Інструмент для отримання наноструктурних поверхневих шарів деталей машин
Номер патенту: 75804
Опубліковано: 10.12.2012
Автори: Гурей Ігор Володимирович, Гурей Володимир Ігорович, Кирилів Володимир Іванович

Формула / Реферат
Інструмент для отримання наноструктурних поверхневих шарів деталей машин, що виконаний із титанового сплаву або нержавіючої сталі, у вигляді диска з робочою частиною на периферії та посадочним отвором у вигляді конуса Морзе, який відрізняється тим, що на робочій частині інструменту нарізані поперечні пази у кількості
![]() ,
,
де ![]() - зовнішній діаметр інструменту, мм;
- зовнішній діаметр інструменту, мм;
![]() - ширина паза, яка складає
- ширина паза, яка складає ![]() ,
,
![]() - ширина зони контакту інструмент-деталь, мм.
- ширина зони контакту інструмент-деталь, мм.
Текст
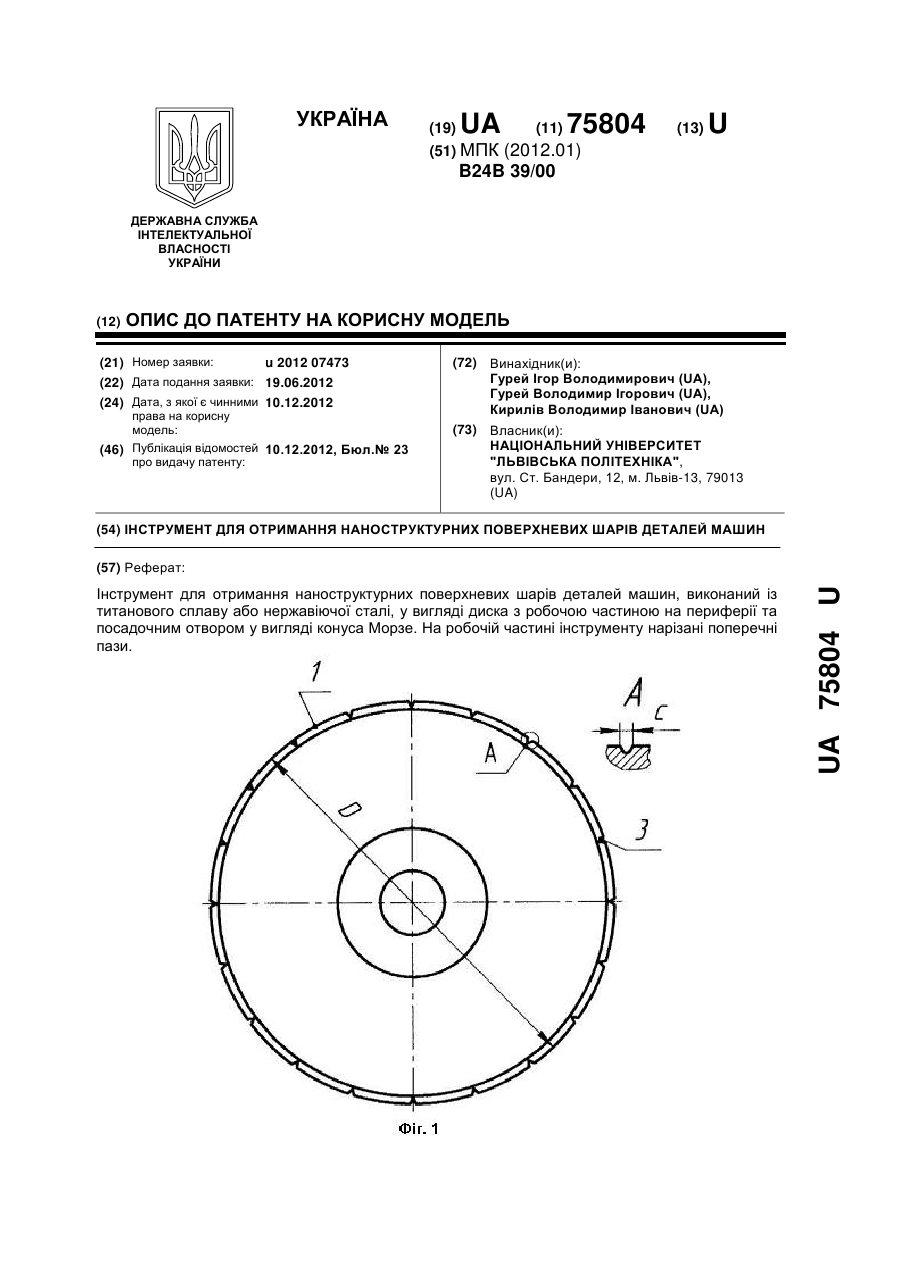
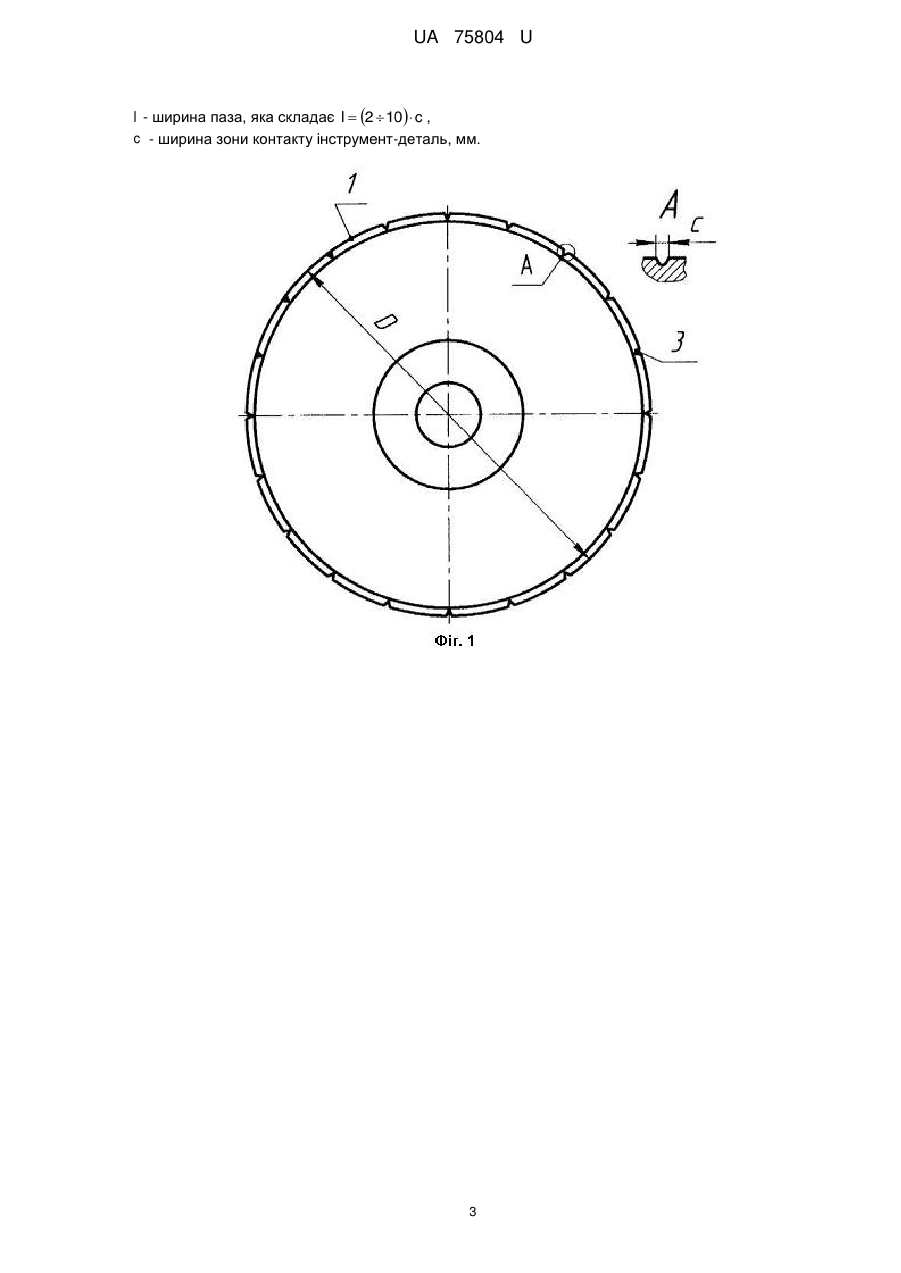
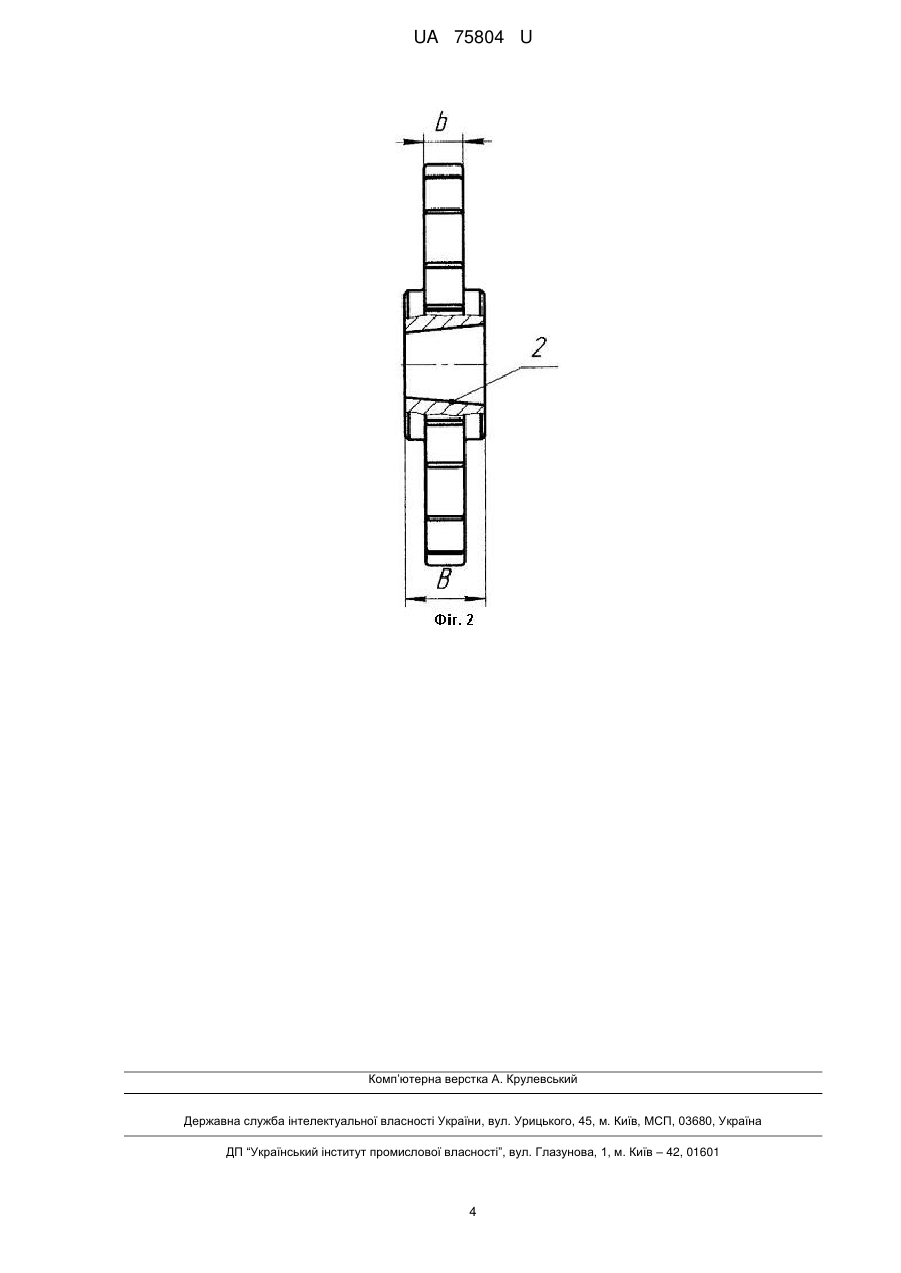
Реферат: UA 75804 U UA 75804 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, до засобів отримання поверхневих нанокристалічних структур за рахунок інтенсивної термопластичної деформації під час високошвидкісного тертя і може бути використана для поверхневого зміцнення високонавантажених робочих поверхонь сталевих і чавунних деталей машин для захисту від зношування, корозійно-ерозійного та втомного руйнування. Може бути застосована у машинобудуванні, нафтобазо- та гірничовидобувній галузях, металургії, комунальному господарстві та ін. Відомий інструмент для отримання наноструктурних поверхневих шарів деталей машин, який за конструкцією являє собою стальний диск з конічним посадочним отвором та гладкою робочою частиною на периферії, що використовується при фрикційному зміцненні, яке за своїм принципом аналогічне шліфуванню (плоскому або круглому) і виконується на шліфувальних або спеціальних верстатах [Бабей Ю.И. Физические основы импульсного упрочнения стали и чугуна. - К.: Наукова думка, 1988. - С. 22-24.]. Фрикційне зміцнення полягає у високошвидкісному нагріванні поверхневих шарів деталей машин до температур вище точки фазових перетворень за рахунок високошвидкісного тертя інструмента по оброблюваній деталі, одночасному зсувному деформуванню та наступному високошвидкісному охолодженні за відводу теплоти в глибину оброблюваної деталі. Відомий інструмент для отримання наноструктурних поверхневих шарів деталей машин, виконаний із титанового сплаву або нержавіючої сталі, у вигляді диска з робочою частиною на периферії та посадочним отвором у вигляді конуса Морзе. У диску виконані радіальні отвори, в яких розташовані пальці з повернутими всередину диска буртами, що контактують з корпусом інструменту, причому пальці виконують з матеріалу твердістю HRC 52-55, наприклад зі сталі, а кількість пальців вибирають із співвідношення: D , n 3 5 d де D - зовнішній діаметр диска, мм; d - діаметр пальців, мм [патент № 42155 UA. Кирилів В.І., Никифорчин Г.М. Інструмент для отримання нанокристалічних структур високошвидкісним тертям. Опубл. 25.06.2009. Бюл. № 12]. Але даний інструмент є складним у виготовленні, має низьку продуктивність процесу оброблення та не забезпечує задовільну шорсткість обробленої поверхні. При обробленні таким інструментом існує постійний контакт між інструментом та деталлю у зоні їх контакту, що створює неперервний тепловий потік енергії. При проходженні пальців відбувається часткова зміна зсувного деформування. В основу корисної моделі поставлена задача створення інструменту, в якому нове виконання робочої поверхні диска забезпечували б циклювання теплового потоку, який виникає у зоні контакту інструмент-деталь. У зоні контакту інструмент-деталь діють імпульси теплової енергії та ударного і зсувного деформування, що приводять до підвищення товщини зміцненого шару та покращання якісних параметрів оброблених поверхні, збільшення зносостійкості зміцнених деталей та стійкості інструменту. Поставлена задача вирішується тим, що інструмент виконаний із титанового сплаву або нержавіючої сталі у вигляді диска з робочою частиною на периферії та посадочним отвором у вигляді конуса Морзе, згідно з корисною моделлю, на робочій частині інструменту нарізані поперечні пази у кількості D , n 2 20 l де D - зовнішній діаметр інструменту, мм; l - ширина паза, яка складає l=(2÷10)с, с - ширина зони контакту інструмент-деталь, мм. Це забезпечує використання інструмента з нарізаними поперечними пазами на його робочій частині під час фрикційного зміцнення деталей машин. У зоні контакту інструмент-деталь виникають додаткові ударні навантаження. Під час проходження паза над зоною контакту інструмент-деталь контакт між ними розривається і при входженні нової гладкої частини виникає ударне деформування поверхневого шару металу. Така конструкція робочої поверхні інструменту приводить до багатократно повторюваного процесу деформування поверхневого шару металу деталей, що дозволяє отримати високий ступінь деформації та інтенсифікувати процеси зсувного деформування поверхневого шару. На поверхні деталей машин формуються нанокристалічні структури у вигляді білих шарів з покращеними фізико-механічними властивостями. Покращуються якісні параметри оброблюваної поверхні, зменшуються складові сили взаємодії інструменту та деталі в зоні їх контакту, що дає зменшення потужності, затрачуваної на процес зміцнення. Спрощено конструкцію інструменту. 1 UA 75804 U 5 10 15 20 25 30 Суть корисної моделі пояснюють креслення. На фіг.1 зображено інструмент для отримання наноструктурних поверхневих шарів деталей машин. Він виконаний у вигляді диска 1 з посадочним конічним отвором (конус Морзе) 2, на периферії якого на робочій частині вирізані поперечні пази 3. Інструмент для отримання наноструктурних поверхневих шарів деталей машин працює наступним чином. Фрикційне зміцнення належить до методів поверхневого зміцнення з використанням висококонцентрованих потоків енергії, який утворюється в зоні контакту інструмент-деталь при високошвидкісному (60-80 м/с) терті металевого інструмента по оброблюваній поверхні деталі. Фрикційне зміцнення за принципом роботи подібне до шліфування, для його здійснення використовують модернізовані плоско-круглошліфувальні верстати або спеціальне розроблене обладнання на базі токарного верстата. Інструмент кріпиться безпосередньо на конусі шпинделя верстата, щоб зменшити його биття і відповідно вібрації. При терті інструмента по оброблюваній деталі в зоні їх контакту проходить локальне нагрівання поверхневих шарів металу до температур 900-1200 К. У зону обробки подають технологічне середовище, яке усуває схоплювання інструмента і оброблюваної поверхні деталі та покращує тепловідвід від оброблюваної поверхні та швидке охолодження оброблюваної поверхні. У процесі фрикційної обробки у поверхневих шарах деталей за рахунок високошвидкісного нагрівання та наступного високошвидкісного охолодження проходять структурно-фазові перетворення. У поверхневих шарах виникають білі шари, які мають нанокристалічну структуру, товщиною 100-500 мкм з підвищеною твердістю 8-11,5 ГПа у залежності від оброблюваного матеріалу та режимів обробки. Зона контакту інструмент-деталь навантажується силою, що притискає інструмент до оброблюваної поверхні, яка дорівнює 3001200 Н при проходженні гладкої робочої частини інструменту через зону контакту і рівна нулю при проходженні паза. При проходженні паза над зоною контакту інструмент-деталь припиняється дія теплового потоку на поверхневий шар металу та відбувається розвантаження зони контакту. Під час входження в контакт гладкої робочої частини інструменту у зоні контакту виникають ударні навантаження, які приводять до зростання зсувного деформування поверхневого шару металу. Поперечні пази, нанесені на робочій частині інструменту, сприяють подачі технологічного середовища у зону контакту інструмент-деталь, що покращує параметри якості обробленої поверхні та інтенсифікує процеси зсувного деформування поверхневого шару металу деталі (табл. 1). Стійкість інструменту (час між суміжними правлення робочої поверхні) збільшується, що позитивно впливає на продуктивність процесу зміцнення. Таблиця 1 Залежності параметрів зміцненого шару при зміцненні різними інструментами Тип інструменту З гладкою робочою частиною З вставними пальцями З поперечними пазами 35 40 Твердість, ГПа Товщина зміцненого шару, мкм Шорсткість обробленої поверхні Ra, мкм 10,0 290 2,2 11,5 11,5 320 350 1,2 0,8 Пропонований інструмент простий за конструкцією, надійний в експлуатації, має високу стійкість. Використання запропонованого інструменту підвищує якість обробленої поверхні у 1,52,5 разу порівняно із аналогом і прототипом. Використання інструменту дозволяє отримувати на поверхні деталей машин нанокристалічні структури у вигляді білих шарів з покращеними трибологічними властивостями - низьким коефіцієнтом тертя і високою зносотривкістю. Ресурс роботи таких деталей підвищується в 2-3 рази порівняно із гартованими деталями. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Інструмент для отримання наноструктурних поверхневих шарів деталей машин, що виконаний із титанового сплаву або нержавіючої сталі, у вигляді диска з робочою частиною на периферії та посадочним отвором у вигляді конуса Морзе, який відрізняється тим, що на робочій частині інструменту нарізані поперечні пази у кількості D , n 2 20 l де D - зовнішній діаметр інструменту, мм; 2 UA 75804 U l - ширина паза, яка складає l 2 10 c , c - ширина зони контакту інструмент-деталь, мм. 3 UA 75804 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for production of nanostructured surface layers of machine parts
Автори англійськоюHurei Ihor Volodymyrovych, Hurei Volodymyr Ihorovych, Kyryliv Volodymyr Ivanovych
Назва патенту російськоюИнструмент для получения наноструктурных поверхностных слоев деталей машин
Автори російськоюГурей Игорь Владимирович, Гурей Владимир Игоревич, Кирилив Владимир Иванович
МПК / Мітки
МПК: B24B 39/00
Мітки: машин, наноструктурних, отримання, шарів, поверхневих, інструмент, деталей
Код посилання
<a href="https://ua.patents.su/6-75804-instrument-dlya-otrimannya-nanostrukturnikh-poverkhnevikh-shariv-detalejj-mashin.html" target="_blank" rel="follow" title="База патентів України">Інструмент для отримання наноструктурних поверхневих шарів деталей машин</a>
Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією
Номер патенту: 70431
Опубліковано: 11.06.2012
Автори: Курнат Іван Миколайович, Кирилів Володимир Іванович, Гурей Ігор Володимирович, Максимів Ольга Володимирівна, Никифорчин Григорій Миколайович
МПК: B24B 39/00
Мітки: інструмент, отримання, різнонаправленою, деформацією, наноструктур, термопластичною, поверхневих
Формула / Реферат:
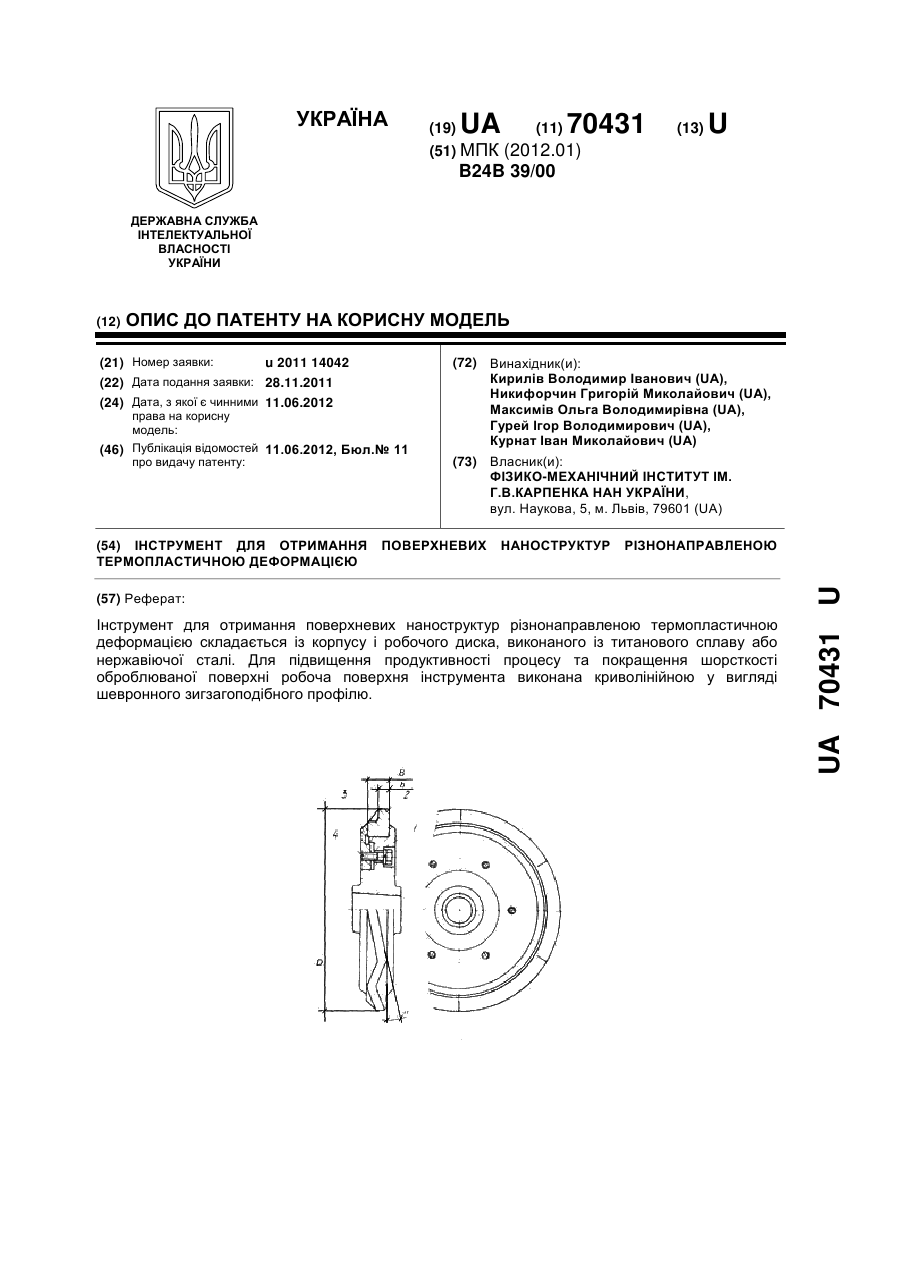
Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією, який складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі, причому для підвищення продуктивності процесу та покращення шорсткості оброблюваної поверхні робоча поверхня інструмента виконана криволінійною у вигляді шевронного зигзагоподібного профілю з кутом нахилу шеврона 12-30°, а кількість зигзагів...
Спосіб отримання нанокристалічних структур на поверхні деталей машин
Номер патенту: 42154
Опубліковано: 25.06.2009
Автори: Кирилів Володимир Іванович, Никифорчин Григорій Миколайович
МПК: B24B 39/00
Мітки: деталей, отримання, поверхні, структур, нанокристалічних, машин, спосіб
Формула / Реферат:
Спосіб отримання нанокристалічних структур на поверхні деталей машин за рахунок високошвидкісного тертя, який полягає у тому, що нанокристалічні структури отримують шляхом нагрівання приповерхневого шару до температур 1100-1300 К і термопластичного деформування поверхні деталі тертям спеціальним металевим інструментом, що обертається зі швидкістю 65-80 м/с, притискається до оброблюваної деталі з питомим тиском 1,0-1,6 ГПа, а деталь...
Спосіб контролю початкових фаз зсуву поверхневих шарів грунту
Номер патенту: 41636
Опубліковано: 17.09.2001
Автори: Гнап Арлен Карпович, Коваленко Микола Йосипович
Мітки: поверхневих, шарів, початкових, фаз, контролю, спосіб, грунту, зсуву
Формула / Реферат:
Спосіб контролю початкових фаз зсуву поверхневих шарів грунту, який включає подачу сигналу лазерного променя почергово на відзеркалюючі поверхні контрольованих точок, прийом відбитого променя світлочутливими елементами на фотолінійці, реєстрацію відхилення відбитого променя фотолінійкою, по якому судять про відхилення контрольованої точки поверхневих шарів грунту від початкового положення.
Спосіб отримання дифузійного борованого покриття на робочих поверхнях деталей машин
Номер патенту: 93811
Опубліковано: 10.03.2011
Автор: Стецько Андрій Євгенович
МПК: C23C 12/00, C23C 10/00, C23C 10/02, B05D 1/00
Мітки: спосіб, робочих, деталей, борованого, дифузійного, покриття, отримання, машин, поверхнях
Формула / Реферат:
Спосіб отримання дифузійного борованого покриття на робочих поверхнях деталей машин, що включає нанесення на поверхню деталі обмазки, до складу якої входить карбід бору і зв'язуюче, сушіння і нагрівання, який відрізняється тим, що в обмазці як зв'язуюче використовують розчин клею БФ в ацетоні, і вона додатково містить оксид заліза, деревне вугілля та активатор - фторид натрію, при такому співвідношенні (мас. %): карбід бору...
Спосіб отримання рельєфних зносостійких азотованих шарів стальних деталей
Номер патенту: 44643
Опубліковано: 12.10.2009
Автори: Марчук Володимир Єфремович, Рутковський Анатолій Віталійович, Цибаньов Георгій Васильович, Калініченко Віталій Іванович, Ляшенко Борис Артемович, Шульга Іван Федорович
Мітки: азотованих, шарів, зносостійких, отримання, стальних, деталей, рельєфних, спосіб
Формула / Реферат:
Спосіб отримання рельєфних зносостійких азотованих шарів стальних деталей, що включає механічне утворення на поверхні тертя рельєфу заглибин, що утримують мастильні матеріали та вилучені абразивні частки, який відрізняється тим, що після механічного утворення рельєфу заглибин на поверхні тертя поверхню тертя і заглибини додатково піддають іонному азотуванню.
Попередній патент: Спосіб ендоваскулярно-хірургічного лікування сполучених аневризм аорти і здухвинних артерій
Наступний патент: Шихта для виробництва спеціальних видів коксу
Випадковий патент: Безступінчаста коробка передач з конусними барабанами, кулачками замкового типу, планетарною передачею та електричним приводом