Електроліт для електрохімічного полірування молібдену та його сплавів
Номер патенту: 7748
Опубліковано: 15.07.2005
Автори: Богданович Людмила Василівна, Трифонова Тетяна Віталіївна, Туманова Неллі Хачатурівна, Кочетова Світлана Анатоліївна

Формула / Реферат
Електроліт для електрохімічного полірування молібдену та його сплавів з низькотемпературного розплаву, який відрізняється тим, що додатково використовують ацетамід та поверхнево-активну речовину – триетаноламін, при наступному співвідношенні компонентів в мас.%: розплав (евтектична суміш ацетамід-NH4Cl) - 98,0-98,5 та триетаноламін - 1,5-2,0.
Текст
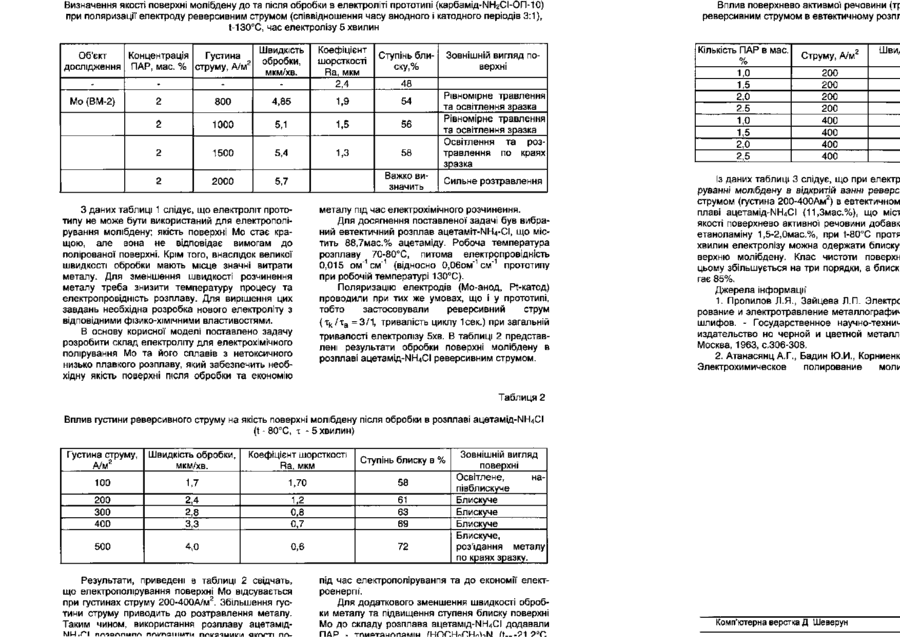
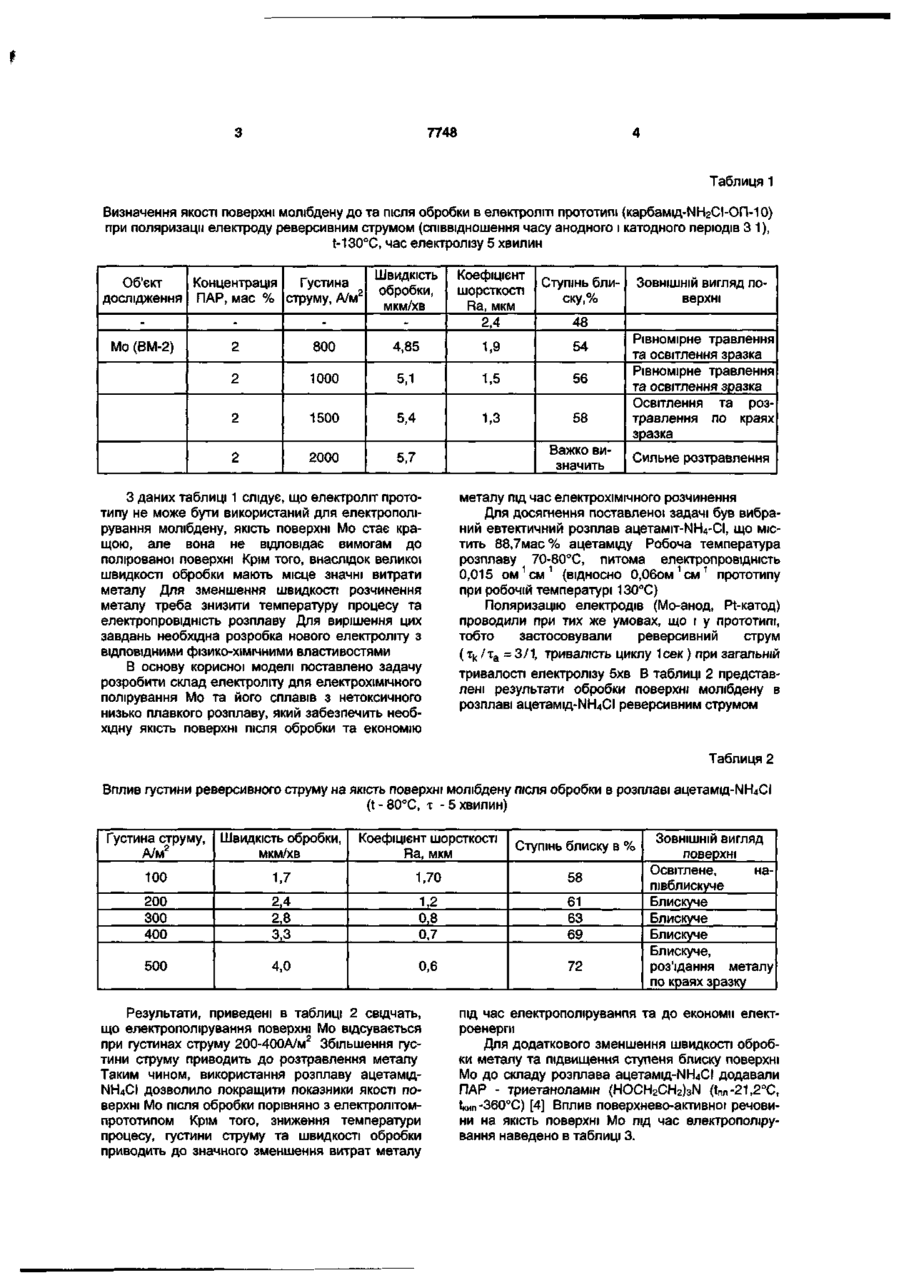
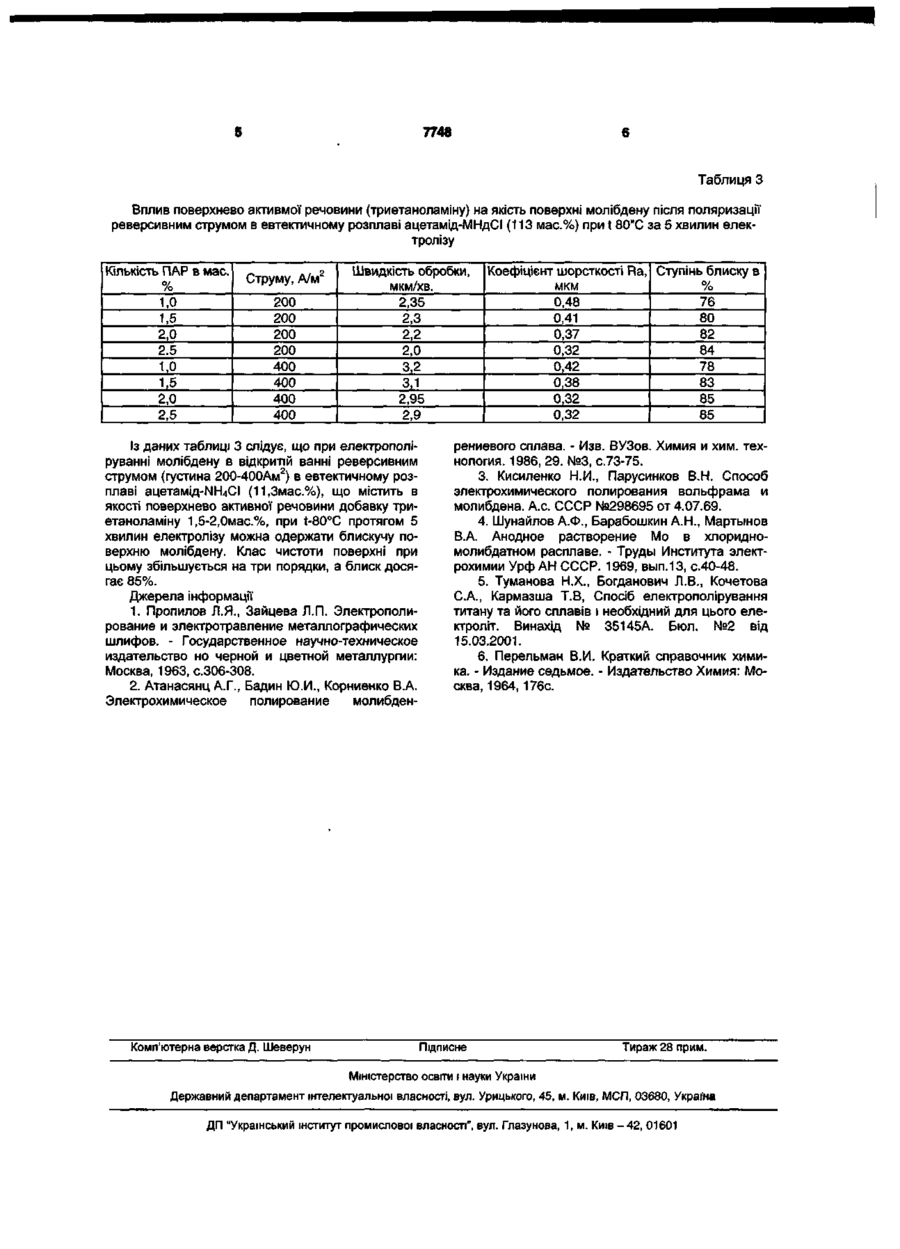
Електроліт для електрохімічного полірування молібдену та його сплавів з низькотемпературного розплаву, який відрізняється тим, що додатково використовують ацетамід та поверхнево-активну речовину - триетаноламін, при наступному співвідношенні компонентів в мас.%: розплав (евтектична суміш ацетамід-МНдСІ) - 98,0-98,5 та триетаноламін - 1,5-2,0. Корисна модель відноситься до електрохімічного полірування молібдену та його сплавів з розплавів на основі ацегаміду і може бути використана в машиноі а приладобудуванні, електровакуумній техніці, авіаційній промисловості та ядерній енергетиці. Відомі елерлроліти для полірування Мо та його сплавів з водних розчинів агресивних кислот [1, 2] та лугів [3] (аналоги). Основним недоліком указаних електролітів є токсичність, проблема стічних вод, яка пов'язана з забрудненням навколишнього середовища, небезпечні умови праці. Електроліт на основі розплавлених солей СаСІг-СаМоОгСаО [4], позбавлений цих недоліків, але електрохімічна обробка в цьому розплаві ведеться при температурі 900°С, що приводить до технологічного ускладнення процесу та великих енерговитрат (аналог). За прототип був вибраний електроліт для електрополірування титану та його сплавів [5], оснований на використанні низькотемпературних роз плавів як електроліта-розчинника. Обробка поверхні титану здійснюється в розплаві, який містить евтектичну суміш карбамід - NH4CI та ПАР ОП-10 (моноалкілфеніловии ефір поліетилен гліколю), при співвідношенні Інгредієнтів в мас.%: розплав 97,5-99мас.% та ОП-10 1,0-2,5мас.%. Обробку проводили реверсивним струмом при співвідношенні часу анодного і катодного періодів 3:1 з тривалістю всього циклу 1сек при загальній тривалості електролізу 5 хвилин, густині струму 1000-2000А/М2, температурі 120-130°С. Електроліт прототипу був застосований для обробки поверхні молібдену при тих же умовах електролізу, що і при обробці поверхні титану. Ступінь блиску визначали за допомогою блискоміру фотометричного типу ФБ-2, коефіцієнт шорсткості поверхні - за допомогою профілометра 287. В таблиці 1 представлені результати визначення основних параметрів, які характеризують якість поверхні зразка молібдену до та після обробки в розплавленому електроліті-прототипі. 00 Визначення якості поверхні молібдену до та після обробки в електроліті прототипі (карбамід-МНгСІ-ОП-Ю) при поляризації електроду реверсивним струмом (співвідношення часу анодного і катодного періодів 3:1), t-130°C, час електролізу 5 хвилин Коефіцієнт шорсткості Ra, мкм 2,4 Швидкість обробки, мкм/хв. Mo (BM-2) 2 800 4,85 1,9 54 2 1000 5,1 1,5 56 2 1500 5,4 1,3 58 2 2000 5,7 Об'єкт Концентрація Густина дослідження ПАР, мас. % струму, А/м2 48 Важко визначить З даних таблиці 1 слідує, що електроліт прототипу не може бути використаний для електрополірування молібдену; якість поверхні Мо стає кращою, але вона не відповідає вимогам до полірованої поверхні. Крім того, внаслідок великої швидкості обробки мають місце значні витрати металу. Для зменшення швидкості розчинення металу треба знизити температуру процесу та електропровідність розплаву. Для вирішення цих завдань необхідна розробка нового електроліту з відповідними фізико-хімічними властивостями. В основу корисної моделі поставлено задачу розробити склад електроліту для електрохімічного полірування Мо та його сплавів з нетоксичного низько плавкого розплаву, який забезпечить необхідну якість поверхні після обробки та економію Зовнішній вигляд поверхні Ступінь блиску, % Рівномірне травлення та освітлення зразка Рівномірне травлення та освітлення зразка Освітлення та розтравлення по краях зразка Сильне розтравлення металу під час електрохімічного розчинення. Для досягнення поставленої задачі був вибраний евтектичний розплав ацетаміт-МН4-СІ, що містить 88,7мас.% ацетаміду. Робоча температура розплаву 70-80°С, питома електропровідність 1 1 0,015 ом' 1 см' 1 (відносно 0,06ом" см" прототипу при робочій температурі 130°С). Поляризацію електродів (Мо-анод, Pt-катод) проводили при тих же умовах, що і у прототипі, тобто застосовували реверсивний струм ( т к / т а =3/1, тривалість циклу 1сек.) при загальній тривалості електролізу 5хв. В таблиці 2 представлені результати обробки поверхні молібдену в розплаві ацетамід-ІЧН4СІ реверсивним струмом. Вплив поверхнево активмої речовини (тр реверсивним струмом в евтектичному розпг Кількість ПАР в мас. % 1,0 1,5 2,0 2.5 1,0 1,5 2,0 2,5 Струму, А/м2 200 200 200 200 400 400 400 400 Із даних таблиці 3 слідує, що при електр руванні молібдену в відкритій ванні реверсі струмом (густина 200-400АМ2) в евтектичном плаві ацетамід-МЬЦСІ (11,3мас.%), що міс якості поверхнево активної речовини добавк етаноламіну 1,5-2,0мас.%, при t-80°C протя хвилин електролізу можна одержати блиску верхню молібдену. Клас чистоти поверхи цьому збільшується на три порядки, а блиск гає 85%. Джерела інформації* 1. Пропилов Л.Я., Зайцева Л.П. Электре рование и электротравление металл о графи1шлифов. - Государственное научно-технич издательство но черной и цветной металл Москва, 1963, с.306-308. 2. Атанасянц А.Г., Бадин Ю.И., Корниенк Электрохимическое полирование молі/ Таблиця 2 Вплив густини реверсивного струму на якість поверхні молібдену після обробки в розплаві ацетамід-МЬЦСІ (t-80°C, т -5 хвилин) Густина струму, А/м2 Швидкість обробки, мкм/хв. Коефіцієнт шорсткості Ra, мкм Ступінь блиску в % 100 1,7 1,70 58 200 300 400 2,4 2,8 3,3 1,2 0,8 0,7 61 63 69 500 4,0 0,6 72 Результати, приведені в таблиці 2 свідчать, що електрополірування поверхні Мо відсувається при густинах струму 200-400А/М2. Збільшення густини струму приводить до розтравлення металу. Таким чином, використання розплаву ацетамщым.п Зовнішній вигляд поверхні Освітлене, напівблискуче Блискуче Блискуче Блискуче Блискуче, роз'їдання металу по краях зразку. під час електрополіруванпя та до економії електроенергії'. Для додаткового зменшення швидкості обробки металу та підвищення ступеня блиску поверхні Мо до складу розплава ацетамщ-NHdCI додавали ПДР - тпмртаилпанлін f H O m ^ H H ^ N /t_.-?1 9°C. Шви; Комп'ютерна верстка Д Шеверун УКРАЇНА (19) UA (11)7748 аз) U (5i)7C25F3/26 МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ДЕРЖАВНИЙ ДЕПАРТАМЕНТ ІНТЕЛЕКТУАЛЬНОЇ ВЛАСНОСТІ ОПИС ДО ДЕКЛАРАЦІЙНОГО ПАТЕНТУ НА КОРИСНУ МОДЕЛЬ видається під відповідальність власника патенту (54) ЕЛЕКТРОЛІТ ДЛЯ ЕЛЕКТРОХІМІЧНОГО ПОЛІРУВАННЯ МОЛІБДЕНУ ТА ЙОГО СПЛАВІВ (21)20041008090 (22)06.10.2004 (24)15.07.2005 (46) 15.07.2005, Бюл. №7, 2005р. (72) Богданович Людмила Василівна, Кочетова Світлана Анатоліївна, Трифонова Тетяна Віталіївна, Туманова Неллі Хачатурівна (73) Інститут загальної та неорганічної хімії НАН України (57) Електроліт для електрохімічного полірування молібдену та його сплавів з низькотемпературного розплаву, який відрізняється тим, що додатково використовують ацетамід та поверхнево-активну речовину - триетаноламін, при наступному співвідношенні компонентів в мас.%: розплав (евтектична суміш ацетамід-МНЦСІ) - 98,0-98,5 та триетаноламін -1,5-2,0. Корисна модель відноситься до електрохімічного полірування молібдену та його сплавів з розплавів на основі ацегаміду і може бути використана в машиноі а приладобудуванні, електровакуумній техніці, авіаційній промисловості та ядерній енергетиці. Відомі елерлроліти для полірування Мо та його сплавів з водних розчинів агресивних кислот [1, 2] та лугів [3] (аналоги). Основним недоліком указаних електролітів є токсичність, проблема стічних вод, яка пов'язана з забрудненням навколишнього середовища, небезпечні умови праці. Електроліт на основі розплавлених солей СаСІ2-СаМоО4-СаО [4], позбавлений цих недоліків, але електрохімічна обробка в цьому розплаві ведеться при температурі 900°С, що приводить до технологічного ускладнення процесу та великих енерговитрат (аналог). За прототип був вибраний електроліт для електрополірування титану та його сплавів [5], оснований на використанні низькотемпературних роз плавів як електроліта-розчинника. Обробка поверхні титану здійснюється в розплаві, який містить евтектичну суміш карбамід - NH4CI та ПАР ОП-10 (моноалкілфеніловий ефір поліетиленгліколю), при співвідношенні інгредієнтів в мас.%: розплав 97,5-99мас.% та ОП-10 1,0-2,5мас.%. Обробку проводили реверсивним струмом при співвідношенні часу анодного і катодного періодів 3:1 з тривалістю всього циклу 1сек при загальній тривалості електролізу 5 хвилин, густині струму 2 1000-2000А/М , температурі 120-130°С. Електроліт прототипу був застосований для обробки поверхні молібдену при тих же умовах електролізу, що і при обробці поверхні титану. Ступінь блиску визначали за допомогою блискоміру фотометричного типу ФБ-2, коефіцієнт шорсткості поверхні - за допомогою профілометра 287. В таблиці 1 представлені результати визначення основних параметрів, які характеризують якість поверхні зразка молібдену до та після обробки в розплавленому електроліті-прототипі. ^ « * 00 7748 Таблиця 1 Визначення якості поверхні молібдену до та після обробки в електроліті прототипі (карбамід-ІМИгСІ-ОП-Ю) при поляризації електроду реверсивним струмом (співвідношення часу анодного і катодного періодів 3 1), t-130°C, час електролізу 5 хвилин Швидкість обробки, мкм/хв Mo (BM-2) 2 800 4,85 1,9 54 2 1000 5,1 1,5 56 2 1500 5,4 1,3 58 2 2000 5,7 Об'єкт Концентрація Густина дослідження ПАР, мас % струму, А/м2 Коефіцієнт шорсткості Ra, мкм 2,4 Ступінь блиску, % верхні 48 Важко визначить З даних таблиці 1 слідує, що електроліт прототипу не може бути використаний для електрополірування молібдену, якість поверхні Мо стає кращою, але вона не відповідає вимогам до полірованої поверхні Крім того, внаслідок великої швидкості обробки мають місце значні витрати металу Для зменшення швидкості розчинення металу треба знизити температуру процесу та електропровідність розплаву Для вирішення цих завдань необхідна розробка нового електроліту з ВІДПОВІДНИМИ фізико-хімічними властивостями В основу корисної моделі поставлено задачу розробити склад електроліту для електрохімічного полірування Мо та його сплавів з нетоксичного низько плавкого розплаву, який забезпечить необхідну якість поверхні після обробки та економію ЗОВНІШНІЙ ВИГЛЯД по Рівномірне травлення та освітлення зразка Рівномірне травлення та освітлення зразка Освітлення та розтравлення по краях зразка Сильне розтравлення металу під час електрохімічного розчинення Для досягнення поставленої задачі був вибраний евтектичний розплав ацетам1т-ЫН4-С1, що містить 88,7мас % ацетаміду Робоча температура розплаву 70-80°С, питома електропровідність 0,015 ом 1 см 1 (відносно 0 , 0 6 О М 1 С М 1 прототипу при робочій температурі 130°С) Поляризацію електродів (Мо-анод, Pt-катод) проводили при тих же умовах, що і у прототипі, тобто застосовували реверсивний струм (т к /т а = 3/1, тривалість циклу 1сек) при загальній тривалості електролізу 5хв В таблиці 2 представлені результати обробки поверхні молібдену в розплаві ацетамід-МНЦСІ реверсивним струмом Таблиця 2 Вплив густини реверсивного струму на якість поверхні молібдену після обробки в розплаві ацетамід-ІЧНЦСІ (t - 80°С, х - 5 хвилин) Густина струму, А/м2 Швидкість обробки, мкм/хв Коефіцієнт шорсткості Ra, мкм Ступінь блиску в % 100 1,7 1,70 58 200 300 400 2,4 2,8 3,3 1,2 0,8 0,7 61 63 69 500 4,0 0,6 72 Результати, приведені в таблиці 2 свідчать, що електрополірування поверхні Мо відсувається при густинах струму 200-400А/м2 Збільшення густини струму приводить до розтравлення металу Таким чином, використання розплаву ацетамідNH4CI дозволило покращити показники якості поверхні Мо після обробки порівняно з електролітомпрототипом Крім того, зниження температури процесу, густини струму та швидкості обробки приводить до значного зменшення витрат металу ЗОВНІШНІЙ ВИГЛЯД поверхні Освітлене, напівблискуче Блискуче Блискуче Блискуче Блискуче, роз'їдання металу по краях зразку під час електрополіруванпя та до економії електроенергії Для додаткового зменшення швидкості обробки металу та підвищення ступеня блиску поверхні Мо до складу розплава ацетам1д-ЫН4С1 додавали ПАР - триетаноламін (HOCH2CH2)3N (tnn-21,2°C, tKMn -360°С) [4] Вплив поверхнево-активної речовини на якість поверхні Мо під час електрополірування наведено в таблиці 3. 7748 Таблиця З Вплив поверхнево активмої речовини (триетаноламіну) на якість поверхні молібдену після поляризації реверсивним струмом в евтектичному розплаві ацетамід-МНдСІ (113 мас.%) при t 80"C за 5 хвилин електролізу Кількість ПАР в мас. % 1,0 1,5 2,0 2.5 1,0 1,5 2,0 2,5 Струму, А/м2 200 200 200 200 400 400 400 400 Швидкість обробки, мкм/хв. 2,35 2,3 2,2 2,0 3,2 3,1 2,95 2,9 Із даних таблиці 3 слідує, що при електрополіруванні молібдену в відкритій ванні реверсивним струмом (густина 200-400Ам2) в евтектичному розплаві ацетамід-МН4СІ (11,3мас.%), що містить в якості поверхнево активної речовини добавку триетаноламіну 1,5-2,0мас.%, при t-80°C протягом 5 хвилин електролізу можна одержати блискучу поверхню молібдену. Клас чистоти поверхні при цьому збільшується на три порядки, а блиск досягає 85%. Джерела інформації 1. Пропилов Л.Я., Зайцева Л.П. Электрополирование и электротравление металлографических шлифов. - Государственное научно-техническое издательство но черной и цветной металлургии: Москва, 1963, с.306-308. 2. Атанасянц А.Г., Бадин Ю.И., Корниенко В.А. Электрохимическое полирование молибден Комп'ютерна верстка Д. Шеверун Коефіцієнт шорсткості Ra, Ступінь блиску в % мкм 0,48 76 0,41 80 0,37 82 0,32 84 0,42 78 0,38 83 0,32 85 0,32 85 рениевого сплава. - Изв. ВУЗов. Химия и хим. технология. 1986, 29. №3, с.73-75. 3. Кисиленко Н.И., Парусников В.Н. Способ электрохимического полирования вольфрама и молибдена. А.С. СССР №298695 от 4.07.69. 4. Шунайлов А.Ф., Барабошкин А.Н., Мартынов В.А. Анодное растворение Мо в хлоридномолибдатном расплаве. - Труды Института электрохимии Урф АН СССР. 1969, вып.13, с.40-48. 5. Туманова Н.Х., Богданович Л.В., Кочетова С.А., Кармазша Т.В, Спосіб електрополірування титану та його сплавів і необхідний для цього електроліт. Винахід № 35145А. Бюл. №2 від 15.03.2001. 6. Перельман В.И. Краткий справочник химика. - Издание седьмое. - Издательство Химия: Москва, 1964, 176с. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAn electrolyte for the electrochemical polishing molybdenum and alloys thereof
Автори англійськоюBohdanovych Liudmyla Vasylivna, Kochetova Svitlana Anatoliivna, Tumanova Nelli Khachaturivna
Назва патенту російськоюЭлектролит для электрохимической полировки молибдена и его сплавов
Автори російськоюБогданович Людмила Васильевна, Кочетова Светлана Анатолиевна, Туманова Нелли Хачатуровна
МПК / Мітки
МПК: C25F 3/00
Мітки: електроліт, електрохімічного, сплавів, полірування, молібдену
Код посилання
<a href="https://ua.patents.su/6-7748-elektrolit-dlya-elektrokhimichnogo-poliruvannya-molibdenu-ta-jjogo-splaviv.html" target="_blank" rel="follow" title="База патентів України">Електроліт для електрохімічного полірування молібдену та його сплавів</a>
Спосіб електрохімічного полірування танталу та його сплавів і необхідний для цього електроліт
Номер патенту: 40063
Опубліковано: 16.07.2001
Автори: Туманова Неллі Хачатурівна, Кочетова Світлана Анатолієвна, Богданович Людмила Василівна
МПК: C25F 3/00
Мітки: необхідний, цього, сплавів, полірування, електроліт, електрохімічного, спосіб, танталу
Формула / Реферат:
1. Спосіб електрохімічного полірування танталу та його сплавів, що включає анодну обробку в низькотемпературному карбамід-NH4Cl розтопленому електроліті, який відрізняється тим, що поляризацію танталового аноду здійснюють реверсивним струмом при співвідношенні часу анодного і катодного періодів 3:1 та тривалістю всього чотирьохланцюгового циклу 1 сек при загальній тривалості електролізу - 15 хвилин, густині струму 800-1100 А/м2, температурі...
Спосіб електрохімічного полірування ніобію та його сплавів і необхідний для цього електроліт
Номер патенту: 33863
Опубліковано: 15.02.2001
Автори: Туманова Неллі Хачатурівна, Богданович Людмила Василівна, Миронюк Геннадій Іванович, Бабенков Євгеній Анатолієвич
МПК: C25F 3/00
Мітки: електрохімічного, сплавів, полірування, спосіб, цього, електроліт, необхідний, ніобію
Текст:
...кольору, що має температуру плавлення 114°С. Розтоп готують наступним чином: відважену кількість попередньо висушени х карбаміду та хлористого амонію змішують та розтоплюють при температурі 130°С. Потім температуру печі зменшують до 120°С і в розтоплену суміш додають поверхнево-активну речовину. Процес полірування ведуть у відкритій ванні. Результати дослідження відображені в табл. 3. В табл. 3 показано, що при електрополіруванні ніобію...
Спосіб електрополірування титану та його сплавів і необхідний для цього електроліт
Номер патенту: 35145
Опубліковано: 15.03.2001
Автори: Кочетова Світлана Анатолієвна, Богданович Людмила Василівна, Туманова Неллі Хачатурівна, Кармазіна Тамара Василівна
МПК: C25F 3/00
Мітки: цього, електрополірування, титану, необхідний, сплавів, спосіб, електроліт
Формула / Реферат:
1. Спосіб електрополірування титану та його сплавів, що включає анодну обробку в низькотемпературному карбамід-NH4CI розплавленому електроліті, і відрізняється тим, що поляризацію Ті-аноду проводять реверсивним струмом при співвідношенні часу анодного і катодного періодів (3:1) і тривалістю всього циклу 1сек, з загальною тривалістю електролізу 5 хвилин при густині струму 1000-2000А/м2, температурі - 120-130°С.2. Електроліт для...
Спосіб електрохімічного полірування ніобію та його сплавів
Номер патенту: 25144
Опубліковано: 30.10.1998
Автори: Федоренко Олександр Михайлович, Докторевич Валерій Олексійович, Устименко Валерій Миколайович
МПК: C25F 3/00
Мітки: сплавів, ніобію, спосіб, полірування, електрохімічного
Формула / Реферат:
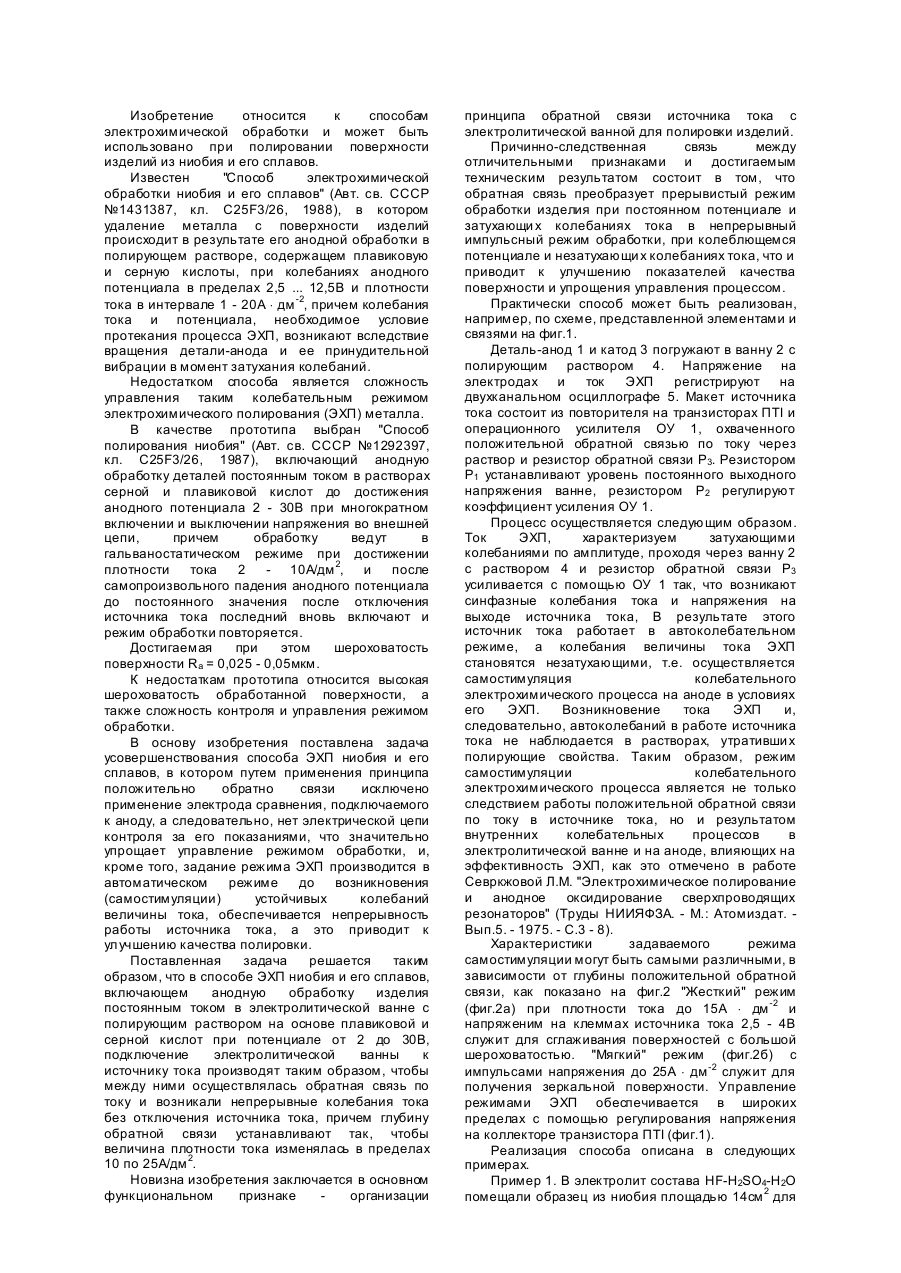
Способ электрохимического полирования ниобия и его сплавов, включающий анодную обработку изделия постоянным током в электрохимической ванне с полирующим раствором на основе плавиковой и серной кислот при потенциале 2 - 30В, отличающийся тем, что электролитическую ванну подключают к источнику тока так, чтобы между ними осуществлялась обратная связь по току и возникали непрерывные колебания тока и напряжения на выходе источника тока, причем...
Електроліт для електрохімічного полірування хромонікелевих аустенітних сталей

Номер патенту: 20256
Опубліковано: 15.07.1997
Автори: Гельман Олександр Давидович, Зарубицький Олег Григорович, Білошицкий Анатолій Петрович, Юденкова Інна Миколаївна
Мітки: електрохімічного, сталей, аустенітних, хромонікелевих, електроліт, полірування
Формула / Реферат:
Электролит для электролитического полирования хромоникелевых аустенитных сталей, содержащий серную кислоту, отличающийся тем, что он дополнительно содержит ингибиторную композицию Д-1 и сернокислое железо при следующем соотношении компонентов, мас.%:Серная кислота 40-46'Ингибиторная композиция Д-1 7,0-11,0Сернокислое...
Попередній патент: Апарат для термічної обробки сипких матеріалів
Наступний патент: Висівний модуль
Випадковий патент: Процес хірургічного лікування набутої трахео-стравохідної нориці