Спосіб контролю співвідношення між твердою і рідкою фазами розплаву в кристалізаторі установки безперервного розливання сталі
Номер патенту: 91239
Опубліковано: 25.06.2014
Автори: Вітітньов Юрій Іванович, Замула Анатолій Іванович, Кулик Адольф Андрійович

Формула / Реферат
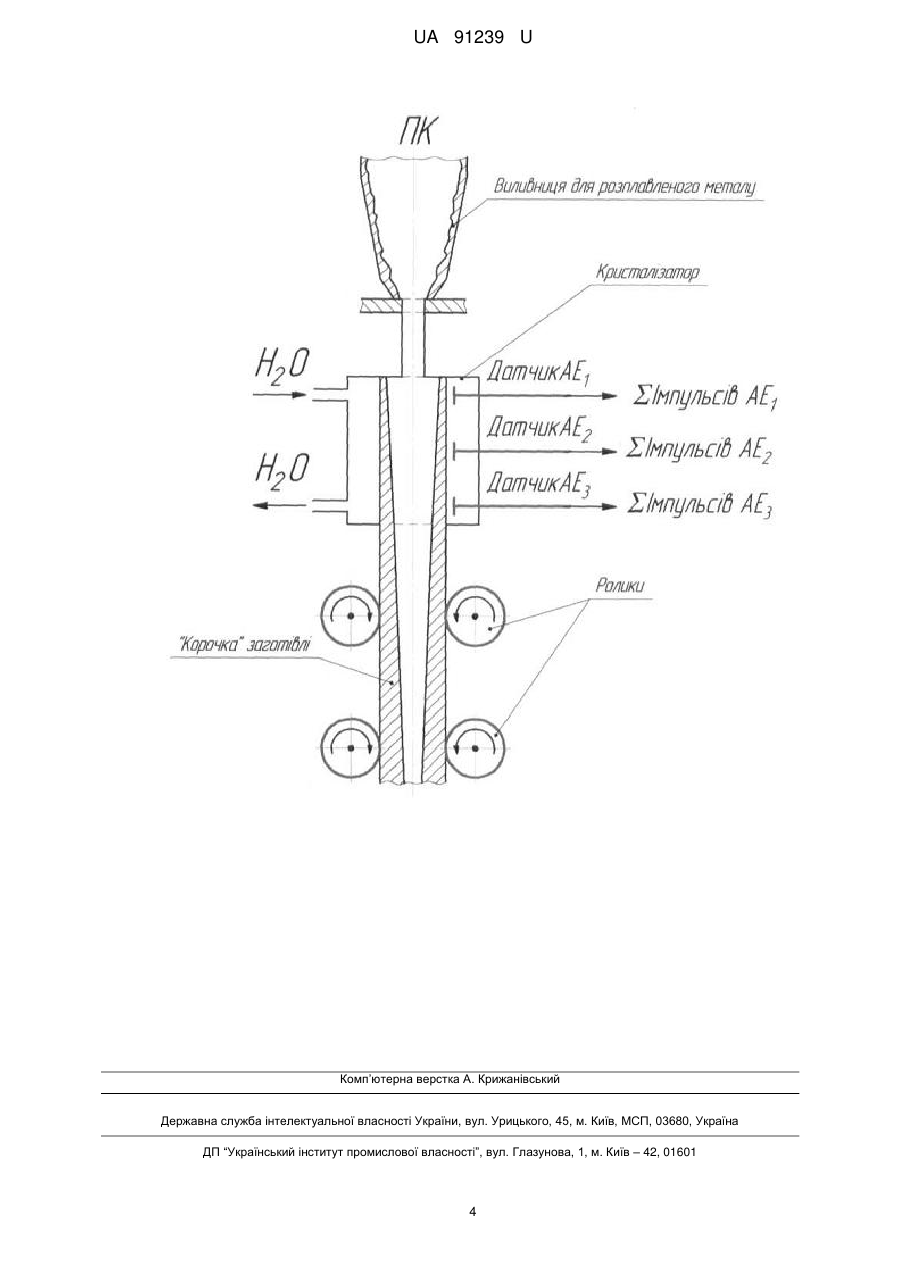
1. Спосіб контролю співвідношення між твердою і рідкою фазами розплаву в кристалізаторі установки безперервного розливання сталі, що включає використання кристалізатора з зоною охолодження, в яку встановлені датчики акустичної емісії (АЕ) по висоті кристалізатора, який відрізняється тим, що імпульси акустичної емісії підраховують на різній висоті кристалізатора, починаючи з верху від подачі розплаву, для оцінки величини енергії отриманої з кожного датчика при кристалізації розплаву їх амплітуди, частоти і інших параметрів шляхом підсумовування імпульсів енергії з кожного датчика і суми імпульсів енергії з усіх датчиків кристалізатора, причому одночасно відбувається оцінювання товщини "кірочки" зливка по кожному датчику та по сумі показань всіх датчиків акустичної емісії кристалізатора, а також оцінка міцності "кірочки" зливку по кожному датчику та по сумі показань всіх датчиків акустичної емісії кристалізатора або всього зливка перед обтисненням, що, в свою чергу, дає можливість оцінити стан охолодження кристалізатора на висоті кожного встановленого датчика і всього кристалізатора для керування охолодженням і подачею розплаву в кристалізатор відповідно співвідношенню:
![]() ,
,
де ![]() - імпульси датчика Д1 (верхній);
- імпульси датчика Д1 (верхній);
![]() - імпульси датчика Д2 (середній);
- імпульси датчика Д2 (середній);
![]() - імпульси датчика Д3 (нижній);
- імпульси датчика Д3 (нижній);
![]() - товщина "кірочки" в кристалізаторі.
- товщина "кірочки" в кристалізаторі.
2. Спосіб за п. 1, який відрізняється тим, що при досягненні 70 % величини кристалізації розплаву включають обтискові ролики для поступового переміщення зливка з рідкою серцевиною при вторинному охолодженні для керування швидкістю обтиснення зливка, та його охолодженням без поривів та втрат металу з використанням підрахування кількості імпульсів АЕ при поступовому просуванню зливка з товщиною рідкої фази з 30 % до 0 % по всій довжині вторинного охолодження відповідно співвідношенню:
![]() ,
,
де ![]() - імпульси датчика Д1Во вторинного охолодження (перший);
- імпульси датчика Д1Во вторинного охолодження (перший);
![]() - імпульси датчика Д2Во вторинного охолодження (другий);
- імпульси датчика Д2Во вторинного охолодження (другий);
![]() - імпульси датчика ДnВо вторинного охолодження (останній);
- імпульси датчика ДnВо вторинного охолодження (останній);
![]() - товщина "кірочки" технології вторинного охолодження.
- товщина "кірочки" технології вторинного охолодження.
Текст
Реферат: Спосіб контролю співвідношення між твердою і рідкою фазами розплаву в кристалізаторі установки безперервного розливання сталі включає використання кристалізатора з зоною охолодження, в яку встановлені датчики акустичної емісії (АЕ) по висоті кристалізатора. Імпульси акустичної емісії підраховують на різній висоті кристалізатора, починаючи з верху від подачі розплаву. Для оцінки величини енергії отриманої з кожного датчика при кристалізації розплаву їх амплітуди, частоти і інших параметрів шляхом підсумовування імпульсів енергії з кожного датчика і суми імпульсів енергії з усіх датчиків кристалізатора. Одночасно відбувається оцінювання товщини "кірочки" зливка по кожному датчику та по сумі показань всіх датчиків акустичної емісії кристалізатора, а також оцінка міцності "кірочки" зливку по кожному датчику та по сумі показань всіх датчиків акустичної емісії кристалізатора або всього зливка перед обтисненням, що, в свою чергу, дає можливість оцінити стан охолодження кристалізатора на висоті кожного встановленого датчика і всього кристалізатора для керування охолодженням і подачею розплаву в кристалізатор. UA 91239 U (12) UA 91239 U UA 91239 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до контролю і керування в утворенні твердої фази розплаву з рідкої його фази при кристалізації в установці безперервного розливання сталі (УБРС) з метою виключення прориву твердої кірки зливка при подачі металу для подальшої прокатки. При затвердінні рідкого металу завдяки пружній напрузі в ділянці фронту кристалізації виникають пружні коливання - акустична емісія. Розчинений в металі газ і тверді включення формують різні гармоніки спектра акустичного сигналу. Контролюючи акустичні коливання можна визначити концентрацію і зміст твердого або газоподібного в металі. Відомий спосіб для визначення неоднорідності металу і пристрій для його здійснення, що включає виливницю для розплавленого металу з ультразвуковим датчиком, вихід якого сполучений з входом блока реєстрації параметрів акустичної емісії, виконаний у вигляді лічильника імпульсів внутрішньої акустичної емісії остигаючого металу, вихід якого сполучений з входом блока індикації результатів контролю (енергії суми імпульсів) визначення вмісту газу в сплаві [1]. Недоліком способу є недостатня точність визначення вмісту кількості газів. Одним з найбільш важливих вузлів, що визначають роботу машини безперервного лиття заготовки (МБЛЗ) і оптимальну кількість безперервно литої заготовки, є кристалізатор, в якому за рахунок відведення тепла від розплаву охолоджувальною водою (від 10 % до 30 % усього тепла) відбувається формоутворення заготовки [2]. Визначення закономірностей теплообміну між заготовки і кристалізатором є актуальним завданням, оскільки від умов теплообміну залежить продуктивність МБЛЗ і якість поверхневих і підповерхневих шарів заготовки. Знання закономірностей теплообміну між заготівлею і кристалізатором дозволяє оптимізувати конструкцію кристалізатора, дозування подання металу в кристалізатор для конкретного випадку. Значення товщини кірки зливка, визначене в процесі кристалізації розплаву, визначає керування технологією виробництва сталі в УНРС. Одним з методів обліку кількості відібраного тепла від розплаву в процесі його кристалізації є вимір кількості імпульсів акустичної емісії в діапазоні частот, що виділилися в процесі охолодження розплаву і його кристалізації, що визначає товщину твердих часток в розплаві. Найбільш близьким технічним рішенням до корисної моделі, що заявляється є спосіб дослідження кінетики кристалізації металів з використанням методу акустичної емісії і пристрій для його здійснення заснований на обліку імпульсів акустичної емісії і визначення товщини кірки кристалічного металу при кристалізації розплаву в експериментальній установці, яка містить штатив, на якому розташований пірометр, тигель з досліджуваним розплавленим металом, до якого приєднаний п'єзо перетворювач сигналів акустичної емісії через звукопровід, далі попередній підсилювач сигналів акустичної емісії і далі прилад реєстрації і документування сигналів акустичної емісії [3]. Недоліками даного способу є те, що аналог припускає реєстрацію сигналів для визначення кількості сигналів АЭ (їх суму) до повної кристалізації розплавленого в тиглі металу, а також облік складний і вимагає складного апаратного облаштування для контролю технологічного процесу. При кристалізації рідкого металу відбувається стрибкоподібна зміна щільності середовища за рахунок межі, що рухається, розділу фаз розплав - кристал, що супроводжується емісією акустичних коливань [4]. Задача корисної моделі - оптимізувати дозування подання розплаву в кристалізатор без проривів і керування роликами, що тягнуть, при вторинному охолодженні зливка, а також зниження втрат металу. Поставлена задача вирішується тим, що реєструються значення акустичної емісії (АЕ) кристалізного розплаву сталі і підраховуються сумарні значення АЕ, по яких визначають комплексні параметри товщини кірки зливка (заготовки), а отриманні дані використовують для керування швидкістю розливання і охолодження заготівлі. На кресленні зображено пристрій підрахунку імпульсів акустичної емісії. В основу способу ставиться задання контролю товщини кірки металу, що кристалізується, в процесі охолодження розплаву в кристалізаторі установки безперервного розливання сталі (УБРС) для безпечного дозування металу в кристалізатор і подальшого просування металу в роликах, що тягнуть, без поривів "кірочки" металу і втрат (аварій) металу в результаті поривів, а також для поліпшення якості прокатаного металу. Для контролю товщини кірки розплаву, що прокристалізувався, по висоті кристалізатора встановлюються датчики акустичної емісії і з них або через звукопроводи фіксується кількість енергії, що виділилася від кристалів розплаву, що утворилися, по висоті кристалізатора і ця 1 UA 91239 U 5 10 15 20 25 кількість враховується і підсумовується для визначення гарантованої товщини кірки кристала при подальшій обробці металу в роликах, що тягнуть. В процесі підрахунку імпульсів акустичної емісії (АЕ) по висоті кристалізатора визначається товщина кірки зливка на вимірюваній висоті кристалізатора в кожен момент часу охолодження розплаву, а також оцінюється правильність дозування розплаву в кристалізатор для забезпечення достатньої кірки розплаву зливка, що містить усередині рідку фазу, при подальшій деформації за допомогою роликів, що тягнуть, при обтисненні розплаву без поривів кірки і забезпечення якісного охолодження центру зливка із заданою структурою розподілу кристалів, що забезпечує якість металу. Рахунок імпульсів АЕ одночасно на різній висоті кристалізатора дає можливість порівнювати товщину кірки розплаву для кожної висоти, що дозволяє виключити помилку при визначенні товщини кірки для кожної висоти, а збільшення суми імпульсів визначає ріст кірки і стежить за загальною товщиною зовнішньої стінки зливка і контролює міцність заготівлі при подальшій обробці розплаву. Кількість порахованих імпульсів АЕ дозволяє визначити товщину кірки зливка з рідкою серединою по сумі імпульсів АЕ і оцінити правильність дози розплаву поданого в кристалізатор для охолодження. Для конкретної УБРС і заданої марки сталі може бути порахована сума імпульсів АЕ (ΣАЕ), що відповідає товщині безпечної "кірочки" зливка, а це, в свою чергу, є гарантією безпечної деформації зливка з рідкою серединою і технологічним режимом, що забезпечує якісне застигання середини зливка без поривів поверхні. Таким чином імпульси АЕ що поступають на ЕОМ, підраховуються і поступають на блок керування технологічним процесом: а) для оцінки стану охолодження кристалізатора на висоті кожного встановленого датчика і всього кристалізатора загалом повинно витримуватись співвідношення: AE1 AE2 AE3 Тв 70% , де AE1 - імпульси датчика Д1 (верхній); AE2 - імпульси датчика Д2 (середній); 30 AE3 - імпульси датчика Д3 (нижній); Тв 70% - товщина "кірочки" в кристалізаторі. б) для керування швидкістю обтиснення зливка, та його охолодженням без поривів та втрат металу повинно витримуватись співвідношення AE1Во AE2Во ... AEnВо Тв Во 30% , де AE1Во - імпульси датчика Д1Во вторинного охолодження (перший); 35 AE2Во - імпульси датчика Д2Во вторинного охолодження (другий); AEnВо - імпульси датчика ДnВо вторинного охолодження (останній); 40 45 50 Тв Во 30% - товщина "кірочки" технології вторинного охолодження. Бібліографічний список 1. Пат. 2345355 С1 Россия, МПК G01N29/00. Способ определения неоднородности металла и устройство для его осуществления (варианты)/ Конев С.Ф., Мазуренко В.Г. - № 2007134312/28; Заявл. 17.09.2007; опубл. 27.01.2009, бюл. № 3. - 12 с. 2. Емельянов В.А. Тепловая работа машин непрерывного литья заготовок. - М.: Металлургия, 1988. - 43 с. 3. Урбах А.И. Использование метода акустической эмиссии для исследования кинетики плавления и кристаллизации легкоплавких металлов. [Электронный ресурс]/ А.И. Урбах, М.Д. Баннов, С.М. Дорошко, Е.Н. Гарбуз, Ю.В. Фещук // Матеріали X міжнародної науково-технічної конференції "АВІА-2011". К.: НАУ, 2011. Режим доступа: http://avia.nau.edu.ua/doc/2011/1/avia2011_1_10.pdf. - Загл. с экрана. 4. Гапонов В.Л. Причина возникновения акустической эмиссии в процессе роста и растворении кристаллов [Электронный ресурс]/ В.Л. Гапонов, Д.М. Кузнецов, О.О. Баранникова // Электронный научно-технический журнал ФГБОУ ВПО "Кубанский государственный технологический университет" - Электрон. журнал. - Краснодар: КГТУ, вып.7. - 2009. - Режим доступа к журн.: http://th.kubstu.ru/fams/issues/tssue07/st0706.pdf. - Загл. с экрана. - ISSN 18195830. 55 2 UA 91239 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб контролю співвідношення між твердою і рідкою фазами розплаву в кристалізаторі установки безперервного розливання сталі, що включає використання кристалізатора з зоною охолодження, в яку встановлені датчики акустичної емісії (АЕ) по висоті кристалізатора, який відрізняється тим, що імпульси акустичної емісії підраховують на різній висоті кристалізатора, починаючи з верху від подачі розплаву, для оцінки величини енергії отриманої з кожного датчика при кристалізації розплаву їх амплітуди, частоти і інших параметрів шляхом підсумовування імпульсів енергії з кожного датчика і суми імпульсів енергії з усіх датчиків кристалізатора, причому одночасно відбувається оцінювання товщини "кірочки" зливка по кожному датчику та по сумі показань всіх датчиків акустичної емісії кристалізатора, а також оцінка міцності "кірочки" зливку по кожному датчику та по сумі показань всіх датчиків акустичної емісії кристалізатора або всього зливка перед обтисненням, що, в свою чергу, дає можливість оцінити стан охолодження кристалізатора на висоті кожного встановленого датчика і всього кристалізатора для керування охолодженням і подачею розплаву в кристалізатор відповідно співвідношенню: AE1 AE2 AE3 Тв 70% , де AE1 - імпульси датчика Д1 (верхній); AE2 - імпульси датчика Д2 (середній); 20 25 AE3 - імпульси датчика Д3 (нижній); Тв 70% - товщина "кірочки" в кристалізаторі. 2. Спосіб за п. 1, який відрізняється тим, що при досягненні 70 % величини кристалізації розплаву включають обтискові ролики для поступового переміщення зливка з рідкою серцевиною при вторинному охолодженні для керування швидкістю обтиснення зливка, та його охолодженням без поривів та втрат металу з використанням підрахування кількості імпульсів АЕ при поступовому просуванню зливка з товщиною рідкої фази з 30 % до 0 % по всій довжині вторинного охолодження відповідно співвідношенню: AE1Во AE2 Во ... AEnВо Тв Во 30% , де AE1Во - імпульси датчика Д1Во вторинного охолодження (перший); 30 AE2 Во - імпульси датчика Д2Во вторинного охолодження (другий); AEnВо - імпульси датчика ДnВо вторинного охолодження (останній); Тв Во 30% - товщина "кірочки" технології вторинного охолодження. 3 UA 91239 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
МПК / Мітки
МПК: G01N 29/00
Мітки: безперервного, сталі, співвідношення, розливання, кристалізаторі, фазами, спосіб, рідкою, розплаву, контролю, твердою, установки
Код посилання
<a href="https://ua.patents.su/6-91239-sposib-kontrolyu-spivvidnoshennya-mizh-tverdoyu-i-ridkoyu-fazami-rozplavu-v-kristalizatori-ustanovki-bezperervnogo-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю співвідношення між твердою і рідкою фазами розплаву в кристалізаторі установки безперервного розливання сталі</a>
Спосіб виготовлення кристалізатора для установки безперервного розливання сталі
Номер патенту: 78732
Опубліковано: 25.04.2007
Автори: Попов Анатолій Васильович, Новіков Євген Іванович, Аріх Володимир Спиридонович, Соломович Віталій Моісейович, Родякін Ігор Олександрович, Павленко Олександр Анатольйович, Шмуклер Йосип Срулевіч, Полєщук Петро Миколайович
МПК: B22D 11/057
Мітки: сталі, виготовлення, безперервного, установки, розливання, кристалізатора, спосіб
Формула / Реферат:
1. Спосіб виготовлення кристалізатора для установки безперервного розливання сталі, що включає відливання мідних стінок кристалізатора, виготовлення в них каналів для охолоджуючої рідини, виготовлення на одній із стінок місця під датчик контролю рівня рідкого металу, який відрізняється тим, що відливання мідних стінок кристалізатора здійснюють шляхом заливання міді в каркас з тонкого листового металу, при цьому виготовлення в них каналів для...
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: МАРТАН Жан-Франсуа, БЕКЛЕ Дід'є, МУШЕТТ Алан, ТОМАРДЕЛЬ Оділь, НАДІФ Мішель, ДРЮО Жоель, БАННІ Т'єрі, ДЮССЕ Ерве
МПК: F03B 15/00, B22D 11/16, B22D 11/14
Мітки: регулювання, розливання, рідкого, кристалізаторі, безперервного, металу, установки, меніска, спосіб, пристрій, рівня, металів
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Електромагнітний гальмовий пристрій для сталевого розплаву, що надходить у кристалізатор установки безперервного розливання
Номер патенту: 77442
Опубліковано: 15.12.2006
Автор: Ебервайн Клаус-Петер
МПК: B22D 11/11, B22D 11/115, B22D 11/16
Мітки: установки, сталевого, безперервного, надходить, електромагнітний, пристрій, кристалізатор, гальмовий, розливання, розплаву
Формула / Реферат:
1. Електромагнітний гальмовий пристрій для сталевого розплаву, що надходить у кристалізатор установки безперервного розливання, який складається щонайменше з однієї, розташованої на кожній широкій стороні кристалізатора котушки (3) з феромагнітним осердям (5), а також щонайменше одного, відповідного осердю ярма (7), який відрізняється тим, що електромагнітний гальмовий пристрій має можливість засування і висування в і на кристалізатор...
Кристалізатор для формування зливка на установках безперервного розливання сталі

Номер патенту: 38489
Опубліковано: 12.01.2009
Автори: Литвинов Дмитро Олегович, Попов Анатолій Васильович, Матвієнков Сергій Анатолійович, Степнов Ксенофонт Ксенофонтович
МПК: C21C 5/56
Мітки: зливка, розливання, кристалізатор, сталі, безперервного, установках, формування
Формула / Реферат:
1. Кристалізатор для формування зливка на установках безперервного розливання сталі, що складається з мідних стінок з каналами для охолодження, який відрізняється тим, що кожна мідна стінка додатково містить ребра з тугоплавкого зносостійкого матеріалу, які розташовано між каналами охолодження у нижній частині мідної стінки на відстані 250-300 мм від її основи.2. Кристалізатор за п. 1, який відрізняється тим, що ребра...
Спосіб безперервного розливання різних марок сталі

Номер патенту: 77933
Опубліковано: 15.01.2007
Автори: Медведенко Валерій Іванович, Замуруєв Валерій Михайлович, Богославський Юрій Анатолійович, Риженков Олександр Миколайович, Дюдкін Дмитро Олександрович, Аношин Роман Олександрович
МПК: B22D 11/00
Мітки: різних, сталі, розливання, марок, безперервного, спосіб
Формула / Реферат:
Спосіб безперервного розливання різних марок сталі, який включає подачу сталі з чергового сталерозливного ковша в проміжний ківш і далі в кристалізатор, витягання зливка, який кристалізують, а при зміні розливної марки сталі, перед зануренням в кристалізатор розділового елементу в меніск сталі здійснюють паузу у витяганні зливка, який відрізняється тим, що занурюють розділовий елемент в меніск сталі в кристалізатор на глибину 0,40 - 0,65...
Попередній патент: Спосіб визначення стадійності перебігу неалкогольної жирової хвороби печінки у хворих на цукровий діабет 2 типу
Наступний патент: Спосіб діагностики неалкогольної жирової хвороби печінки у хворих на цукровий діабет 2 типу
Випадковий патент: Акумуляторний світильник