Спосіб заточування голчастої циліндричної поверхні периферією орієнтованого круга
Номер патенту: 93394
Опубліковано: 25.09.2014
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Єрошенко Андрій Михайлович, Кологойда Антоніна Вікторівна
Формула / Реферат
Спосіб заточування голчастої циліндричної поверхні периферією орієнтованого круга, згідно з яким шліфувальний круг, що обертається, переміщується вздовж твірної деталі та подається на врізання у радіальному напрямку, який відрізняється тим, що шліфувальний круг повертають відносно осі, яка перпендикулярна до осей деталі та круга і проходить крізь формоутворюючу ділянку, при цьому подача на оберт ![]() вибирається з умови максимально допустимої теплонапруженості процесу, при якій структура матеріалу залишається незмінною, а кут орієнтації інструмента
вибирається з умови максимально допустимої теплонапруженості процесу, при якій структура матеріалу залишається незмінною, а кут орієнтації інструмента ![]() вибирається з умови повного завантаження профілю круга і розраховується за виразом:
вибирається з умови повного завантаження профілю круга і розраховується за виразом:

де М2, М3… - матриці перетворення координат;
![]() - початковий радіус голчастої поверхні деталі;
- початковий радіус голчастої поверхні деталі;
![]() - радіус інструмента;
- радіус інструмента;
![]() - кут повороту деталі відносно власної осі;
- кут повороту деталі відносно власної осі;
![]() - поточна координата на профілі інструмента;
- поточна координата на профілі інструмента;
![]() - величина калібруючої ділянки інструмента;
- величина калібруючої ділянки інструмента;
![]() - міжосьова відстань;
- міжосьова відстань;
![]() - параметр гвинтового руху.
- параметр гвинтового руху.
Текст
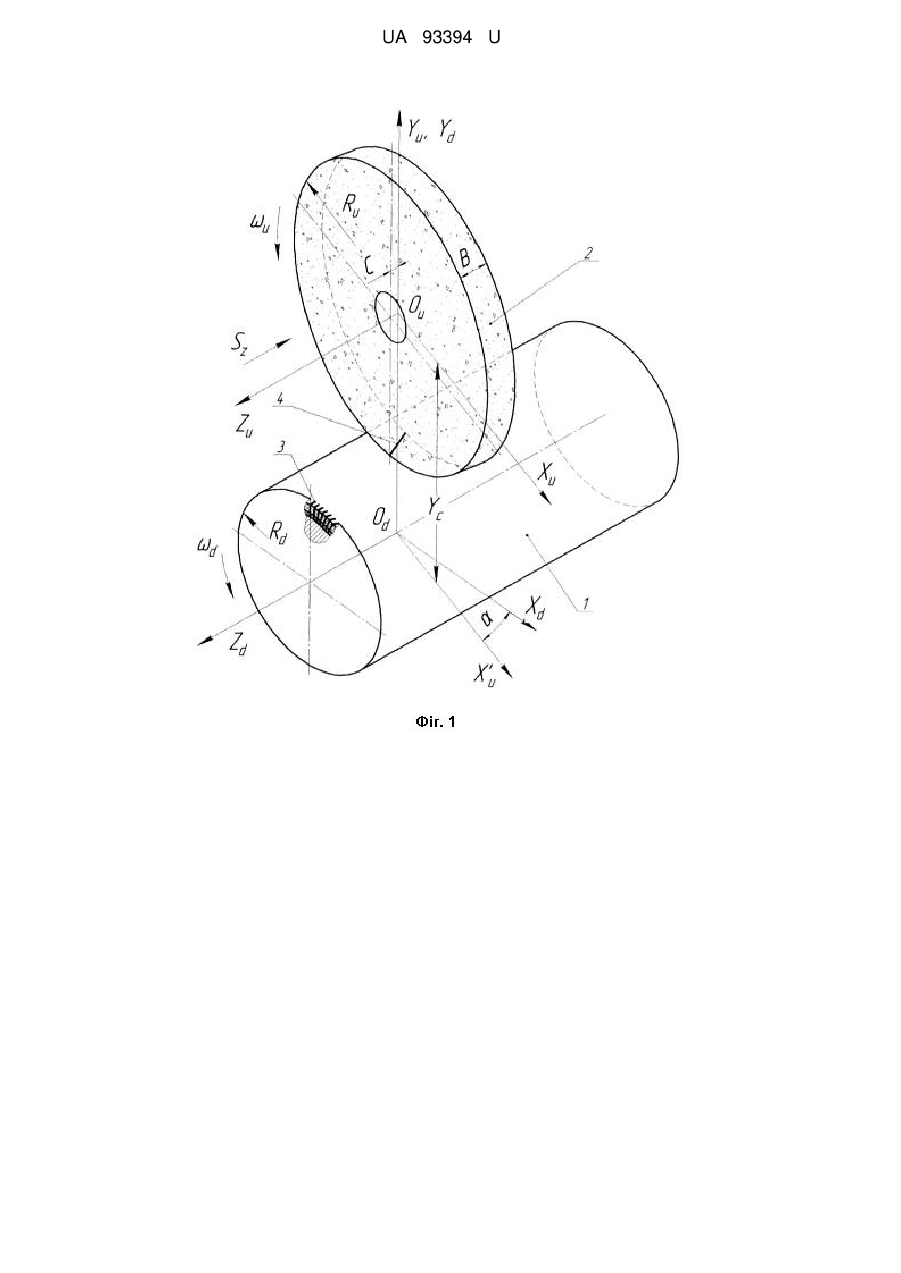
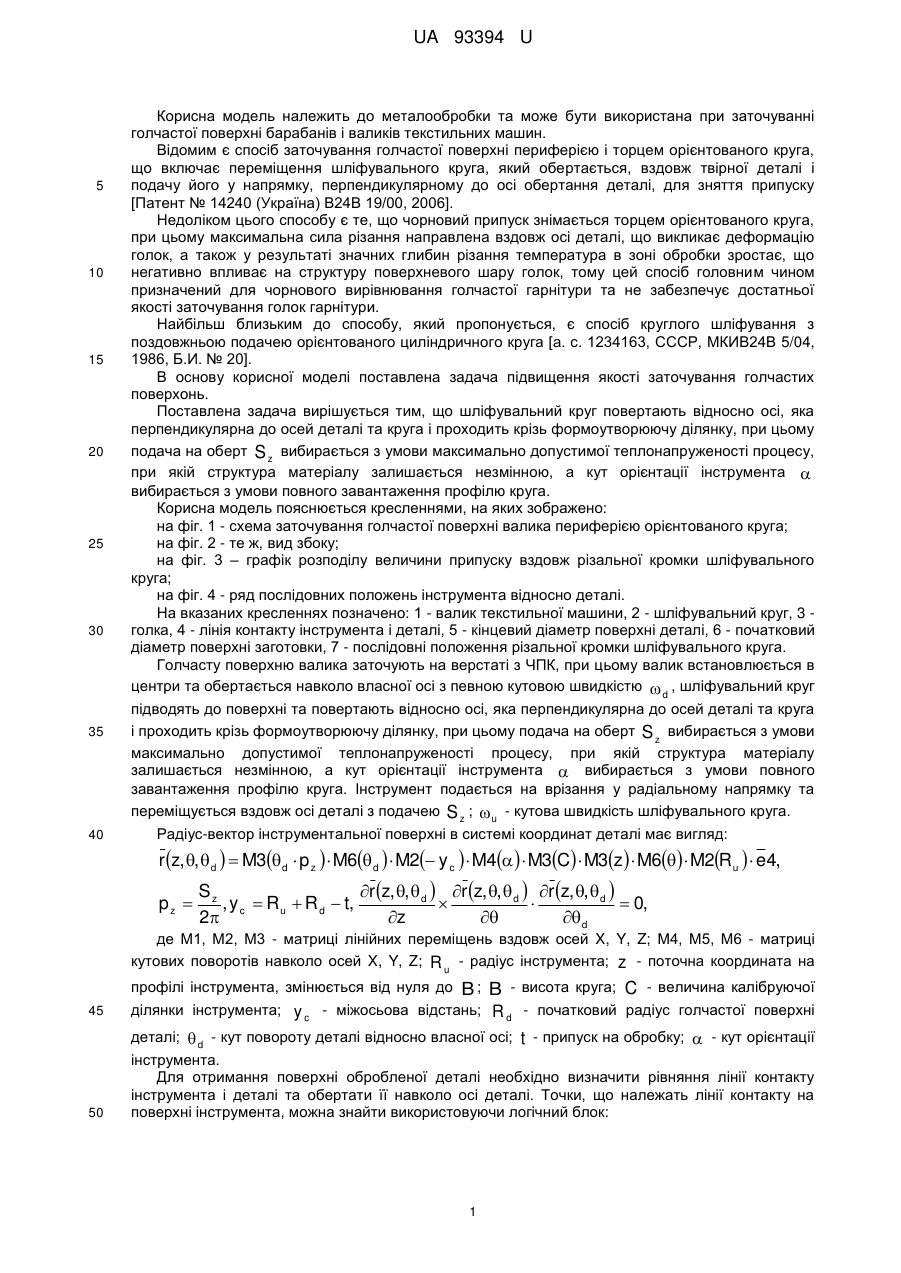
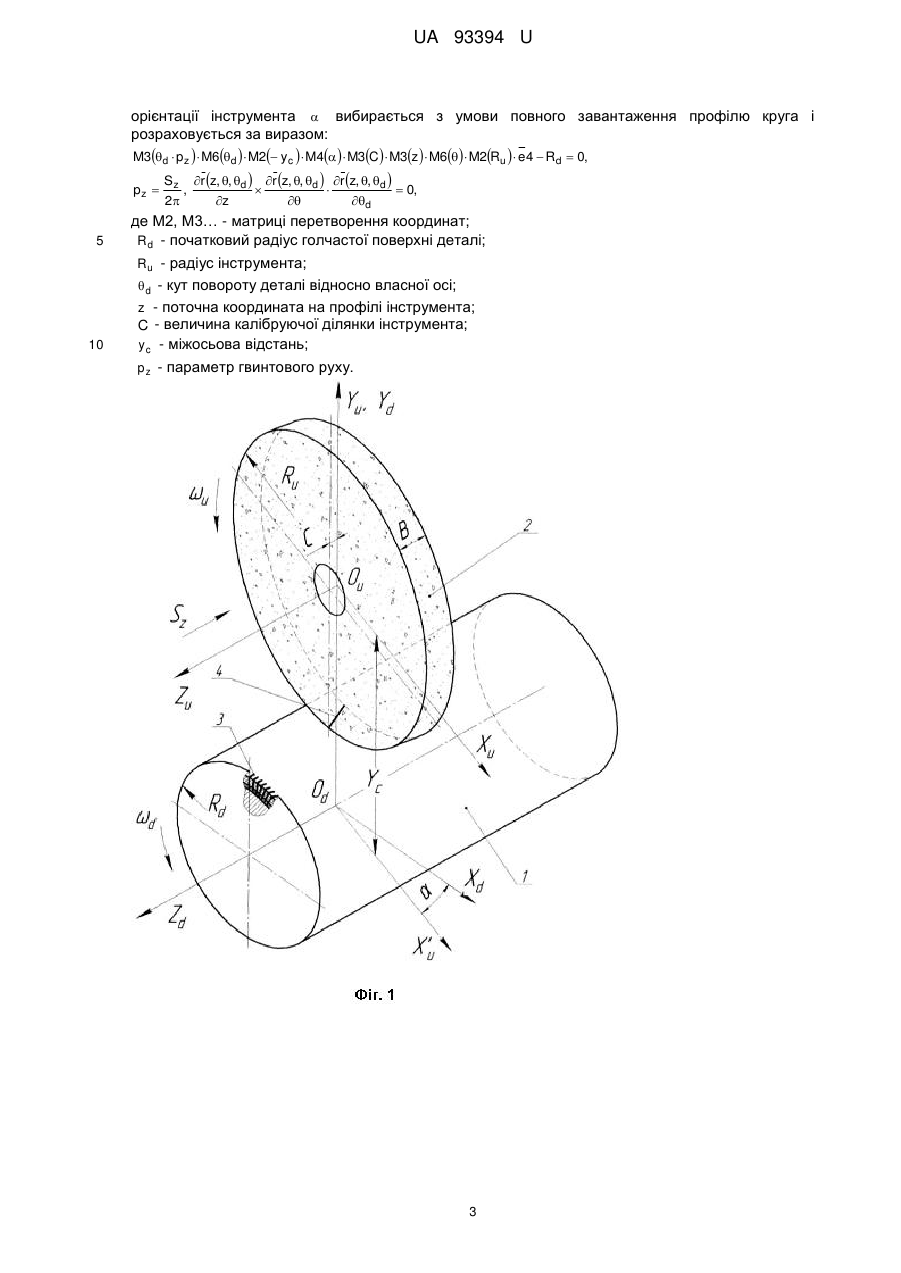
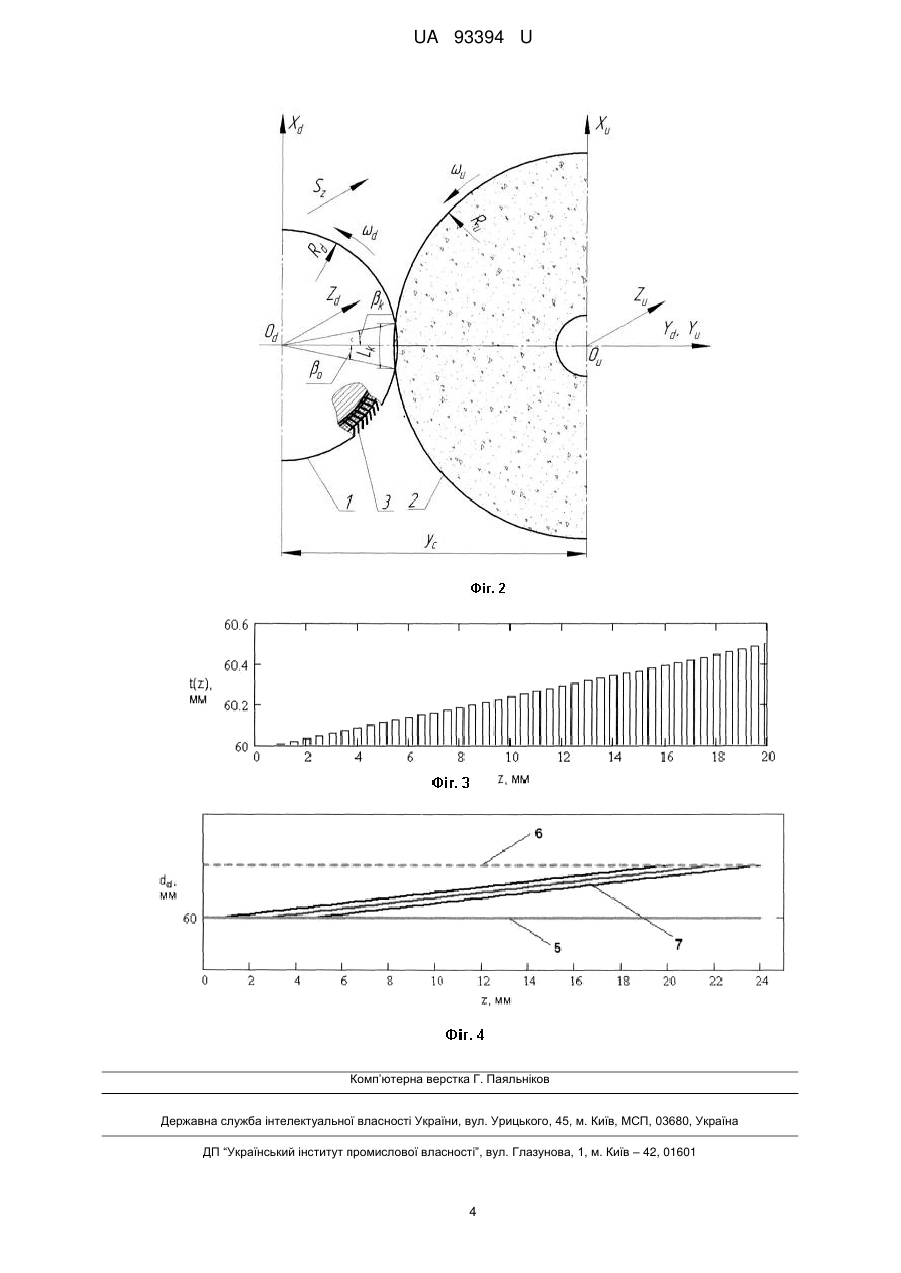
Реферат: Спосіб заточування голчастої циліндричної поверхні периферією орієнтованого круга, згідно з яким шліфувальний круг, що обертається, переміщується вздовж твірної деталі та подається на врізання у радіальному напрямку. Шліфувальний круг повертають відносно осі, яка перпендикулярна до осей деталі та круга і проходить крізь формоутворюючу ділянку. При цьому подача на оберт S z вибирається з умови максимально допустимої теплонапруженості процесу, при якій структура матеріалу залишається незмінною. Кут орієнтації інструмента вибирається з умови повного завантаження профілю круга. UA 93394 U (54) СПОСІБ ЗАТОЧУВАННЯ ГОЛЧАСТОЇ ЦИЛІНДРИЧНОЇ ПОВЕРХНІ ПЕРИФЕРІЄЮ ОРІЄНТОВАНОГО КРУГА UA 93394 U UA 93394 U 5 10 15 20 25 30 35 40 Корисна модель належить до металообробки та може бути використана при заточуванні голчастої поверхні барабанів і валиків текстильних машин. Відомим є спосіб заточування голчастої поверхні периферією і торцем орієнтованого круга, що включає переміщення шліфувального круга, який обертається, вздовж твірної деталі і подачу його у напрямку, перпендикулярному до осі обертання деталі, для зняття припуску [Патент № 14240 (Україна) В24В 19/00, 2006]. Недоліком цього способу є те, що чорновий припуск знімається торцем орієнтованого круга, при цьому максимальна сила різання направлена вздовж осі деталі, що викликає деформацію голок, а також у результаті значних глибин різання температура в зоні обробки зростає, що негативно впливає на структуру поверхневого шару голок, тому цей спосіб головним чином призначений для чорнового вирівнювання голчастої гарнітури та не забезпечує достатньої якості заточування голок гарнітури. Найбільш близьким до способу, який пропонується, є спосіб круглого шліфування з поздовжньою подачею орієнтованого циліндричного круга [а. с. 1234163, СССР, МКИВ24В 5/04, 1986, Б.И. № 20]. В основу корисної моделі поставлена задача підвищення якості заточування голчастих поверхонь. Поставлена задача вирішується тим, що шліфувальний круг повертають відносно осі, яка перпендикулярна до осей деталі та круга і проходить крізь формоутворюючу ділянку, при цьому подача на оберт S z вибирається з умови максимально допустимої теплонапруженості процесу, при якій структура матеріалу залишається незмінною, а кут орієнтації інструмента вибирається з умови повного завантаження профілю круга. Корисна модель пояснюється кресленнями, на яких зображено: на фіг. 1 - схема заточування голчастої поверхні валика периферією орієнтованого круга; на фіг. 2 - те ж, вид збоку; на фіг. 3 – графік розподілу величини припуску вздовж різальної кромки шліфувального круга; на фіг. 4 - ряд послідовних положень інструмента відносно деталі. На вказаних кресленнях позначено: 1 - валик текстильної машини, 2 - шліфувальний круг, 3 голка, 4 - лінія контакту інструмента і деталі, 5 - кінцевий діаметр поверхні деталі, 6 - початковий діаметр поверхні заготовки, 7 - послідовні положення різальної кромки шліфувального круга. Голчасту поверхню валика заточують на верстаті з ЧПК, при цьому валик встановлюється в центри та обертається навколо власної осі з певною кутовою швидкістю d , шліфувальний круг підводять до поверхні та повертають відносно осі, яка перпендикулярна до осей деталі та круга і проходить крізь формоутворюючу ділянку, при цьому подача на оберт S z вибирається з умови максимально допустимої теплонапруженості процесу, при якій структура матеріалу залишається незмінною, а кут орієнтації інструмента вибирається з умови повного завантаження профілю круга. Інструмент подається на врізання у радіальному напрямку та переміщується вздовж осі деталі з подачею S z ; u - кутова швидкість шліфувального круга. Радіус-вектор інструментальної поверхні в системі координат деталі має вигляд: r z, , d M3 d p z M6 d M2 y c M4 M3C M3z M6 M2R u e4, pz r z, , d r z, , d r z, , d Sz , y c R u R d t, 0, 2 z d де М1, М2, М3 - матриці лінійних переміщень вздовж осей X, Y, Z; М4, М5, М6 - матриці кутових поворотів навколо осей X, Y, Z; R u - радіус інструмента; z - поточна координата на профілі інструмента, змінюється від нуля до B ; B - висота круга; C - величина калібруючої 45 ділянки інструмента; y c - міжосьова відстань; R d - початковий радіус голчастої поверхні 50 деталі; d - кут повороту деталі відносно власної осі; t - припуск на обробку; - кут орієнтації інструмента. Для отримання поверхні обробленої деталі необхідно визначити рівняння лінії контакту інструмента і деталі та обертати її навколо осі деталі. Точки, що належать лінії контакту на поверхні інструмента, можна знайти використовуючи логічний блок: 1 UA 93394 U 0 for j 0..N z max j N r z, , d r z, , d r z, , d LinKon root , z d z M j1 T M , z z min де z min 0, z max B - мінімальна та максимальна координати на профілі круга; 5 N - кількість точок, на які розбивається загальна висота круга; - кутова координата точки на поверхні інструмента; M - матриця координат точок лінії контакту. Для подальшої роботи необхідно виконати інтерполяцію дискретної залежності в функціональну: 1 2 1 2 LinKonz int erp cspline LinKon ,LinKon ,LinKon ,LinKon , z . Тоді рівняння лінії контакту інструмента і валика має вигляд: 10 LKz M2 y c M4 M3C M3z M6LinKonz M2Ru e4, a рівняння поверхні деталі: rd z, d M3d p z M6d LKz . Кут орієнтації шліфувального круга відносно циліндричної голчастої поверхні валика 15 розраховуємо з умови повного завантаження периферії інструмента, у цьому випадку кінцева точка профілю круга буде торкатись початкової поверхні валика (заготовки), тобто необхідно вирішити рівняння: M3d p z M6d M2 y c M4 Rd 0 . M3C M3z M6LinKon z M2Ru e4 2,1 При шліфуванні валика діаметром 60 мм, шліфувальним кругом 200 мм з припуском 0,5 20 , мм оптимальний кут орієнтації становить 148 . Величину припуску, що зрізується елементарною ділянкою шліфувального круга, можна визначити аналогічним чином для відомого кута орієнтації шліфувального круга: M30 p z M60 M2 y c M4 t z Rd . M3C M3z M6LinKon z M2Ru e4 2,1 25 Графік розподілу величини припуску вздовж різальної поверхні інструмента наведено на фіг. 3. Ряд послідовних положень периферії круга - на фіг. 4. Аналіз отриманих графіків показує, що величина зніманого припуску за один прохід дорівнює величині подачі на оберт. Новий спосіб підвищує якість заточування голчастої поверхні барабанів та валиків текстильних машин, забезпечує сталість структури матеріалу голок за рахунок вибору оптимальної подачі на оберт та кута орієнтації інструмента, а також зменшує розміри задирок на робочих кінцях голок. 30 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 Спосіб заточування голчастої циліндричної поверхні периферією орієнтованого круга, згідно з яким шліфувальний круг, що обертається, переміщується вздовж твірної деталі та подається на врізання у радіальному напрямку, який відрізняється тим, що шліфувальний круг повертають відносно осі, яка перпендикулярна до осей деталі та круга і проходить крізь формоутворюючу ділянку, при цьому подача на оберт S z вибирається з умови максимально допустимої теплонапруженості процесу, при якій структура матеріалу залишається незмінною, а кут 2 UA 93394 U орієнтації інструмента вибирається з умови повного завантаження профілю круга і розраховується за виразом: M3d pz M6d M2 yc M4 M3C M3z M6 M2Ru e4 Rd 0, pz 5 Sz r z, , d r z, , d r z, , d , 0, 2 z d де М2, М3… - матриці перетворення координат; R d - початковий радіус голчастої поверхні деталі; Ru - радіус інструмента; d - кут повороту деталі відносно власної осі; 10 z - поточна координата на профілі інструмента; C - величина калібруючої ділянки інструмента; y c - міжосьова відстань; p z - параметр гвинтового руху. 3 UA 93394 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych, Yeroshenko Andrii Mykhailovych, Kolohoida Antonina Viktorivna
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич, Ерошенко Андрей Михайлович, Кологойда Антонина Викторовна
МПК / Мітки
МПК: B24B 19/00
Мітки: орієнтованого, спосіб, круга, заточування, голчастої, циліндричної, периферією, поверхні
Код посилання
<a href="https://ua.patents.su/6-93394-sposib-zatochuvannya-golchasto-cilindrichno-poverkhni-periferiehyu-oriehntovanogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Спосіб заточування голчастої циліндричної поверхні периферією орієнтованого круга</a>
Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга
Номер патенту: 14240
Опубліковано: 15.05.2006
Автор: Кальченко Володимир Віталійович
МПК: B24B 19/00
Мітки: заточування, орієнтованого, поверхні, спосіб, голчатої, круга, периферією, торцем
Формула / Реферат:
Спосіб заточування голчатої поверхні периферією і торцем орієнтованого круга, що включає переміщення шліфувального круга, який обертається, вздовж твірної деталі і подачу його в напрямку, перпендикулярному до осі обертання деталі, для зняття припуску, який відрізняється тим, що чорнове заточування голчатої поверхні здійснюють торцем циліндричного круга і одночасно чистове - його периферією з поступовим зменшенням глибини різання у напрямку...
Спосіб заточування голчастої циліндричної поверхні торцем бруска
Номер патенту: 67146
Опубліковано: 10.02.2012
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Головач Дмитро Олександрович
МПК: B24B 19/00
Мітки: заточування, торцем, голчастої, спосіб, поверхні, циліндричної, бруска
Формула / Реферат:
Спосіб заточування голчастої циліндричної поверхні торцем бруска, згідно з яким шліфувальний брусок виконує круговий поступальний рух у площині, що проходить через твірну барабана та за час контакту з голкою брусок виконує не менше ніж один оберт, який відрізняється тим, що брусок виконує чорнову та чистову обробку за рахунок різнозернистої структури, що підвищує якість та продуктивність обробленої поверхні голки.
Спосіб заточування голчатої поверхні торцем орієнтованого круга
Номер патенту: 14241
Опубліковано: 15.05.2006
Автор: Кальченко Володимир Віталійович
МПК: B24B 19/00
Мітки: орієнтованого, круга, голчатої, спосіб, заточування, торцем, поверхні
Формула / Реферат:
Спосіб заточування голчатої поверхні торцем орієнтованого круга, що включає переміщення торця шліфувального круга вздовж прямолінійної твірної циліндричної поверхні деталі (барабана або валика текстильної машини), при цьому фіксованим положенням осі обертання шліфувального круга в вертикальній площині відносно осі обертання оброблюваної деталі забезпечують потрібний напрямок результуючої швидкості заточування відносно площини нахилу голок,...
Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин
Номер патенту: 10062
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Фень Сергій Іванович
МПК: D01G 15/00
Мітки: заточування, валиків, голчастої, спосіб, поверхні, барабанів, машин, текстильних
Формула / Реферат:
1. Спосіб заточування голчастої поверхні барабанів і валиків текстильних машин, при якому шліфувальний інструмент вводять в контакт з голками гарнітури і надають їм відносний рух, який забезпечує подачу в повздовжньому напрямку деталі, перпендикулярному до нахилу голок, який відрізняється тим, що заточування здійснюють одночасно торцем і периферією шліфувального круга, що має форму похилого циліндра, вісь якого є паралельною осі деталі і...
Спосіб заточування голчатої циліндричної поверхні торцем бруска

Номер патенту: 14251
Опубліковано: 15.05.2006
Автори: Тимощенко Сергій Миколайович, Кальченко Володимир Віталійович, Кальченко Віталій Іванович
МПК: B24B 19/00
Мітки: бруска, заточування, спосіб, циліндричної, поверхні, голчатої, торцем
Формула / Реферат:
1. Спосіб заточування голчатої циліндричної поверхні торцем бруска, згідно з яким шліфувальний брусок переміщується вздовж твірної деталі і подається на врізання в радіальному напрямку в кінці проходу, а деталь обертається навколо власної осі і переміщується вздовж неї, який відрізняється тим, що брусок виконує круговий поступальний рух у площині, що проходить через твірну барабана, причому осі, навколо яких він обертається, перетинають вісь...
Попередній патент: Конусна вібраційна дробарка
Наступний патент: Електроважільний механізм
Випадковий патент: Сміттєвоз