Установка для виготовлення наливної футерівки металургійних ємкостей
Номер патенту: 76656
Опубліковано: 10.01.2013
Автори: Мосьпан Вячеслав Вікторович, Слівченко Анатолій Іванович, Кравченко Юрій Володимирович, Колобов Ігор Васильович, Єрмоленко Ганна Володимирівна, Івко Володимир Вікторович, Антонов Юрій Григорович, Родь Олександр Григорович, Музирін Олександр Олегович, Завгородній Максим Сергійович, Тонконог Анатолій Олексійович, Щербина Дем'ян Павлович
Формула / Реферат
Установка для виготовлення наливної футерівки металургійних ємкостей, переважно промковшів, що містить шаблон, розміщений у промковші, та вузли готування і подавання вогнетривкої маси, яка відрізняється тим, що на броню днища промковша по осях сталевипускних отворів додатково встановлені основою меншого діаметра металеві порожнисті конуси, основа більшого діаметра яких являє собою розташований нижче торця конуса кільцевий елемент, на верхню площину якого встановлений знімний диск, вкритий м'яким волокнистим матеріалом, а до нижньої жорстко закріплена траверса, при цьому металеві порожнисті конуси сполучені з бронею днища промковша рознімними з'єднаннями.
Текст
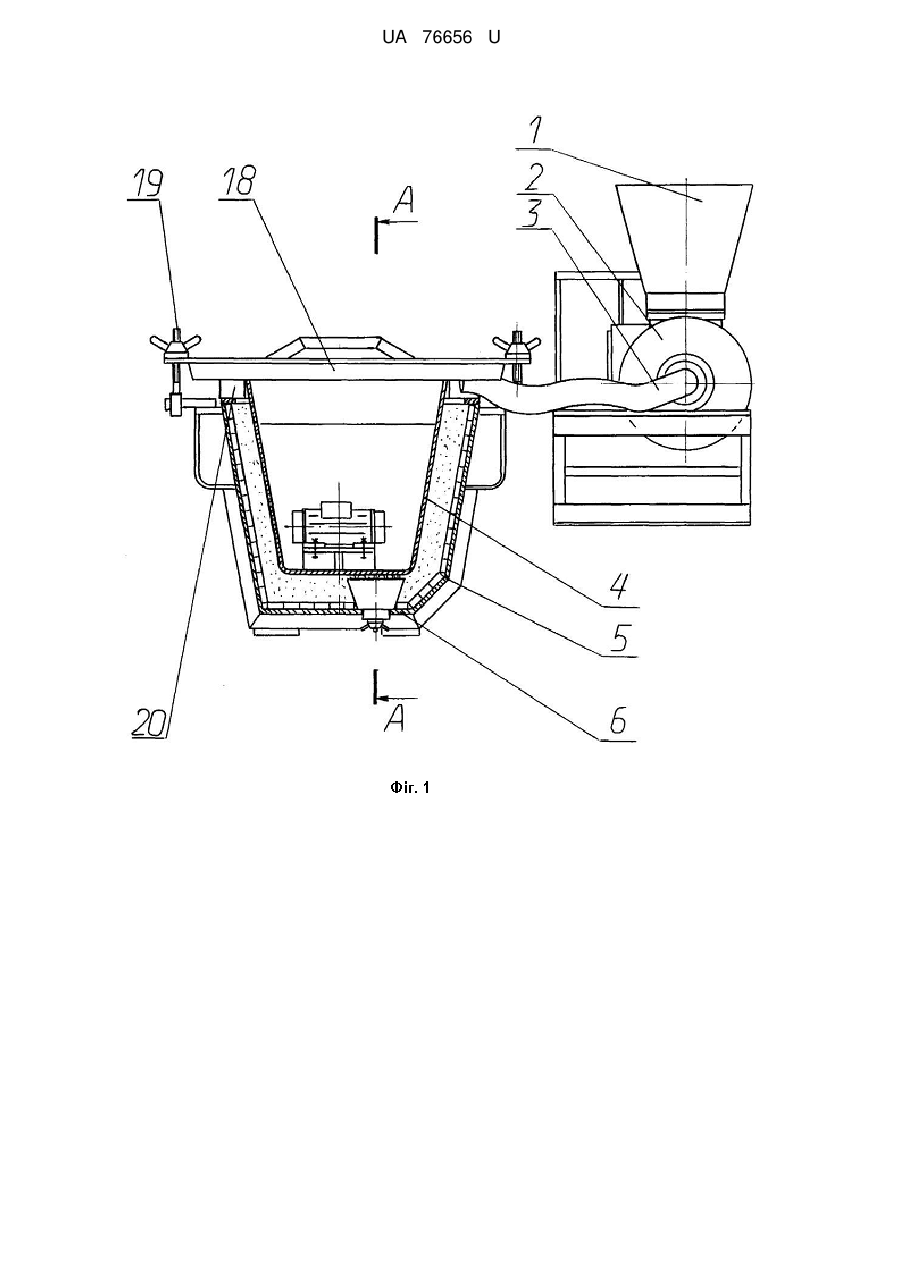
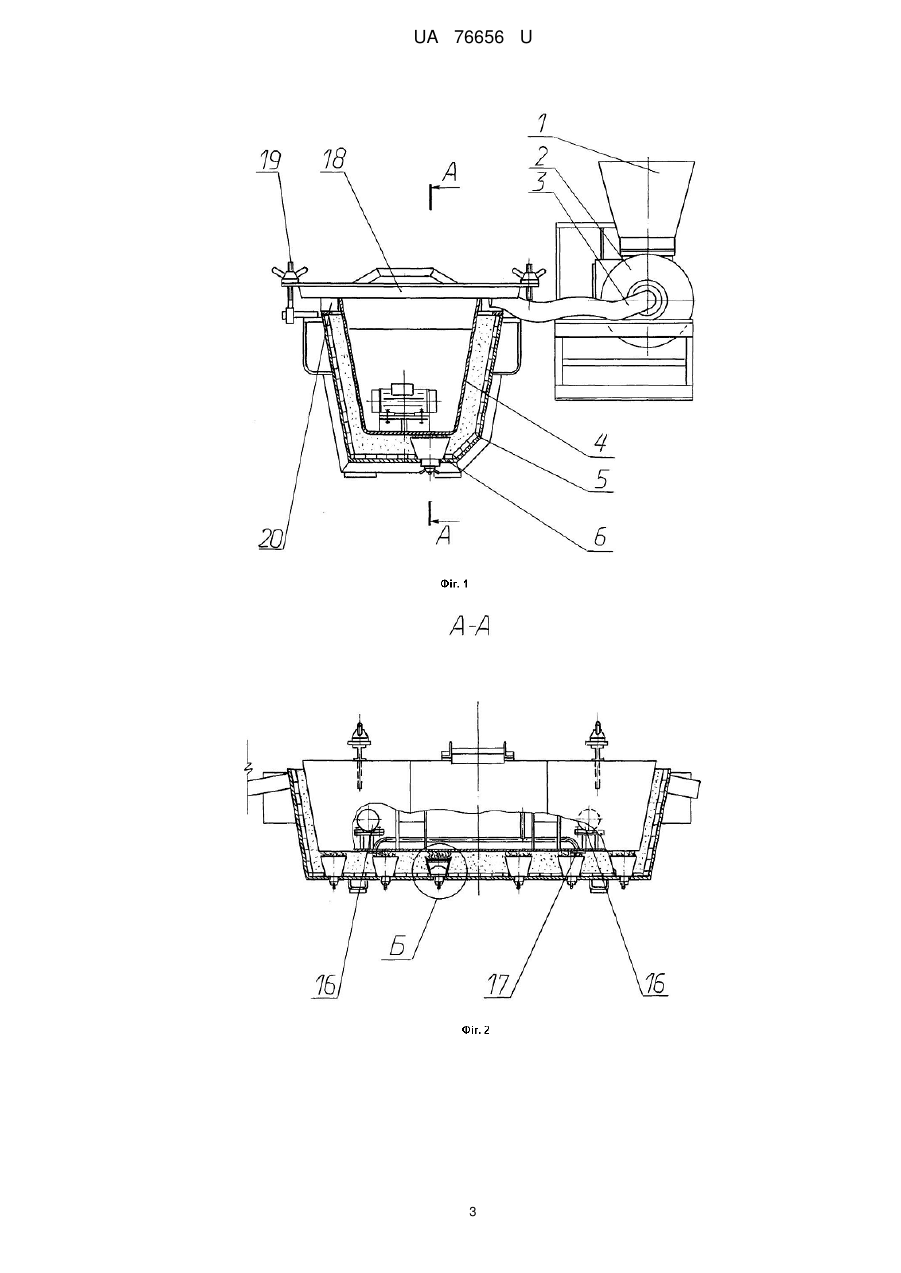
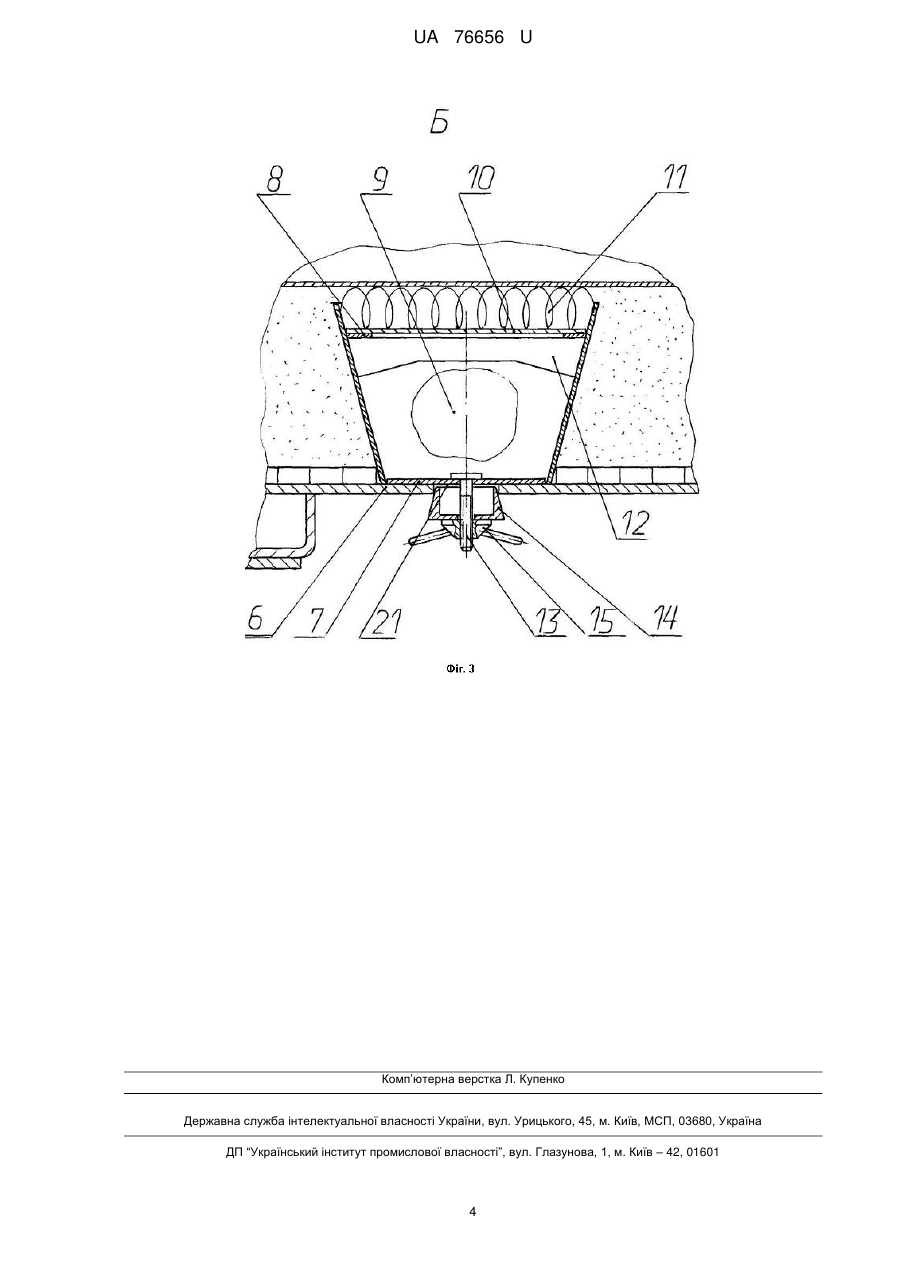
Реферат: Установка для виготовлення наливної футерівки металургійних ємкостей містить шаблон, розміщений у промковші, та вузли готування і подавання вогнетривкої маси. На броню днища промковша по осях сталевипускних отворів додатково встановлені основою меншого діаметра металеві порожнисті конуси, основа більшого діаметра яких являє собою розташований нижче торця конуса кільцевий елемент, на верхню площину якого встановлений знімний диск, вкритий м'яким волокнистим матеріалом, а до нижньої жорстко закріплена траверса, при цьому металеві порожнисті конуси сполучені з бронею днища промковша рознімними з'єднаннями. UA 76656 U (12) UA 76656 U UA 76656 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі чорної металургії і може бути використана для виготовлення монолітних футерівок металургійних ємкостей, зокрема, для виготовлення наливних футерівок проміжних ковшів машин безперервного лиття заготовок. Відомий пристрій для футерування металургійних ємкостей, що містить вузол приготування вогнетривкої маси, шаблон, розташований в ковші, встановленому на рухливому візку (а.с. СРСР № 603498, кл. B22D41/02, 1978). Вогнетривка маса подається в порожнини, утворені арматурним шаром ковша і стінкою шаблона, при цьому заповнення поздовжніх порожнин здійснюється при переміщенні візка з ковшем. Недоліком пристрою є неможливість виготовлення футерівки ковшів, іншої, відмінної від прямокутної конфігурації. Відома установка для наливного футерування ковшів, що містить змішувач, ємкості, шаблон і ківш, розташовані на платформі, що обертається, самохідного візка (Азиков Б.А, Земцов М.У., Малахов М.В., Наливкин Н.П. Засоби механізації в металургії. Довідник, кн.2 – М.: Металургія, 1989. - С. 42). Наявність платформи, що обертається, на самохідному візку дозволяє виконувати футерування ковшів різної конфігурації, поєднуючи обертання ковша і переміщення візка. Недоліком цієї установки є складність синхронізації переміщення самохідного візка і обертання ковша з платформою. Крім того, відсутність пристрою, що забезпечує ущільнення маси, погіршує якість отримуваної футерівки. Найбільш близькою по технічній суті до запропонованої корисної моделі є установка для виготовлення монолітної футерівки металургійних ємкостей, що містить шаблон, розміщений у ковші, та вузли готування і подавання вогнетривких мас, встановлені нерухомо відносно ковша із шаблоном, та вібратори, змонтовані на днищі шаблона (Патент UA № 60615, кл. B22D41/02, 2003). Вузли готування і подавання вогнетривкої маси в установці відносно до ковша із шаблоном встановлені нерухомо, що значно спростило конструкцію самої установки, а наявність вібраторів, встановлених на днищі шаблона, дозволила підвищити якість і стійкість футерівки стін і днища ковша. Основний недолік цієї установки полягає в неможливості одночасного виконання монолітної футерівки стін і днища промковша зі складною конструкцією днища. Це призводить до зниження стійкості футерівки, підвищення витрат матеріальних і трудових ресурсів. В основу корисної моделі поставлена задача вдосконалення конструкції установки для виготовлення наливної футерівки металургійних ємкостей шляхом додаткового введення пристрою для виконання монолітної футерівки днища складної конструкції, що дає змогу здійснювати футерування одночасно стін і днища промковша необхідної форми, підвищити якість і стійкість футерівки, значно знизити витрати фізичних сил та матеріалів, розширити технологічні можливості установки. Поставлена задача вирішується тим, що в установці для виготовлення наливної футерівки металургійних ємкостей, переважно промковшів, що містить шаблон, розміщений у промковші, та вузли готування і подавання вогнетривкої маси, відповідно до корисної моделі, на броню днища промковша по осях сталевипускних отворів додатково встановлені основою меншого діаметра металеві порожнисті конуси, основа більшого діаметра яких являє собою розташований нижче торця конуса кільцевий елемент, на верхню площину якого встановлений знімний диск, вкритий м'яким волокнистим матеріалом, а до нижньої жорстко закріплена траверса, при цьому металеві порожнисті конуси сполучені з бронею днища промковша рознімними з'єднаннями. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображена установка для виготовлення наливної футерівки металургійних ємкостей; на фіг. 2 - розріз А-А на фіг. 1; на фіг. 3 - вузол Б на фіг. 2. Установка містить вузли готування і подавання вогнетривкої маси, що складаються з бункера-приймача 1 сипких матеріалів, змішувача 2 і матеріалопроводу 3 для подавання футерувальної суміші в порожнину між зовнішньою поверхнею стінки шаблона 4 і арматурним шаром промковша 5. На броню 6 днища промковша 5 встановлені металеві порожнисті конуси, сполучені з бронею 6 днища рознімними з'єднаннями. Металеві порожнисті конуси містять основу 7 меншого діаметра і основу більшого діаметра, виконану у вигляді кільцевого елемента 8, розташованого нижче торця конуса 9, знімний диск 10, вкритий м'яким волокнистим матеріалом 11, та траверсу 12 для встановлення і демонтажу металевих порожнистих конусів в промківш 5. Рознімні з'єднання містять різьбовий стержень 13, стакан 14 і кріпильний елемент 15, наприклад, спецгайку. 1 UA 76656 U 5 10 15 20 25 30 35 На днищі шаблона 4 встановлені вібратори 16 для створення спрямованих коливань, а також вмонтовані пневмоклапани 17 для подавання стиснутого повітря перед вийманням шаблона з промковша 5. На балках 18 шаблона 4 встановлені стяжки-фіксатори 19, якими шаблон 4 кріпиться через амортизатори 20 до промковша 5. Установка працює таким чином. За допомогою електромостового крана промківш 5 подають на стенд, де на броню його днища встановлюють металеві порожнисті конуси, при цьому різьбовий стержень 13 рознімного з'єднання вводять в сталевипускний отвір 21 промковша 5. Центрують металевий конус відносно сталевипускного отвору 21, для чого на різьбовий стержень 13 встановлюють стакан 14 до упирання його в зовнішню поверхню броні днища промковша 5, після чого виконують фіксацію положення металевого порожнистого конуса за допомогою кріпильного елемента 15. Цю операцію виконують на всіх металевих порожнистих конусах, кількість яких залежить від кількості струменів машини безперервного лиття заготовок. Промківш 5 подають на робоче місце біля установки для виготовлення наливної футерівки, де на кільцевий елемент 8 металевого порожнистого конуса встановлюють знімний диск 10, а порожнину, що утворена знімним диском 10 і торцем конуса 9 з надлишком заповнюють м'яким волокнистим матеріалом 11. Електромостовим краном шаблон 4 подають в промківш 5 і встановлюють його через амортизатори 20 у підвішеному стані. Кріплять шаблон 4 до промковша 5 за допомогою стяжокфіксаторів 19. Вогнетривку масу з бункера-приймача 1 подають в змішувач 2, через матеріалопровод 3 готову суміш подають в порожнину між зовнішньою поверхнею стін шаблона 4 і арматурним шаром промковша 5. Для більш рівномірного розподілу маси по периметру промковша 5 і її якісного ущільнення час від часу включають вібратори 16, які створюють коливання уздовж шаблона 4. Суміш під впливом коливань розтікається під днищем шаблона 4 в усіх напрямках і рівномірно заповнює порожнину між шаблоном і арматурним шаром промковша 5, вільно проникає в простір між металевими порожнистими конусами і охоплює їх з усіх боків, створюючи монолітну футерівку. Після затвердіння вогнетривкої маси перед вийманням шаблона 4 з промковша 5 через пневмоклапани 17 подають під тиском стиснуте повітря або газ, що дозволяє легко, без ушкодження футерівки, вийняти шаблон 4. Після виймання шаблона 4 видаляють волокнистий матеріал 11 і знімні диски 10, демонтують кріпильні елементи 15 і стакани 14. Вантажопідіймальним механізмом за траверсу 12 порожнисті металеві конуса виймають з промковша 5. Далі зафутерований промківш 5 подають на сушку. Використання установки запропонованої конструкції дозволить відмовитися від застосування штучних вогнетривів для футерування стін і днища промковшів, підвищити стійкість футерівки, зменшити трудомісткість робіт та витрати на вогнетривкі матеріали. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Установка для виготовлення наливної футерівки металургійних ємкостей, переважно промковшів, що містить шаблон, розміщений у промковші, та вузли готування і подавання вогнетривкої маси, яка відрізняється тим, що на броню днища промковша по осях сталевипускних отворів додатково встановлені основою меншого діаметра металеві порожнисті конуси, основа більшого діаметра яких являє собою розташований нижче торця конуса кільцевий елемент, на верхню площину якого встановлений знімний диск, вкритий м'яким волокнистим матеріалом, а до нижньої жорстко закріплена траверса, при цьому металеві порожнисті конуси сполучені з бронею днища промковша рознімними з'єднаннями. 2 UA 76656 U 3 UA 76656 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMachine for manufacturing pourable lining of metallurgical tanks
Автори англійськоюZavhorodnii Maksym Serhiiovych, Slyvchenko Anatolii Ivanovych, Ivko Volodymyr Viktorovych, Kravchenko Yurii Volodymyrovych, Mospan Viacheslav Viktorovych, Rod Oleksandr Hryhorovych, Tonkonoh Anatolii Oleksiiovych, Antonov Yurii Hryhorovych, Muzyrin Oleksandr Olehovych, Yermolenko Hanna Volodymyrivna, Kolobov Ihor Vasyliovych, Scherbyna Demian Pavlovych
Назва патенту російськоюУстановка для изготовления наливной футеровки металлургических емкостей
Автори російськоюЗавгородний Максим Сергеевич, Сливченко Анатолий Иванович, Ивко Владимир Викторович, Кравченко Юрий Владимирович, Мосьпан Вячеслав Викторович, Родь Александр Григорьевич, Тонконог Анатолий Алексеевич, Антонов Юрий Григорьевич, Музырин Александр Олегович, Ермоленко Анна Владимировна, Колобов Игорь Васильевич, Щербина Демьян Павлович
МПК / Мітки
МПК: B22D 41/00
Мітки: металургійних, футерівки, наливної, установка, ємкостей, виготовлення
Код посилання
<a href="https://ua.patents.su/6-76656-ustanovka-dlya-vigotovlennya-nalivno-futerivki-metalurgijjnikh-ehmkostejj.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення наливної футерівки металургійних ємкостей</a>
Установка для виготовлення монолітної футерівки металургійних ємкостей
Номер патенту: 60615
Опубліковано: 15.10.2003
Автори: Публіка Ганна Яківна, Макшеєв Володимир Миколайович, Величенко Людмила Іванівна, Тонконог Анатолій Олексійович, Учитель Лев Михайлович, Івко Володимир Вікторович, Гринюк Сергій Іванович, Слівченко Анатолій Іванович, Пихтін Володимир Володимирович
МПК: B22D 41/02
Мітки: футерівки, установка, виготовлення, ємкостей, металургійних, монолітної
Формула / Реферат:
Установка для виготовлення монолітної футерівки металургійних ємкостей, переважно ковшів, що має шаблон, розміщений у ковші, та вузли готування і подавання вогнетривких мас, яка відрізняється тим, що шаблон розміщено у ковші в підвішеному стані і закріплено через амортизатори на кронштейнах ковша на відстані товщини футерівки від його стінок і днища, причому у днище шаблона вмонтовані пневмоклапани, а вузол подавання вогнетривких мас і ківш...
Шаблон для формування монолітних футерівок металургійних ємкостей
Номер патенту: 76653
Опубліковано: 10.01.2013
Автори: Єрмоленко Ганна Володимирівна, Слівченко Анатолій Іванович, Завгородній Максим Сергійович, Моцний Валерій Васильович, Передістий Генадій Леонідович
МПК: B22D 41/00
Мітки: футерівок, формування, металургійних, монолітних, ємкостей, шаблон
Формула / Реферат:
Шаблон для формування монолітних футерівок металургійних ємкостей, переважно промковшів, що містить корпус, нижня основа якого з вмонтованими в неї пневмоклапанами виконана як одне ціле із стінками, і вібратори, який відрізняється тим, що він додатково містить вимірювач, мірні пробки та контролюючий пристрій, виконаний у вигляді блока з не менш ніж трьох циліндрів, каліброваних по висоті, з наскрізними отворами, які вмонтовані в нижню основу...
Шаблон для формування монолітних футерівок металургійних ємкостей
Номер патенту: 30828
Опубліковано: 11.03.2008
Автори: Величенко Людмила Іванівна, Родь Олександр Григорович, Слівченко Анатолій Іванович, Тонконог Анатолій Олексійович, ТРОЩІЙ Сергій Володимирович, Дубина Олег Вікторович, Гринюк Сергій Іванович, Публіка Ганна Яківна
МПК: B22D 41/00
Мітки: шаблон, монолітних, футерівок, ємкостей, металургійних, формування
Формула / Реферат:
Шаблон для формування монолітних футерівок металургійних ємкостей, переважно промковшів, що містить корпус з нижньою основою і вібратори, який відрізняється тим, що корпус у верхній частині додатково містить кріпильні вузли з амортизаторами, нижня основа з вмонтованими в неї пневмоклапанами виконана як одне ціле зі стінками корпуса, а вібратори спрямованих коливань установлені на опорах нижньої основи симетрично поперечній осі шаблона.
Установка для піскометного набивання футерівки металургійних ковшів
Номер патенту: 65795
Опубліковано: 15.04.2004
Автори: Тонконог Анатолій Олексійович, Гринюк Сергій Іванович, Єрмоленко Ганна Володимирівна, Несвіт Володимир Васильович, Музирін Олександр Олегович, Івко Володимир Вікторович, Слівченко Анатолій Іванович
МПК: B22C 15/00, B22D 41/02
Мітки: набивання, піскометного, футерівки, ковшів, установка, металургійних
Формула / Реферат:
Установка для піскометного набивання футерівки металургійних ковшів, що містить піскометні головки з системою подавання вогнетривкої маси, встановлені на обертовій круговій рамі, і секційний шаблон на кульовій опорі, яка відрізняється тим, що вона додатково містить пристрій для захисту футерівки, виконаний у вигляді горизонтального диска з кільцевим елементом жорсткості, встановлений на монолітну футерівку із зазором відносно верхньої секції...
Шаблон для виготовлення футерівки металургійних ковшів
Номер патенту: 53221
Опубліковано: 15.01.2003
Автори: Макшеєв Володимир Миколайович, Музирін Олександр Олегович, Учитель Лев Михайлович, Слівченко Анатолій Іванович, Сітало Олександр Олексійович, Тонконог Анатолій Олексійович, Івко Володимир Вікторович, Несвіт Володимир Васильович
МПК: B22D 41/02
Мітки: футерівки, ковшів, металургійних, шаблон, виготовлення
Формула / Реферат:
Шаблон для виготовлення футерівки металургійних ковшів, що містить установлені одна на одну і з’єднані між собою із зазором конусоподібні секції, верхня з яких виконана з вушками, пристрій для взаємного регулювання секцій і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що вушка виконані не виступаючими за зовнішню поверхню верхньої секції, а величина зазору між нижньою секцією та попередньою перевищує величину...
Попередній патент: Багатоструминна криволінійна машина безперервного лиття для відливання сортових заготовок
Наступний патент: Електрогідравлічний активатор-змішувач складових композиційних сумішей
Випадковий патент: Елемент надпровідникового переходу джозефсона