Пристрій для деформування методом обкочування
Номер патенту: 73413
Опубліковано: 25.09.2012
Автори: Ландар Роман Миколайович, Гожій Сергій Петрович, Халик Олександр Пилипович
Формула / Реферат
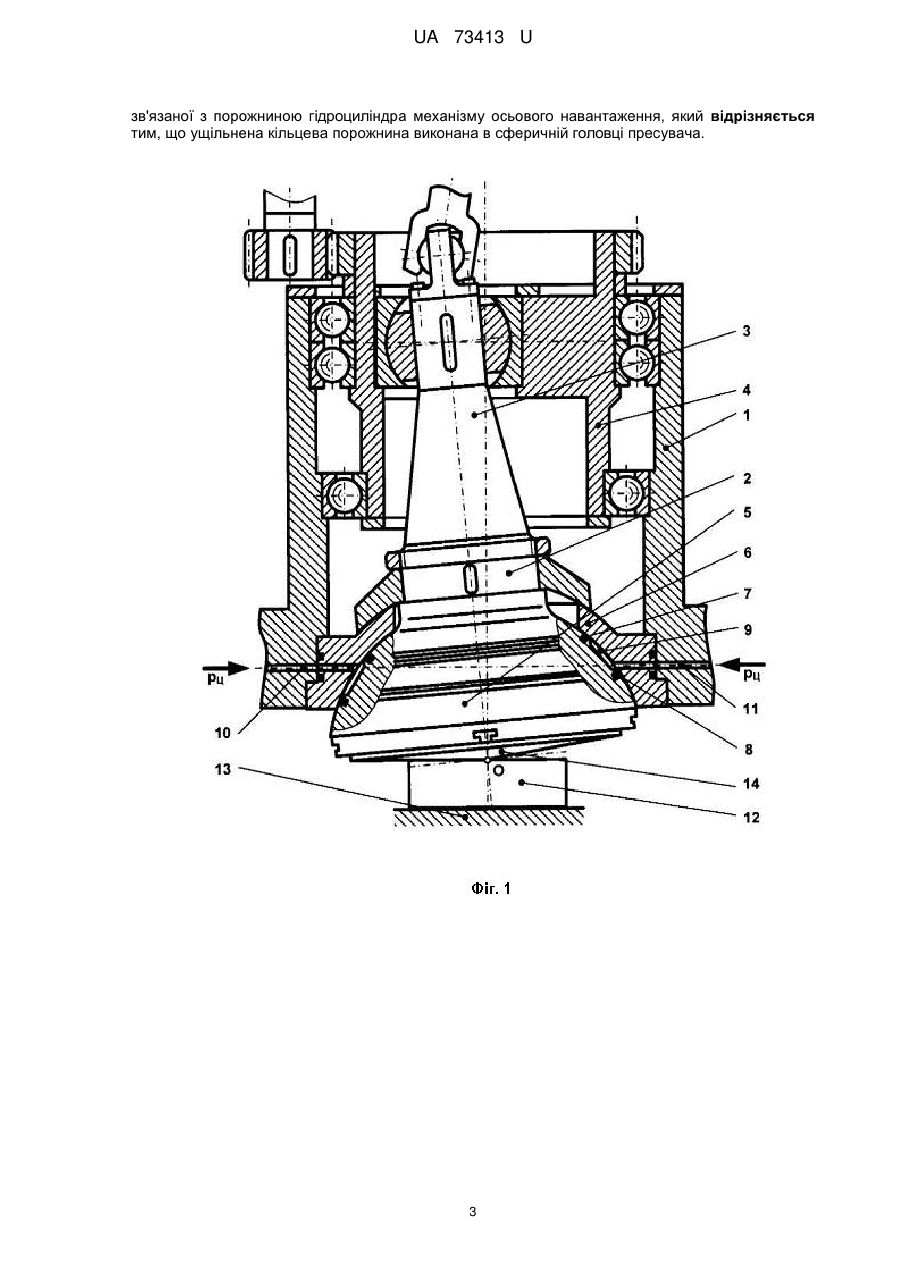
Пристрій для деформування методом обкочування, що включає в себе механізм обкочування, який утворений пресувачем з водилом, що шарнірно зв'язаний водилом з приводним ексцентриковим ротором та з сферичною головкою, що спирається на сферичну опору, між якими утворена система розвантаження у вигляді ущільненої кільцевої порожнини гідравлічно зв'язаної з порожниною гідроциліндра механізму осьового навантаження, який відрізняється тим, що ущільнена кільцева порожнина виконана в сферичній головці пресувача.
Текст
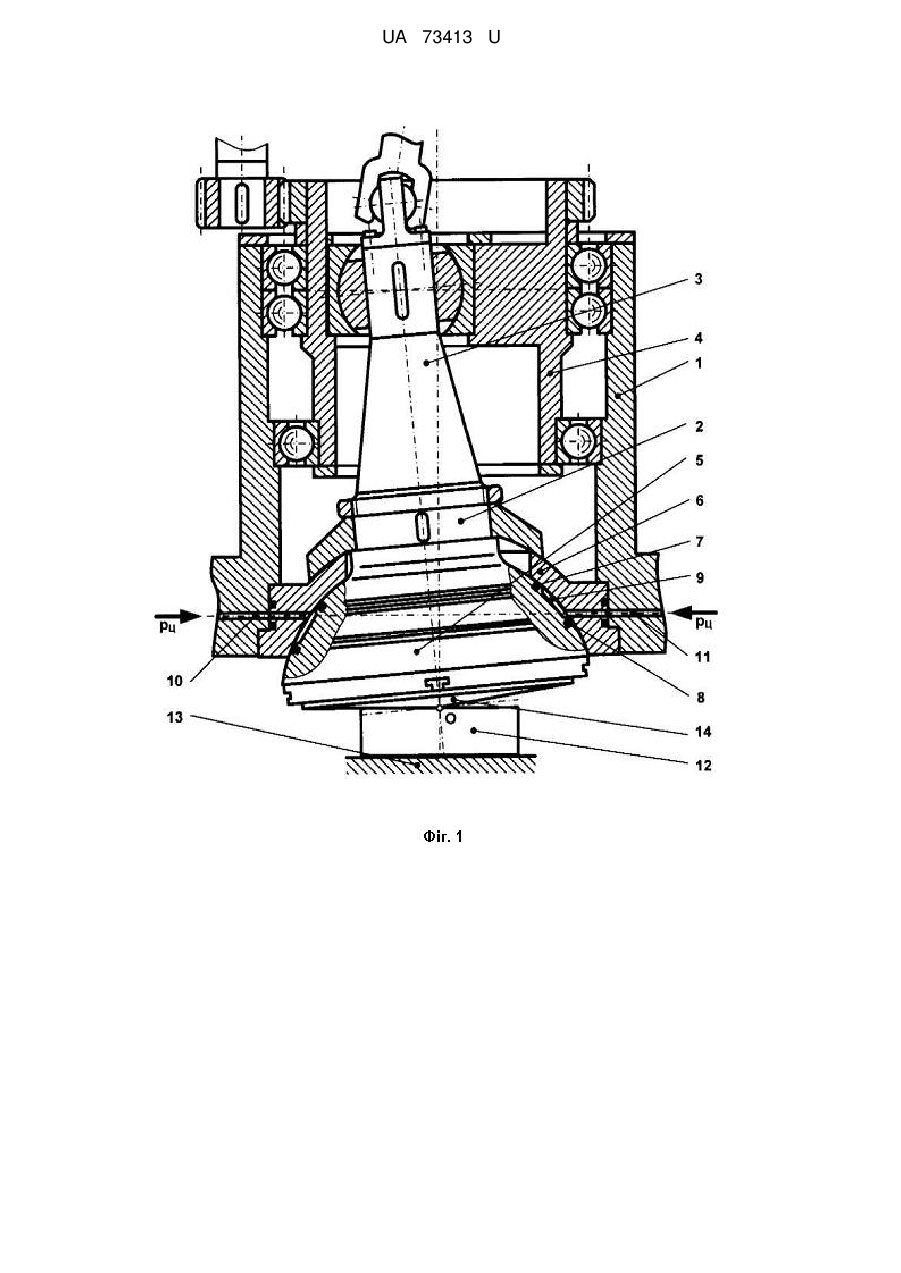
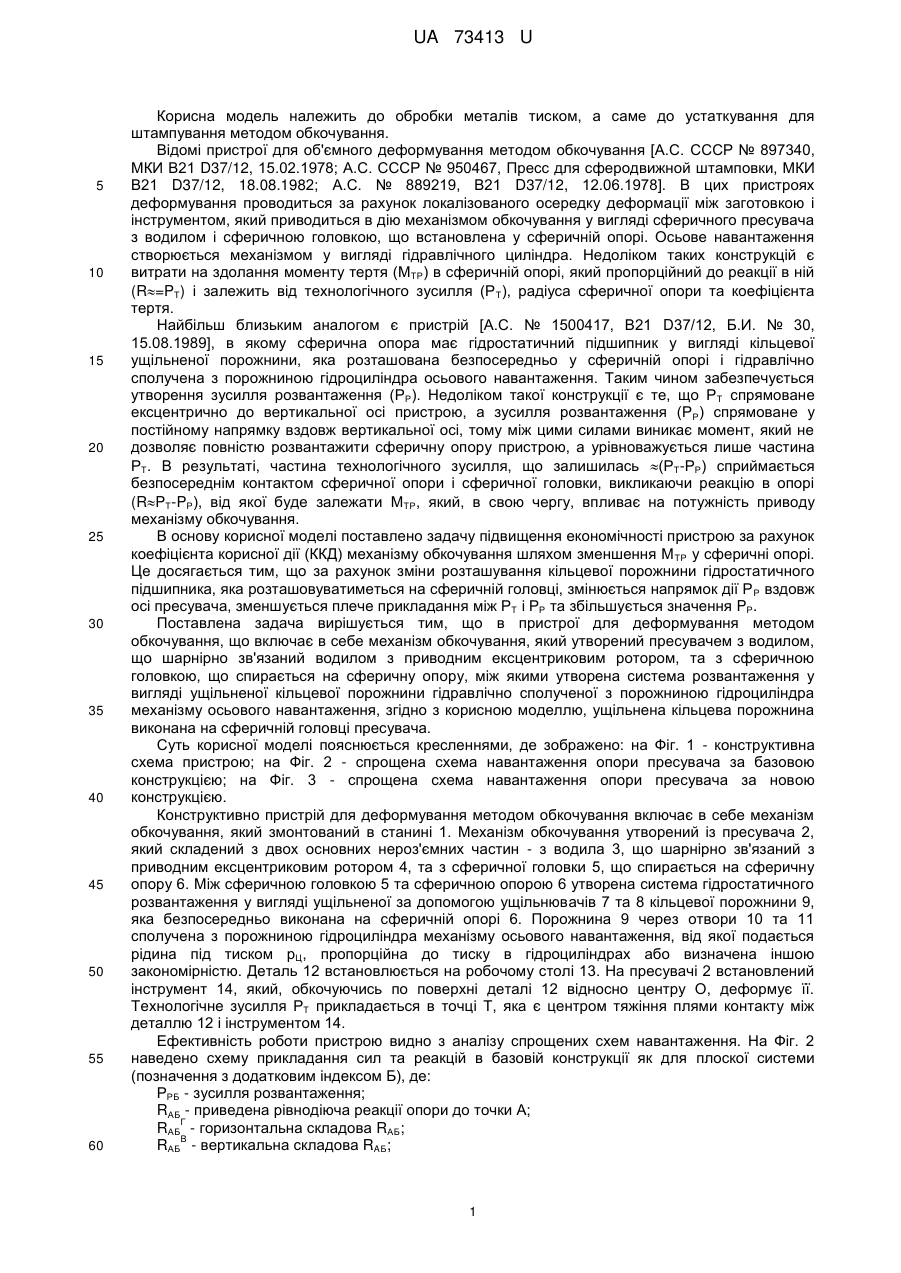
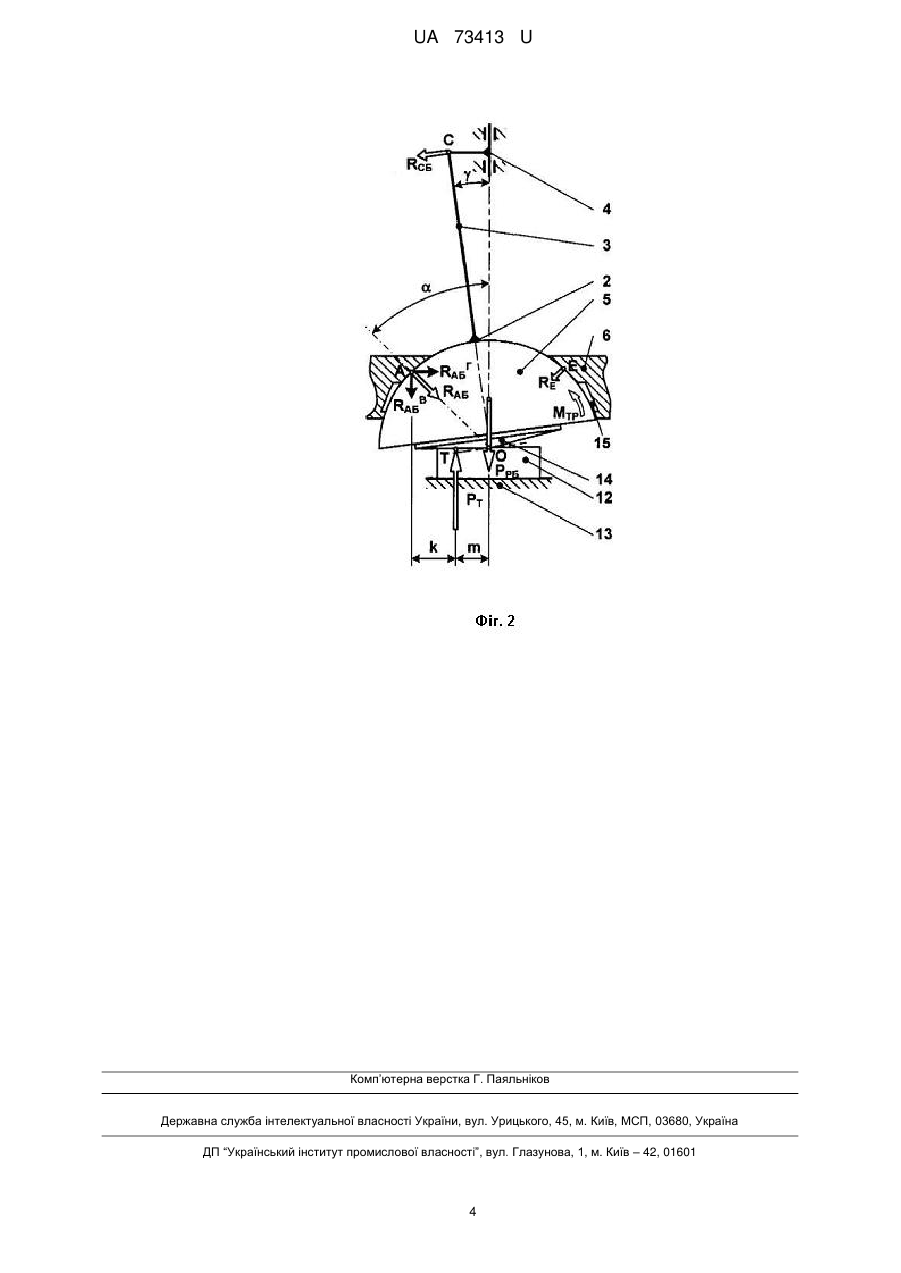
Реферат: UA 73413 U UA 73413 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском, а саме до устаткування для штампування методом обкочування. Відомі пристрої для об'ємного деформування методом обкочування [А.С. СССР № 897340, МКИ В21 D37/12, 15.02.1978; А.С. СССР № 950467, Пресс для сферодвижной штамповки, МКИ В21 D37/12, 18.08.1982; А.С. № 889219, В21 D37/12, 12.06.1978]. В цих пристроях деформування проводиться за рахунок локалізованого осередку деформації між заготовкою і інструментом, який приводиться в дію механізмом обкочування у вигляді сферичного пресувача з водилом і сферичною головкою, що встановлена у сферичній опорі. Осьове навантаження створюється механізмом у вигляді гідравлічного циліндра. Недоліком таких конструкцій є витрати на здолання моменту тертя (МТР) в сферичній опорі, який пропорційний до реакції в ній (R=PТ) і залежить від технологічного зусилля (Р Т), радіуса сферичної опори та коефіцієнта тертя. Найбільш близьким аналогом є пристрій [А.С. № 1500417, В21 D37/12, Б.И. № 30, 15.08.1989], в якому сферична опора має гідростатичний підшипник у вигляді кільцевої ущільненої порожнини, яка розташована безпосередньо у сферичній опорі і гідравлічно сполучена з порожниною гідроциліндра осьового навантаження. Таким чином забезпечується утворення зусилля розвантаження (РР). Недоліком такої конструкції є те, що РТ спрямоване ексцентрично до вертикальної осі пристрою, а зусилля розвантаження (Р Р) спрямоване у постійному напрямку вздовж вертикальної осі, тому між цими силами виникає момент, який не дозволяє повністю розвантажити сферичну опору пристрою, а урівноважується лише частина РТ. В результаті, частина технологічного зусилля, що залишилась (РТ-РР) сприймається безпосереднім контактом сферичної опори і сферичної головки, викликаючи реакцію в опорі (RPТ-PР), від якої буде залежати МТР, який, в свою чергу, впливає на потужність приводу механізму обкочування. В основу корисної моделі поставлено задачу підвищення економічності пристрою за рахунок коефіцієнта корисної дії (ККД) механізму обкочування шляхом зменшення М ТР у сферичні опорі. Це досягається тим, що за рахунок зміни розташування кільцевої порожнини гідростатичного підшипника, яка розташовуватиметься на сферичній головці, змінюється напрямок дії Р Р вздовж осі пресувача, зменшується плече прикладання між РТ і РР та збільшується значення PР. Поставлена задача вирішується тим, що в пристрої для деформування методом обкочування, що включає в себе механізм обкочування, який утворений пресувачем з водилом, що шарнірно зв'язаний водилом з приводним ексцентриковим ротором, та з сферичною головкою, що спирається на сферичну опору, між якими утворена система розвантаження у вигляді ущільненої кільцевої порожнини гідравлічно сполученої з порожниною гідроциліндра механізму осьового навантаження, згідно з корисною моделлю, ущільнена кільцева порожнина виконана на сферичній головці пресувача. Суть корисної моделі пояснюється кресленнями, де зображено: на Фіг. 1 - конструктивна схема пристрою; на Фіг. 2 - спрощена схема навантаження опори пресувача за базовою конструкцією; на Фіг. 3 - спрощена схема навантаження опори пресувача за новою конструкцією. Конструктивно пристрій для деформування методом обкочування включає в себе механізм обкочування, який змонтований в станині 1. Механізм обкочування утворений із пресувача 2, який складений з двох основних нероз'ємних частин - з водила 3, що шарнірно зв'язаний з приводним ексцентриковим ротором 4, та з сферичної головки 5, що спирається на сферичну опору 6. Між сферичною головкою 5 та сферичною опорою 6 утворена система гідростатичного розвантаження у вигляді ущільненої за допомогою ущільнювачів 7 та 8 кільцевої порожнини 9, яка безпосередньо виконана на сферичній опорі 6. Порожнина 9 через отвори 10 та 11 сполучена з порожниною гідроциліндра механізму осьового навантаження, від якої подається рідина під тиском рЦ, пропорційна до тиску в гідроциліндрах або визначена іншою закономірністю. Деталь 12 встановлюється на робочому столі 13. На пресувачі 2 встановлений інструмент 14, який, обкочуючись по поверхні деталі 12 відносно центру О, деформує її. Технологічне зусилля РТ прикладається в точці Т, яка є центром тяжіння плями контакту між деталлю 12 і інструментом 14. Ефективність роботи пристрою видно з аналізу спрощених схем навантаження. На Фіг. 2 наведено схему прикладання сил та реакцій в базовій конструкції як для плоскої системи (позначення з додатковим індексом Б), де: РРБ - зусилля розвантаження; RАБ - приведена рівнодіюча реакції опори до точки А; Г RАБ - горизонтальна складова RАБ; B RАБ - вертикальна складова RAБ; 1 UA 73413 U 5 10 15 20 RЕ - приведена рівнодіюча реакції опори до точки Е; RСБ - приведена рівнодіюча реакції опори до точки С; - кут дії рівнодіючої реакцій опори в точках А і Е; - кут нахилу осі пресувача 2; m - ексцентриситет прикладання технологічного зусилля РТ; k+m - відстань між вертикальною віссю пристрою до точки А. Для ефективної роботи пристрою необхідно виконання умови RE=min. З іншої сторони RР, не повинно бути спрямоване від центра О, оскільки в такому випадку пройде відривання сферичної головки 5 від сферичної опори 6 і розущільнення порожнини 15. Тому оптимальним значенням є RЕ=0. Ці тлумачення діють як для базового так і нового варіантів пристрою. Кут вважаємо також незмінним для обох (базового і нового) варіантів пристроїв. Для приблизних розрахунків вважаємо, що РСБ спрямована горизонтально, оскільки кут =2°…5°, а довжина пресувача 2 значно більша за ексцентриситет прикладання m. Це справедливо і для запропонованої конструкції. Оскільки порожнина 15 виконана співвісно до вертикальної осі пристрою зусилля розвантаження РРБ також буде співвісне до неї і буде проходити через центр обкочування О. Точкою прикладання РРБ є перетин вертикальної осі з перпендикулярною до неї площиною, що проходить через середній діаметр кільцевої порожнини 15. В Визначення співвідношень трьох вертикальних сил Р Т, РРБ та RAБ із рівнянь рівноваги показує, що: k k m , (1) m РТ k m . (2) РРБ РТ R АБ В 25 30 35 На Фіг. 3 наведено схему прикладання сил та реакцій в запропонованій конструкції як для плоскої системи (позначення з додатковим індексом Н), де; РРН - зусилля розвантаження; Г РРН - горизонтальна складова РРН; В РРН - вертикальна складова РРН; RАН - приведена рівнодіюча реакції опори до точки А; Г RАН - горизонтальна складова RАБ; B RАН - вертикальна складова RАБ; RСН - приведена рівнодіюча реакції опори до точки С; m-n - ексцентриситет прикладання вертикальної складової РРН відносно PТ. Оскільки порожнина 9 виконана співвісно до осі пресувача 2 зусилля розвантаження Р РН також буде співвісне до неї і буде проходити через центр обкочування О. Точкою прикладання РРН є перетин осі пресувача 2 з перпендикулярною до неї площиною, що проходить через середній діаметр кільцевої порожнини 9. В B Визначення співвідношень трьох вертикальних сил РТ, РРН та RАН із рівнянь рівноваги показує, що: k k m n , (3) mn РТ k m n (4) РРHB Р Т 40 45 R АHВ В B B Порівнюючи (1) з (3) та (2) з (4), маємо, що РРБRАН . Тобто для запропонованого пристрою зросло зусилля гідростатичного розвантажування, а реакція, що сприймається безпосереднім контактом сферичної опори 6 і сферичної головки 5, зменшилась, а значить зменшився і момент тертя. Таким чином, запропонована конструкція дозволяє зменшити момент тертя М ТР в сферичній опорі, що виникає під час технологічної роботи механізму, чим досягається підвищення ККД і покращення економічних та експлуатаційних характеристик пристрою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 Пристрій для деформування методом обкочування, що включає в себе механізм обкочування, який утворений пресувачем з водилом, що шарнірно зв'язаний водилом з приводним ексцентриковим ротором та з сферичною головкою, що спирається на сферичну опору, між якими утворена система розвантаження у вигляді ущільненої кільцевої порожнини гідравлічно 2 UA 73413 U зв'язаної з порожниною гідроциліндра механізму осьового навантаження, який відрізняється тим, що ущільнена кільцева порожнина виконана в сферичній головці пресувача. 3 UA 73413 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for deformation by rolling method
Автори англійськоюHozhii Serhii Petrovych, Khalyk Oleksandr Pylypovych, Landar Roman Mykolaiovych
Назва патенту російськоюУстройство для деформирования методом обкатки
Автори російськоюГожий Сергей Петрович, Халик Александр Филиппович, Ландар Роман Николаевич
МПК / Мітки
МПК: B21D 37/12
Мітки: пристрій, деформування, обкочування, методом
Код посилання
<a href="https://ua.patents.su/6-73413-pristrijj-dlya-deformuvannya-metodom-obkochuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для деформування методом обкочування</a>
Спосіб виготовлення деталей методом обкочування
Номер патенту: 57086
Опубліковано: 10.02.2011
Автори: Кліско Андрій Валерійович, Хільченко Костянтин Олександрович, Гожій Сергій Петрович, Кривда Євгеній Олександрович
МПК: B21D 22/02, B21D 37/00
Мітки: деталей, спосіб, виготовлення, обкочування, методом
Формула / Реферат:
1. Спосіб виготовлення деталей, який полягає в тому, що заготовку з співвідношенням розмірів D/H»1 (де: D - діаметр; Н - висота) об'ємно деформують у штампі рухомим зусиллям, яке викликають дією конусного пуансона з нахиленою відносно осі штампа на постійний кут віссю, для чого конусний пуансон зближують зі штампом за допомогою механізму осьового наближення і обкочують по поверхні заготовки завдяки механізму обкочування, який відрізняється...
Пристрій для ротаційного деформування труб
Номер патенту: 63318
Опубліковано: 10.10.2011
Автор: Аніщенко Олександр Сергійович
МПК: B21D 41/00
Мітки: труб, деформування, ротаційного, пристрій
Формула / Реферат:
1. Пристрій для ротаційного деформування труб, що містить хвостовик та робочу частину, який відрізняється тим, що робоча частина виконана у вигляді прямого кругового конуса, з'єднаного своєю основою з торцевою поверхнею хвостовика, яка нахилена під кутом до осі хвостовика, що дорівнює куту в основі конуса.2. Пристрій за п. 1, який відрізняється тим, що конус з'єднаний з торцевою поверхнею хвостовика з можливістю обертання навколо...
Ролик для обкочування металевих деталей
Номер патенту: 25321
Опубліковано: 10.08.2007
Автори: Любченко Анатолій Петрович, Пашкова Галина Іванівна, Лобанов Віктор Костянтинович
МПК: B24B 39/00
Мітки: ролик, обкочування, деталей, металевих
Формула / Реферат:
Ролик для обкочування металевих деталей, робочий профіль якого виконаний у вигляді циліндричної спіралі з кроком, більшим ширини деформувального виступу робочого витка, а діаметр не кратний діаметру оброблюваної деталі, який відрізняється тим, що профіль перерізу деформувальних виступів робочих витків виконаний за радіусом, рівним 0,25-0,30 діаметра ролика, визначуваного рівнянням:
Спосіб визначення сили різання та параметрів зрізів при зубофрезуванні в умовах обкочування
Номер патенту: 30961
Опубліковано: 15.12.2000
Автор: Грицай Ігор Євгенович
МПК: B23F 5/00
Мітки: умовах, спосіб, різання, обкочування, визначення, параметрів, зрізів, сили, зубофрезуванні
Текст:
...6 встановлений хомут 8. Інстр умент, що імітує роботу черв'ячної фрези - дисковий різець 9 з напаяним на нього робочим елементом (зубцем) 10, що в осьовій площині має профіль зубця черв'ячної фрези. Різець 9 встановлено на інструментальну оправку 11 горизонтально-фрезерного верстата, а сигнал з тензодатчиків (на фіг. не показані) знімається за допомогою струмознімних кілець 12. На початку роботи необхідно сцентрувати заготовку з...
Пристрій для деформування виробів
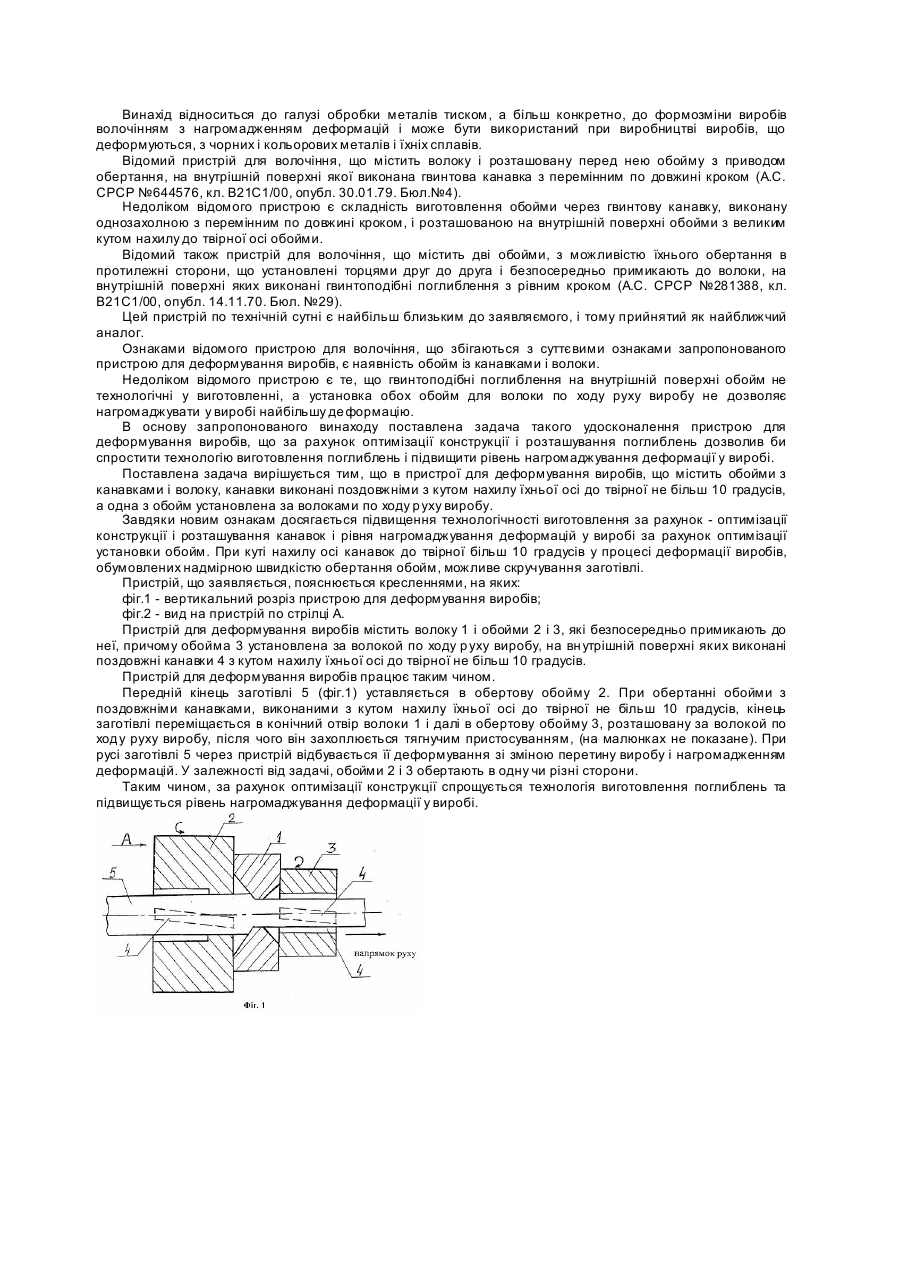
Номер патенту: 66673
Опубліковано: 17.05.2004
Автори: Юдіна Юлія Олександрівна, Шевелев Олександр Іванович, Алімов Валерій Іванович
МПК: B21C 1/00
Мітки: деформування, пристрій, виробів
Формула / Реферат:
Пристрій для деформування виробів, що містить обойми з канавками і волоку, який відрізняється тим, що канавки виконані поздовжніми з кутом нахилу їхньої осі до твірної не більше 10 градусів, а одна з обойм установлена за волокою по ходу руху виробу.
Попередній патент: Спосіб оцінки інтенсивності гідродинамічних процесів в розплаві зварної точки при контактному точковому зварюванні
Наступний патент: Змішувач циклічної дії
Випадковий патент: Електротепломеханічний пристрій для ремонту кабелів