Пристрій для лиття під тиском фасонних виробів з пластмаси
Формула / Реферат
1. Пристрій для лиття під тиском фасонних виробів з пластмаси, що складається з виливної машини і приналежного їй робочого органа, в якому робочий орган виконаний щонайменше з двома відповідними розмірам виготовлюваних фасонних виробів порожнинами і складається щонайменше з трьох рухомих відносно одна одної деталей, а саме з передньої, середньої і задньої деталей, які у робочому положенні робочого органа щільно притиснуті одна до одної під дією генератора тиску по площинах рознімання, що проходять паралельно одна одній, робочий орган виконаний щонайменше з одним каналом для підведення в нього розплавленої пластмаси, який закінчується з одного боку у вказаних порожнинах, а з іншого - у вхідному отворі на поверхні робочого органа, який у робочому положенні приєднаний до виливної машини, на деталях робочого органа встановлений переміщуваний між двома крайніми позиціями фіксатор, за допомогою якого у першій крайній його позиції при вимкненому генераторі тиску скріплені між собою тільки середня деталь і виконана з вхідним отвором каналу передня деталь робочого органа, а у другій крайній його позиції - тільки середня і задня деталі робочого органа, який відрізняється тим, що на середній деталі (5) робочого органа (2) встановлений щонайменше один привід (19) щонайменше з одним розташованим у напрямку осі робочого органа (2) повзуном (18), переміщуваним приводом (19) у двох протилежних напрямках вздовж його поздовжньої осі між двома крайніми позиціями, крім того, на робочому органі (2) в зоні кожної з його площин рознімання (9, 10) встановлено щонайменше по одному затискному пристосуванню (К), відповідний перший елемент якого встановлений на середній деталі (5) робочого органа (2), а взаємодіючий з відповідним першим елементом його другий елемент закріплений з одного боку на передній деталі (4) робочого органа (2), а з іншого - на задній його деталі (6), причому як другий елемент затискного пристосування (К) на передній (4) і задній (5) деталях робочого органа (2) закріплений розташований у напрямку осі робочого органа (2) тримач (20, 21), який при закритому положенні робочого органа (2) одним кінцем виступає у відповідний перший елемент затискного пристосування (К), а на іншому кінці обладнаний щонайменше одним затискним елементом (R), при цьому повзун (18) в одній із своїх крайніх позицій для приведення затискного елемента (R) у фіксуючу позицію зчіплюється з відповідним затискним пристосуванням (К).
2. Пристрій за п. 1, який відрізняється тим, що в зоні кожної площини рознімання (9, 10) встановлено два окремих, розташованих один над одним, затискних пристосування (К) і два повзуни (18) на робочому органі (2).
3. Пристрій за п. 1 або 2, який відрізняється тим, що на кінцях тримачів (20,21), що зчіпляються у положенні фіксування робочого органа (2) з відповідними елементами затискних пристосувань (К), встановлений щонайменше один переміщуваний поперечно осі робочого органа (2) затискний елемент (R), який у положенні фіксування робочого органа заходить за нерухомий упор (22, 23, 24, 25), що утворює перший елемент відповідного затискного пристосування (К) і закріплений на середній деталі (5) робочого органа (2).
4. Пристрій за п. 3, який відрізняється тим, що затискний елемент (R) виконаний у вигляді ролика або валика, що вільно обертається навколо своєї осі.
5. Пристрій за п. 3 або 4, який відрізняється тим, що на двох протилежних сторонах тримача (20, 21) встановлено по одному затискному елементу (R), а на середній деталі (5) робочого органа (2) закріплено по два відповідних упори (22, 23 або 24, 25).
Текст
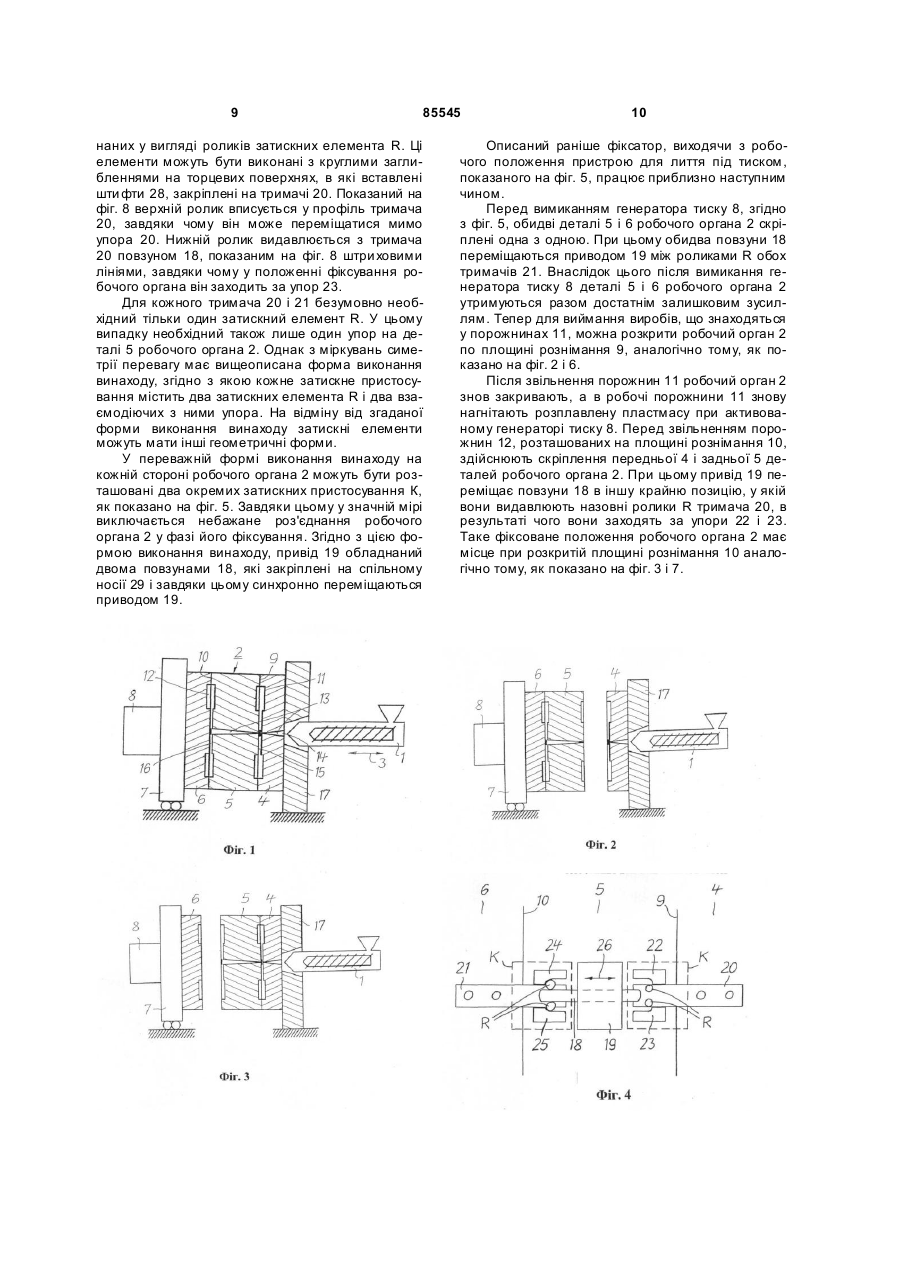
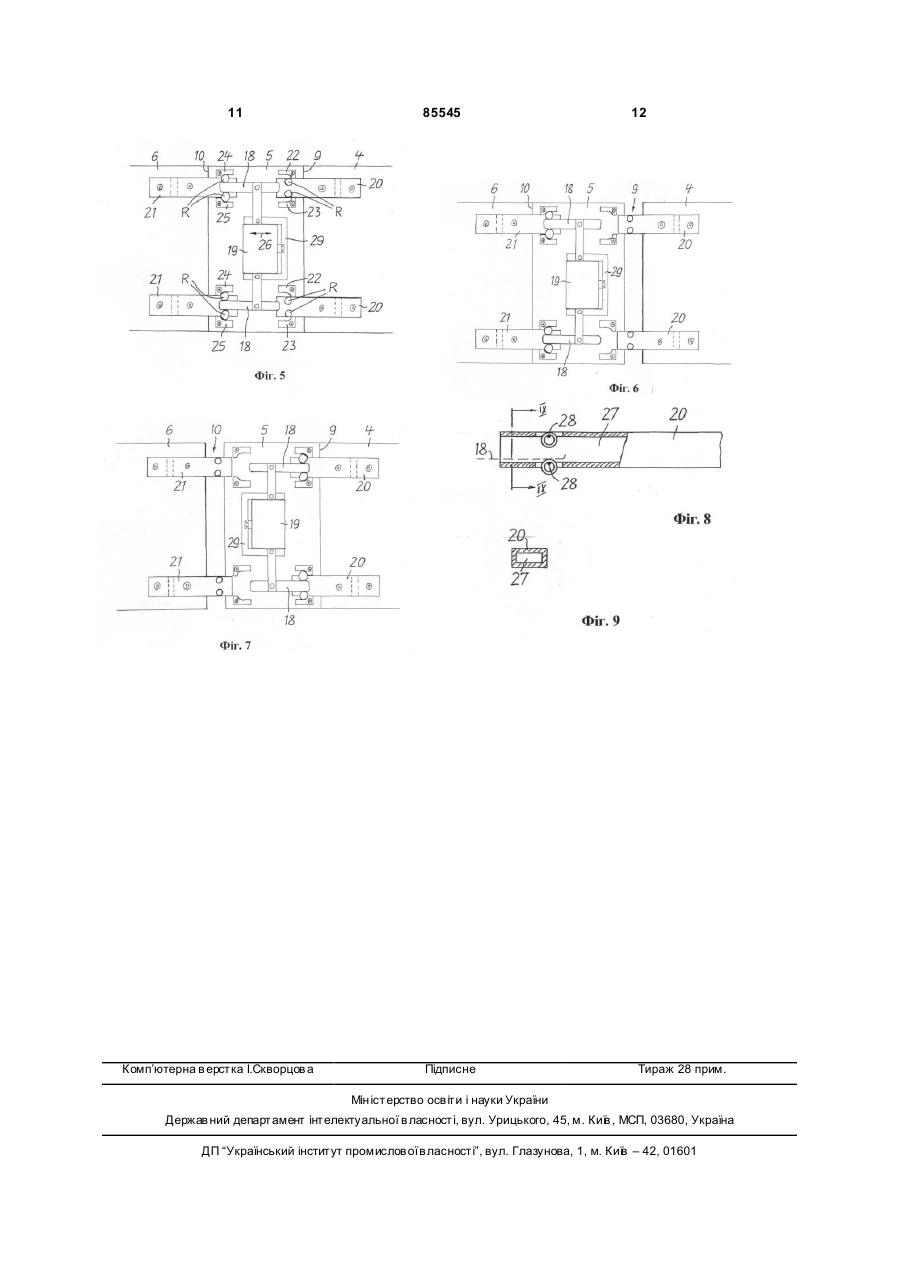
1. Пристрій для лиття під тиском фасонних виробів з пластмаси, що складається з виливної машини і приналежного їй робочого органа, в якому робочий орган виконаний щонайменше з двома відповідними розмірам виготовлюваних фасонних виробів порожнинами і складається щонайменше з трьох рухомих відносно одна одної деталей, а саме з передньої, середньої і задньої деталей, які у робочому положенні робочого органа щільно притиснуті одна до одної під дією генератора тиску по площинах рознімання, що проходять паралельно одна одній, робочий орган виконаний щонайменше з одним каналом для підведення в нього розплавленої пластмаси, який закінчується з одного боку у вказаних порожнинах, а з іншого - у вхідному отворі на поверхні робочого органа, який у робочому положенні приєднаний до виливної машини, на деталях робочого органа встановлений переміщуваний між двома крайніми позиціями фіксатор, за допомогою якого у першій крайній його позиції при вимкненому генераторі тиску скріплені між собою тільки середня деталь і виконана з вхідним отвором каналу передня деталь робочого органа, а у другій крайній його позиції - тільки середня і задня деталі робочого органа, який відрізняється тим, що на середній деталі (5) робочого органа (2) встановлений щонайменше один привід (19) щонайменше з одним розташованим у напрямку осі робочого органа (2) повзуном (18), переміщуваним приводом (19) у двох протилежних напрямках вздовж його поздовжньої осі між двома 2 (19) 1 3 85545 Винахід стосується пристрою для лиття під тиском фасонних виробів з пластмаси, що складається з виливної машини і приналежного до неї робочого органа, в якому виконано щонайменше дві порожнини, відповідні розмірам виготовлюваних фасонних виробів, причому цей робочий орган складається щонайменше з трьох рухомих відносно одна одної деталей, які у робочому положенні робочого органа щільно притиснуті одна до одної вздовж площин рознімання, що проходять вздовж вказаних порожнин перпендикулярно напрямку руху деталей і паралельно одна одній, причому кожна площина рознімання проходить щонайменше через одну порожнину, а в робочому органі виконаний щонайменше один канал для підведення розплавленої пластмаси, що закінчується з одного боку у вказаних порожнинах, а з іншого - на вхідному отворі на поверхні робочого органа, який у робочому положенні підключений до виливної машини [Журнал ФРН „Kunststoffe 84" (1994) 10, Seite 1375-1382 - „Пластмаси 84", 1994, № 10. стор. 1375-1382]. Для одержання фасонних виробів практично будь-якої форми використовують виливні машини для лиття під тиском. У приналежних до них робочих органах лише повинні бути виконані порожнини, в які можна було б нагнітати розплавлену пластмасу. Розділені площинами рознімання деталі робочого органа в його робочому положенні щільно притиснуті одна до одної, наприклад, з використанням гідравліки. У відомих пристроях після нагнітання в порожнини робочого органа розплавленої пластмаси робочий орган залишається закритим доти, поки фасонні вироби, що знаходяться в його порожнинах, не охолонуть та не затвердіють настільки, щоб їх можна було вийняти з робочого органа. Для виймання виробів з робочого органа його розкривають по площинах рознімання, роз'єднуючи його деталі. Протягом всього періоду часу, коли вироби охолоджуються в порожнинах робочого органа, виливна машина простоює. Цей недолік особливо посилюється при виготовленні товстостінних фасонних виробів, що потребують тривалого охолодження. Продуктивність виливної машини можна збільшити, якщо використовувати працюючий за тандем-принципом робочий орган, описаний у згаданому журналі «Kunststoffe 84". У виливній машині, що працює з таким робочим органом, деталі останнього розкривають поперемінно по двох площинах рознімання. В період охолодження виробів в одній площині рознімання можна виймати вироби з іншої площини. Цей принцип роботи забезпечує переваги для виробів, час охолодження яких більше, ніж час дозування, необхідний для заповнення порожнин у робочому органі. Для працюючих за тандем-принципом пристроїв потрібні складні спеціальні машини. В них використовується центральна рухома плита, що приводиться в середню позицію, до якої збоку приєднана виливна установка. Розплавлена пластмаса нагнітаєть 4 ся у відповідні порожнини по розташованих в центральній плиті каналах. Відома тандемтехнологія може використовуватися у звичайних виливних машинах тільки після великого реконструювання. В основу винаходу поставлена задача такого удосконалення вищеописаного пристрою, який дозволив би простим способом збільшити вихід готових фасонних виробів при використанні звичайних виливних машин з надійною фіксацією відповідних нерозкривних площин рознімання. Поставлена задача вирішується тим, що у робочому органі виконаний канал, який проходить від вхідного отвору на поверхні робочого органа до першої площини рознімання і далі до другої площини рознімання, і тим, що на деталі робочого органа встановлений фіксатор, що переставляється між двома позиціями, у першій позиції якого скріпляються між собою тільки середня і виконана з вхідним отвором каналу передня деталь робочого органа, а у другій - тільки середня і задня деталі. Цей пристрій може використовуватися у звичайних промислових виливних машинах без їх реконструювання та будь-яких додаткових заходів. Для його використання необхідно лише замінити застосовуваний досі звичайний робочий орган з двома розділеними площиною рознімання деталями новим робочим органом, що складається з трьох деталей, розділених двома площинами рознімання. Такий робочий орган дозволяє збільшити вихід готови х виробів подібно до описаної раніше тандем-технології, причому у процесі звільнення порожнин в зоні однієї площини рознімання відбувається охолодження пластмаси в порожнинах другої площини рознімання. Істотне значення для цього пристрою має фіксатор, застосовуваний для деталей робочого органа у відповідній фазі охолодження. Цей фіксатор виконаний з можливістю простого його перевстановлення між двома позиціями. У той час, як фіксатор забезпечує скріплення між собою відповідних двох деталей робочого органа при охолодженні фасонних виробів при збереженні залишкового зусилля, щільно притискуючого ці деталі одна до одної, водночас можна відкривати площину рознімання для виймання готових виробів. Після наступного закриття цієї площини рознімання і нагнітання розплавленої пластмаси в її порожнини фіксатор при ще щільно закритому робочому органі переводиться у другу позицію. Тоді обидві деталі робочого органа із знов заповненими порожнинами залишаються щільно притиснутими одна до одної, у той час як закрита раніше площина рознімання може бути відкрита для виймання охолоджених тим часом виробів, як тільки буде знято притискне зусилля, діюче на робочий орган у процесі нагнітання розплавленої пластмаси у порожнині. Поставлена задача вирішується також для форми виконання фіксатора: 5 85545 - тим, що на середній деталі робочого органа встановлений щонайменше один привід щонайменше з одним повзуном, що проходить у напрямку осі робочого органа, який переміщається приводом у дво х протилежних напрямках вздовж своєї поздовжньої осі між двома крайніми позиціями; - тим, що на робочому органі в зоні кожної площини рознімання встановлено, крім того, щонайменше одне затискне пристосування, відповідний перший елемент якого встановлений на середній частині робочого органа, а другий елемент, що взаємодіє з відповідним першим елементом, закріплений з одного боку на передній деталі робочого органа, а з іншого - на його задній деталі; - тим, що на передній і задній деталях робочого органа як другий елемент затискного пристосування закріплений щонайменше один повзун, що проходить у напрямку осі робочого органа, який при закритому положенні робочого органа одним кінцем виступає у відповідний перший елемент затискного пристосування і обладнаний на цьому кінці щонайменше одним затискним елементом, і - тим, що повзун для приведення у фіксуючу дію затискного елемента в одній із своїх крайніх позицій зчіпляється з відповідним затискним пристосуванням. Така форма виконання фіксатора відрізняється особливою простотою. Фіксатор складається лише з приводу з повзуном і двох затискних пристосувань, з якими повзун поперемінно зчіпляється. Для здійснення ефективного скріплення між відповідними двома деталями робочого органа у робочому його положенні необхідно лише ввести за допомогою приводу повзун в одне із затискних пристосувань з тим, щоб його затискні елементи змістилися в позицію фіксації. У відповідному закритому положенні робочого органа повзун виходить із затискного пристосування, що знаходиться в зоні іншої площини рознімання, в результаті чого робочий орган може розкриватися по цій площині. Привід вмикається переважно автоматично, що може здійснюватися шляхом виконання його пневматичним або електричним. Переважно ж використовують гідравлічний привід. Фіксатор, що складається з повзуна і затискних пристосувань, може бути розміщений в межах контуру робочого органа, що забезпечує зменшення його габаритів. Зовнішні розміри робочого органа внаслідок цього не збільшуються через наявність фіксуючих елементів. Залежно від розмірів робочого органа переважно використовують щонайменше два затискних пристосування, розташованих на двох протилежних сторонах робочого органа. Приклад виконання предмета винаходу поданий на кресленнях, де на фіг. 1 показана схема пристрою для лиття під тиском фасонних виробів з пластмаси у закритому положенні, в частковому розрізі; на фіг. 2 і 3 - зображений на фіг. 1 пристрій у двох різних розкритих положеннях; на фіг. 4 принципова схема використовуваного у пристрої фіксатора; на фіг. 5 - додаткова до фіг. 4 форма виконання пристрою; на фіг. 6 і 7 - показаний на фіг. 5 пристрій у розкритих положеннях, що відповідають фіг. 2 і 3; на фіг. 8 - застосовуваний у при 6 строї тримач у збільшеному масштабі; на фіг. 9 розріз фіг. 8 по лінії ІХ-ІХ. На кресленнях представлені тільки ті елементи пристрою для лиття під тиском, які необхідні для розуміння суті винаходу. Такі відомі в принципі елементи пристрою, як механізм закриття і розкриття пристрою, або канали охолодження, або нагрівальні пристосування, не показані. На фіг. 4-7 задля більшої ясності опущене штрихування елементів пристрою в розрізі. Згідно з фіг. 1, пристрій для лиття під тиском складається з виливної машини 1 і приєднуваного до неї робочого органа 2. Як виливна машина може бути використана звичайна широко відома виливна машина без якихось конструктивних особливостей. Вона може переміщатися у напрямку подвійної стрілки 3. Робочий орган 2 складається з трьох деталей: передньої деталі 4, середньої деталі 5 і задньої деталі 6. Робочий орган 2 з боку задньої деталі 6 закритий натискною плитою 7, яка сполучена з генератором тиску 8. Як генератор тиску може бути використаний, наприклад, пневматичний або гідравлічний прес. Три деталі робочого органа 2 відокремлені одна від одної двома паралельно розташованими площинами рознімання 9 і 10. У кожній з площин 9 і 10 робочого органа 2 може бути виконана щонайменше одна порожнина 11 або 12, розміри якої на просвіт відповідають геометричній формі фасонних виробів, що виготовляються. У наведеному прикладі виконання винаходу на кожну площину рознімання 9 або 10 припадає по дві порожнини 11 або 12. У наведеному прикладі виконання винаходу по центральній горизонтальній осі робочого органа 2 розташований канал 13, що служить для підведення розплавленої пластмаси в порожнини 11 і 12. Канал 13 розпочинається на відкритому назовні вхідному отворі 14, розташованому на поверхні робочого органа 13. Він проходить спочатку у деталі 4 робочого органа 2 до площини рознімання 9, а потім у середній деталі 5 до площини рознімання 10. Для забезпечення можливості вільного видалення так званого ливника з каналу 13 після охолодження та затвердіння фасонного виробу цей канал, як показано на фіг. 1, на обох його ділянках виконаний конічним. Від каналу 13 відгалужуються додаткові канали 15 і 16, що ведуть до порожнин 11 або 12. Канали 15 і 16 розташовані переважно у площинах рознімання 9 і 10. Пропонований пристрій показаний на фіг. 1 у робочому положенні. Він працює приблизно наступним чином. У робочому положенні три деталі 4, 5 і 6 щільно притиснуті одна до одної генератором тиску 8, діючим у напрямку нерухомої опорної плити 17, виконуючої функцію опори, причому до цієї плити прилягає передня деталь 4 робочого органа 2. Для формування фасонних виробів у порожнинах 11 і 12 виливну машину 1 підкочують до вхідного отвору 14 каналу 13 на робочому органі 2. Після цього розплавлену пластмасу, що знаходиться у виливній машині 1, можна нагнітати в канал 13. Ця маса по каналу 13 заповнює як додаткові канали 15 і 16, так і порожнини 11 і 12. Коли порожнини 11 і 12 7 85545 заповнюються масою під достатнім тиском, виливну машину 1 закривають. Потім масу, що знаходиться у робочому органі 2, охолоджують. По закінченні достатнього періоду охолодження робочий орган 2 розкривають, наприклад, по площині рознімання 9. При цьому деталі 5 і 6 робочого органа скріплені одна з одною фіксатором, який буде описаний нижче. Після вимикання притискного зусилля, створюваного генератором тиску 8, ці деталі разом з рухомою натискною плитою 7 можуть бути приведені у положення, показане на фіг. 2. Фіксатор виконаний переважно таким чином, щоб після зняття притискного зусилля з боку генератора тиску 8 зберігалося залишкове зусилля, що утримує разом деталі 5 і 6. Ливник з пластмаси, що залишається в каналі 13 у передній деталі 4 робочого органа 2, видаляють, наприклад, з використанням стиснутого повітря, в результаті чого ця ділянка каналу 13 звільняється. Після всього цього робочий орган 2 знов приводять у показане на фіг. 1 закрите, тобто робоче положення, в якому його деталі 4, 5 і 6 щільно притиснуті одна до одної генератором тиску 8. Порожнини 11 знову заповнюють розплавленою пластмасою. Відразу після цього фіксатор перевстановлюють таким чином, щоб деталі 5 і 4 робочого органа 2, аналогічно тому, як це було описано вище для деталей 5 і 6, були скріплені одна з одною. Потім робочий орган 2 розкривають по площині рознімання 10, причому тільки задня деталь 6 цього органа переміщається натискною плитою 7 до положення, показаного на фіг. 3. Тепер фасонні вироби можна вийняти з порожнин 12. У той же час пластмаса у порожнинах 11 охолоджується. Ливник в ділянці каналу 13, розташованій у середній деталі 5, також видаляють, наприклад, з використанням стиснутого повітря. Після цього робочий орган 2 знов приводять в закрите, тобто робоче положення згідно з фіг. 1. Порожнини 12 знову заповнюють розплавленою пластмасою, а деталі 5 і 6 скріпляють одна з одною. Тим часом фасонні вироби у порожнинах 11 охолоджують, так що робочий орган 2, як описано вище, можна розкривати по площині рознімання 9. Таким чином порожнини 11 і 12 постійно поперемінно заповнюють розплавленою пластмасою і після охолодження виймають з них готові вироби. Для охолодження пластмаси у порожнинах 11 і 12, як вже говорилося, необхідно, щоб обидві деталі робочого органа 2 після зняття притискного зусилля, що створюється генератором тиску 8, залишалися у скріпленому положенні. Для цього використовують показаний на фіг. 4-7 фіксатор, що підтримує залишкове зусилля і розміщений щонайменше на одній стороні робочого органа 2, а переважно щонайменше на двох сторонах цього органа. Конструкція і принцип дії цього фіксатора описані нижче. Згідно з поданою на фіг. 4 схемою, на якій робочий орган 2 пристрою для лиття під тиском показаний в розрізі у закритому, тобто робочому положенні, фіксатор складається з обладнаного стрижнеподібним повзуном 18 приводу 19 і двох окреслених штриховими лініями затискних пристосувань К. Повзун 18 встановлений у напрямку осі 8 робочого органа 2 з можливістю переміщення між двома крайніми позиціями. Кожне із затискних пристосувань К обладнане у вигляді першого елемента розташованим у напрямку осі робочого органа 2 тримачем 20 або 21, з яких тримач 20 закріплений на передній деталі 4 робочого органа 2, а тримач 21 - на задній деталі 6. Як другий елемент затискного пристосування К на середній деталі 5 робочого органа 2 в зоні площин рознімання 9 і 10 закріплені з одного боку упори 22 і 23, а з іншого - упори 24 і 25. На кожне затискне пристосування К повинно припадати щонайменше по одному упору. Відстань між упорами відповідає ширині тримача 20 або 21, який як перший елемент затискного пристосування у положенні фіксування відповідних деталей робочого органа входить в зачеплення з другим елементом цього пристосування, тобто просувається між вказаними упорами. Кожен з тримачів 20, 21 має на своєму вільному кінці два затискних елемента R (або щонайменше один затискний елемент R), встановлені з можливістю переміщення у напрямку поздовжньої осі відповідного тримача, або у поперечному цій осі напрямку. Затискні елементи R виконані у вигляді роликів або валиків і встановлені на відповідному тримачі 20 або 21 з можливістю вільного обертання, а також бічного, тобто поперечного переміщення відносно осі робочого органа 2. У статичному положенні затискні елементи R знаходяться всередині профілю тримача, як це показано у правій частині фіг. 4 для тримача 20, і переміщаються повзуном 18 назовні таким чином, що у положенні фіксування робочого органа 2 вони входять в зачеплення з упорами, як це показано у лівій частині фіг. 4 для тримача 21 та упорів 24 і 25. Повзун 18 встановлений з можливістю переміщення у протилежних напрямках за подвійною стрілкою 26 між двома крайніми позиціями, в одній з яких, показаній на фіг. 4, повзун 18 входить в зачеплення із затискним пристосуванням К в зоні площини рознімання 10, в результаті чого середня 5 і задня 6 деталі робочого органа 2 фіксуються відносно одна одної. При цьому, як вже згадувалося, повзун 18 висуває ролики R назовні з тримача 21, в результаті чого ці ролики заходять за упори 24 і 25. Оскільки ролики R встановлені в тримачі 21 з можливістю вільного обертання і бічного переміщення, то вони за відсутності між ними повзуна 18 і, отже, при розчепленні тримача 21 та упорів 24 і 25, знов займають статичне положення на відповідному тримачі, як це показано для тримача 20. Взаємодія затискних пристосувань К і повзуна 18 пояснюється на прикладі фіг. 8 і 9, де показаний кінець тримача 20 у збільшеному масштабі. На кінці тримача 20, призначеному для зчеплення із затискним пристосуванням К, приблизно по його поздовжній осі виконана щілиноподібна виїмка 27, в яку у положенні фіксування робочого органа входить повзун 18 затискного пристосування К. Виїмка 27 виконана з двома протилежно розташованими відкритими назовні ділянками, в яких з можливістю обертання і переміщення поперечно поздовжній осі тримача 20 встановлені два вико 9 85545 наних у вигляді роликів затискних елемента R. Ці елементи можуть бути виконані з круглими заглибленнями на торцевих поверхнях, в які вставлені шти фти 28, закріплені на тримачі 20. Показаний на фіг. 8 верхній ролик вписується у профіль тримача 20, завдяки чому він може переміщатися мимо упора 20. Нижній ролик видавлюється з тримача 20 повзуном 18, показаним на фіг. 8 штри ховими лініями, завдяки чому у положенні фіксування робочого органа він заходить за упор 23. Для кожного тримача 20 і 21 безумовно необхідний тільки один затискний елемент R. У цьому випадку необхідний також лише один упор на деталі 5 робочого органа 2. Однак з міркувань симетрії перевагу має вищеописана форма виконання винаходу, згідно з якою кожне затискне пристосування містить два затискних елемента R і два взаємодіючих з ними упора. На відміну від згаданої форми виконання винаходу затискні елементи можуть мати інші геометричні форми. У переважній формі виконання винаходу на кожній стороні робочого органа 2 можуть бути розташовані два окремих затискних пристосування К, як показано на фіг. 5. Завдяки цьому у значній мірі виключається небажане роз'єднання робочого органа 2 у фазі його фіксування. Згідно з цією формою виконання винаходу, привід 19 обладнаний двома повзунами 18, які закріплені на спільному носії 29 і завдяки цьому синхронно переміщаються приводом 19. 10 Описаний раніше фіксатор, виходячи з робочого положення пристрою для лиття під тиском, показаного на фіг. 5, працює приблизно наступним чином. Перед вимиканням генератора тиску 8, згідно з фіг. 5, обидві деталі 5 і 6 робочого органа 2 скріплені одна з одною. При цьому обидва повзуни 18 переміщаються приводом 19 між роликами R обох тримачів 21. Внаслідок цього після вимикання генератора тиску 8 деталі 5 і 6 робочого органа 2 утримуються разом достатнім залишковим зусиллям. Тепер для виймання виробів, що знаходяться у порожнинах 11, можна розкрити робочий орган 2 по площині рознімання 9, аналогічно тому, як показано на фіг. 2 і 6. Після звільнення порожнин 11 робочий орган 2 знов закривають, а в робочі порожнини 11 знову нагнітають розплавлену пластмасу при активованому генераторі тиску 8. Перед звільненням порожнин 12, розташованих на площині рознімання 10, здійснюють скріплення передньої 4 і задньої 5 деталей робочого органа 2. При цьому привід 19 переміщає повзуни 18 в іншу крайню позицію, у якій вони видавлюють назовні ролики R тримача 20, в результаті чого вони заходять за упори 22 і 23. Таке фіксоване положення робочого органа 2 має місце при розкритій площині рознімання 10 аналогічно тому, як показано на фіг. 3 і 7. 11 Комп’ютерна в ерстка І.Скворцов а 85545 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for injection molding of shaped plastic articles
Автори англійськоюWerner Marko
Назва патенту російськоюУстройство для литья под давлением фасонных изделий из пластмассы
Автори російськоюВернер Марко
МПК / Мітки
МПК: B29C 45/32
Мітки: фасонних, лиття, пластмаси, виробів, пристрій, тиском
Код посилання
<a href="https://ua.patents.su/6-85545-pristrijj-dlya-littya-pid-tiskom-fasonnikh-virobiv-z-plastmasi.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лиття під тиском фасонних виробів з пластмаси</a>
Сталева заготовка для виготовлення прес-форми для лиття під тиском пластмаси або лиття металів, або для виготовлення деталей металообробкою
Номер патенту: 77516
Опубліковано: 15.12.2006
Автор: Бегіно Жан
МПК: C21D 1/18, C22C 38/00, B29C 33/38, B22C 9/06
Мітки: тиском, лиття, прес-форми, металообробкою, металів, сталева, виготовлення, заготовка, деталей, пластмаси
Формула / Реферат:
1. Сталева заготовка для виготовлення прес-форми для лиття під тиском пластмаси або лиття металів та виготовлення шляхом металообробки деталей прес-форми товщиною більше 20 мм, структура якої є мартенситною або мартенсито-бейнітною, твердість її лежить у межах від 430 до 530 НВ, а хімічний склад сталевої заготовки включає у мас. %:
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Ек Йоран, Хоканссон Хокан
МПК: B29C 45/14, B65D 5/72
Мітки: має, тиском, пристрій, виконаний, пакувальна, інструмент, відкривального, тара, спосіб, пристрою, литтям, відкривальний, лиття, яка
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Прес-форма для лиття під тиском виробів з піднутренням
Номер патенту: 9098
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 45/26
Мітки: тиском, піднутренням, лиття, виробів, прес-форма
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів з пластмас з піднутренням, що має рухому і нерухому частини, плити кріплення, матрицю, пуансон, плити виштовхування, яка відрізняється тим, що механізм виводу з піднутрення складається з механічної пари шибера і повзунка.2. Прес-форма за п. 1, яка відрізняється тим, що повзунок має паз під певним кутом, а шибер - виступ під аналогічним кутом для взаємодії з повзунком.3....
Прес-форма для лиття під тиском полімерних виробів із піднутренням
Номер патенту: 9037
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B29C 45/33
Мітки: виробів, прес-форма, лиття, піднутренням, полімерних, тиском
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів із піднутренням, що містить рухому й нерухому частини, матрицю, пуансон, всередині якого рухається повзунок з формуючими знаками, яка відрізняється тим, що повзунок, який виводить із піднутрення формуючі знаки, має Т-подібний паз, розташований під гострим кутом до площини роз'єднання, і жорстко зв'язаний тягою з повзуном.2. Прес-форма за п.1, яка відрізняється тим, що хвостовики знаків,...
Форма для лиття під тиском виробів, що складаються з двох компонентів
Номер патенту: 11091
Опубліковано: 25.12.1996
Автори: Рудольф Бройєр, Франц Гумплінгер, Герд Рідель, Готтфрід Лутц
МПК: B29C 45/03, B29C 45/33, B29C 45/26, B29C 45/16
Мітки: форма, компонентів, складаються, двох, тиском, виробів, лиття
Формула / Реферат:
(57) 1. Форма для литья под давлением со стоящих из двух компонентов изделий, со держащая неподвижную полуформу с сердечником и подвижную полуформу с подвижным в аксиальном направлении сердечником, установленные с образованием между собой выступа, отличающаяся тем, что выступ размещен по периферии торца сердечника неподвижной полуформы и образует уплотнительную планку относительно примыкающего торца подвижного сердечника, разделяющую...
Попередній патент: Стабілізований фармацевтичний препарат аморфного аторвастатину кальцію
Наступний патент: Спосіб лікування і/або профілактики антиаритмічних нападів
Випадковий патент: Похідні 1,2,4-триамінобензолу, придатні для лікування розладів центральної нервової системи