Комбінований конструктивний елемент
Номер патенту: 85587
Опубліковано: 10.02.2009
Автори: Конеюнг Клаус, Вількенс Райнер, Клокке Мартін, Еркеленц Райнер, Ламмекк Адольф
Формула / Реферат
1. Комбінований конструктивний елемент на основі сендвіч-структури, який складається із
(a) принаймні двох покривних шарів (3, 3'), виготовлених незалежно один від іншого із плівки, листів, волокнистих матів і/або піноматеріалів із металу, синтетичного матеріалу, скла, натуральних матеріалів і/або вуглецю і
(b) розміщеного між покривними шарами (3, 3') серцевинного шару (4) із металу, синтетичного матеріалу, природного матеріалу і/або паперу з великою кількістю порожнин,
причому заливальна система принаймні частково проникла у покривні шари (3, 3') і у серцевинний шар (4), а покривні шари (3, 3') з'єднані з серцевинним шаром (4) шляхом пресування, який відрізняється тим, що принаймні у одній зоні (5, 5', 8, 8', 9, 9') сендвіч-структури покривні шари (3, 3') взаємно стиснені, а сендвіч-структура у стисненій зоні (5, 5', 8, 8', 9, 9') залита термопластичним синтетичним матеріалом (6) методом лиття під тиском.
2. Комбінований конструктивний елемент за п. 1, який відрізняється тим, що серцевинний шар (b) має хвилясту, складчасту, стільникову чи піноподібну структуру.
3. Комбінований конструктивний елемент за п. 1 або 2, який відрізняється тим, що покривні шари (а) є волокнистими матами.
4. Комбінований конструктивний елемент за одним із пп. 1-3, який відрізняється тим, що заливальна система є двокомпонентною поліуретановою системою.
5. Комбінований конструктивний елемент за одним із пп. 1-4, який відрізняється тим, що покривні шари (а) взаємно стиснені у крайовій зоні сендвіч-структури, а стиснена крайова зона залита термопластичним синтетичним матеріалом методом лиття під тиском.
6. Комбінований конструктивний елемент за одним із пп. 1-5, який відрізняється тим, що покривні шари (а) взаємно стиснені у зоні розриву, жолобка чи деформації сендвіч-структури, а стиснена крайова зона залита термопластичним синтетичним матеріалом методом лиття під тиском.
7. Комбінований конструктивний елемент за одним із пп. 1-6, який відрізняється тим, що залитий термопластичний синтетичний матеріал поблизу зони взаємно стиснених покривних шарів (а) принаймні частково заповнює порожнини серцевинного шару (b) таким чином, що він утворює з'єднання з геометричним замиканням.
8. Комбінований конструктивний елемент за одним із пп. 1-7, який відрізняється тим, що термопластичний синтетичний матеріал є неармованим, армованим і/або наповненим синтетичним матеріалом на основі поліаміду (ПА), поліестеру, зокрема поліетилентерефталату (ПЕТФ), полібутилентерефталату (ПБТФ), полістиролу (ПС), акрилнітрил-бутадієн-стиролу (АБС), термопластичного поліуретану (ТПУ), поліолефіну, зокрема поліпропілену (ПП), поліетилену (ПЕ), полікарбонату (ПК), поліпропіленоксиду (РР)), полісульфону (ПСО), поліфенілсульфіду (ПФС), полііміду (ПІ), поліетеретеркетону (ПЕЕК) або сумішами цих синтетичних матеріалів.
Текст
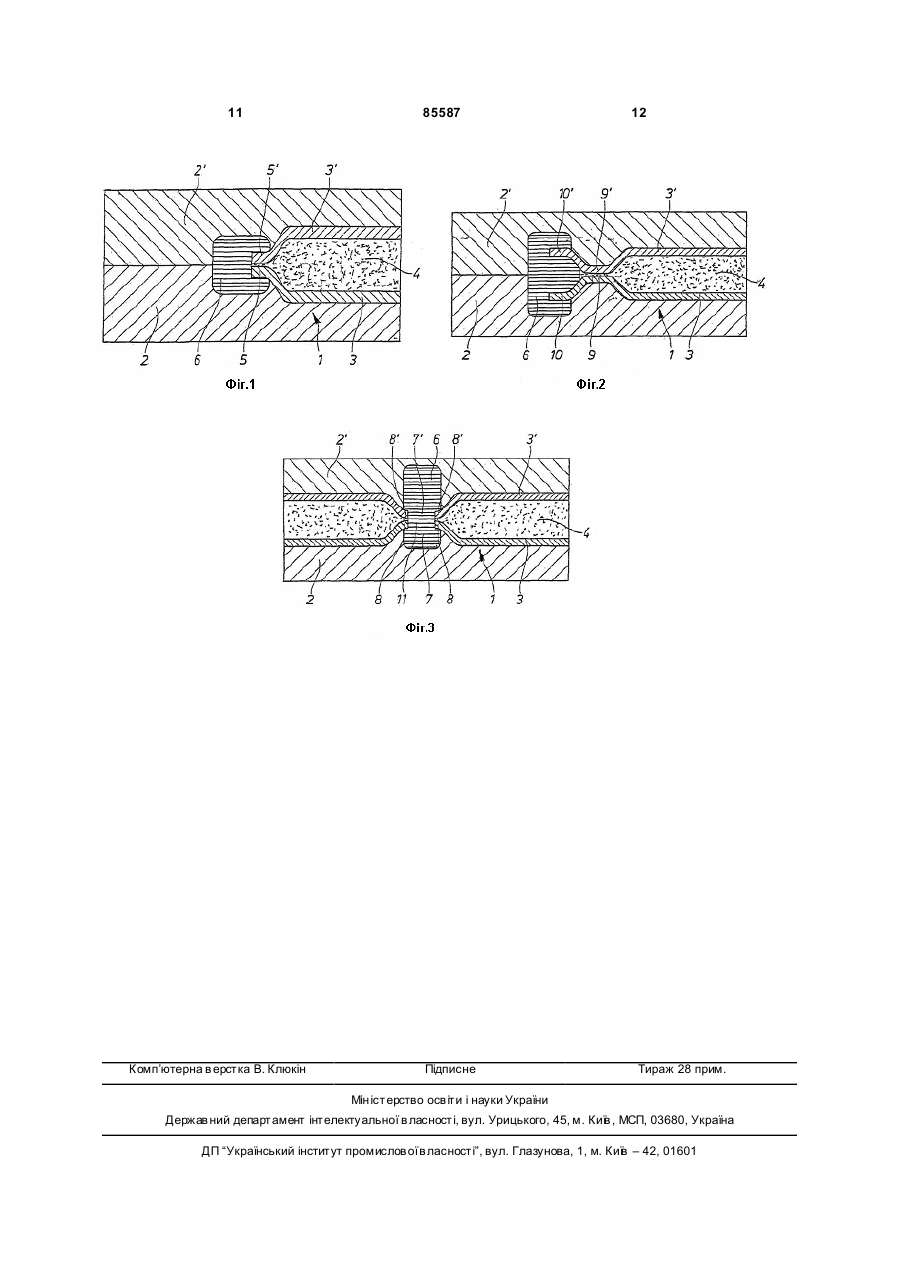
1. Комбінований конструктивний елемент на основі сендвіч-структури, який складається із (a) принаймні двох покривних шарів (3, 3'), виго товлених незалежно один від іншого із плівки, листів, волокнистих матів і/або піноматеріалів із металу, синтетичного матеріалу, скла, натуральних матеріалів і/або вуглецю і (b) розміщеного між покривними шарами (3, 3') серцевинного шару (4) із металу, синтетичного матеріалу, природного матеріалу і/або паперу з великою кількістю порожнин, причому заливальна система принаймні частково проникла у покривні шари (3, 3') і у серцевинний шар (4), а покривні шари (3, 3') з'єднані з серцевинним шаром (4) шляхом пресування, який відрізняється тим, що принаймні у одній зоні (5, 5', 8, 8', 9, 9') сендвіч-структури покривні шари (3, 3') взаємно стиснені, а сендвіч-структура у стисненій зоні (5, 5', 8, 8', 9, 9') залита термопластичним синтетичним матеріалом (6) методом лиття під тиском. 2. Комбінований конструктивний елемент за п. 1, який відрізняється тим, що серцевинний шар (b) 2 (19) 1 3 85587 Винахід стосується комбінованого конструктивного елемента з багатошаровою структурою, який складається із принаймні одного серцевинного шару, розміщеного між двома покривними шарами. Заливальна маса принаймні частково проникла в шари, а шари з'єднані між собою шляхом спресовування. Винахід стосується також способу виготовлення такого комбінованого конструктивного елемента. Призначені для виготовлення легких будівельних конструкцій комбіновані конструктивні елементи з багатошаровою структурою (сендвічструктурою), що складаються із серцевинного матеріалу зі стільниковою чи хвилястою структурою, наприклад, із паперу, алюмінію чи синтетичного матеріалу, і нижнього та верхнього покривних шарів із волокнистих матів, наприклад, із природних, скляних, синтетичних чи вуглецеви х волокон, відомі, наприклад, із [європейського патенту ЕР 1 319 503 А]. Завдяки невеликій вазі одиниці площі та високій міцності на згин при невеликій товщині вони використовуються, наприклад, в автомобілебудуванні для внутрішнього опорядкування. Волокнисті мати нижнього і верхнього покривних шарів покриті, наприклад, двокомпонентною поліуретановою системою, яка частково чи повністю проникає у серцевинний шар. Поліуретанова система, яка легко може бути спінена, забезпечує формоутворення і зв'язок покривних шарів з серцевинним шаром. Виготовлення таких багатошарових конструктивних елементів здійснюють способом пресового формування. Сендвіч-структуру із серцевинного шару і покривних шарів з обох боків всуціль обприскують двокомпонентною поліуретановою системою, поміщують до прес-форми, нагрітої у загальному випадку до температури від 60 до 160°С, переважно від 120 до 140°С, і спресовують. Після видалення із форми і охолодження комбіновані конструктивні елементи можуть бути оброблені методами штампування, фрезерування чи каширування. Інтеграція елементів нарізного з'єднання, часткового армування, з'єднувальних елементів чи т.п. можлива лише обмежено. Наприклад, при виготовленні комбінованих конструктивних елементів у прес-формі можуть бути відповідним чином розміщені вкладки, які при спресовуванні з'єднуються з конструктивним елементом за допомогою затверділої поліуретанової системи. Вкладки можуть бути повністю інтегровані до комбінованого конструктивного елемента шляхом накладання покривного шару, наприклад, волокнистого мата, поверх вкладки і наступного спресовування. Крім того, відоме приєднання фасонних деталей, наприклад, із синтетичного матеріалу, до легких конструкцій із комбінованого конструктивного матеріалу методом зварювання. Одначе це є порівняно витратним, оскільки фасонні деталі спочатку мають бути виготовлені окремо, а потім для зварювання вкладені до зварювального інструменту. Крім того, якість зварного з'єднання значною мірою залежить від використовуваних матеріалів. Крім того, відоме обприскування таких багатошарових комбінованих елементів легко текучи 4 ми матеріалами, такими як поліуретан. Недоліком цих багатошарови х комбінованих елементів є порівняно низька жорсткість і міцність. Крім того, цілеспрямоване обприскування окремих ділянок комбінованого конструктивного елемента поліуретановою системою є витратним. До того ж, утворення решіток у набризканому поліуретані потребує витратної додаткової обробки. Зрештою, набризкана поліуретаном поверхня для звичайних застосувань не відповідає візуальним вимогам і не піддається фарбуванню. Задачею винаходу є розробка відомих із рівня техніки придатних для легких будівельних конструкцій комбінованих конструктивних елементів з багатошаровою структурою, придатних для інтегрування функціональних елементів і фасонних деталей, зокрема із термопластичних синтетичних матеріалів за допомогою методу лиття під тиском. Предметом винаходу є комбінований конструктивний елемент на основі сендвіч-структури, який складається із принаймні (а) двох покривних шарів, незалежно один від іншого виготовлених із плівки, листа, волокнистих матів і/або піноматеріалів із металу, синтетичного матеріалу, скла, натурального матеріалу і/або вуглецю, і (Ь) розміщеного між покривними шарами серцевинного шару із металу, синтетичного матеріалу, природного матеріалу і/або паперу з великою кількістю порожнин, причому заливальна система принаймні частково проникла в покривні шари і в серцевинний шар, і покривні шари з'єднані з серцевинним шаром шляхом пресування, який відрізняється тим, що формула принаймні у одній зоні сендвічструктури покривні шари стиснені між собою і сендвіч-структура у стисненій зоні залита термопластичним синтетичним матеріалом методом лиття під тиском. Відповідний винаходові комбінований конструктивний елемент складається принаймні із трьох шарів: серцевинного шару і двох покривних шарів, розміщених по обидва боки серцевинного шару. Можлива також структура із багатошарового серцевинного шару та багатошарових покривних шарів. Несучий шар виконаний із металу, синтетичного матеріалу, природного матеріалу і/або паперу. Переважними металами є алюміній, магній та їх сплави. Переважними синтетичними матеріалами є поліамід, поліестер, полікарбонат, поліпропілен, полістирол, АБС, поліамід-імід та їх суміші. Синтетичні матеріали можуть бути армовані чи неармовані, з наповнювачем чи без нього. Прикладами природних матеріалів є деревина, льон, сизаль, джут, коноплі. Під папером у смислі цього винаходу слід розуміти усякі види паперу, наприклад, багатошаровий папір, такий як картон, чи папір, просочений смолою. Суттєвою ознакою серцевинного шару відповідного винаходові комбінованого конструктивного елемента є велика кількість порожнин. Порожнини можуть мати довільну геометричну форму. Це можуть бути гранчасті чи круглі канали, пори чи бульбашки. Порожнини можуть бути розміщено рівномірно чи нерівномірно. Несучий шар має переважно хвилястий, складчастий, стільниковий чи піноподібний профіль. Несучий шар може бути 5 85587 хвилястою жерстю чи хвилястим картоном. Аналогічно хвилястій жерсті чи хвилястому картону серцевинний шар може мати замість хвилястої складчасту форму, наприклад прямокутну чи трикутн у. Крім того, хвилястій жерсті чи хвилястому картону серцевинний шар може бути виготовлений із синтетичного матеріалу. Складчастий чи хвилястий профіль із синтетичного матеріалу може бути виготовлений методом екструзії. Як серцевинний матеріал із пластмаси можуть бути використані, наприклад, ребристі листи. Товщина серцевинного шару лежить переважно у діапазоні від 5 до 50мм. Завдяки великій кількості порожнин вага серцевинного шару порівняно з його товщиною невелика. Густина становить переважно від 10 до 1 000кг/м 3. Покривні шари по обидва боки серцевинного шару відповідного винаходові комбінованого конструктивного елемента виготовлені незалежно один від іншого із металу, синтетичного матеріалу, скла, природного матеріалу і/або вуглецю. Покривними шарами є плівки, листи, волокнисті мати і/або піна. Як волокнисті мати можуть бути використані, наприклад, сітка, тканина, трикотаж, плетені вироби, неткані матеріали чи сукно. Переважними металами для покривних шарів є алюміній, магній та їх сплави. Переважними синтетичними матеріалами є поліамід, поліестер, полікарбонат, поліпропілен, полістирол, АБС, поліамід-імід та їх суміші. Натуральними матеріалами для покривних шарів можуть бути, наприклад льон, сизаль, джут і коноплі. Покривні шари по обидва боки серцевинного шару можуть бути однаковими чи різними. Товщина покривних шарів становить переважно від 0,1 до 2мм. Вага одиниці площі становить переважно від 225 до 1 200г/м 2. Заливальна система принаймні частково проникає в покривні шари і в серцевинний шар відповідного винаходові комбінованого конструктивного елемента. Це означає, що заливальна система частково чи повністю заповнює порожнини серцевинного шару. Заливальна система проникає також у волокна, а також у пори, порожнини і т.п. покривних шарів у разі їх виготовлення із волокнистих матів чи піноматеріалів. У разі використання покривних шарів у формі плівок чи листів заливальна система перебуває між покривними шарами і серцевинним шаром і частково чи повністю змочує покривні шари. Заливальна система служить для з'єднання між собою шарів, які стискають перед твердненням заливальної системи під дією тепла. У разі волокнистих покривних шарів заливальна система переймає на себе одночасно функції фіксації волокон, а також формування поверхні комбінованого конструктивного елемента. Вона надає комбінованому конструктивному елементові високої міцності і жорсткості на згин завдяки з'єднанню шарів між собою. Такий комбінований матеріал, що складається із принаймні одного серцевинного шару і двох покривних шарів і заливальної системи, відомий із рівня техніки [наприклад, ЕР 1 319 503 А] і в смислі даного винаходу далі називається сендвічструктурою (багатошаровою стр уктурою). 6 Заливальна система може бути одно- чи багатокомпонентною, зокрема двокомпонентною системою. Вона може бути пінистою чи непінистою. Прикладами можливої заливальної системи є: поліуретанова система, поліестерна система, епоксидна система, акрилова система. Використовують переважно двокомпонентну поліуретанову систему, зокрема систему, відому із [європейського патенту ЕР 1 319 503 А], від сторінки 2, рядок 26 до сторінки 3, рядок 20. Вага одиниці площі отвердненої двокомпонентної поліуретанової системи становить від 400 до 1 200г/м 2. Вага одиниці площі відомих із рівня техніки сендвіч-структур становить переважно від 2 100 до 3 600г/м 2. Згідно з винаходом покривні шари принаймні у одній зоні сендвіч-структури комбінованого конструктивного елемента взаємно притиснені один до іншого і сендвіч-структура у стисненій зоні залита термопластичним синтетичним матеріалом методом лиття під тиском. Взаємне притиснення покривних шарів сендвіч-структури у смислі цього винаходу означає, що сендвіч-структур у стискають настільки, що покривні шари практично дотикаються один до іншого. При цьому серцевинний шар, що перебуває між покривними шарами, стиснений до мінімуму. Взаємне притиснення покривних шарів уможливлює з'єднання термопластичного синтетичного матеріалу з сендвіч-структурою методом лиття під тиском. У разі відомих із рівня техніки сендвічструктур без локального взаємного стиснення покривних шарів виникає проблема, яка полягає у тому, що при нанесенні термопластичного синтетичного матеріалу на сендвіч-структур у внаслідок високого тиску синтетичний матеріал неконтрольовано поширюється в серцевинний шар, в результаті чого сендвіч-структура деформується чи пошкоджується. Оскільки після відповідного винаходові взаємного стиснення покривних шарів вона практично прилягають один до іншого, розплав синтетичного матеріалу під час процесу лиття під тиском більше не може протікати між покривними шарами у серцевинний шар. Таким чином, взаємне стиснення покривних шарів перешкоджає неконтрольованому проникненню розплаву синтетичного матеріалу у серцевинний шар і деформуванню чи пошкодженню серцевинного шару. Так само взаємне стиснення покривних шарів перешкоджає неконтрольованому перетіканню розплаву синтетичного матеріалу на поверхню комбінованого конструктивного елемента, оскільки розплав може проникати лише у зону взаємно стиснених покривних шарів, розміщену у порожнині прес-форми. У інших, не спресованих ділянках комбінований конструктивний елемент прилягає до внутрішньої стінки порожнини прес-форми, чим забезпечується ущільнення порожнини пресформи проти неконтрольованого поширення розплаву синтетичного матеріалу. Покривні шари можуть бути взаємно стиснені у крайовій зоні сендвіч-структури і після цього залиті термопластичним синтетичним матеріалом методом лиття під тиском. Таким чином край сендвічструктури може бути залитий термопластичним 7 85587 синтетичним матеріалом частково або по периметру. Одначе покривні шари комбінованого конструктивного елемента при виготовленні можуть бути взаємно стиснені у довільній іншій зоні, в залежності від того, в якій зоні конструктивного елемента потрібно нанести термопластичний синтетичний матеріал. Якщо комбінований конструктивний елемент має, наприклад, розриви, то можуть бути стиснені і залиті синтетичним матеріалом краї розривів. Стиснені і залиті синтетичним матеріалом можуть бути також жолобки чи інші деформовані зони поверхні комбінованого конструктивного елемента. З іншого боку може бути передбачене цілеспрямоване потрапляння розплаву синтетичного матеріалу у зоні комбінованого конструктивного елемента в серцевинний шар, в результаті чого утворюється профіль з негативним кутом (підрізка) і тим самим з'єднання з геометричним замиканням між сендвіч-структурою і термопластичним синтетичним матеріалом. Це може бути здійснено, наприклад, шляхом взаємного стиснення покривних шарів на певній відстані від краю або розриву сендвіч-структури, наприклад, у формі кільця навколо розриву. Під час лиття під тиском розплав синтетичного матеріалу проникає через відкритий, тобто не стиснений край розриву, до серцевинного шару. Одначе завдяки стисненню покривних шарів розплав синтетичного матеріалу не може поширюватися у серцевинному шарі неконтрольовано, а лише максимум до зони стиснення, тобто навколо розриву. Термопластичний синтетичний матеріал, яким сендвіч-структуру заливають методом лиття під тиском, є неармованим, армованим і/або наповненим синтетичним матеріалом на основі поліаміду (ПА), поліестеру, зокрема поліетилентерефталату (ПЕТФ), полібутилентерефталату (ПБТФ), полістиролу (ПС), акрилнітрм-бутадієн-стиролу (АБС), термопластичного поліуретану (ТПУ), поліолефіну, зокрема поліпропілену (ПП), поліетилену (ПЕ), полікарбонату (ПК), поліпропіленоксиду (РР)), полісульфону (ПСО), поліфелінсульфіду (ПФС), полііміду (ПІ), поліетеретеркетону (ПЕЕК) або сумішами цих синтетичних матеріалів. Окантовування сендвіч-структури, що складається із серцевинного шару і покривних шарів із заливальною системою, термопластичним синтетичним матеріалом дозволяє підвищити жорсткість і міцність сендвіч-структури. Крім того, різноманітним чином, у довільних місцях до сендвічструктури можуть бути приєднані методом лиття під тиском, наприклад з'єднувальні елементи. Завдяки цьому до відповідного винаходові комбінованого конструктивного елемента порівняно просто можуть бути приєднані формовані вироби чи конструктивні елементи із інших матеріалів, наприклад із металу. Завдяки цьому відповідні винаходові комбіновані конструктивні елементи можуть бути порівняно просто інтегровані у збірну систему із кількох однакових чи різних формованих виробів чи конструктивних елементів. Таким чином можуть бути з'єднані між собою також кілька формованих виробів у вигляді відповідних винаходові комбінованих конструктивних елементів. 8 Описано спосіб виготовлення відповідного винаходові комбінованого конструктивного елемента, причому спосіб відрізняється такими стадіями: (і) поміщення серцевинного шару і покривних шарів у прес-форму, причому серцевинний шар розміщений між покривними шарами, (іі) нанесення заливальної системи на принаймні один із покривних шарів, причому стадії (і) і (іі) виконують у довільній послідовності, (ііі) спресовування серцевинного шару з покривними шарами з утворенням сендвіч-структури, а також взаємне стиснення покривних шарів у принаймні одній зоні сендвіч-структури, (iv) вилучення із форми сендвіч-структури, спресованої на стадії (ііі), (ν) поміщення спресованої сендвіч-структури у форму для лиття під тиском і заливання термопластичного синтетичного матеріалу у сендвіч-стр уктуру в зоні взаємно стиснених покривних шарів. Відому із рівня техніки сендвіч-структур у відповідного винаходові комбінованого конструктивного елемента виготовляють методом машинного формування, тобто покривні шари з'єднують з серцевинним шаром шляхом спресовування, зокрема по всій площі, (стадія (ііі)). При цьому перед спресовуванням заливальну систему у рідкому стані наносять, зокрема по всій площі, на принаймні один покривний шар (стадія (іі)). Нанесення заливальної системи може бути здійснене, наприклад розбризкуванням. Нанесення заливальної системи (стадія (іі)) може бути здійснене у пресформі після закладання покривних шарів і серцевинного шару (стадія (і)) або поза прес-формою перед закладанням до неї покривних шарів і серцевинного шару. У прес-формі серцевинний шар розміщують між покривними шарами (стадія (і)) і потім спресовують (стадія (ііі)). Здійснення способу описане, наприклад, у [європейському патенті ЕР1319 503 А]. Перед твердненням заливальної системи покривні шари сендвіч-структури притискають один до іншого у бажаній зоні, наприклад, у крайовій зоні (стадія (ііі)). Спресовування серцевинного шару з покривними шарами для з'єднання шарів між собою, а також стиснення покривних шарів у вибраних зонах здійснюють одночасно або послідовно у прес-формі. Притискання покривних шарів один до іншого здійснюють переважно у тій же пресформі, що й спресовування покривних шарів і серцевинного шару між собою для отримання власне сендвіч-структури. Одначе в принципі обидві операції стадії можуть бути виконані послідовно у різних прес-формах. Після тверднення, тобто охолодження і вилучення із прес-форми (стадія (iv)) спресовану сендвіч-структур у поміщають до форми для лиття під тиском і заливають зони взаємно стиснених покривних шарів термопластичним синтетичним матеріалом (стадія (ν)). Відповідний винаходові комбінований конструктивний елемент може бути використаний, наприклад, у автомобілебудування для елементів облицювання дверей, підлоги автомобіля, панелі приладів, тримачів панелі приладів, горизонтальних деталей кузова, а також для елементів меблів 9 85587 чи побутових приладів. Термопластичний синтетичний матеріал, приформований до спресованої сендвіч-структури, може бути також функціональним елементом, наприклад, ребром жорсткості. Нижче винахід детальніше пояснюється з використанням фігур. На них схематично зображено: Фіг.1. Поперечний переріз фрагменту відповідного винаходові комбінованого конструктивного елемента у формі для лиття під тиском після заливання термопластичним синтетичним матеріалом спресованої крайової зони, Фіг.2. Поперечний переріз фрагменту відповідного винаходові комбінованого конструктивного елемента в формі для лиття під тиском після заливання термопластичним спресованої крайової зони, причому у неспресованій зоні синтетичний матеріал проник у серцевинний шар, Фіг.3. Поперечний переріз фрагменту відповідного винаходові комбінованого конструктивного елемента в формі для лиття під тиском після заливання термопластичним синтетичним матеріалом в зоні спресованого розриву в комбінованому конструктивному елементі. На Фіг.1 зображений відповідний винаходові комбінований конструктивний елемент 1 між двома половинами 2, 2' прес-форми для лиття під тиском (не зображена). Комбінований конструктивний елемент 1 складається із двох покривних шарів 3, 3' і серцевинного шару 4, що має, наприклад, стільникову стр уктур у. Несучий шар 4 розміщений між обома покривними шарами 3, 3'. У представленій на Фіг.1 формі виконання комбінованого конструктивного елемента 1 у крайовій зоні 5, 5' покривні шари 3, 3' спресовані таким чином, що вони практично прилягають один до іншого. Розміщений між покривними шарами 3, 3' серцевинний шар 4 у спресованій крайовій зоні 5, 5' практично повністю стиснений. У спресованій крайовій зоні 5, 5' комбінований конструктивний елемент 1 залитий термопластичним синтетичним матеріалом 6 методом лиття під тиском. Термопластичний синтетичний матеріал 6 не проникає між спресованими покривними шарами 3, 3' у серцевинний шар 4. На відміну від форми виконання, зображеної на Фіг.1 у формі виконання, зображеній на Фіг.2 обидва покривні шари 3, 3' стиснені між собою не безпосередньо у крайовій зоні 10, 10', а у зоні 9, 9', розміщеній на певній відстані від краю 10, 10'. При заливанні термопластичного синтетичного матеріалу 6 у не спресованій крайовій зоні 10, 10' термопластичний синтетичний матеріал 6 проникає у 10 серцевинний шар 4, тобто між покривними шарами 3, 3'. Термопластичний синтетичний матеріал 6 проникає у серцевинний шар 4 до досягнення спресованої зони 9, 9'. Таким чином залитий синтетичний матеріал 6 утворює з'єднання з геометричним замиканням. Спресована зона 9, 9; перешкоджає подальшому, зокрема неконтрольованому поширенню термопластичного синтетичного матеріалу 6 у серцевинний шар 4. На Фіг.3 зображена інша форма виконання комбінованого конструктивного елемента 1, розміщеного між двома половинами 2, 2' прес-форми для лиття під тиском (не зображена). Покривні шари 3, 3' мають розміщені один навпроти іншого розриви 7, 7'. Несучий шар 4 також має розрив 11 у зоні розривів 7, 7'. Краї 8, 8' розривів 7, 7' покривних шарів 3, 3' спресовані між собою. Розміщені один навпроти іншого розриви 7, 7', 11 залиті термопластичним синтетичним матеріалом 6, який з геометричним замиканням з'єднаний з конструктивним елементом 1. Крім того, у не зображеній формі виконання у залитому термопластичному синтетичному матеріалі може бути передбачений розрив. Приклад: Сендвіч-структура була утворена серцевинним шаром у формі паперового стільника товщиною 6мм з вагою одиниці площі близько 1 000г/м 2 і двома скловолоконними матами з вагою одиниці площі близько 400г/м 2, розміщеними по обидва боки серцевинного шару. Шари були з'єднані між собою поліуретановою заливальною системою, що складалася із поліолу і діізоціанату (Baypreg F®, Ba yer AG, Німеччина) з вагою одиниці площі близько 400г/м 2, шляхом стиснення у пресі. Вага одиниці площі отриманої таким чином сендвічструктури становила 2.630г/м 2 (густина 0,4г/см 3). При стисненні шарів у пресі одночасно, тобто під час однієї робочої операції, покривні шари сендвіч-структури були стиснені між собою по зовнішньому краї до тверднення поліуретанової заливальної системи. Після тверднення поліуретанової смоли формований виріб вилучали із прес-форми і поміщали у форму для лиття під тиском. Спресовані крайові зони були залиті поліамідом 6 GF 30. Товщина пластмаси становила 6мм. Товщина комбінованого конструктивного елемента становила загалом 6мм, густина становила близько 0,7г/см 3, вага одиниці площі становила близько 4.400г/м 2. Залитий термопластичний синтетичний матеріал не проникав у серцевинний шар між покривними шарами. 11 Комп’ютерна в ерстка В. Клюкін 85587 Підписне 12 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposite part
Автори англійськоюWilkens Reiner, Erkenlenz Reiner, Lammeck Adold, Klocke Martin, Konejung Klaus
Назва патенту російськоюКомбинированный конструктивный элемент
Автори російськоюВількенс Райнер, Еркеленц Райнер, Ламмекк Адольф, Клокке Мартін, Конеюнг Клаус
МПК / Мітки
МПК: E04C 2/02, B29C 45/16, B32B 3/02
Мітки: комбінований, елемент, конструктивний
Код посилання
<a href="https://ua.patents.su/6-85587-kombinovanijj-konstruktivnijj-element.html" target="_blank" rel="follow" title="База патентів України">Комбінований конструктивний елемент</a>
Складчастий конструктивний елемент, зокрема конструктивний елемент меблів
Номер патенту: 84708
Опубліковано: 25.11.2008
Автор: Бух Мартін
МПК: E04C 2/40, A47B 96/00
Мітки: конструктивний, елемент, меблів, складчастий, зокрема
Формула / Реферат:
1. Складчастий конструктивний елемент, зокрема конструктивний елемент меблів, що маєпринаймні два плоскі часткові елементи (2, 2', 2"), які мають першу зовнішню поверхню (3) і другу зовнішню поверхню (4), принаймні один з'єднувальний край (5) і зовнішні краї (6, 7), шарнірно з'єднані між собою вздовж з'єднувального краю (5), а принаймні одна із зовнішніх поверхонь (3, 4) розміщена навпроти зовнішньої поверхні (3, 4) іншого...
Напівпровідниковий конструктивний елемент
Номер патенту: 46173
Опубліковано: 15.05.2002
Автори: Віллер Йозеф, Фон Бассе Пауль-Вернер, Шайтер Томас
МПК: A61B 5/117, H01L 21/314, G06T 1/00, G06K 9/00
Мітки: конструктивний, елемент, напівпровідниковий
Формула / Реферат:
1. Напівпровідниковий конструктивний елемент, що складається із напівпровідникового корпусу (1), на якому розміщений структурований проміжками шар (5),- пасивувальне покриття, що складається із щонайменше двох нанесених один на інший подвійних пасивувальних шарів (6, 7, 8, 9), яке покриває структурований шар (5) на поверхні напівпровідникового корпусу (1) і заповнює проміжки у структурованому шарі (5),- в якому кожен із...
Теплоізоляційний конструктивний елемент
Номер патенту: 31954
Опубліковано: 25.04.2008
Автори: Ільченко Антон Іванович, Давидян Карен Генріхович, Дунаєвський Олег Маркович
МПК: F27D 1/04
Мітки: теплоізоляційний, конструктивний, елемент
Формула / Реферат:
Теплоізоляційний конструктивний елемент, що виконаний у вигляді пустотілого паралелепіпеда з двома парами виступів і впадин на його зовнішній поверхні, який відрізняється тим, що кожна пара виступів і впадин розміщені взаємно перпендикулярно на паралельних гранях елемента, причому глибина кожної пари виступів і впадин складає не менше 4xLxbxt, м,де: L - довжина грані, на якій розміщений виступ і впадина, м;b - коефіцієнт...
Конструктивний елемент для будівництва споруд
Номер патенту: 12346
Опубліковано: 28.02.1997
Автори: Хайнц Демен, Пауль Райхартц, Дімітріс Папаніколаоу
МПК: E04B 1/348
Мітки: споруд, конструктивний, елемент, будівництва
Формула / Реферат:
(57) 1. Конструктивный элемент для строительства зданий, включающий несущую армированную плиту, расположенную горизонтально, опертую по углам на вертикальные стойки и жестко с ними соединенную, отличающийся тем, что арматура установлена с образованием выпусков на нижней поверхности плиты, которая снабжена опорами, расположенными по ее углам с совмещением их верхней поверхности с нижней поверхностью плиты, соединенными с арматурой последней и...
Будівельний конструктивний елемент
Номер патенту: 31642
Опубліковано: 10.04.2008
Автор: Харченко Василь Васильович
МПК: E06B 3/04
Мітки: будівельний, конструктивний, елемент
Формула / Реферат:
1. Будівельний конструкційний елемент, що складається з профілю, який має кілька камер, одна з яких центральна, а інші - бокові, і має пустотілий виступ для фіксації ізолюючого елемента з пазом для ущільнювача, а також паз для фіксації штапика та щонайменше одного ізолюючого елемента, який встановлений так, що з одного боку він фіксується пустотілим виступом, а з другого - штапиком, який відрізняється тим, що пустотілий виступ розташований по...
Попередній патент: Утворювач глибоких щілин у ґрунті
Наступний патент: Пестицидна композиція для боротьби з нематодами і фітопатогенними грибами та спосіб обробки насіння
Випадковий патент: Водогрійний котел