Сталевий корд для зміцнення гумових шин та/або конвеєрних стрічок
Номер патенту: 74229
Опубліковано: 15.11.2005
Автори: Востін Стівен, Ваннесте Стейн, Мессхаут Дірк, де Рор Ніко
Формула / Реферат
1. Сталевий корд для зміцнення гумових шин та/або конвеєрних стрічок, який містить джгут металевого осердя і щонайменше один суміжний шар сталевих елементів навколо джгута металевого осердя, який відрізняється тим, що між джгутом металевого осердя і принаймні одним суміжним шаром сталевих елементів, який скручений навколо джгута металевого осердя, передбачено шар полімерного матеріалу, при цьому товщина полімерного матеріалу більша за 0,02 мм, але менша або дорівнює 0,12 мм, і виміряна шляхом:
- утворення принаймні п'яти радіальних перерізів корду;
- обчислення середньої відстані для кожного радіального перерізу на основі виміряної мінімальної відстані між джгутом металевого осердя та кожним сталевим елементом шару сталевих елементів, виміряної відстані між ниткою сталевого елементу, найближчою до джгута металевого осердя, та ниткою джгута металевого осердя, найближчою до сталевого елементу, і обчислення середньої величини виміряних відстаней;
- обчислення мінімальної відстані шляхом визначення середньої величини принаймні п'яти виміряних відстаней.
2. Сталевий корд за п. 1, у якому як полімерний матеріал використано термопластичний полімер.
3. Сталевий корд за п. 2, у якому термопластичний полімер вибраний з групи, що складається з поліетилентерефталату (ПЕТ), поліаміду (ПА), складного поліефіру (СП), поліпропілену (ПП), полівінілхлориду (ПВХ), політетрафторетилену (ПТФЕ), поліетилену (ПЕ) або їх співполімерів.
4. Сталевий корд за будь-яким з пп. 1-3, у якому як полімерний матеріал використано поліетилентерефталат.
5. Сталевий корд за будь-яким з пп. 1-4, у якому мінімальна товщина полімерного матеріалу більша за 0,035 мм.
6. Сталевий корд за будь-яким з пп. 1-5, у якому як сталеві елементи, що утворюють суміжний шар, використано сталевий корд.
7. Сталевий корд за кожним з пп. 1-6, у якому полімерний матеріал екструдовано навколо джгута металевого осердя.
8. Сталевий корд за будь-яким з пп. 1-7, у якому діаметр ниток сталевих елементів не перевищує 0,8 мм.
9. Сталевий корд за п. 8, в якому діаметр ниток сталевих елементів знаходиться в межах від 0,15 мм до 0,6 мм.
10. Сталевий корд за п. 9, в якому діаметр ниток сталевих елементів знаходиться в межах від 0,175 мм до 0,35 мм.
11. Сталевий корд за будь-яким з пп. 1-10, у якому нитки сталевих елементів мають міцність на розтягнення, більшу за 2000 Н/мм2.
12. Сталевий корд за п. 11, у якому міцність на розтягнення ниток сталевих елементів є більшою за 2500 Н/мм2.
13. Сталевий корд за п. 12, у якому міцність на розтягнення ниток сталевих елементів є більшою за 2800 Н/мм2.
14. Сталевий корд за будь-яким з пп. 1-10, у якому руйнівне навантаження становить більше за 1500 МПа.
15. Сталевий корд за п. 14, у якому руйнівне навантаження становить більше за 2000 МПа.
16. Сталевий корд за п. 1, який використаний для зміцнення позадорожньої шини.
17. Сталевий корд за п. 1, який використаний для зміцнення конвеєрної стрічки.
Текст
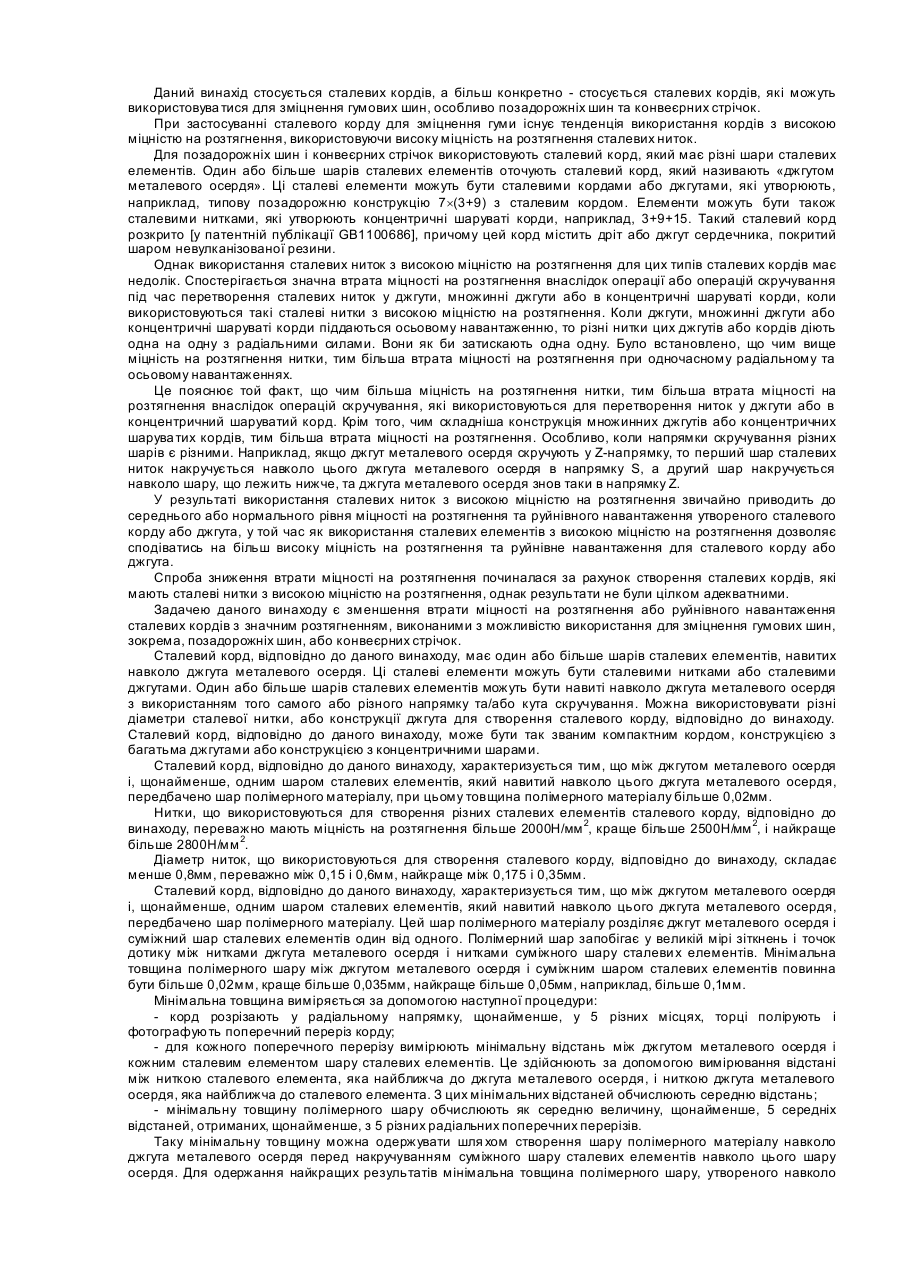
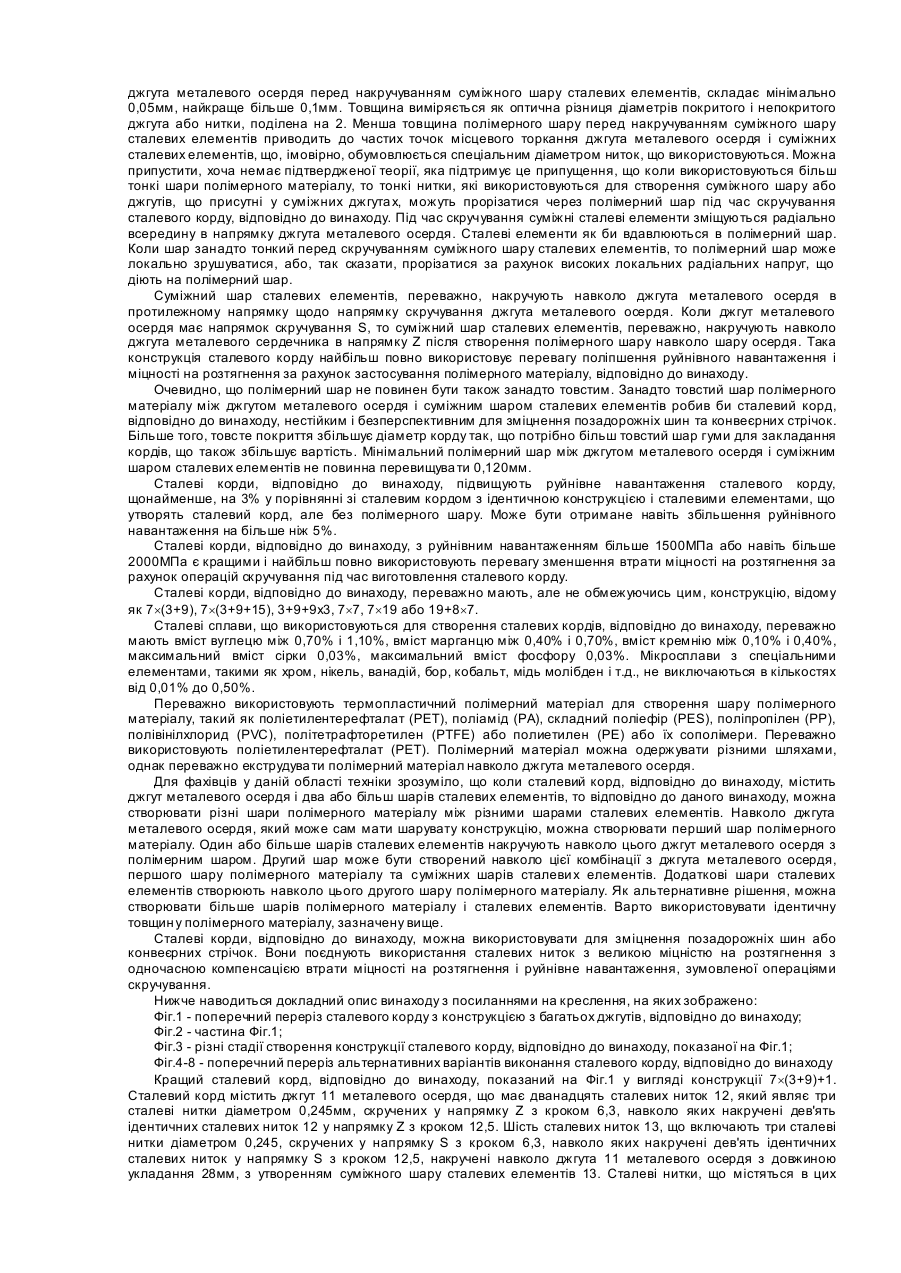
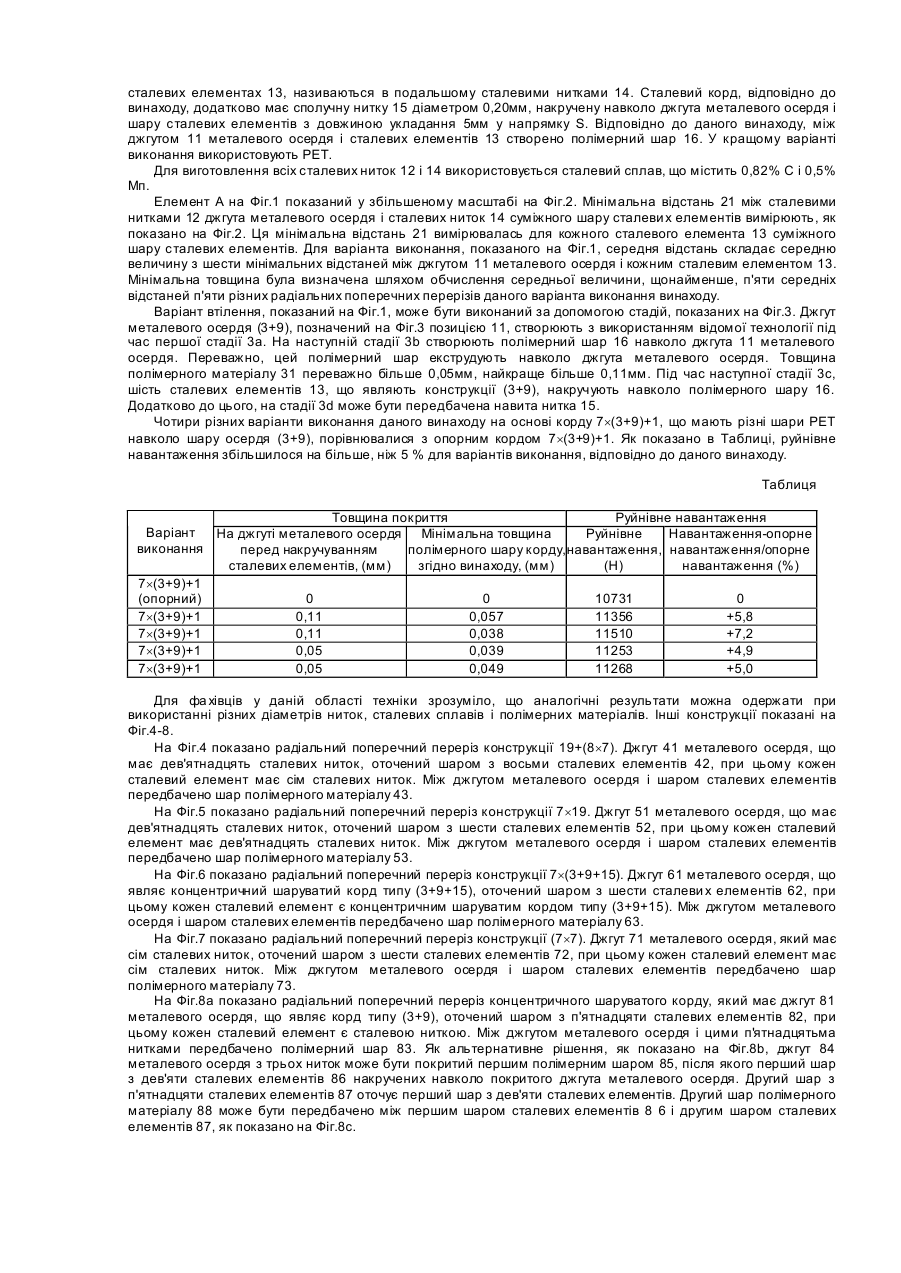
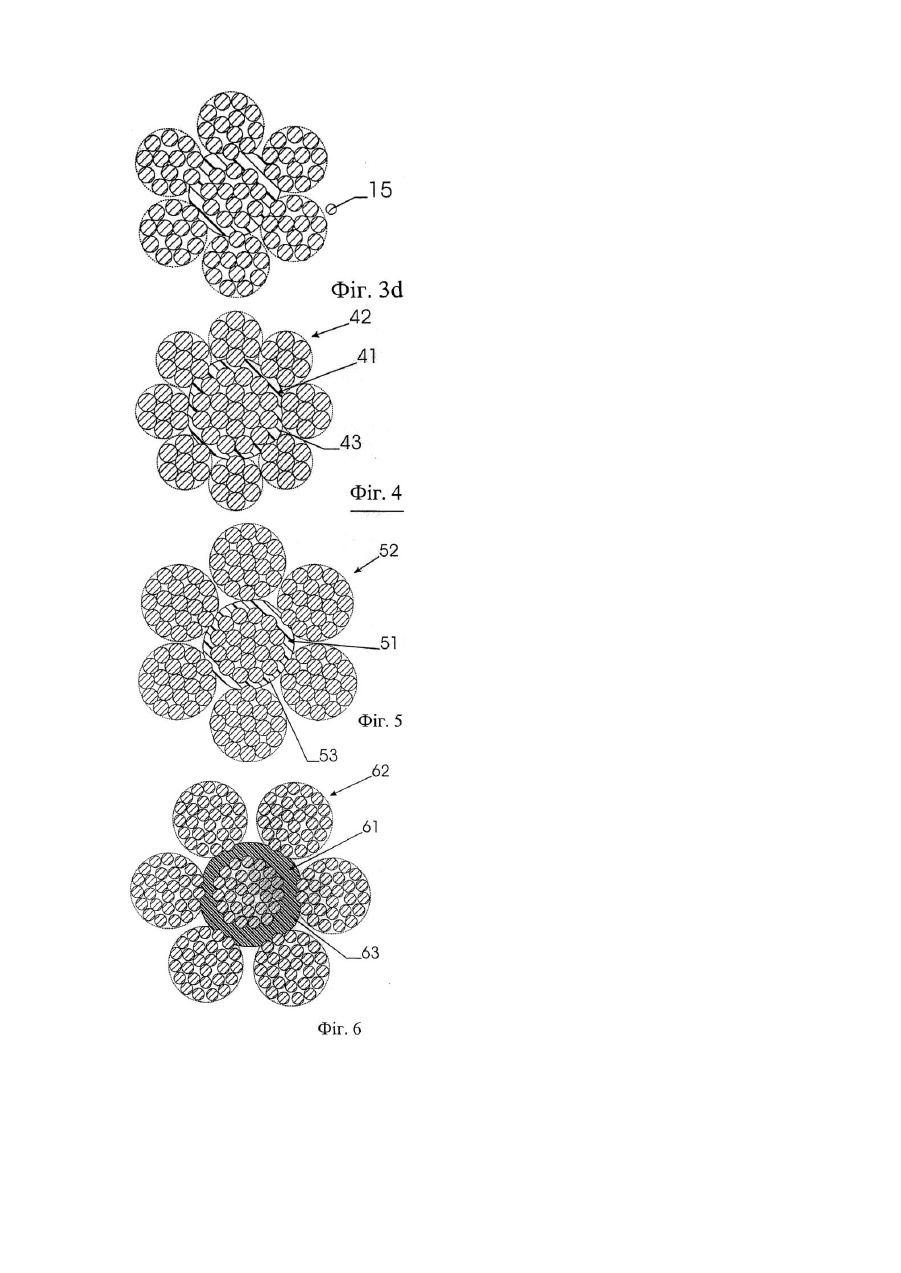
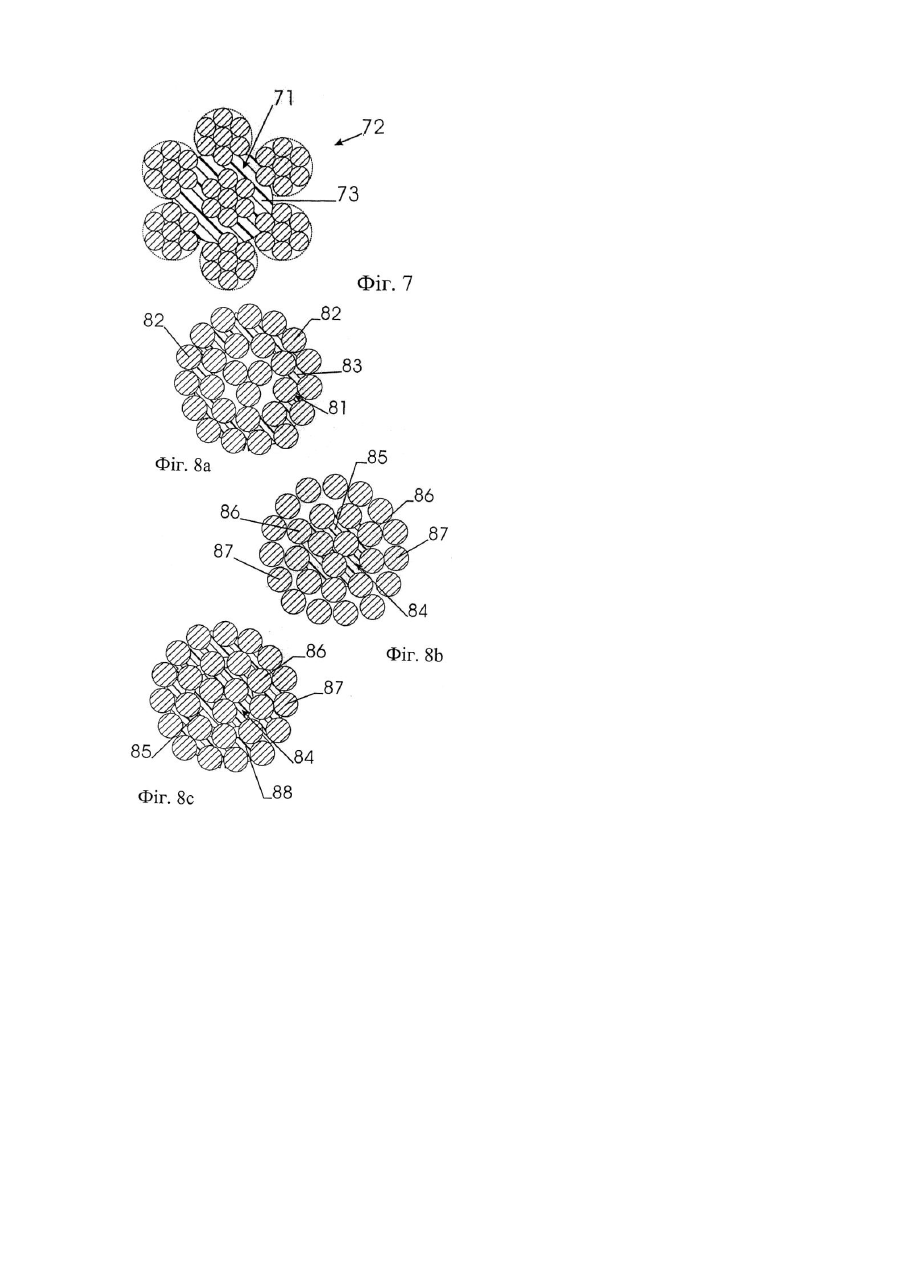
Даний винахід стосується сталевих кордів, а більш конкретно - стосується сталевих кордів, які можуть використовува тися для зміцнення гумових шин, особливо позадорожніх шин та конвеєрних стрічок. При застосуванні сталевого корду для зміцнення гуми існує тенденція використання кордів з високою міцністю на розтягнення, використовуючи високу міцність на розтягнення сталевих ниток. Для позадорожніх шин і конвеєрних стрічок використовують сталевий корд, який має різні шари сталевих елементів. Один або більше шарів сталевих елементів оточують сталевий корд, який називають «джгутом металевого осердя». Ці сталеві елементи можуть бути сталевими кордами або джгутами, які утворюють, наприклад, типову позадорожню конструкцію 7´(3+9) з сталевим кордом. Елементи можуть бути також сталевими нитками, які утворюють концентричні шаруваті корди, наприклад, 3+9+15. Такий сталевий корд розкрито [у патентній публікації GB1100686], причому цей корд містить дріт або джгут сердечника, покритий шаром невулканізованої резини. Однак використання сталевих ниток з високою міцністю на розтягнення для цих типів сталевих кордів має недолік. Спостерігається значна втрата міцності на розтягнення внаслідок операції або операцій скручування під час перетворення сталевих ниток у джгути, множинні джгути або в концентричні шаруваті корди, коли використовуються такі сталеві нитки з високою міцністю на розтягнення. Коли джгути, множинні джгути або концентричні шаруваті корди піддаються осьовому навантаженню, то різні нитки цих джгутів або кордів діють одна на одну з радіальними силами. Вони як би затискають одна одну. Було встановлено, що чим вище міцність на розтягнення нитки, тим більша втрата міцності на розтягнення при одночасному радіальному та осьовому навантаженнях. Це пояснює той факт, що чим більша міцність на розтягнення нитки, тим більша втрата міцності на розтягнення внаслідок операцій скручування, які використовуються для перетворення ниток у джгути або в концентричний шаруватий корд. Крім того, чим складніша конструкція множинних джгутів або концентричних шарува тих кордів, тим більша втрата міцності на розтягнення. Особливо, коли напрямки скручування різних шарів є різними. Наприклад, якщо джгут металевого осердя скручують у Z-напрямку, то перший шар сталевих ниток накручується навколо цього джгута металевого осердя в напрямку S, а другий шар накручується навколо шару, що лежить нижче, та джгута металевого осердя знов таки в напрямку Ζ. У результаті використання сталевих ниток з високою міцністю на розтягнення звичайно приводить до середнього або нормального рівня міцності на розтягнення та руйнівного навантаження утвореного сталевого корду або джгута, у той час як використання сталевих елементів з високою міцністю на розтягнення дозволяє сподіватись на більш високу міцність на розтягнення та руйнівне навантаження для сталевого корду або джгута. Спроба зниження втрати міцності на розтягнення починалася за рахунок створення сталевих кордів, які мають сталеві нитки з високою міцністю на розтягнення, однак результати не були цілком адекватними. Задачею даного винаходу є зменшення втрати міцності на розтягнення або руйнівного навантаження сталевих кордів з значним розтягненням, виконаними з можливістю використання для зміцнення гумових шин, зокрема, позадорожніх шин, або конвеєрних стрічок. Сталевий корд, відповідно до даного винаходу, має один або більше шарів сталевих елементів, навитих навколо джгута металевого осердя. Ці сталеві елементи можуть бути сталевими нитками або сталевими джгутами. Один або більше шарів сталевих елементів можуть бути навиті навколо джгута металевого осердя з використанням того самого або різного напрямку та/або кута скручування. Можна використовувати різні діаметри сталевої нитки, або конструкції джгута для створення сталевого корду, відповідно до винаходу. Сталевий корд, відповідно до даного винаходу, може бути так званим компактним кордом, конструкцією з багатьма джгутами або конструкцією з концентричними шарами. Сталевий корд, відповідно до даного винаходу, характеризується тим, що між джгутом металевого осердя і, щонайменше, одним шаром сталевих елементів, який навитий навколо цього джгута металевого осердя, передбачено шар полімерного матеріалу, при цьому товщина полімерного матеріалу більше 0,02мм. Нитки, що використовуються для створення різних сталевих елементів сталевого корду, відповідно до винаходу, переважно мають міцність на розтягнення більше 2000Н/мм 2, краще більше 2500Н/мм 2, і найкраще більше 2800Н/мм 2. Діаметр ниток, що використовуються для створення сталевого корду, відповідно до винаходу, складає менше 0,8мм, переважно між 0,15 і 0,6мм, найкраще між 0,175 і 0,35мм. Сталевий корд, відповідно до даного винаходу, характеризується тим, що між джгутом металевого осердя і, щонайменше, одним шаром сталевих елементів, який навитий навколо цього джгута металевого осердя, передбачено шар полімерного матеріалу. Цей шар полімерного матеріалу розділяє джгут металевого осердя і суміжний шар сталевих елементів один від одного. Полімерний шар запобігає у великій мірі зіткнень і точок дотику між нитками джгута металевого осердя і нитками суміжного шару сталеви х елементів. Мінімальна товщина полімерного шару між джгутом металевого осердя і суміжним шаром сталевих елементів повинна бути більше 0,02мм, краще більше 0,035мм, найкраще більше 0,05мм, наприклад, більше 0,1мм. Мінімальна товщина виміряється за допомогою наступної процедури: - корд розрізають у радіальному напрямку, щонайменше, у 5 різних місцях, торці полірують і фотографують поперечний переріз корду; - для кожного поперечного перерізу вимірюють мінімальну відстань між джгутом металевого осердя і кожним сталевим елементом шару сталевих елементів. Це здійснюють за допомогою вимірювання відстані між ниткою сталевого елемента, яка найближча до джгута металевого осердя, і ниткою джгута металевого осердя, яка найближча до сталевого елемента. З цих мінімальних відстаней обчислюють середню відстань; - мінімальну товщину полімерного шару обчислюють як середню величину, щонайменше, 5 середніх відстаней, отриманих, щонайменше, з 5 різних радіальних поперечних перерізів. Таку мінімальну товщину можна одержувати шля хом створення шару полімерного матеріалу навколо джгута металевого осердя перед накручуванням суміжного шару сталевих елементів навколо цього шару осердя. Для одержання найкращих результатів мінімальна товщина полімерного шару, утвореного навколо джгута металевого осердя перед накручуванням суміжного шару сталевих елементів, складає мінімально 0,05мм, найкраще більше 0,1мм. Товщина виміряється як оптична різниця діаметрів покритого і непокритого джгута або нитки, поділена на 2. Менша товщина полімерного шару перед накручуванням суміжного шару сталевих елементів приводить до частих точок місцевого торкання джгута металевого осердя і суміжних сталевих елементів, що, імовірно, обумовлюється спеціальним діаметром ниток, що використовуються. Можна припустити, хоча немає підтвердженої теорії, яка підтримує це припущення, що коли використовуються більш тонкі шари полімерного матеріалу, то тонкі нитки, які використовуються для створення суміжного шару або джгутів, що присутні у суміжних джгута х, можуть прорізатися через полімерний шар під час скручування сталевого корду, відповідно до винаходу. Під час скручування суміжні сталеві елементи зміщуються радіально всередину в напрямку джгута металевого осердя. Сталеві елементи як би вдавлюються в полімерний шар. Коли шар занадто тонкий перед скручуванням суміжного шару сталевих елементів, то полімерний шар може локально зрушуватися, або, так сказати, прорізатися за рахунок високих локальних радіальних напруг, що діють на полімерний шар. Суміжний шар сталевих елементів, переважно, накручують навколо джгута металевого осердя в протилежному напрямку щодо напрямку скручування джгута металевого осердя. Коли джгут металевого осердя має напрямок скручування S, то суміжний шар сталевих елементів, переважно, накручують навколо джгута металевого сердечника в напрямку Ζ після створення полімерного шару навколо шару осердя. Така конструкція сталевого корду найбільш повно використовує перевагу поліпшення руйнівного навантаження і міцності на розтягнення за рахунок застосування полімерного матеріалу, відповідно до винаходу. Очевидно, що полімерний шар не повинен бути також занадто товстим. Занадто товстий шар полімерного матеріалу між джгутом металевого осердя і суміжним шаром сталевих елементів робив би сталевий корд, відповідно до винаходу, нестійким і безперспективним для зміцнення позадорожніх шин та конвеєрних стрічок. Більше того, товсте покриття збільшує діаметр корду так, що потрібно більш товстий шар гуми для закладання кордів, що також збільшує вартість. Мінімальний полімерний шар між джгутом металевого осердя і суміжним шаром сталевих елементів не повинна перевищува ти 0,120мм. Сталеві корди, відповідно до винаходу, підвищують руйнівне навантаження сталевого корду, щонайменше, на 3% у порівнянні зі сталевим кордом з ідентичною конструкцією і сталевими елементами, що утворять сталевий корд, але без полімерного шару. Може бути отримане навіть збільшення руйнівного навантаження на більше ніж 5%. Сталеві корди, відповідно до винаходу, з руйнівним навантаженням більше 1500МПа або навіть більше 2000МПа є кращими і найбільш повно використовують перевагу зменшення втрати міцності на розтягнення за рахунок операцій скручування під час виготовлення сталевого корду. Сталеві корди, відповідно до винаходу, переважно мають, але не обмежуючись цим, конструкцію, відому як 7´(3+9), 7´(3+9+15), 3+9+9x3, 7´7, 7´19 або 19+8´7. Сталеві сплави, що використовуються для створення сталевих кордів, відповідно до винаходу, переважно мають вміст вуглецю між 0,70% і 1,10%, вміст марганцю між 0,40% і 0,70%, вміст кремнію між 0,10% і 0,40%, максимальний вміст сірки 0,03%, максимальний вміст фосфору 0,03%. Мікросплави з спеціальними елементами, такими як хром, нікель, ванадій, бор, кобальт, мідь молібден і т.д., не виключаються в кількостях від 0,01% до 0,50%. Переважно використовують термопластичний полімерний матеріал для створення шару полімерного матеріалу, такий як поліетилентерефталат (PET), поліамід (РА), складний поліефір (PES), поліпропілен (РР), полівінілхлорид (PVC), політетрафторетилен (PTFE) або полиетилен (РЕ) або їх сополімери. Переважно використовують поліетилентерефталат (PET). Полімерний матеріал можна одержувати різними шляхами, однак переважно екструдува ти полімерний матеріал навколо джгута металевого осердя. Для фахівців у даній області техніки зрозуміло, що коли сталевий корд, відповідно до винаходу, містить джгут металевого осердя і два або більш шарів сталевих елементів, то відповідно до даного винаходу, можна створювати різні шари полімерного матеріалу між різними шарами сталевих елементів. Навколо джгута металевого осердя, який може сам мати шарувату конструкцію, можна створювати перший шар полімерного матеріалу. Один або більше шарів сталевих елементів накручують навколо цього джгут металевого осердя з полімерним шаром. Другий шар може бути створений навколо цієї комбінації з джгута металевого осердя, першого шару полімерного матеріалу та суміжних шарів сталеви х елементів. Додаткові шари сталевих елементів створюють навколо цього другого шару полімерного матеріалу. Як альтернативне рішення, можна створювати більше шарів полімерного матеріалу і сталевих елементів. Варто використовувати ідентичну товщин у полімерного матеріалу, зазначену вище. Сталеві корди, відповідно до винаходу, можна використовувати для зміцнення позадорожніх шин або конвеєрних стрічок. Вони поєднують використання сталевих ниток з великою міцністю на розтягнення з одночасною компенсацією втрати міцності на розтягнення і руйнівне навантаження, зумовленої операціями скручування. Нижче наводиться докладний опис винаходу з посиланнями на креслення, на яких зображено: Фіг.1 - поперечний переріз сталевого корду з конструкцією з багатьох джгутів, відповідно до винаходу; Фіг.2 - частина Фіг.1; Фіг.3 - різні стадії створення конструкції сталевого корду, відповідно до винаходу, показаної на Фіг.1; Фіг.4-8 - поперечний переріз альтернативних варіантів виконання сталевого корду, відповідно до винаходу Кращий сталевий корд, відповідно до винаходу, показаний на Фіг.1 у вигляді конструкції 7´(3+9)+1. Сталевий корд містить джгут 11 металевого осердя, що має дванадцять сталевих ниток 12, який являє три сталеві нитки діаметром 0,245мм, скручених у напрямку Ζ з кроком 6,3, навколо яких накручені дев'ять ідентичних сталевих ниток 12 у напрямку Ζ з кроком 12,5. Шість сталевих ниток 13, що включають три сталеві нитки діаметром 0,245, скручених у напрямку S з кроком 6,3, навколо яких накручені дев'ять ідентичних сталевих ниток у напрямку S з кроком 12,5, накручені навколо джгута 11 металевого осердя з довжиною укладання 28мм, з утворенням суміжного шару сталевих елементів 13. Сталеві нитки, що містяться в цих сталевих елементах 13, називаються в подальшому сталевими нитками 14. Сталевий корд, відповідно до винаходу, додатково має сполучну нитку 15 діаметром 0,20мм, накручену навколо джгута металевого осердя і шару сталевих елементів з довжиною укладання 5мм у напрямку S. Відповідно до даного винаходу, між джгутом 11 металевого осердя і сталевих елементів 13 створено полімерний шар 16. У кращому варіанті виконання використовують PET. Для виготовлення всіх сталевих ниток 12 і 14 використовується сталевий сплав, що містить 0,82% С і 0,5% Мп. Елемент А на Фіг.1 показаний у збільшеному масштабі на Фіг.2. Мінімальна відстань 21 між сталевими нитками 12 джгута металевого осердя і сталевих ниток 14 суміжного шару сталеви х елементів вимірюють, як показано на Фіг.2. Ця мінімальна відстань 21 вимірювалась для кожного сталевого елемента 13 суміжного шару сталевих елементів. Для варіанта виконання, показаного на Фіг.1, середня відстань складає середню величину з шести мінімальних відстаней між джгутом 11 металевого осердя і кожним сталевим елементом 13. Мінімальна товщина була визначена шляхом обчислення середньої величини, щонайменше, п'яти середніх відстаней п'яти різних радіальних поперечних перерізів даного варіанта виконання винаходу. Варіант втілення, показаний на Фіг.1, може бути виконаний за допомогою стадій, показаних на Фіг.3. Джгут металевого осердя (3+9), позначений на Фіг.3 позицією 11, створюють з використанням відомої технології під час першої стадії 3а. На наступній стадії 3b створюють полімерний шар 16 навколо джгута 11 металевого осердя. Переважно, цей полімерний шар екструдують навколо джгута металевого осердя. Товщина полімерного матеріалу 31 переважно більше 0,05мм, найкраще більше 0,11мм. Під час наступної стадії 3с, шість сталевих елементів 13, що являють конструкції (3+9), накручують навколо полімерного шару 16. Додатково до цього, на стадії 3d може бути передбачена навита нитка 15. Чотири різних варіанти виконання даного винаходу на основі корду 7´(3+9)+1, що мають різні шари PET навколо шару осердя (3+9), порівнювалися з опорним кордом 7´(3+9)+1. Як показано в Таблиці, руйнівне навантаження збільшилося на більше, ніж 5 % для варіантів виконання, відповідно до даного винаходу. Таблиця Товщина покриття Руйнівне навантаження Варіант На джгуті металевого осердя Мінімальна товщина Руйнівне Навантаження-опорне виконання перед накручуванням полімерного шару корду, навантаження, навантаження/опорне сталевих елементів, (мм) згідно винаходу, (мм) (Н) навантаження (%) 7´(3+9)+1 (опорний) 0 0 10731 0 7´(3+9)+1 0,11 0,057 11356 +5,8 7´(3+9)+1 0,11 0,038 11510 +7,2 7´(3+9)+1 0,05 0,039 11253 +4,9 7´(3+9)+1 0,05 0,049 11268 +5,0 Для фа хівців у даній області техніки зрозуміло, що аналогічні результати можна одержати при використанні різних діаметрів ниток, сталевих сплавів і полімерних матеріалів. Інші конструкції показані на Фіг.4-8. На Фіг.4 показано радіальний поперечний переріз конструкції 19+(8´7). Джгут 41 металевого осердя, що має дев'ятнадцять сталевих ниток, оточений шаром з восьми сталевих елементів 42, при цьому кожен сталевий елемент має сім сталевих ниток. Між джгутом металевого осердя і шаром сталевих елементів передбачено шар полімерного матеріалу 43. На Фіг.5 показано радіальний поперечний переріз конструкції 7´19. Джгут 51 металевого осердя, що має дев'ятнадцять сталевих ниток, оточений шаром з шести сталевих елементів 52, при цьому кожен сталевий елемент має дев'ятнадцять сталевих ниток. Між джгутом металевого осердя і шаром сталевих елементів передбачено шар полімерного матеріалу 53. На Фіг.6 показано радіальний поперечний переріз конструкції 7´(3+9+15). Джгут 61 металевого осердя, що являє концентричний шаруватий корд типу (3+9+15), оточений шаром з шести сталеви х елементів 62, при цьому кожен сталевий елемент є концентричним шаруватим кордом типу (3+9+15). Між джгутом металевого осердя і шаром сталевих елементів передбачено шар полімерного матеріалу 63. На Фіг.7 показано радіальний поперечний переріз конструкції (7´7). Джгут 71 металевого осердя, який має сім сталевих ниток, оточений шаром з шести сталевих елементів 72, при цьому кожен сталевий елемент має сім сталевих ниток. Між джгутом металевого осердя і шаром сталевих елементів передбачено шар полімерного матеріалу 73. На Фіг.8а показано радіальний поперечний переріз концентричного шаруватого корду, який має джгут 81 металевого осердя, що являє корд типу (3+9), оточений шаром з п'ятнадцяти сталевих елементів 82, при цьому кожен сталевий елемент є сталевою ниткою. Між джгутом металевого осердя і цими п'ятнадцятьма нитками передбачено полімерний шар 83. Як альтернативне рішення, як показано на Фіг.8b, джгут 84 металевого осердя з трьох ниток може бути покритий першим полімерним шаром 85, після якого перший шар з дев'яти сталевих елементів 86 накручених навколо покритого джгута металевого осердя. Другий шар з п'ятнадцяти сталевих елементів 87 оточує перший шар з дев'яти сталевих елементів. Другий шар полімерного матеріалу 88 може бути передбачено між першим шаром сталевих елементів 8 6 і другим шаром сталевих елементів 87, як показано на Фіг.8с.
ДивитисяДодаткова інформація
Назва патенту англійськоюSteel cord for reinforcement of rubber tares and/or conveyor bands
Назва патенту російськоюСтальной корд для упрочнения резиновых шин и/или конвейерных лент
МПК / Мітки
МПК: D07B 1/00
Мітки: зміцнення, гумових, конвеєрних, корд, шин, стрічок, сталевий
Код посилання
<a href="https://ua.patents.su/6-74229-stalevijj-kord-dlya-zmicnennya-gumovikh-shin-ta-abo-konveehrnikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Сталевий корд для зміцнення гумових шин та/або конвеєрних стрічок</a>
Переносний пристрій ударного типу для механічного шарнірного з’єднання кінців конвеєрних стрічок із тканинним кордом, вузол механічного шарнірного з’єднання кінців конвеєрних стрічок і механічний шарнірний з’єд
Номер патенту: 60497
Опубліковано: 15.10.2003
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА
МПК: F16G 3/00
Мітки: стрічок, переносний, пристрій, механічний, кордом, типу, конвеєрних, з'єд, шарнірний, шарнірного, механічного, кінців, з'єднання, тканинним, ударного, вузол
Формула / Реферат:
1. Переносний пристрій ударного типу для механічного шарнірного з'єднання кінців конвеєрних стрічок із тканинним кордом, що має корпус, на якому встановлені притискачі для закріплення конвеєрної стрічки при запресовуванні скоб, опорна плита, у пазах якої розміщені і зафіксовані касети U-подібних з'єднувачів для кріплення їх П-подібними скобами до кінців конвеєрної стрічки, напрямну плиту, що має наскрізні напрямні в нижній частині для...
Пристрій для вулканізації конвеєрних стрічок
Номер патенту: 70896
Опубліковано: 15.10.2004
Автори: Андрощук Олександр Дмитрович, Кір'язєв Петро Миколайович, Войтенко Валерій Іванович, Новіков Валерій Васильович, Розсипний Олександр Миколайович
МПК: B29C 35/02, B29L 29/00
Мітки: пристрій, вулканізації, стрічок, конвеєрних
Формула / Реферат:
Пристрій для вулканізації конвеєрних стрічок, що містить верхню та нижню траверси, з’єднані одна з одною по кінцях за допомогою елементів кріплення, та нагрівальні плити, який відрізняється тим, що у верхню траверсу вмонтовано механічний компенсатор прогину, який містить велике коромисло з можливістю обертання відносно осі, закріпленої на вертикальних стінках траверси, два малих коромисла з можливістю обертання відносно своїх осей,...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 64344
Опубліковано: 16.02.2004
Автор: Кузьменко Володимир Іванович
МПК: B29D 29/00
Мітки: з'єднання, спосіб, конвеєрних, стрічок
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 41552
Опубліковано: 17.09.2001
Автори: Доброногова Вікторія Юріївна, Кузьменко Володимир Іванович
МПК: B22D 29/00
Мітки: конвеєрних, стрічок, спосіб, з'єднання
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому з'єднувані кромки спочатку викладають одна на одну зі зміщенням їх поздовжніх осей у поперечному напрямку, обробляють з'єднувані кромки стрічок, виконуючи на кожній з них, чергуючи по ширині, кромки западин і виступів, з одночасним зрізом бокових граней виступів двох кромок під кутом 30 - 60° до поверхні стрічки вздовж площин, які перетинаються упродовж лінії сполучення, яка розташована під кутом...
Спосіб з’єднання конвеєрних стрічок
Номер патенту: 70666
Опубліковано: 15.10.2004
Автор: Кузьменко Володимир Іванович
МПК: B65G 15/30
Мітки: спосіб, стрічок, з'єднання, конвеєрних
Формула / Реферат:
Спосіб з'єднання конвеєрних стрічок, при якому на кінцях кромок гумотканевої стрічки, що з'єднують, виконують поперечне різання до тканевих шарів зі ступінчастим зрізанням для утворення східців, середні з яких зрізають по довжині менш крайніх східців, які потім шерохують, укладають на східці шар сирої гуми, передчасно оброблену розчинником, потім виконують збирання стику, укладають на зовнішні поверхні крайніх східців по ширині стрічки...
Попередній патент: Похідні піроло[2,3-d]піримідину, специфічні до аденозинового a1, a2а і a3 рецептора, спосіб їх одержання та фармацевтична композиція
Наступний патент: Спосіб визначення кутових координат цілі і пристрій для його реалізації
Випадковий патент: Спосіб одержання вінілацетату