, плити, виготовлення, малотоксичної
Формула / Реферат:
Спосіб виготовлення малотоксичної волокнистої плити, що містить змішування рослинного волокна з карбамідоформальдегідним в’яжучим, висушування, формування килима і пресування, який відрізняється тим, що в карбамідоформальдегідну смолу в процесі приготування в’яжучого вводять водний розчин карбаміду, рідкого скла і казеїнового клею в кількості від 0,5 до 5,0 % від сухого залишку смоли, а волокно перед проклеюванням в’яжучим обробляють тим же...
Спосіб одержання еритроцитарної маси для приготування діагностичних препаратів
Номер патенту: 69752
Опубліковано: 15.09.2004
Автори: Маньковська Надія Миколаївна, Юрданова Алла Миколаївна, Савченко Борис Іванович, Бощенко Юрій Анатолійович
МПК: G01N 33/556, G01N 33/66, G01N 33/84, C12Q 1/54
Мітки: препаратів, приготування, одержання, еритроцитарної, спосіб, діагностичних, маси
Формула / Реферат:
Спосіб одержання еритроцитарної маси для приготування діагностичних препаратів, що полягає у заборі крові в ємкості, перемішуванні, звільненні кров'яної маси від факторів згортання крові, відмиванні еритроцитів фізіологічним розчином, який відрізняється тим, що безпосередньо перед процедурою забору крові у ємкість додають розчин консервуючого препарату на основі гідроцитрату натрію та глюкози у співвідношенні кров / розчин препарату = 3 / 1,...
Попередній патент: Спосіб одержання органо-мінеральних добрив
Наступний патент: Пристрій для вимірювання кількості тепла
Випадковий патент: Спосіб термічного зміцнення прокату