Кліть тривалкова гвинтова консольна планетарна
Номер патенту: 88522
Опубліковано: 26.10.2009
Автори: Шепель Володимир Михайлович, Жукова Наталя Вікторівна, Литвинова Таїсія Серафімівна, Литвинов Віктор Іванович






Формула / Реферат
Кліть тривалкова гвинтова консольна планетарна, яка містить валковий механізм зі своїм корпусом, причому валковий механізм розміщений в обертовому корпусі кліті, а осі його робочих валків нахилені під кутом ![]() до осі прокатки та зміщені відносно останньої, а також кліть містить механізми приводу робочих валків та обертового корпусу кліті, які розміщені в нерухомому корпусі кліті, яка відрізняється тим, що валковий механізм зі своїм корпусом встановлений з можливістю зміщення перпендикулярно осі прокатки на відстань, рівну найкоротшій відстані між осями прокатки і валка d =
до осі прокатки та зміщені відносно останньої, а також кліть містить механізми приводу робочих валків та обертового корпусу кліті, які розміщені в нерухомому корпусі кліті, яка відрізняється тим, що валковий механізм зі своїм корпусом встановлений з можливістю зміщення перпендикулярно осі прокатки на відстань, рівну найкоротшій відстані між осями прокатки і валка d =  , при цьому робочі валки мають радіус не більше r’(z’) =
, при цьому робочі валки мають радіус не більше r’(z’) = ![]() і довжину не менше
і довжину не менше  ,
,
де r0, r1 - радіуси підкату та розкату металу відповідно;
cd =  ;
;
z’ - відстань вздовж осі валка, відлічувана від точки перетину лінії найкоротшої відстані d з віссю валка;
sin(cgg) = sing - sin60°.
Текст
Кліть тривалкова гвинтова консольна планетарна, яка містить валковий механізм зі своїм корпусом, причому валковий механізм розміщений в обертовому корпусі кліті, а осі його робочих валків нахилені під кутом γ до осі прокатки та зміщені відносно останньої, а також кліть містить механіз 2 3 ⎫ ⎧ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ d = H ⋅ sin ε ⎪ ⎪ ⎪ γ=λ ⎬⇔ ⎨ ⎪ ⎪ H ⋅ cos ε ⎪ ⎪L = tgλ ⎪ ⎪ ⎪ cos ε ⎪ ⎪ ⎪L = H ⋅ sin λ ⎭ ⎩ 88522 ⎧ d ⎪sin ε = ⎪ 2 2 L tg γ + d2 ⎪ ⎪ γ=λ ⎨ ⎪ 2 2 2 ⎪ H = L tg γ + d ⎪ 2 2 2 ⎪ H = L' sin γ + d ⎩ z '0 = ⎫ ⎪ ⎪ ⎪ ⎪ ⎬ ⎪ ⎪ ⎪ ⎪ ⎭ c 2d2 d мають 2 радіус не більше r’(z’) = 2 + z' tg (c γ γ ) і довжину не 2 r0 − (1 − c d )2 d2 [( )] sin 1 − c γ γ ⋅ cos( c γ γ ) , де r0, r1 - радіус підкату і радіус розкату металу, sin(cγγ) = sinγ , де d, γ - відповідно, найкоротша відстань і кут між осями прокатки і валка, L’ - відстань від найкоротшої відстані d до точки перетинання між осями корпусу і валка, L - відстань від найкоротшої відстані d до проекції на ось прокатки точки перетинання осей корпусу і валка. Кут схрещування між осями прокатки і валка жорстко фіксований: γ = const, а два інших параметри являються регульованими: d ≠ const, L’ ≠ const. Загальними ознаками для кліті, що заявляється, і кліті, обраної як найближчий аналог, є механізм валковий зі своїм корпусом, поміщений в обертовий корпус кліті, механізм приводу валків і корпусу кліті, корпус кліті нерухомий, валки робочі, осі яких схрещуються стосовно осі прокатки під кутом γ. Недоліком відомої кліті є те, що корпус валковий при настроюванні кліті необхідно повертати на кут подачі, а потім фіксувати додатковими пристроями, що забезпечують жорсткість конструкції гвинтової кліті. Наявність цих додаткових пристроїв збільшує габарити кліті. В основу винаходу поставлена задача - удосконалити кліть тривалкову гвинтову консольну планетарну, яка забезпечить оптимальну технологію гвинтової прокатки, за рахунок попереднього вибору оптимальних геометричних параметрів гвинтової прокатки d, γ, і реалізації їх на консервативному обладнанні без можливості регулювання. Завдяки новим ознакам можна виконати компактну кліть із мінімальними габаритами і з максимально можливими валками, що обжимають заготівлю з великою витяжкою при мінімальних енерговитратах на технологію обтиснення і питомому зносі інструменту деформації на тонну прокату. Поставлена задача вирішується за рахунок того, що в кліті тривалкової гвинтової консольної планетарної, яка вміщує механізм валковий із своїм корпусом, поміщений в обертовий корпус кліті, механізм приводу валків і корпусу кліті, корпус кліті нерухомий, валки робочі, осі яких схрещуються стосовно осі прокатки під кутом γ, відповідно винаходу, механізм валковий із своїм корпусом установлений з можливістю зміщення перпендикулярно осі прокатки на відстань рівною найкоротшій відr1 1 − c d , робочі стані між осями прокатки і валка d = валки 4 менше 2 cos2 γ ⎞ ⎛1 3 ⎜ + cos2 γ ⎟ ⎠ , z’ - вісь валка, відлічу⎝3 sin60°, cd = вана від найкоротшої відстані d. Сходячи із сутності винаходу, що ґрунтується на аналізі геометрії гвинтової прокатки, об’єктивно виключається необхідність регулювання геометричних параметрів гвинтової прокатки шляхом повороту корпусу кліті. Додатково виключається наявність механізмів, що забезпечують жорсткість конструкції регульованої кліті. Названі параметри не треба змінювати або регулювати, їхні оптимальні величини реалізуються на кліті консервативним способом за допомогою простого обладнання з найменшими витратами, що завжди прийнятно у виробничих умовах. У зв’язку з тим, що технологія первинна, а обладнання, яке її реалізує -удруге, вибір конструкції кліті починається з конструювання валків і вогнища деформації, яке вони утворюють. За побудовою калібрування валків гвинтової кліті, з погляду технолога, спочатку необхідно задати вогнище деформації з його захоплюючим, деформуючим і калібруючим ділянками, а потім, відповідно геометрії металу, якій деформується, треба будувати відповідний йому валок. У двохвалковій кліті два валки, аксіальне симетричні щодо осі прокатки, один одному не заважають, і тут не треба проводити тест на їхнє перетинання. Тому у двохвалкових клітях особливих геометричних труднощів не існує за проектуванням деформуючого інструменту, тому що математика його побудови відома на основі використання характерних геометричних параметрів гвинтової прокатки, найкоротшої відстані d і кута γ між осями прокатки і валка. Тобто, тут використається пряма задача гвинтової прокатки. Тривалкова кліть відрізняється від двохвалкової тим, що на три валки накладається додаткове обмеження поворотної симетрії їхньої побудови. Це настільки ускладнює процес проектування, що побудований валок у прямої задачі гвинтової прокатки постійно доводиться корегувати через його перетинання із сусіднім аксіальне симетричним валком. Крім цього, валки максимальним образом повинні займати відведений їм простір, тобто вони повинні майже стикатися один з одним, тобто утворювати «замкнутий» калібр. У силу важливості останньої обставини, пряма задача гвинтової прокатки об’єктивно уступає зворотній задачі, тому що доводиться спочатку будувати максимально можливі по габаритах валки, а потім, відповідно до валків, будувати дотичне з ним вогнище деформації. Тому, тільки через геометричне обмеження трьох валків інструмент тут первинний, а відповідне йому вогнище деформації - вторинне. Маючи максимальні валки, що майже стикаються один з одним, відповідно зворотної геомет 5 88522 ричної задачі гвинтової прокатки будується відповідне їм мінімально можливе вогнище деформації. Потім, після технологічної адаптації мінімального вогнища, яке складається із захоплюючого, деформуючого і калібруючого ділянок, що не заходять за свої мінімальні габарити відповідно прямій геометричній задачі, корегується профілювання валка в рамках своїх максимальних габаритів. Для проектування кліті досить інформації про максимальні валки, що майже стикаються один з одним, і їхнього функціонального зв’язку з характерними параметрами гвинтової прокатки d й γ. Це логіка побудови системи валки - вогнище деформації є базисом геометричних пропорцій гвинтової кліті, які необхідні при її конструюванні. Обраний технологом профіль вогнища деформації - перехід металу від заготівлі до кінцевого розміру, можна реалізувати в різних його положеннях уздовж осі прокатки щодо найкоротшої відстані d. Обґрунтування прив’язки дальнього торця вогнища деформації стосовно d має першорядне значення. Якщо зміщати заданий профіль вогнища уздовж осі прокатки, віддаляючись від найкоротшої відстані d, то d треба зменшувати через перетинання валків, які можуть утворити дане вогнище деформації. А зменшення найкоротшої відстані d приводить до зменшення продуктивності і відповідно коефіцієнту корисної дії (ККД) кліті, що зовсім небажано. Тому положення дальнього торця вогнища деформації повинне бути сполучене с d і за цім його положенням найкоротша відстань d і валки будуть максимально можливими, що вкрай важливо з погляду технології обтиснення металу з максимальною продуктивністю і зменшенням питомого зносу деформуючого інструменту на тонну прокату. За проектуванням гвинтової кліті встає питання оптимізації характерних геометричних параметрів d і γ. Дана задача вирішена в аналітичному виді. При рішенні задачі, валки і відповідне їм осесиметричне вогнище деформації, розглянуті у вигляді взаємного стикання поверхонь обертання однопорожнинних гіперболоїдів. При визначенні складного взаємного стикання системи: осесиметричне вогнище деформації - три валки гвинтової кліті, використані основні властивості названих гіперболоїдів - їх лінійчастость, тобто вони мають сімейство утворюючих - прямих ліній. З урахуванням цього знайдене стикання названих тіл обертання у вигляді неоднакових гіперболоїдів: великий валок і мале вогнище деформації з подальшим поворотом валка навколо осі прокатки на кути 120 і 240 градусів із задоволенням умови їх майже стикання при максимальних габаритах. Гіперболоїди валка і осесиметричного вогнища деформації утворені обертанням однієї і тієї ж прямої лінії. Менший гіперболоїд утворений її обертанням навколо осі прокатки, а більший гіпербо' z max z' = 0 r d0 ⎛ a 0 r ⎞ ⎜ r • e⎟ = d ⋅ ≈ ⎟ 2 ⎜ a0 ⎠ ⎝ cos γ 1 + cos 2 γ 3 6 лоїд утворений обертанням тієї ж прямої лінії навколо осі валка. Ці гіперболоїди стикаються по загальній твірні з помилкою не більше одного відсотка. Якщо названі гіперболоїди однакові, то вони стикаються ідеальним образом. Рівняння дотичних поверхонь обертання вогнища деформації і валка у вигляді гіперболоїдів записуються в явній функціональній залежності: (1 − c d )2 d2 + z 2 tg2 [(1 − c γ )γ ] r(z) = r’(z’) = z= c 2 d2 d 2 , 2 + z' tg (c γ γ ) r 2 ( z) − (1 − c d )2 d2 tg2 [(1 − c γ )γ ] . Корисні параметричні функції валка в неявному виді як функції параметра, тобто радіус валка r’(z) і положення його на осі валка z’(z) є функціями координати точки осі прокатки z. Ці функції утворюються із явної функціональної залежності і мають, вигляд: z’(z)= cos( c γ γ ) z 2 + z 2 tg2 [(1 − c γ )γ ] ⋅ cos( c γ γ ) = z cos[(1 − c γ γ )] , 2 ⎛ cos(c γ γ ) ⎞ 2 ⎟ tg (c γ γ ) + c 2d2 z d ⎜ cos[(1 − c γ γ )] ⎟ ⎠ ⎝ r’(z)= , 2⎜ z '0 = 2 r0 − (1 − c d )2 d2 [( )] sin 1 − c γ γ ⋅ cos( c γ γ ) Отримані параметричні функції необхідні для ідентифікації початкової точки дотику заготівлі і валка. Задача по визначенню стикання трьох аксіальне - симетричних валків-гіперболоїдів містить у собі асимптотичний випадок при найкоротшій відстані d = 0. У цьому випадку гіперболоїд перетворюється в конус. Три асимптотичних конуси стикаються між собою, якщо їхній власний кут c γ дорівнює sin( γ ) = sin γ - sin60°. При γ = 45°, cγ ⋅ γ )=0,7746. Максимальний валок-гіперболоїд в області найкоротшої відстані d повинен майже стикатися із суміжним валком, аксіальне симетричним стосовно осі прокатки, повинен мати радіус, який дорівнює половині проекції найкоротшої відстані між d0 осями валків 2 на площину, перпендикулярної осі прокатки. Тому радіус максимального валка при z’ = 0 має вигляд: tg( 2 cos γ ⋅ 3 1 + cos 2 γ 3 = d⋅ 2 cos 2 γ = d ⋅ cd ⎛1 ⎞ 3 ⎜ + cos 2 γ ⎟ ⎝3 ⎠ 7 cd = 2 cos 2 γ ⎛1 ⎞ 3 ⎜ + cos 2 γ ⎟ ⎝3 ⎠ , при γ = 45°, сd = Отже, 0,693. Отже профілювання валка відповідає функції c 2d2 + z' 2 tg2 (c γ γ ) d r’(z’) = . Тоді корпус механізму валка, утворений обертанням його контуру навколо осі валка, для точок осі валка z’>3d не буде перетинатися із своїми аксіальне симетричними сусідами, якщо він не буде виходити за межі кону z' 2 tg2 (c γ γ ) . са описуваного функцією: r’(z’) = Оптимальна найкоротша відстань між осями прокатки і валка визначається за допомогою знайденої функції валка r’(z’) = cdd при z’ = 0. Радіус металу r1 в нульовій точці осі валка z’ = 0 дорівнює різниці між найкоротшою відстанню d і радіусом r1 1− cd валка r’ = cdd, тоді d = . Вибір оптимальної геометрії гвинтової консольної кліті пов’язаний з реалізацією деформації металу за максимальною відстанню d. За побудовою планетарної гвинтової кліті необхідно керуватися визначеними співвідношеннями геометричних параметрів, властивому технологічному процесу. Вихідний стан кліті, розташування в ній валків, їхнє профілювання із захоплюючим, деформуючим і калібруючим ділянками, залежать від заданої геометрії підкату і розкату, кінематики і динаміки процесу гвинтової прокатки за відсутністю скручування металу, вибору ступеня деформації металу, його витяжки за один прохід при певних силі і моменту прокатки, її потужності, що залежить від продуктивності - це далеко неповний перелік вихідної інформації, що визначає складну технологію обтиснення металу і конструкцію планетарної гвинтової кліті. У першу чергу аналізується геометрія процесу гвинтової прокатки, цей той початок, що визначає стан об’єкту. Характерних геометричних парамет 88522 8 рів розглянутої технології не багато, це найкоротша відстань між осями прокатки і валка d і кут схрещування між цими осями γ. Параметри конкретної кліті, число яких більше, залежать від вищезгаданих характерних параметрів. Існують геометричні співвідношення елементів обладнання, які можна використати за побудовою гвинтової кліті. Геометричний перехід від заданих діаметрів заготівлі і розкату будується із трьох ділянок: захоплюючого, деформуючого і що калібрує; його можна розглядати у вигляді осесиметричного тіла або тіла обертання, що давно доведено практикою. Складніше питання полягає в тім, що у гвинтовій прокатці одне і теж вогнище деформації можна організувати за зовсім різними геометричними його прив’язками до точок осі прокатки, що відстоять від найкоротшої відстані при вищезгаданому куті схрещування між осями прокатки і валка. Кут схрещування вибирати не доводиться через консольне розташування валків під кутом не менше 45°. З критерію гвинтової прокатки Квп = d ⋅ tgγ z 2 tg2 γ + d2 виходить умова оптимального обтиску металу при максимальному відношенні поздовжнього до азимутального переміщення металу у вогнищі деформації. Тому необхідно вибрати максимальну найкоротшу відстань d, а вогнище деформації треба розташувати ближче до цієї найкоротшої відстані. Якщо заготівля з радіусом r0 буде стикатися з валком на відстані z = Z0d, де d виступає як характерний лінійний розмір, тоді в безрозмірному виді критерій гвинтової прокатки 1 z 2 має вигляд: при Z = d , tgγ = 45°, Квп = 1 + Z Середнє значення критерію гвинтової прокатки протягом довжини вогнища деформації, починаючи від його дальнього торця і закінчуючи його ближнім торцем: ln Z 0 + 1 + Z 2 Z −Z0 0 ⎧ ⎫ 0 ⎫ ⎧ 1 ⎪ 1 ⎪ ⎪ ⎪ 2 2 = .. ∫ ∫ ⎨ln Z + 1 + Z ⎬ = Z ∫ ⎨ln Z 0 + 1 + Z 0 − ln 1⎬ = Z0 Z0 ⎪ ⎪ ⎪ 0 ⎪ ⎭ ⎩ ⎭0 0 0 ⎩ 1+ Z2 при Z0 = 1; 2; 3; 4 Квп =0,88; 0,72; 0,61; 0,52. 3, механізму приводу валків 4, корпусу кліті неруТому, чим ближче вогнище деформації відстоїть хомого 5 і валків робочих 6, опорних виступів 7, 8 і від найкоротшої відстані d між осями прокатки і пальців 9, 10. валка, тим більше ККД обладнання стосовно поКліть працює таким чином. Привод валковий 4 здовжньої складової деформації металу, що приобертає валки 6 навколо своїх осей, привод корводить до економії енергії при обтиску металу. пусу 3 обертає корпус 2 навколо осі прокатки. При Кліть тривалкова гвинтова консольна планеподачі заготівлі в міжвалковий зазор, валки 6 затятарна пояснюється кресленнями Фіг.1, Фіг.2, Фіг.3. гують заготівлю у вогнище деформації і обжимаНа Фіг.1 показана конструкція кліті з конічною ють до заданого розміру. При цьому обертання передачею валкового механізму і жорстко фіксозаготівлі компенсується обертанням корпусу 2 за визначеним співвідношенням частот приводу валваним кутом подачі є, що відповідає оптимальнокового 4 і приводу корпусу 3. Дана конструкція з му параметру d (наведено конструкцію робочої поворотом на кут подачі і конічною передачею має кліті згідно найближчого аналога). Кліть робоча недоліки, пов’язані з більшими габаритами кліті і гвинтова планетарна складається з механізму ваутруднений доступ до робочих валків при їхньому лкового 1 із своїм корпусом, поміщеного в обертообслуговуванні. Основна причина полягає в консвий корпус кліті 2, механізму приводу корпусу кліті 1 Z0 −Z0 ∂Z 9 труктивному забезпеченні фіксованого повороту валкового корпусу кліті на кут подачі. Цей поворот здійснюється на опорних виступах 7 й 8, які сприймають основне навантаження при деформації металу. Додатково при прокатці валковий корпус, повернений на кут подачі, випробовує силовий момент, що сприймається пальцями 9, 10. Тому габарита кліті практично визначаються необхідною присутністю названих опорних силових елементів валкового механізму. На Фіг.2 показана конструкція кліті з конічною передачею валкового механізму і фіксованим зміщенням його зі своїм корпусом перпендикулярно осі прокатки, рівним відстані d. У даній кліті схрещене положення валків стосовно осі прокатки забезпечується не поворотом валкового корпусу на фіксований кут подачі ε, а зміщенням його перпендикулярно осі прокатки на фіксовану відстань d. Тому опорний виступ 7 (Фіг.1) корпусу валкового механізму, навколо якого здійснюється зазначений поворот, можна сполучити з пальцем 9, а сам палець змістити вглиб корпусу, чим досягається вільний доступ до робочих валків. Функцію пальця 10 (Фіг.1) виконує порожній центральний корпус у вигляді трикутної призми 11 у розпірному стані, на гранях цієї призми встановлюються корпуси валкових механізмів 1, зміщених на найкоротшу відстань d. Кліть із конічною передачею і фіксованими параметрами d і γ з меншими габаритами при вільному доступі до робочих валків, що мають таке ж профілювання, працює аналогічним образом і про 88522 10 катує заготівлю того ж розміру на той же діаметр готової продукції. Дане конструктивне рішення кліті за оптимальними параметрами гвинтової прокатки зменшує габарити кліті при забезпеченні її жорсткості. На Фіг.3 показана конструкція кліті з гепоїдною передачею валкового механізму і тих же параметрів d і γ .У зв’язку з тим, що центральна шестірня 12 розташована концентрично з віссю прокатки, кліть має меншу кількість ступенів передачі. Кліть із гепоїдною передачею і фіксованими параметрами d і γ з меншими габаритами стосовно попередніх клітей (Фіг.1, Фіг.2) працює аналогічним образом і прокатує заготівлю того ж розміру на той же діаметр готової продукції. Кліть тривалкова гвинтова консольна планетарна, яка заявляється, забезпечує оптимальну технологію гвинтової прокатки за рахунок попереднього вибору оптимальних геометричних параметрів гвинтової прокатки d, γ, і реалізації їх на консервативному обладнанні без можливості регулювання. Завдяки попередньому розрахунку оптимальних параметрів d, у габарити валків максимальні при відповідному мінімальному зносу інструмента на тонну готової продукції, продуктивність кліті за цими параметрами максимальна, енерговитрати на тонну готової продукції мінімальні при максимальному коефіцієнті корисної дії машини. 11 Комп’ютерна верстка Л. Купенко 88522 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюThree-high screw cantilevering planetary stand
Автори англійськоюLytvynov Viktor Ivanovych, Zhukova Natalia Viktorivna, Lytvynova Taisia Serafimivna, Shepel Volodymyr Mykhailovych
Назва патенту російськоюКлеть трехвалковая винтовая консольная планетарная
Автори російськоюЛитвинов Виктор Иванович, Жукова Наталья Викторовна, Литвинова Таисия Серафимовна, Шепель Владимир Михайлович
МПК / Мітки
МПК: B21B 19/00, B21B 13/12
Мітки: гвинтова, консольна, кліть, планетарна, тривалкова
Код посилання
<a href="https://ua.patents.su/6-88522-klit-trivalkova-gvintova-konsolna-planetarna.html" target="_blank" rel="follow" title="База патентів України">Кліть тривалкова гвинтова консольна планетарна</a>
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Вайнгартен Людвіг, Клекнер Юрген, Боде Торстен
МПК: B21B 13/14
Мітки: кліть, прокатна, штаби, виготовлення, катаної
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Кліть для подовжньої прокатки профілів змінного перерізу
Номер патенту: 23055
Опубліковано: 10.05.2007
Автори: Кисельов Олександр Григорович, Цівковський Олександр Григорович
МПК: B21B 13/00
Мітки: прокатки, кліть, профілів, змінного, подовжньої, перерізу
Формула / Реферат:
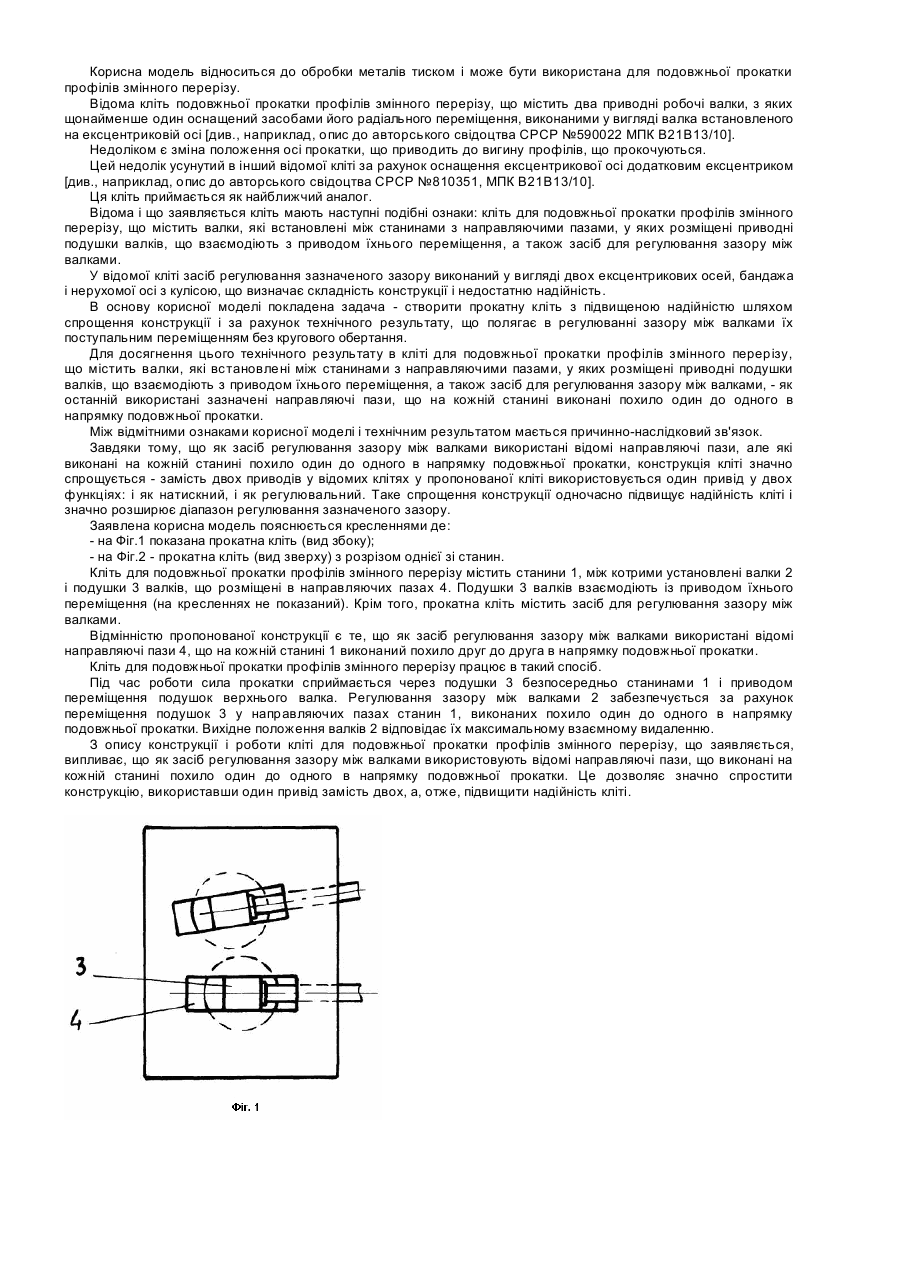
Кліть для подовжньої прокатки профілів змінного перерізу, що містить валки, які встановлені між станинами з напрямними пазами, у яких розміщені привідні подушки валків, що взаємодіють з приводом їхнього переміщення, а також засіб для регулювання зазору між валками, яка відрізняється тим, що як останній використані зазначені напрямні пази, що на кожній станині виконані похило один до одного в напрямку подовжньої прокатки.
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Кісіль Володимир Костянтинович, Огінський Йосип Кузьмич, Сівак Владислав Олегович, Коган Михайло Маркович
МПК: B21B 31/16, B21B 13/00
Мітки: прокатна, кліть, безстанинна
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Калібрувальна кліть
Номер патенту: 59994
Опубліковано: 15.09.2003
Автори: Петров Володимир Володимирович, Правдін Юрій Михайлович, Коржов Микола Микитович, Крижановський Віталій Анатолійович, Кравець Михайло Леонідович, Ковалевський Андрій Олегович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович
МПК: B21B 13/10
Мітки: калібрувальна, кліть
Формула / Реферат:
Калібрувальна кліть, що містить корпус, у якому розміщені непривідні валки з рівчаками постійного профілю і натискний пристрій валків, яка відрізняється тим, що натискний пристрій виконаний у вигляді комплекту автономних важелів, кожний з яких виконаний із двома однаковими стійками, між якими на осі обертання розміщений валок, при цьому кожен важіль установлений з можливістю повороту в площині, перпендикулярній площині корпусу кліті.
Робоча кліть сортопрокатного стана
Номер патенту: 12215
Опубліковано: 16.01.2006
Автори: Рокоманов Володимір Петрович, Істомін Сергій Юрійович, Жучков Сергій Михайлович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович, Лясов Володимир Григорович
МПК: B21B 13/00
Мітки: сортопрокатного, кліть, робоча, стана
Формула / Реферат:
1. Робоча кліть сортопрокатного стана, що містить станину, встановлені в ній на підшипникових опорах робочі валки, у які врізано не менше двох калібрів по довжині їхньої бочки, поперечний привалковий брус і ввідну проводку, обладнану напрямними ковзання і кочення, встановлену на поперечному привалковому брусі з можливістю переміщення в напрямку, рівнобіжному осі валків і фіксації в заданому положенні, яка відрізняється тим, що поперечний...
Попередній патент: Транспортний засіб з пневматичним двигуном, переважно пневмовелосипед
Наступний патент: Фармацевтичний препарат рофлуміласту для місцевого застосування
Випадковий патент: Спосіб діагностики травматичних ушкоджень та запальних процесів сухожиль м'язів, які утворюють "гусячу лапку", та їх синовіальної сумки