Переносний пристрій для металообробки
Номер патенту: 100753
Опубліковано: 10.08.2015
Автори: Головій Володимир Миколайович, Дмитрієв Євген Олександрович

Формула / Реферат
1. Переносний пристрій для металообробки, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, задню опору, виконану з можливістю встановлення на оброблюваній деталі співвісно з передньою підшипниковою опорою і зв'язану з передньою підшипниковою опорою, щонайменше одну поздовжню напрямну, закріплену на передній підшипниковій і задній опорах паралельно поздовжній осі оброблюваної деталі, щонайменше один поздовжній ходовий гвинт, встановлений паралельно поздовжній напрямній, супорт, зв'язаний з поздовжньою напрямною і встановлений з можливістю зворотно-поступального переміщення за допомогою поздовжнього ходового гвинта, і тримач інструменту з інструментом, зв'язаний з супортом, який відрізняється тим, що виконаний з можливістю зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, тримач інструменту оснащений приводом обертання інструменту, а інструмент являє собою кінцеву фрезу.
2. Переносний пристрій за п. 1, який відрізняється тим, що оснащений знімним механізмом зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, виконаним у вигляді кронштейну, який містить дві опорні плити, встановлені під кутом одна до одної, при цьому одна плита виконана з можливістю кріплення до супорту, а друга плита виконана з можливістю закріплення на ній тримача інструменту.
3. Переносний пристрій за п. 1 або п. 2, який відрізняється тим, що тримач інструменту являє собою фрезерну головку.
4. Переносний пристрій за п. 1 або п. 2, або п. 3, який відрізняється тим, що містить дві поздовжні напрямні, розташовані паралельно одна одній, два поздовжніх ходових гвинта і додатково поперечну напрямну і поперечний ходовий гвинт, супорт встановлений на поперечній напрямній і зв'язаний з поперечним ходовим гвинтом, а поперечна напрямна встановлена на поздовжніх напрямних і зв'язана з поздовжніми ходовими гвинтами.
Текст
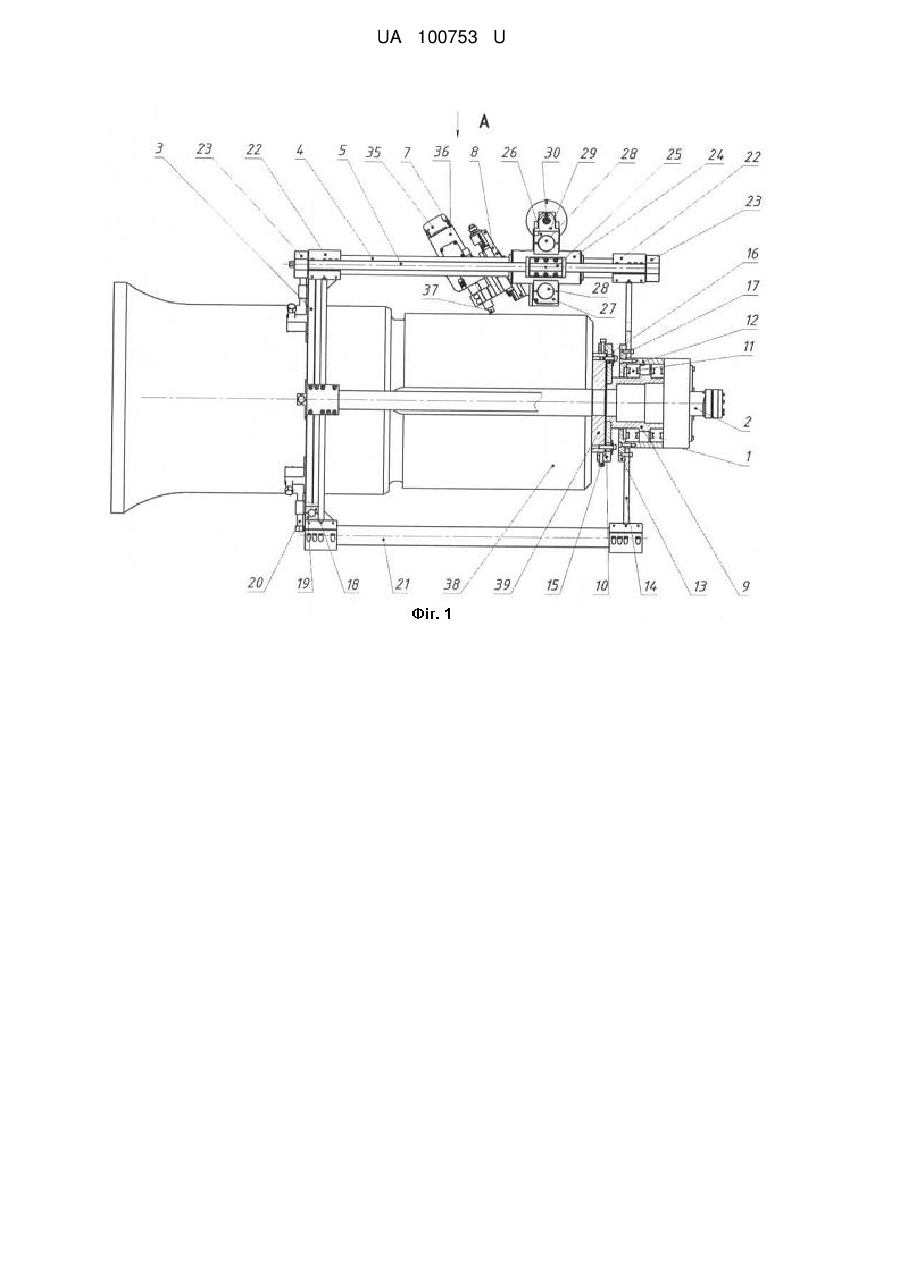
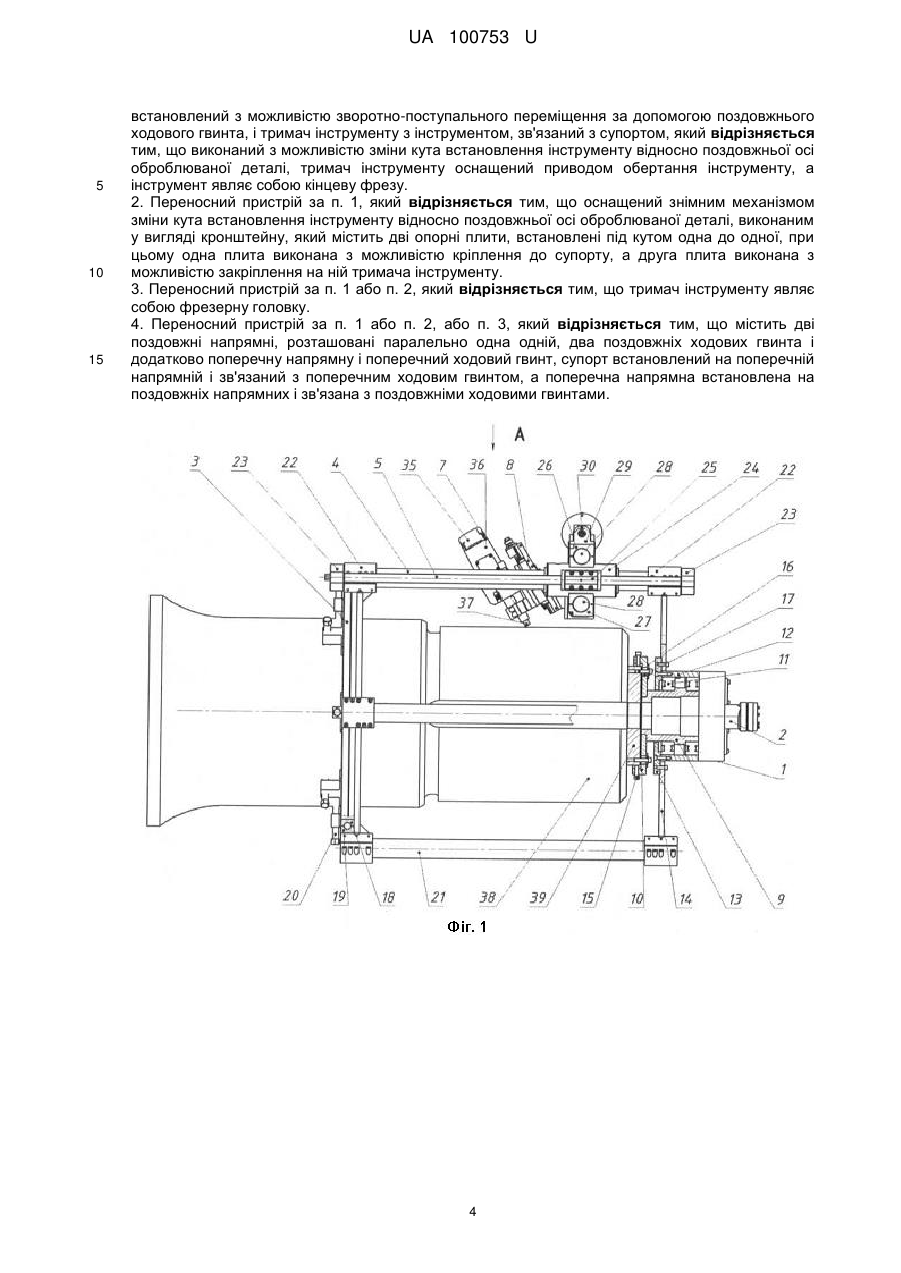
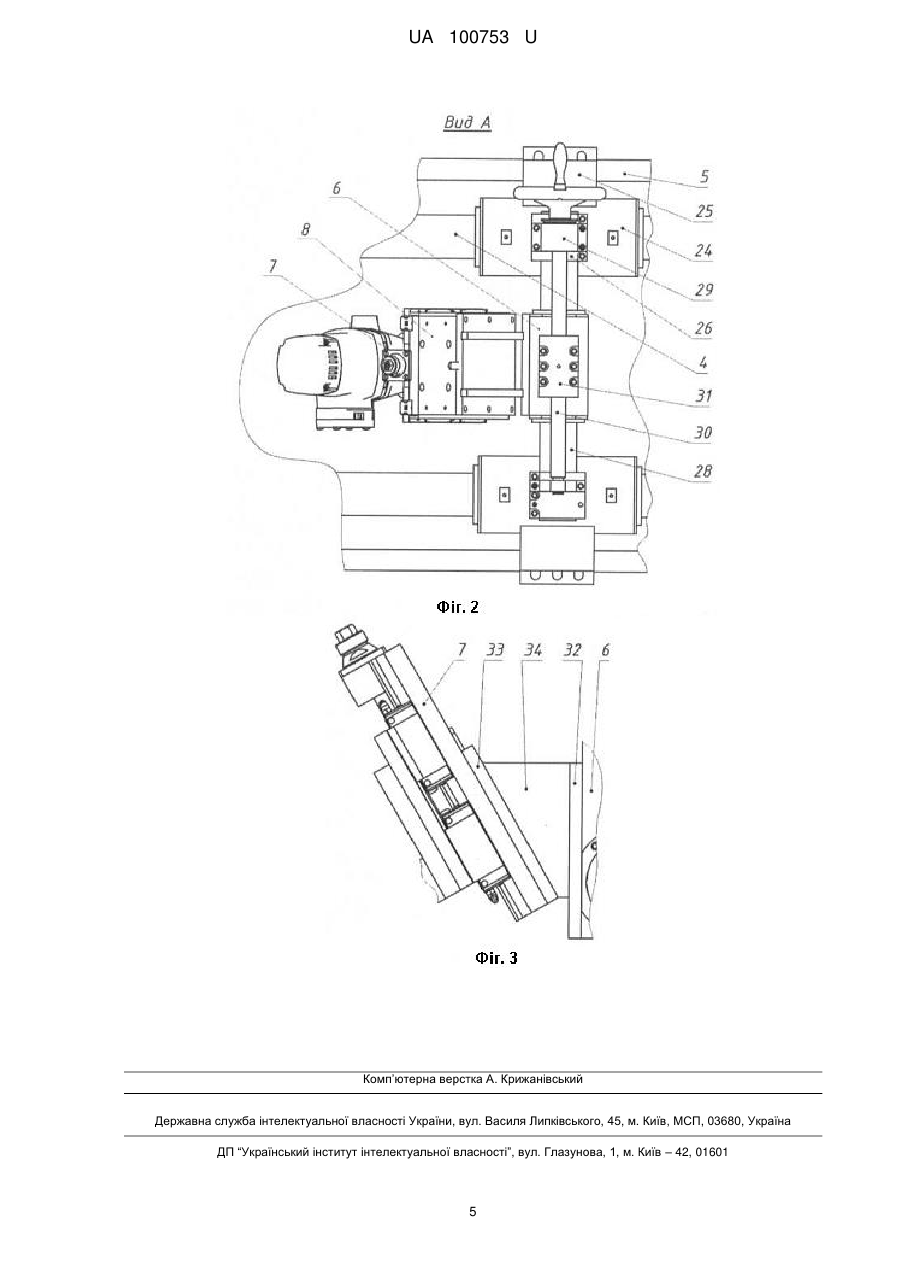
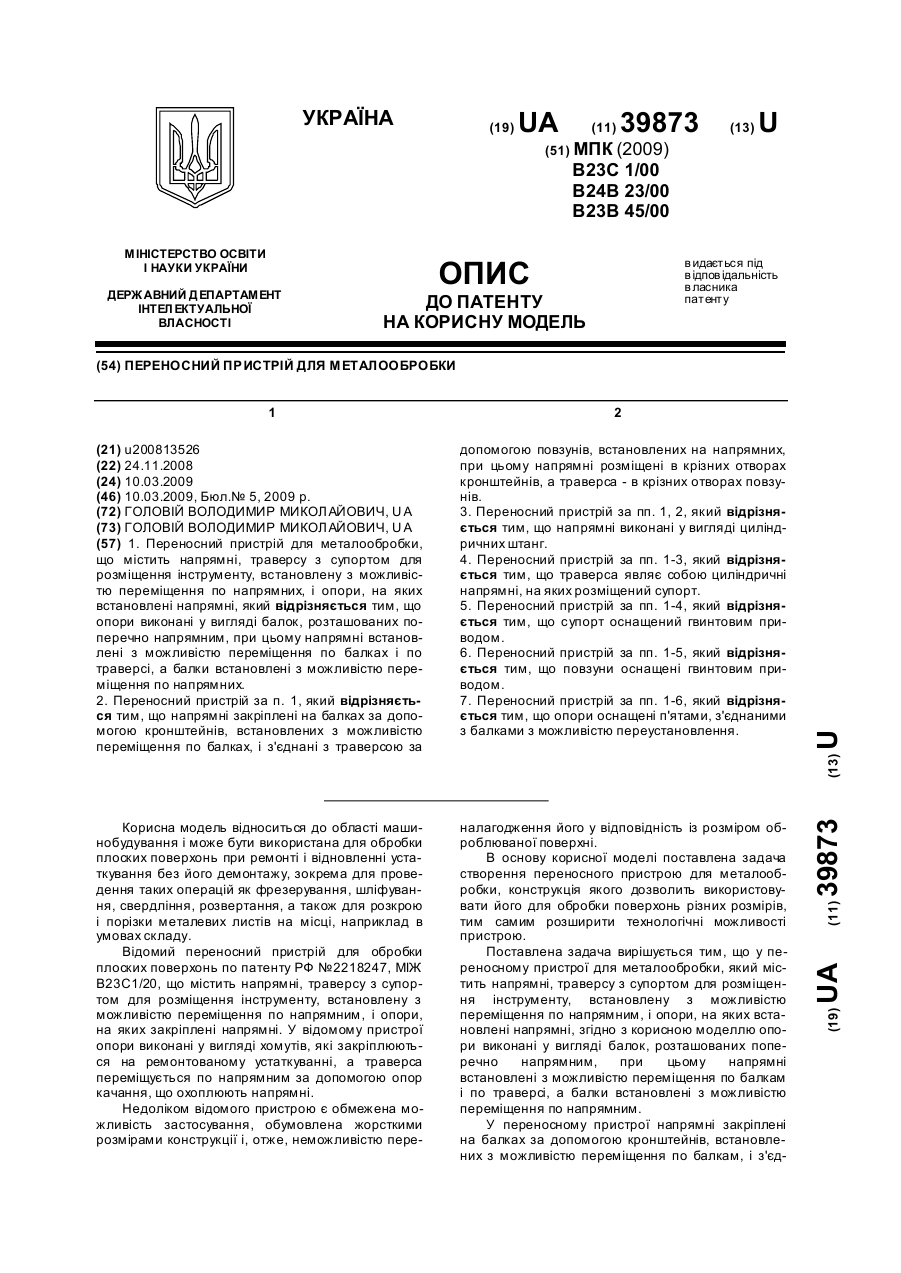
Реферат: Переносний пристрій для металообробки містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, задню опору, виконану з можливістю встановлення на оброблюваній деталі співвісно з передньою підшипниковою опорою і зв'язану з передньою підшипниковою опорою, щонайменше одну поздовжню напрямну, закріплену на передній підшипниковій і задній опорах паралельно поздовжній осі оброблюваної деталі, щонайменше один поздовжній ходовий гвинт, встановлений паралельно поздовжній напрямній, супорт, зв'язаний з поздовжньою напрямною і встановлений з можливістю зворотно-поступального переміщення за допомогою поздовжнього ходового гвинта, і тримач інструменту з інструментом, зв'язаний з супортом. Пристрій виконаний з можливістю зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, тримач інструменту оснащений приводом обертання інструменту, а інструмент являє собою кінцеву фрезу. UA 100753 U (54) ПЕРЕНОСНИЙ ПРИСТРІЙ ДЛЯ МЕТАЛООБРОБКИ UA 100753 U UA 100753 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може бути використана для металообробки, зокрема для нарізання різьби на циліндричних поверхнях деталей, наприклад хвостовиках валів, а також обробки шпонкових пазів на циліндричних поверхнях деталей при ремонті і відновленні великогабаритного устаткування без його демонтажу. Відомий верстат для проточування циліндричної частини вала і прорізання різі [див. патент UA 62860 А, МПК В23В 5/12], який містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і пов'язану з приводом, задню опору, виконану з можливістю встановлення на оброблюваній деталі співвісно з передньою підшипниковою опорою і зв'язану з передньою підшипниковою опорою, поздовжню напрямну, закріплену на передній підшипниковій і задній опорах паралельно поздовжній осі оброблюваної деталі, поздовжній ходовий гвинт, встановлений паралельно поздовжній напрямній, супорт, зв'язаний з поздовжньою напрямною і встановлений з можливістю зворотно-поступального переміщення за допомогою поздовжнього ходового гвинта, і тримач інструменту з інструментом, зв'язаний з супортом. У відомому верстаті як інструмент використаний різець, який нерухомо встановлений у тримачі інструменту під кутом 90º відносно осі оброблюваної деталі, а тримач інструменту жорстко закріплений у супорті під постійним кутом до поздовжньої осі оброблювальної деталі. Нарізання різьби на ремонтованих великогабаритних деталях відомим пристроєм відбувається за декілька робочих проходів різця, причому процес нарізання різьби передбачає й холості ходи, при яких супорт повертають в початкове положення. Недоліками відомого верстата є його знижена продуктивність і підвищені трудовитрати на проведення ремонту великогабаритного устаткування, спричинені необхідністю здійснення холостого ходу, при якому потребується витягти різець із різцетримача, повернути супорт у початкове положення, знов встановити різець у різцетримач і виставити його відносно початку нарізуваної різьби. Крім того, процес нарізання різьби на відомому пристрої передбачає швидке обертання верстата навколо оброблюваної деталі при нерухомо встановленому різці, що не дозволяє робити локальний ремонт зруйнованої ділянки витка або декількох суміжних витків існуючої різьби. Все це значно збільшує час на відновлення деталі і, отже, час простоювання устаткування в ремонті. При цьому, нарізання різьби різцем потребує велику кількість різців, заточених індивідуально під профіль різьби, що не тільки здорожує ремонтні роботи, а й у разі відхилення від необхідного кута заточки різця приводить до зниження точності нарізування різьби. В основу корисної моделі поставлена задача створити переносний пристрій для металообробки, конструкція якого дозволить підвищити продуктивність пристрою, зменшити трудові та часові витрати на ремонтні роботи, тим самим скоротити час простоювання великогабаритного устаткування в ремонті, забезпечити можливість проведення ремонту ділянки зруйнованої різьби, підвищити якість виконаних ремонтних робіт. При цьому переносний пристрій дозволить обробляти шпонкові пази без перевстановлення його на деталі після нарізання різьби. Поставлена задача вирішується тим, що переносний пристрій для металообробки, який містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, задню опору, виконану з можливістю встановлення на оброблюваній деталі співвісно з передньою підшипниковою опорою і зв'язану з передньою підшипниковою опорою, щонайменше одну поздовжню напрямну, закріплену на передній підшипниковій і задній опорах паралельно поздовжній осі оброблюваної деталі, щонайменше один поздовжній ходовий гвинт, встановлений паралельно поздовжній напрямній, супорт, зв'язаний з поздовжньою напрямною і встановлений з можливістю зворотно-поступального переміщення за допомогою поздовжнього ходового гвинта, і тримач інструменту з інструментом, зв'язаний з супортом, згідно з корисною моделлю виконаний з можливістю зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, тримач інструменту оснащений приводом обертання інструменту, а інструмент являє собою кінцеву фрезу. Переносний пристрій оснащений знімним механізмом зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, виконаним у вигляді кронштейну, який містить дві опорні плити, встановлені під кутом одна до одної, при цьому одна плита виконана з можливістю кріплення до супорту, а друга плита виконана з можливістю закріплення на неї тримача інструменту. Тримач інструменту являє собою фрезерну головку. Переносний пристрій містить дві поздовжні напрямні, розташовані паралельно одна одній, два поздовжніх ходових гвинта і додатково поперечну напрямну і поперечний ходовий гвинт, супорт встановлений на поперечній напрямній і зв'язаний з поперечним ходовим гвинтом, а 1 UA 100753 U 5 10 15 20 25 30 35 40 45 50 55 60 поперечна напрямна встановлена на поздовжніх напрямних і зв'язана з поздовжніми ходовими гвинтами. Завдяки конструкції переносного пристрою для металообробки, в якій інструментом для нарізання різьби виступає обертова фреза, а пристрій оснащений механізмом зміни кута встановлення фрези відносно поздовжньої осі оброблюваної деталі, виключається необхідність холостого ходу у процесі нарізання різьби, що дозволяє значно скоротити час і трудомісткість ремонтних робіт, підвищити продуктивність пристрою. Заявлена конструкція передбачає швидке обертання фрези і повільне обертання пристрою навколо осі оброблюваної деталі, що дає змогу проводити обробку тільки зруйнованої ділянки існуючої різьби і не потребує оброблення всієї різьби, як у найближчому аналозі. Використання стандартних кінцевих фрез і можливість зміни кута їх встановлення відносно поздовжньої осі оброблюваної деталі дозволяють також підвищити якість нарізаної різьби і здешевити ремонтні роботи. Крім того, встановлення супорту з можливістю поздовжнього і поперечного переміщення відносно осі оброблюваної деталі і використання фрези як інструменту дозволяють обробляти шпонкові пази на оброблювальних частинах деталей, що надає пристрою універсальності. Суть переносного пристрою для металообробки, що заявляється, пояснюється Фігурами креслення. На Фіг. 1 показаний вид збоку переносного пристрою для металообробки; на Фіг. 2 вид А Фіг. 1; на Фіг. 3 - знімний механізм зміни кута встановлення інструменту відносно подовжньої осі оброблюваної деталі. Однак представлений приклад не слід розглядати як такий, що обмежує обсяг патентних вимог по даній заявці. Переносний пристрій для металообробки містить передню опору 1 з приводом 2, задню опору 3, поздовжні напрямні 4, приводні поздовжні ходові гвинти 5, супорт 6, тримач 7 інструменту і знімний механізм 8 зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі. Передня опора 1 містить піввісь 9, на передньому торці якої закріплений перехідний фланець 10. На півосі 9 розміщені підшипники 11, встановлені в корпусі 12 і з боку перехідного фланця 10 закриті кришкою 13. На корпусі 12 підшипників 11 встановлений фланець 14. З протилежного торця півосі 9 встановлений привод 2, вихідний вал якого через зубчату передачу зв'язаний з корпусом 12 підшипників 11. Для юстирування передньої опори 1 перехідний фланець 10 оснащений радіально встановленими віджимними гвинтами 15 і торцевими віджимними гвинтами 16, встановленими в пазах 17 перехідного фланця 10. Задня опора 3 розміщена на відстані від передньої опори 1 і співвісно з нею. Задня опора 3 являє собою вузький підшипник, наприклад кочення, що має внутрішнє 18 і зовнішнє 19 кільця. Для встановлення задньої опори 3 на оброблювану деталь і юстирування опора 3 оснащена фіксуючим механізмом у вигляді радіально розташованих віджимних гвинтів 20, закріплених на внутрішньому кільці 18 підшипника. Передня 1 і задня 3 опори зв'язані між собою штангами 21, розміщеними паралельно одна одній і поздовжній осі оброблювальної деталі. Штанги 21 встановлені в роз'ємних хомутах 22, закріплених на фланці 14 передньої опори 1 і на зовнішньому кільці 19 підшипника задньої опори 3. Поздовжніми напрямними 4 виступають дві із поруч розташовані штанги 21. На роз'ємних хомутах 22 поздовжніх напрямних 4 закріплені підшипникові корпуси 23, в яких встановлені приводні поздовжні ходові гвинти 5. На поздовжніх напрямних 4 розміщені повзуни 24, зв'язані з приводними поздовжніми ходовими гвинтами 5 за допомогою ходових гайок 25. На кожному з повзунів 24 зверху і знизу паралельно один одному закріплені роз'ємні кронштейни 26 і 27. В роз'ємних кронштейнах 26 і 27 перпендикулярно поздовжнім напрямним 4 встановлені поперечні напрямні 28. На поперечних напрямних 28 розміщений супорт 6, а на кронштейнах 26 в підшипникових корпусах 29 встановлений поперечний ходовий гвинт 30, зв'язаний з супортом 6 через ходову гайку 31. Механізм 8 зміни кута встановлення інструменту відносно подовжньої осі оброблюваної деталі виконаний у вигляді кронштейну, що містить дві опорні плити 32 і 33, закріплені під кутом одна до одної за допомогою боковин 34. Кут між плитами 32 і 33 обирається залежно від кута різьби, яку нарізатимуть на оброблюваній деталі, і складає 20, 30, 45 або 60 градусів. Плита 32 виконана з можливість кріплення до супорту 6, а плита 33 виконана з можливістю закріплення на неї тримача 7 інструменту. Тримач 7 інструменту оснащений приводом 35 обертання інструменту і являє собою фрезерну головку 36, а інструмент являє собою кінцеву фрезу 37. Робота переносного пристрою для металообробки здійснюється так. На торці оброблювальної деталі 38 співвісно до її поздовжньої осі закріплюють диск 39. 2 UA 100753 U 5 10 15 20 25 30 35 40 45 50 Пристрій розміщують на оброблюваній частині деталі 38 так, що задня опора 3 розміщується на циліндричній частині деталі 38, а перехідний фланець 10 охоплює диск 39. Проводять юстирування пристрою в радіальному напрямку за допомогою віджимних гвинтів 15 і 20 і в осьовому напрямку за допомогою віджимних гвинтів 16. На супорті 6 закріплюють фрезерну головку 36 з кінцевою фрезою 37. Супорт 6 встановлюють біля торця оброблюваної деталі 38, регулюють глибину врізання фрези 37 і включають привод 2, привод 35 фрезерної головки 36 і привод поздовжніх ходових гвинтів 5. Поздовжні ходові гвинти 5 синхронно обертаються навколо своїх осей, переміщуючи при цьому через ходові гайки 25 повзуни 24 із супортом 6, фрезерною головкою 36 і фрезою 37. При цьому фрезерна головка 36 обертає фрезу 37, і фреза 37, обертаючись навколо деталі 38 і навколо своєї осі, обробляє деталь 38. Після здійснення проходу супорта 6, приводи 2, 35 і привод поздовжніх ходових гвинтів 5 виключають, проводять переналагодження фрези 37 або її заглибленням, або зміною кута фрези 37 відносно поздовжньої осі оброблюваної деталі 38. Для зміни кута фрезерну головку 36 від'єднують від супорта 6. У залежності від кута різьби вибирають знімний механізм 8. Плиту 32 прикріпляють до супорта 6, на плиті 33 закріплюють фрезерну головку 36 з фрезою 37. Включають приводи 2, 35 і привод поздовжніх ходових гвинтів 5, і зворотним ходом супорта 6 оброблюють деталь 38. Цикл повторюється до повного нарізання різьби на деталі 38. У разі необхідності проведення ремонту ділянки різьби на деталі, нарізання різьби здійснюють таким же чином, як описано вище. Над підготовленою поверхнею ділянки встановлюють супорт 6 з фрезерною головкою 36 і фрезою 37, позиціонують фрезу 37 на продовження витка різьби, регулюють глибину врізання фрези 37 і включають приводи 2, 35 і привод поздовжніх ходових гвинтів 5. Пристрій обертається повільно, що дає можливість зупинити роботу пристрою на виході з ремонтованої ділянки. Здійснюють переналагодження шляхом подальшого заглиблення фрези 37 або зміни кута фрези 37 відносно поздовжньої осі оброблюваної деталі 38, включають приводи 2, 35 і привод поздовжніх ходових гвинтів 5 і зворотним ходом супорта 6 оброблюють ділянку різьби. Цикл повторюється до повного відновлення ділянки різьби на деталі. Якщо на оброблюваній частині деталі 38 після нарізання різьби необхідно обробити шпонковий паз, це можливо зробити цим самим пристроєм без його перевстановлення. Для цього фрезерну головку 36 з фрезою 37 закріпляють безпосередньо на супорті 6, виставляють фрезу 37 у початкове положення. Включають привод 35, а поздовжні ходові гвинти 5 обертають вручну. Ходові гвинти 5, обертаючись навколо своїх осей, переміщають ходові гайки 25 з повзунами 24 і супортом 6 із фрезерною головкою 36 і фрезою 37 у поздовжньому напрямку. При цьому фрезерна головка 36 від привода 35 обертає фрезу 37, і фреза 37 здійснює прохід на задану довжину шпонкового паза. Після цього обертанням вручну поперечного ходового гвинта 30 переміщують супорт 6 у поперечному відносно поздовжньої осі деталі 38 напрямку, виставляють фрезу 37 і зворотним ходом супорта 6 по поздовжнім напрямним 4 здійснюють прохід фрези 37 на задану довжину. Цикл повторюється до повного оброблення шпонкового паза на оброблюваній частині деталі 38. Після здійснення робіт пристрій легко демонтується з оброблювальної деталі 38. Пропонований переносний пристрій для металообробки має просту конструкцію, малу вагу, легко монтується, демонтується і обслуговується, забезпечує якісне нарізання різьби, а також можливість здійснення ремонту зруйнованої ділянки існуючої різьби. Пристрій також дозволяє обробляти шпонкові пази на оброблюваних частинах деталей без трудомісткого переналагодження пристрою. При цьому пропонований пристрій передбачає використання стандартних кінцевих фрез, заточених у промислових умовах, і не потребує постійного точного заточування різців, що звичайно використовують для нарізання різьби. Можливість використання в пристрої зворотного ("холостого") ходу як робочого значно скорочує часові і трудові витрати на проведення ремонтних робіт і, отже, простоювання устаткування в ремонті. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 1. Переносний пристрій для металообробки, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, задню опору, виконану з можливістю встановлення на оброблюваній деталі співвісно з передньою підшипниковою опорою і зв'язану з передньою підшипниковою опорою, щонайменше одну поздовжню напрямну, закріплену на передній підшипниковій і задній опорах паралельно поздовжній осі оброблюваної деталі, щонайменше один поздовжній ходовий гвинт, встановлений паралельно поздовжній напрямній, супорт, зв'язаний з поздовжньою напрямною і 3 UA 100753 U 5 10 15 встановлений з можливістю зворотно-поступального переміщення за допомогою поздовжнього ходового гвинта, і тримач інструменту з інструментом, зв'язаний з супортом, який відрізняється тим, що виконаний з можливістю зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, тримач інструменту оснащений приводом обертання інструменту, а інструмент являє собою кінцеву фрезу. 2. Переносний пристрій за п. 1, який відрізняється тим, що оснащений знімним механізмом зміни кута встановлення інструменту відносно поздовжньої осі оброблюваної деталі, виконаним у вигляді кронштейну, який містить дві опорні плити, встановлені під кутом одна до одної, при цьому одна плита виконана з можливістю кріплення до супорту, а друга плита виконана з можливістю закріплення на ній тримача інструменту. 3. Переносний пристрій за п. 1 або п. 2, який відрізняється тим, що тримач інструменту являє собою фрезерну головку. 4. Переносний пристрій за п. 1 або п. 2, або п. 3, який відрізняється тим, що містить дві поздовжні напрямні, розташовані паралельно одна одній, два поздовжніх ходових гвинта і додатково поперечну напрямну і поперечний ходовий гвинт, супорт встановлений на поперечній напрямній і зв'язаний з поперечним ходовим гвинтом, а поперечна напрямна встановлена на поздовжніх напрямних і зв'язана з поздовжніми ходовими гвинтами. 4 UA 100753 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: металообробки, переносний, пристрій
Код посилання
<a href="https://ua.patents.su/7-100753-perenosnijj-pristrijj-dlya-metaloobrobki.html" target="_blank" rel="follow" title="База патентів України">Переносний пристрій для металообробки</a>
Переносний пристрій для металообробки

Номер патенту: 63868
Опубліковано: 25.10.2011
Автор: Головій Володимир Миколайович
МПК: B23C 1/00
Мітки: металообробки, пристрій, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить напрямну, супорт, встановлений на напрямній з можливістю переміщення по ній від приводу, головку для закріплення ріжучого інструменту, консольно прикріплену до супорта з можливістю переміщення перпендикулярно осі напрямній, який відрізняється тим, що містить дві напрямні, розташовані паралельно одна одній, і дві опори, розміщені поперечно напрямним, напрямні виконані у вигляді штанг і...
Переносний пристрій для металообробки
Номер патенту: 39873
Опубліковано: 10.03.2009
Автор: Головій Володимир Миколайович
МПК: B24B 23/00, B23B 45/00, B23C 1/00
Мітки: металообробки, переносний, пристрій
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить напрямні, траверсу з супортом для розміщення інструменту, встановлену з можливістю переміщення по напрямних, і опори, на яких встановлені напрямні, який відрізняється тим, що опори виконані у вигляді балок, розташованих поперечно напрямним, при цьому напрямні встановлені з можливістю переміщення по балках і по траверсі, а балки встановлені з можливістю переміщення по напрямних.2....
Переносний пристрій для металообробки дробильних конусів дробарок
Номер патенту: 43041
Опубліковано: 27.07.2009
Автор: Головій Володимир Миколайович
МПК: B23B 5/00
Мітки: дробарок, дробильних, пристрій, конусів, металообробки, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки дробильних конусів дробарок, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, задню опору, співвісно встановлену з передньою опорою і жорстко зв'язану з нею, щонайменше одну напрямну, зв'язану з передньою і задньою опорами, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, який...
Переносний пристрій для металообробки

Номер патенту: 67012
Опубліковано: 25.01.2012
Автор: Головій Володимир Миколайович
МПК: B23B 5/00
Мітки: металообробки, пристрій, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить дві підшипникові опори з механізмами фіксації на оброблюваній деталі, щонайменше одну напрямну, закріплену на опорах, розміщені на напрямній ходовий гвинт і різцетримальний супорт, і привод, пов'язаний з однією з опор, при цьому ходовий гвинт оснащений приводом обертання, а різцетримальний супорт зв'язаний з ходовим гвинтом, який відрізняється тим, що опори виконані роз'ємними в...
Переносний пристрій для металообробки

Номер патенту: 43040
Опубліковано: 27.07.2009
Автор: Головій Володимир Миколайович
МПК: B23B 5/00
Мітки: пристрій, металообробки, переносний
Формула / Реферат:
1. Переносний пристрій для металообробки, що містить передню підшипникову опору, виконану з можливістю закріплення на торці оброблюваної деталі і зв'язану з приводом, співісно встановлену з нею задню опору, напрямні, закріплені на передній і задній опорах, ходовий гвинт з приводом обертання і зв'язаний з ходовим гвинтом різцетримальний супорт, який відрізняється тим, що задня опора являє собою підшипник, виконаний з можливістю закріплення на...
Попередній патент: Склад масляної суміші
Наступний патент: Живильне середовище для розмноження in vitro церцису китайського (cercis chinensis bunge)
Випадковий патент: Стійкий до сколювання металевий виріб (варіанти), спосіб зменшення сколювання в металевих виробах