Конвеєр для окремих частин для роздільного транспортування частин туші

Формула / Реферат
1. Конвеєр для окремих частин для роздільного транспортування частин туші, який розміщений услід за вузлом різання, причому вузол різання має розділювальний вузол, виконаний з можливістю переміщення у напрямку, поперечному до напрямку транспортування, для розділення туші на принаймні першу частину та другу частину, і складається з принаймні двох конвеєрів для окремого транспортування першої частини та другої частини, відповідно, який відрізняється тим, що принаймні один із принаймні двох конвеєрів виконаний з можливістю переміщення у напрямку, поперечному до напрямку транспортування, і має можливість переміщуватися відповідно до розмірів частин туші, при цьому конвеєри виконані з можливістю переміщення, обладнані сумісним з'єднувальним механізмом для одночасного переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, причому сумісний з'єднувальний механізм сконструйований у такий спосіб, що відстані переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, можуть відрізнятись.
2. Конвеєр для окремих частин за п. 1, який відрізняється тим, що вузол різання включає два розділювальних вузли для розділення туші на три частини, а конвеєр для окремих частин складається з трьох конвеєрів, принаймні два з яких виконані з можливістю переміщення у напрямку, поперечному до напрямку транспортування.
3. Конвеєр для окремих частин за п. 2, який відрізняється тим, що всі три конвеєри виконані з можливістю переміщення у напрямку, поперечному до напрямку транспортування.
4. Конвеєр для окремих частин за будь-яким із попередніх пунктів, який відрізняється тим, що з'єднувальний механізм сконструйований у такий спосіб, що співвідношення між відстанями переміщення для двох конвеєрів є принаймні практично постійним.
5. Конвеєр для окремих частин за будь-яким із попередніх пунктів, який відрізняється тим, що принаймні один із конвеєрів, виконаних з можливістю переміщення, є викривленим.
6. Конвеєр для окремих частин за п. 5, який відрізняється тим, що викривлений(і) конвеєр(и), виконаний(ні) з можливістю переміщення, має/мають принаймні практично нерухомий вихідний кінець, а вхідний кінець виконаний з можливістю переміщення.
7. Спосіб роздільного транспортування частин туші в конвеєрній системі, що включає вузол різання та конвеєр для окремих частин, який розміщений услід за вузлом різання, причому вузол різання має розділювальний вузол, виконаний з можливістю переміщення у напрямку, поперечному до напрямку транспортування, для розділення туші на принаймні першу частину та другу частину, і де конвеєр для окремих частин складається з принаймні двох конвеєрів для окремого транспортування першої частини та другої частини, відповідно, який відрізняється тим, що включає стадію переміщення принаймні одного із принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, з можливістю переміщення відповідно до розмірів частин туші.
8. Спосіб за п. 7, який відрізняється тим, що конвеєри, виконані з можливістю переміщення, обладнують сумісним з'єднувальним механізмом для забезпечення можливості одночасного переміщення у напрямку, поперечному до напрямку транспортування, у такий спосіб, щоб відстані переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, могли відрізнятись.
9. Спосіб за п. 7 або 8, який відрізняється тим, що переміщенням вузла різання у напрямку, поперечному до напрямку транспортування, забезпечують переміщення принаймні одного з конвеєрів у напрямку, поперечному до напрямку транспортування.
10. Спосіб за п. 9, який відрізняється тим, що конвеєр для окремих частин складають з трьох конвеєрів, принаймні два з яких виконують з можливістю переміщення у напрямку, поперечному до напрямку транспортування, і переміщують зазначені два конвеєри у напрямку, поперечному до напрямку транспортування, взаємно незалежно, у такий спосіб, щоб середній конвеєр після цього переміщення розміщувався між двома розділювальними вузлами, а вузол різання складають з двох розділювальних вузлів для розділення туші на три частини.
Текст
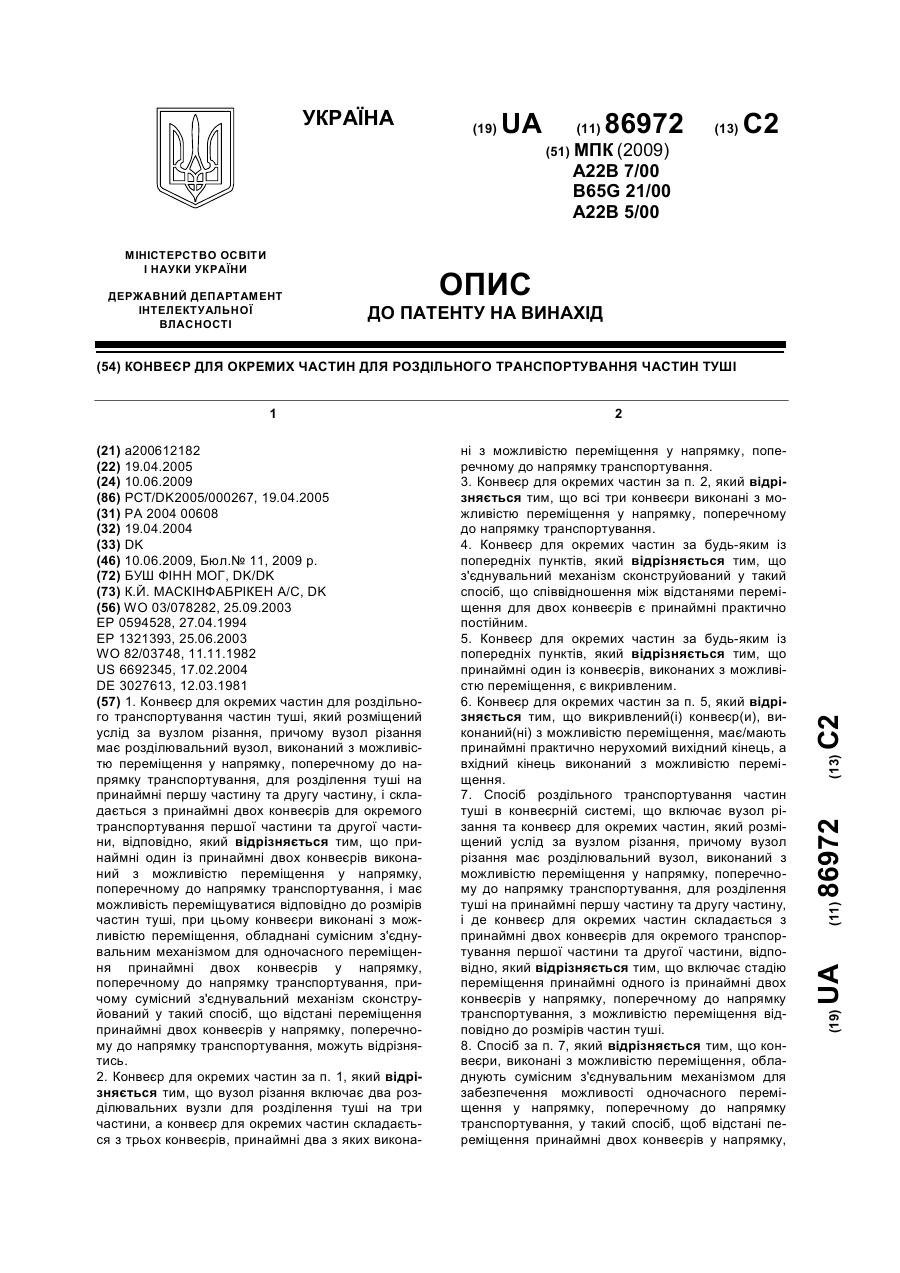
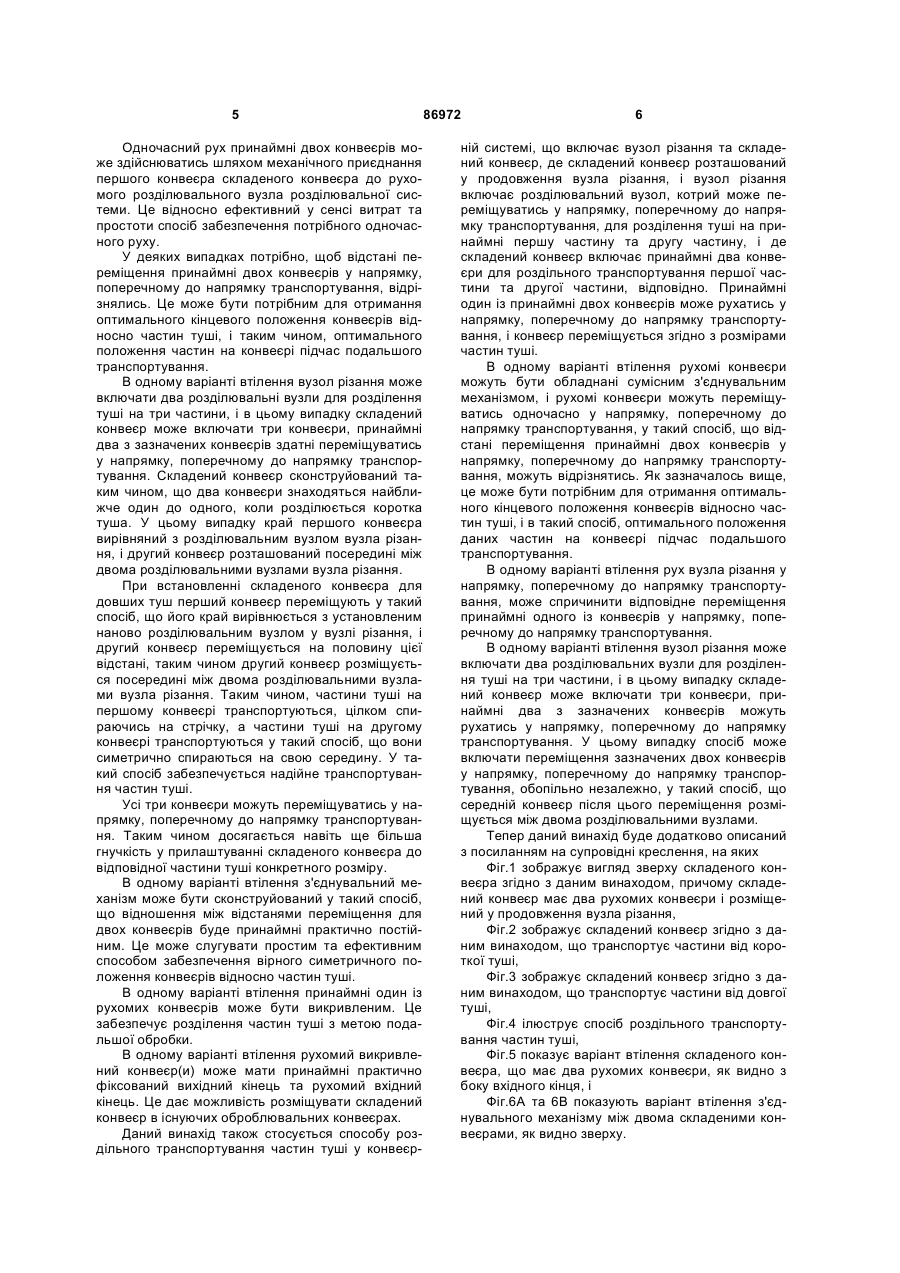
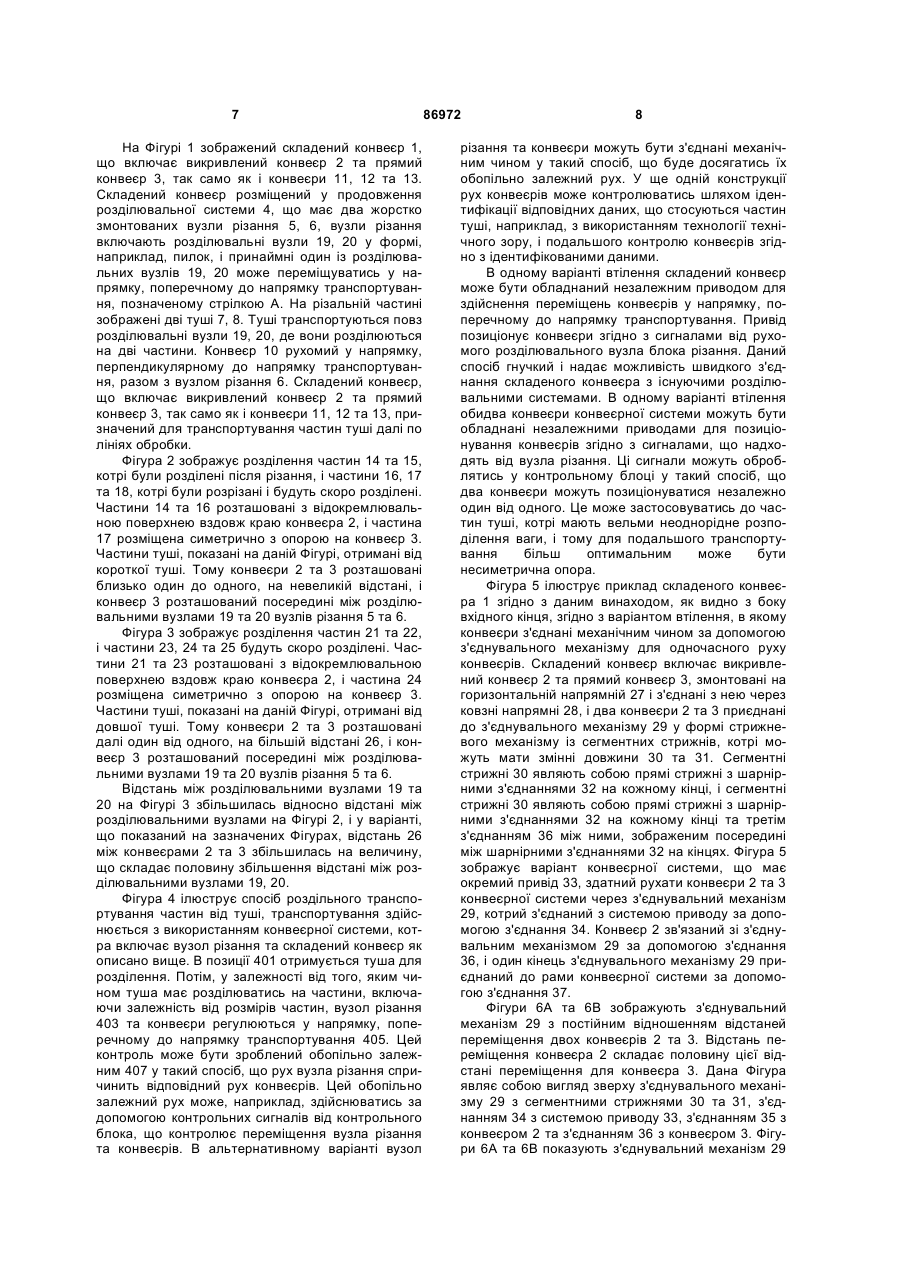
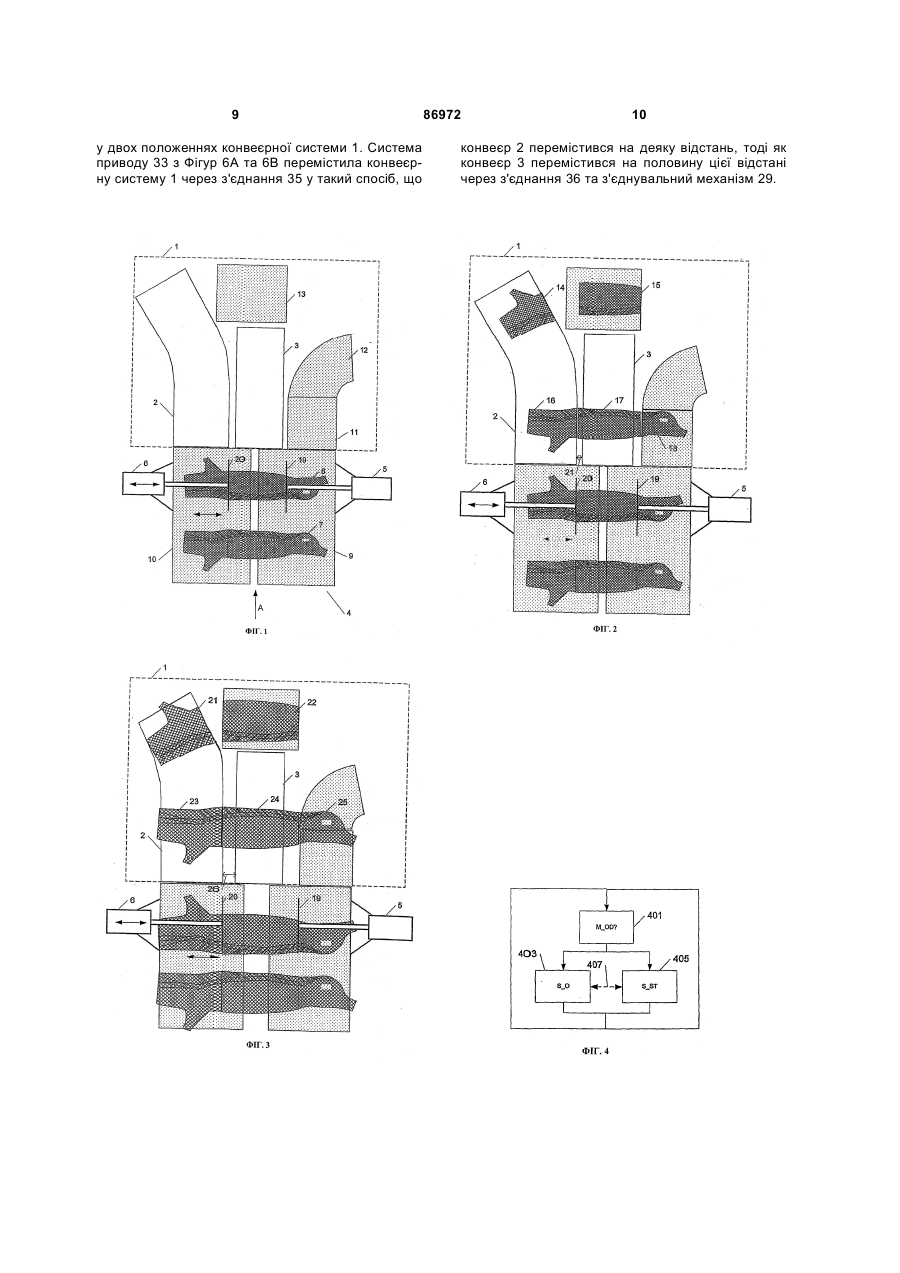
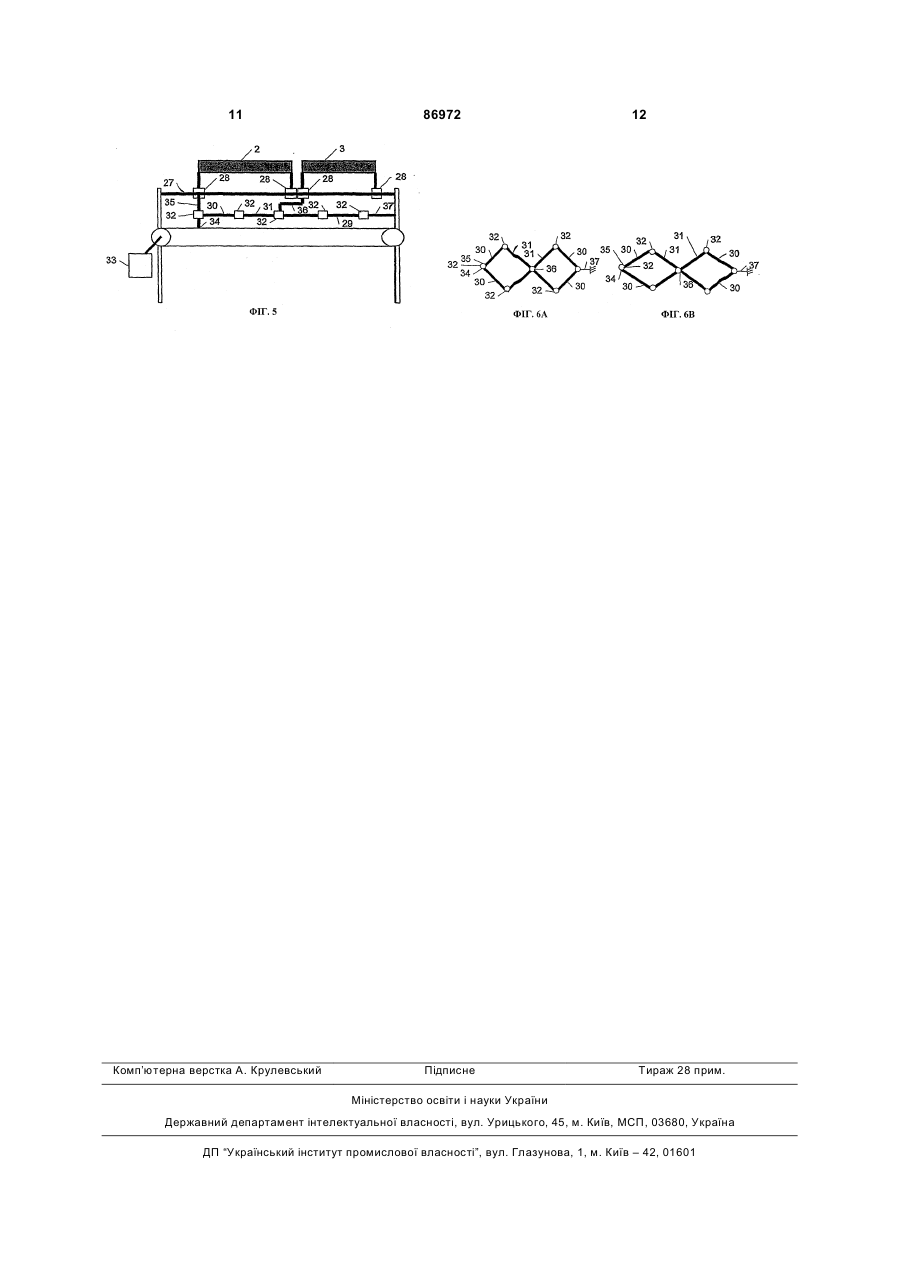
1. Конвеєр для окремих частин для роздільного транспортування частин туші, який розміщений услід за вузлом різання, причому вузол різання має розділювальний вузол, виконаний з можливістю переміщення у напрямку, поперечному до напрямку транспортування, для розділення туші на принаймні першу частину та другу частину, і складається з принаймні двох конвеєрів для окремого транспортування першої частини та другої частини, відповідно, який відрізняється тим, що принаймні один із принаймні двох конвеєрів виконаний з можливістю переміщення у напрямку, поперечному до напрямку транспортування, і має можливість переміщуватися відповідно до розмірів частин туші, при цьому конвеєри виконані з можливістю переміщення, обладнані сумісним з'єднувальним механізмом для одночасного переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, причому сумісний з'єднувальний механізм сконструйований у такий спосіб, що відстані переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, можуть відрізнятись. 2. Конвеєр для окремих частин за п. 1, який відрізняється тим, що вузол різання включає два розділювальних вузли для розділення туші на три частини, а конвеєр для окремих частин складається з трьох конвеєрів, принаймні два з яких викона 2 (19) 1 3 86972 4 поперечному до напрямку транспортування, могли відрізнятись. 9. Спосіб за п. 7 або 8, який відрізняється тим, що переміщенням вузла різання у напрямку, поперечному до напрямку транспортування, забезпечують переміщення принаймні одного з конвеєрів у напрямку, поперечному до напрямку транспортування. 10. Спосіб за п. 9, який відрізняється тим, що конвеєр для окремих частин складають з трьох конвеєрів, принаймні два з яких виконують з можливістю переміщення у напрямку, поперечному до напрямку транспортування, і переміщують зазначені два конвеєри у напрямку, поперечному до напрямку транспортування, взаємно незалежно, у такий спосіб, щоб середній конвеєр після цього переміщення розміщувався між двома розділювальними вузлами, а вузол різання складають з двох розділювальних вузлів для розділення туші на три частини. Даний винахід стосується складеного конвеєра для роздільного транспортування частин туші. Даний винахід також стосується способу роздільного транспортування частин туші. Первинне розрізування туш тварин часто здійснюється у вузлі різання, що включає різальну систему з двома пилками, і в такий спосіб туша розділяється на три частини; передню кінцеву частину, середню частину та задню кінцеву частину. Дві різальні пилки розміщені у такий спосіб, що вони роблять паралельні розрізи у напрямку транспортування туші. Розміри туш неоднорідні, і для одержання оптимального виходу від туші потрібно мати можливість міняти відстань між двома розрізами, тобто розрізи адаптуються до кожної окремої туші. Як продовження вузла різання розміщений складений конвеєр, і складений конвеєр включає конвеєр передньої кінцевої частини, конвеєр середньої частини та конвеєр задньої кінцевої частини для роздільного транспортування, відповідно, передньої кінцевої частини, середньої частини та задньої кінцевої частини туші. У різальній системі відомий спосіб полягає в тому, що пилка, котра розділяє задню кінцеву частину та середню частину, фіксується, а пилка, що розділяє передню кінцеву частину та середню частину туші, робиться регульованою в напрямку, перпендикулярному до напрямку різання. Визначення та установка положень різання можуть проводитись у ручний спосіб або автоматично, наприклад, з використанням системи розпізнавання образів. Після розділення у різальному вузлі три частини розміщені близько одна до одної, і подальше автоматичне транспортування від різального вузла за допомогою конвеєра для роздільного транспортування передньої кінцевої частини, середньої частини та задньої кінцевої частини, відповідно, утруднене, оскільки принаймні одне з положень різання на окремій туші варіюється в напрямку, поперечному до напрямку транспортування. Ця варіація може спричинити варіації в розмірі як передньої кінцевої, так і середньої частини, і таким чином, варіації у пограничній поверхні. Ці варіації можуть призвести до того, що або середня частина, або передня кінцева частина туші будуть таким великими, що вони можуть частково потрапити, відповідно, на конвеєр передньої кінцевої частини або середньої частини. У будь-якому випадку, результатом буде вельми ненадійне подальше транспортування частин туші на лініях обробки через невизначеність точних положень цих частин на наступних конвеєрних стрічках. У теперішній час позиціонування частин туші на наступному конвеєрі забезпечується шляхом візуального спостереження та ручного регулювання положення частин на окремих конвеєрах складеного конвеєра. Це негігієнічно, стомливо, дорого, так само як і не забезпечує потрібну точність. Оскільки все більше боєнь застосовують системи автоматичної обробки, наприклад, для подальшої обробки частин туші після первинного розрізування, коректне та однорідне позиціонування цих частин на наступних конвеєрних стрічках важливе для коректної їх обробки у відповідних оброблювальних вузлах. Предметом даного винаходу є забезпечення конвеєрної системи, котра відповідає вимогам, що описані вище. Це досягається за допомогою складеного конвеєра для роздільного транспортування частин туші, де складений конвеєр пристосований у такий спосіб, щоб бути продовженням вузла різання, і вузол різання включає розділювальний вузол, котрий є рухомим у напрямку, поперечному до напрямку транспортування, для розділення туші на принаймні першу частину та другу частину, і де складений конвеєр включає принаймні два конвеєри для роздільного транспортування першої частини та другої частини, відповідно. Принаймні один із принаймні двох конвеєрів є рухомим у поперечному напрямку до напрямку транспортування, у такий спосіб даний конвеєр переміщується згідно з розміром частин туші. Рухомі конвеєри обладнані сумісним з'єднувальним механізмом для одночасного руху принаймні двох конвеєрів у поперечному напрямку до напрямку транспортування, зазначений сумісний з'єднувальний механізм сконструйований у такий спосіб, що відстані переміщення принаймні двох конвеєрів у поперечному напрямку до напрямку транспортування можуть відрізнятись. Цим гарантується, чисто за рахунок руху конвеєрів, що частини туші розташовані на конвеєрі, підтримуються підчас подальшого транспортування у найкращий можливий спосіб, оскільки ці частини можуть або цілком спиратись на стрічку, або спираються на свою середину, і таким чином частини виступають з конвеєра рівномірно з обох боків. Таким чином, виключається ручне регулювання частин туші. 5 Одночасний рух принаймні двох конвеєрів може здійснюватись шляхом механічного приєднання першого конвеєра складеного конвеєра до рухомого розділювального вузла розділювальної системи. Це відносно ефективний у сенсі витрат та простоти спосіб забезпечення потрібного одночасного руху. У деяких випадках потрібно, щоб відстані переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, відрізнялись. Це може бути потрібним для отримання оптимального кінцевого положення конвеєрів відносно частин туші, і таким чином, оптимального положення частин на конвеєрі підчас подальшого транспортування. В одному варіанті втілення вузол різання може включати два розділювальні вузли для розділення туші на три частини, і в цьому випадку складений конвеєр може включати три конвеєри, принаймні два з зазначених конвеєрів здатні переміщуватись у напрямку, поперечному до напрямку транспортування. Складений конвеєр сконструйований таким чином, що два конвеєри знаходяться найближче один до одного, коли розділюється коротка туша. У цьому випадку край першого конвеєра вирівняний з розділювальним вузлом вузла різання, і другий конвеєр розташований посередині між двома розділювальними вузлами вузла різання. При встановленні складеного конвеєра для довших туш перший конвеєр переміщують у такий спосіб, що його край вирівнюється з установленим наново розділювальним вузлом у вузлі різання, і другий конвеєр переміщується на половину цієї відстані, таким чином другий конвеєр розміщується посередині між двома розділювальними вузлами вузла різання. Таким чином, частини туші на першому конвеєрі транспортуються, цілком спираючись на стрічку, а частини туші на другому конвеєрі транспортуються у такий спосіб, що вони симетрично спираються на свою середину. У такий спосіб забезпечується надійне транспортування частин туші. Усі три конвеєри можуть переміщуватись у напрямку, поперечному до напрямку транспортування. Таким чином досягається навіть ще більша гнучкість у прилаштуванні складеного конвеєра до відповідної частини туші конкретного розміру. В одному варіанті втілення з'єднувальний механізм може бути сконструйований у такий спосіб, що відношення між відстанями переміщення для двох конвеєрів буде принаймні практично постійним. Це може слугувати простим та ефективним способом забезпечення вірного симетричного положення конвеєрів відносно частин туші. В одному варіанті втілення принаймні один із рухомих конвеєрів може бути викривленим. Це забезпечує розділення частин туші з метою подальшої обробки. В одному варіанті втілення рухомий викривлений конвеєр(и) може мати принаймні практично фіксований вихідний кінець та рухомий вхідний кінець. Це дає можливість розміщувати складений конвеєр в існуючих оброблювальних конвеєрах. Даний винахід також стосується способу роздільного транспортування частин туші у конвеєр 86972 6 ній системі, що включає вузол різання та складений конвеєр, де складений конвеєр розташований у продовження вузла різання, і вузол різання включає розділювальний вузол, котрий може переміщуватись у напрямку, поперечному до напрямку транспортування, для розділення туші на принаймні першу частину та другу частину, і де складений конвеєр включає принаймні два конвеєри для роздільного транспортування першої частини та другої частини, відповідно. Принаймні один із принаймні двох конвеєрів може рухатись у напрямку, поперечному до напрямку транспортування, і конвеєр переміщується згідно з розмірами частин туші. В одному варіанті втілення рухомі конвеєри можуть бути обладнані сумісним з'єднувальним механізмом, і рухомі конвеєри можуть переміщуватись одночасно у напрямку, поперечному до напрямку транспортування, у такий спосіб, що відстані переміщення принаймні двох конвеєрів у напрямку, поперечному до напрямку транспортування, можуть відрізнятись. Як зазначалось вище, це може бути потрібним для отримання оптимального кінцевого положення конвеєрів відносно частин туші, і в такий спосіб, оптимального положення даних частин на конвеєрі підчас подальшого транспортування. В одному варіанті втілення рух вузла різання у напрямку, поперечному до напрямку транспортування, може спричинити відповідне переміщення принаймні одного із конвеєрів у напрямку, поперечному до напрямку транспортування. В одному варіанті втілення вузол різання може включати два розділювальних вузли для розділення туші на три частини, і в цьому випадку складений конвеєр може включати три конвеєри, принаймні два з зазначених конвеєрів можуть рухатись у напрямку, поперечному до напрямку транспортування. У цьому випадку спосіб може включати переміщення зазначених двох конвеєрів у напрямку, поперечному до напрямку транспортування, обопільно незалежно, у такий спосіб, що середній конвеєр після цього переміщення розміщується між двома розділювальними вузлами. Тепер даний винахід буде додатково описаний з посиланням на супровідні креслення, на яких Фіг.1 зображує вигляд зверху складеного конвеєра згідно з даним винаходом, причому складений конвеєр має два рухомих конвеєри і розміщений у продовження вузла різання, Фіг.2 зображує складений конвеєр згідно з даним винаходом, що транспортує частини від короткої туші, Фіг.3 зображує складений конвеєр згідно з даним винаходом, що транспортує частини від довгої туші, Фіг.4 ілюструє спосіб роздільного транспортування частин туші, Фіг.5 показує варіант втілення складеного конвеєра, що має два рухомих конвеєри, як видно з боку вхідного кінця, і Фіг.6А та 6В показують варіант втілення з'єднувального механізму між двома складеними конвеєрами, як видно зверху. 7 На Фігурі 1 зображений складений конвеєр 1, що включає викривлений конвеєр 2 та прямий конвеєр 3, так само як і конвеєри 11, 12 та 13. Складений конвеєр розміщений у продовження розділювальної системи 4, що має два жорстко змонтованих вузли різання 5, 6, вузли різання включають розділювальні вузли 19, 20 у формі, наприклад, пилок, і принаймні один із розділювальних вузлів 19, 20 може переміщуватись у напрямку, поперечному до напрямку транспортування, позначеному стрілкою А. На різальній частині зображені дві туші 7, 8. Туші транспортуються повз розділювальні вузли 19, 20, де вони розділюються на дві частини. Конвеєр 10 рухомий у напрямку, перпендикулярному до напрямку транспортування, разом з вузлом різання 6. Складений конвеєр, що включає викривлений конвеєр 2 та прямий конвеєр 3, так само як і конвеєри 11, 12 та 13, призначений для транспортування частин туші далі по лініях обробки. Фігура 2 зображує розділення частин 14 та 15, котрі були розділені після різання, і частини 16, 17 та 18, котрі були розрізані і будуть скоро розділені. Частини 14 та 16 розташовані з відокремлювальною поверхнею вздовж краю конвеєра 2, і частина 17 розміщена симетрично з опорою на конвеєр 3. Частини туші, показані на даній Фігурі, отримані від короткої туші. Тому конвеєри 2 та 3 розташовані близько один до одного, на невеликій відстані, і конвеєр 3 розташований посередині між розділювальними вузлами 19 та 20 вузлів різання 5 та 6. Фігура 3 зображує розділення частин 21 та 22, і частини 23, 24 та 25 будуть скоро розділені. Частини 21 та 23 розташовані з відокремлювальною поверхнею вздовж краю конвеєра 2, і частина 24 розміщена симетрично з опорою на конвеєр 3. Частини туші, показані на даній Фігурі, отримані від довшої туші. Тому конвеєри 2 та 3 розташовані далі один від одного, на більшій відстані 26, і конвеєр 3 розташований посередині між розділювальними вузлами 19 та 20 вузлів різання 5 та 6. Відстань між розділювальними вузлами 19 та 20 на Фігурі 3 збільшилась відносно відстані між розділювальними вузлами на Фігурі 2, і у варіанті, що показаний на зазначених Фігурах, відстань 26 між конвеєрами 2 та 3 збільшилась на величину, що складає половину збільшення відстані між розділювальними вузлами 19, 20. Фігура 4 ілюструє спосіб роздільного транспортування частин від туші, транспортування здійснюється з використанням конвеєрної системи, котра включає вузол різання та складений конвеєр як описано вище. В позиції 401 отримується туша для розділення. Потім, у залежності від того, яким чином туша має розділюватись на частини, включаючи залежність від розмірів частин, вузол різання 403 та конвеєри регулюються у напрямку, поперечному до напрямку транспортування 405. Цей контроль може бути зроблений обопільно залежним 407 у такий спосіб, що рух вузла різання спричинить відповідний рух конвеєрів. Цей обопільно залежний рух може, наприклад, здійснюватись за допомогою контрольних сигналів від контрольного блока, що контролює переміщення вузла різання та конвеєрів. В альтернативному варіанті вузол 86972 8 різання та конвеєри можуть бути з'єднані механічним чином у такий спосіб, що буде досягатись їх обопільно залежний рух. У ще одній конструкції рух конвеєрів може контролюватись шляхом ідентифікації відповідних даних, що стосуються частин туші, наприклад, з використанням технології технічного зору, і подальшого контролю конвеєрів згідно з ідентифікованими даними. В одному варіанті втілення складений конвеєр може бути обладнаний незалежним приводом для здійснення переміщень конвеєрів у напрямку, поперечному до напрямку транспортування. Привід позиціонує конвеєри згідно з сигналами від рухомого розділювального вузла блока різання. Даний спосіб гнучкий і надає можливість швидкого з'єднання складеного конвеєра з існуючими розділювальними системами. В одному варіанті втілення обидва конвеєри конвеєрної системи можуть бути обладнані незалежними приводами для позиціонування конвеєрів згідно з сигналами, що надходять від вузла різання. Ці сигнали можуть оброблятись у контрольному блоці у такий спосіб, що два конвеєри можуть позиціонуватися незалежно один від одного. Це може застосовуватись до частин туші, котрі мають вельми неоднорідне розподілення ваги, і тому для подальшого транспортування більш оптимальним може бути несиметрична опора. Фігура 5 ілюструє приклад складеного конвеєра 1 згідно з даним винаходом, як видно з боку вхідного кінця, згідно з варіантом втілення, в якому конвеєри з'єднані механічним чином за допомогою з'єднувального механізму для одночасного руху конвеєрів. Складений конвеєр включає викривлений конвеєр 2 та прямий конвеєр 3, змонтовані на горизонтальній напрямній 27 і з'єднані з нею через ковзні напрямні 28, і два конвеєри 2 та 3 приєднані до з'єднувального механізму 29 у формі стрижневого механізму із сегментних стрижнів, котрі можуть мати змінні довжини 30 та 31. Сегментні стрижні 30 являють собою прямі стрижні з шарнірними з'єднаннями 32 на кожному кінці, і сегментні стрижні 30 являють собою прямі стрижні з шарнірними з'єднаннями 32 на кожному кінці та третім з'єднанням 36 між ними, зображеним посередині між шарнірними з'єднаннями 32 на кінцях. Фігура 5 зображує варіант конвеєрної системи, що має окремий привід 33, здатний рухати конвеєри 2 та 3 конвеєрної системи через з'єднувальний механізм 29, котрий з'єднаний з системою приводу за допомогою з'єднання 34. Конвеєр 2 зв'язаний зі з'єднувальним механізмом 29 за допомогою з'єднання 36, і один кінець з'єднувального механізму 29 приєднаний до рами конвеєрної системи за допомогою з'єднання 37. Фігури 6А та 6В зображують з'єднувальний механізм 29 з постійним відношенням відстаней переміщення двох конвеєрів 2 та 3. Відстань переміщення конвеєра 2 складає половину цієї відстані переміщення для конвеєра 3. Дана Фігура являє собою вигляд зверху з'єднувального механізму 29 з сегментними стрижнями 30 та 31, з'єднанням 34 з системою приводу 33, з'єднанням 35 з конвеєром 2 та з'єднанням 36 з конвеєром 3. Фігури 6А та 6В показують з'єднувальний механізм 29 9 у двох положеннях конвеєрної системи 1. Система приводу 33 з Фігур 6А та 6В перемістила конвеєрну систему 1 через з'єднання 35 у такий спосіб, що 86972 10 конвеєр 2 перемістився на деяку відстань, тоді як конвеєр 3 перемістився на половину цієї відстані через з'єднання 36 та з'єднувальний механізм 29. 11 Комп’ютерна верстка А. Крулевський 86972 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPiece conveyer for separate transporting parts of carcass
Автори англійськоюBusch Finn Mag
Назва патенту російськоюКонвейер для отдельных частей для раздельного транспортирования частей туши
Автори російськоюБуш Финн Мог
МПК / Мітки
МПК: B65G 21/00, A22B 5/00, A22B 7/00
Мітки: частин, окремих, конвеєр, транспортування, роздільного, туші
Код посилання
<a href="https://ua.patents.su/6-86972-konveehr-dlya-okremikh-chastin-dlya-rozdilnogo-transportuvannya-chastin-tushi.html" target="_blank" rel="follow" title="База патентів України">Конвеєр для окремих частин для роздільного транспортування частин туші</a>
Конвеєр для транспортування дискретних матеріалів
Номер патенту: 21165
Опубліковано: 15.03.2007
Автори: Раєв Сергій Сергійович, Циркін Аркадій Тимофійович
МПК: B65G 15/00
Мітки: дискретних, конвеєр, матеріалів, транспортування
Формула / Реферат:
Конвеєр для транспортування дискретних матеріалів, який містить кожух, стрічку, що переміщується усередині кожуха, секції завантаження та вивантаження, який відрізняється тим, що кожух виконано у вигляді однієї гілки круглого, квадратного, прямокутного, шестигранного або іншого перерізу, прямолінійним або зігнутим під кутом до 30°, а стрічку виконано з окремих смуг.
Вібраційний конвеєр для транспортування сипкої харчової сировини з підвищеною вологістю
Номер патенту: 40740
Опубліковано: 27.04.2009
Автори: Заплетніков Ігор Миколайович, Коваленко Артем Володимирович, Фалько Олександр Леонідович
МПК: B65G 27/00
Мітки: транспортування, вібраційний, сировини, сипкої, харчової, вологістю, підвищеною, конвеєр
Формула / Реферат:
Вібраційний конвеєр для транспортування сипкої харчової сировини з підвищеною вологістю, що складається з рами, електродинамічного вібратора, деки і бункера, який відрізняється тим, що дека, по якій транспортується продукт, складається із паралельних пластин, що розташовуються під кутом до горизонту, і здійснює подовжні коливання у горизонтальній площині.
Вібраційний конвеєр для транспортування сипкої харчової сировини
Номер патенту: 26133
Опубліковано: 10.09.2007
Автори: Коваленко Артем Володимирович, Заплетніков Ігор Миколайович, Фалько Олександр Леонідович
МПК: B65G 27/00
Мітки: конвеєр, вібраційний, сировини, сипкої, транспортування, харчової
Формула / Реферат:
Вібраційний конвеєр для транспортування сипкої харчової сировини, що містить раму, деку і бункер, який відрізняється тим, що дека здійснює поздовжні коливання у горизонтальній площині та складається із сходинок у формі прямокутних трикутників.
Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих його частин
Номер патенту: 82963
Опубліковано: 26.05.2008
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович, Клименко Степан Іванович
МПК: B22D 27/15, B22D 27/04
Мітки: частин, спосіб, регульованим, піщаній, форми, охолоджуванням, окремих, виготовлення, виливка
Формула / Реферат:
1. Спосіб виготовлення виливка у піщаній формі з регульованим охолоджуванням окремих частин виливка, що включає створення газового розрідження в піску форми, заливку металевого розплаву в порожнину форми, твердіння розплаву, охолоджування з подачею холодоагенту на окремі частини або поверхні виливка і видалення виливка, який відрізняється тим, що перед подачею холодоагенту частини або поверхні виливка звільняють від...
Стрічковий конвеєр
Номер патенту: 40806
Опубліковано: 15.08.2001
Автори: Ільченко Людмила Володимирівна, Ільїн Євген Андрійович
МПК: B65G 15/00
Мітки: конвеєр, стрічковій
Формула / Реферат:
Стрічковий конвеєр, що включає нескінченну вертикально замкнуту гнучку стрічку, роликоопори для підтримки верхньої робочої і нижньої порожнякової гілок стрічки, приводний, відхиляючий та натяжний барабани, станину конвеєра, який відрізняється тим, що порожнякова гілка стрічки розташована по всій її довжині на трьохроликових опорах, крайні ролики яких мають нахил.
Попередній патент: Стоматологічний пломбувальний матеріал і спосіб одержання популяції частинок діоксиду цирконію
Наступний патент: Пристрій для намотування та розмотування шлангів, кабелів та їм подібних (варіанти)
Випадковий патент: Пристрій програмного управління роботою газліфтної свердловини періодичної дії