Терморегульована кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей
Номер патенту: 106517
Опубліковано: 25.04.2016
Автори: Ходунов Володимир Олександрович, Жарков Іван Павлович, Солонецький Анатолій Гнатович, Долгінська Марія Олександрівна, Селиванов Олександр Вікторович, Ханнолайнен Валерій Тойвович, Дордієнко Олександр Миколаєвич, Сафронов Віталій Вікторович, Крот Павло Вікторович
Формула / Реферат
1. Терморегульована кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей, яка містить контейнер з кришкою, утворений зовнішньою та внутрішньою стінками, з термоізолюючим матеріалом між ними, причому внутрішня порожнина складається з двох камер з перегородкою, одна камера містить датчик температури, електронагрівник та сталеві вироби, а друга - лопаті вентилятора, двигун якого, розташований ззовні контейнера, зовнішню транспортну посудину зберігання кріоагента, яка з'єднана гнучким металорукавом через кріогенний клапан з трубкою підводу кріоагента до лопатей вентилятора, керуючу панель, електрично з'єднану з датчиком температури,кріогенним клапаном та комп'ютером, причому обидві камери мають вентиляційні отвори для стравлення тиску, а вся система забезпечена джерелом живлення, яка відрізняється тим, що внутрішній контейнер виконаний з міді, а перегородка між камерами контейнера розташована поздовжньо і виконана перфорованою.
2. Пристрій за п. 1, який відрізняється тим, що на перфорованій мідній перегородці розташований датчик температури.
3. Пристрій за пп. 1, 2, який відрізняється тим, що камера розміщення габаритних трубчастих сталевих виробів містить в собі регульовані по висоті та по горизонталі опори-тримачі габаритного виробу з У-подібним кінцевиком.
4. Пристрій за пп. 1, 2, 3, який відрізняється тим, що додатково на кожній опорі-тримачі в центрі кінцевика розташовані підпружинені датчики температури.
Текст
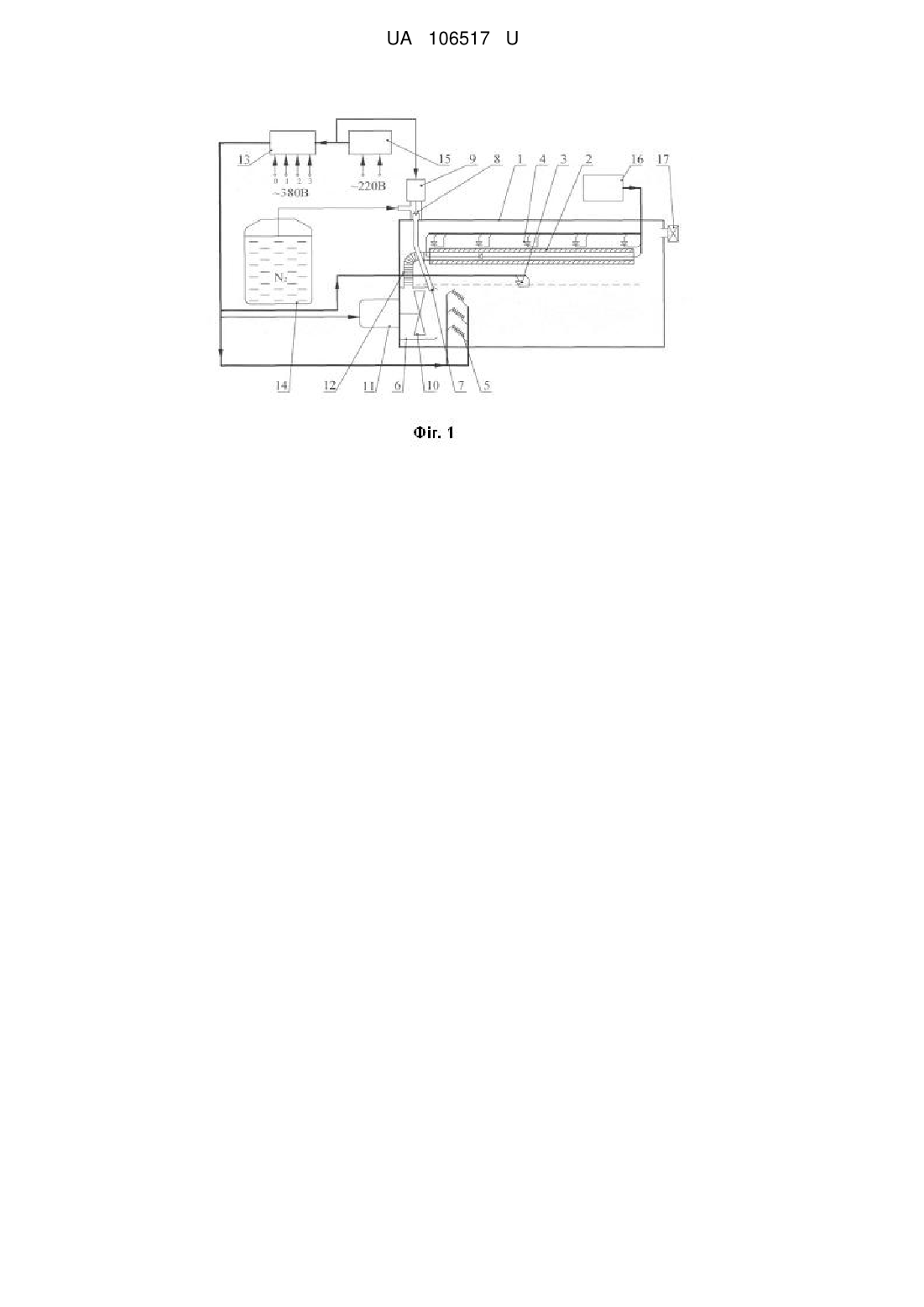
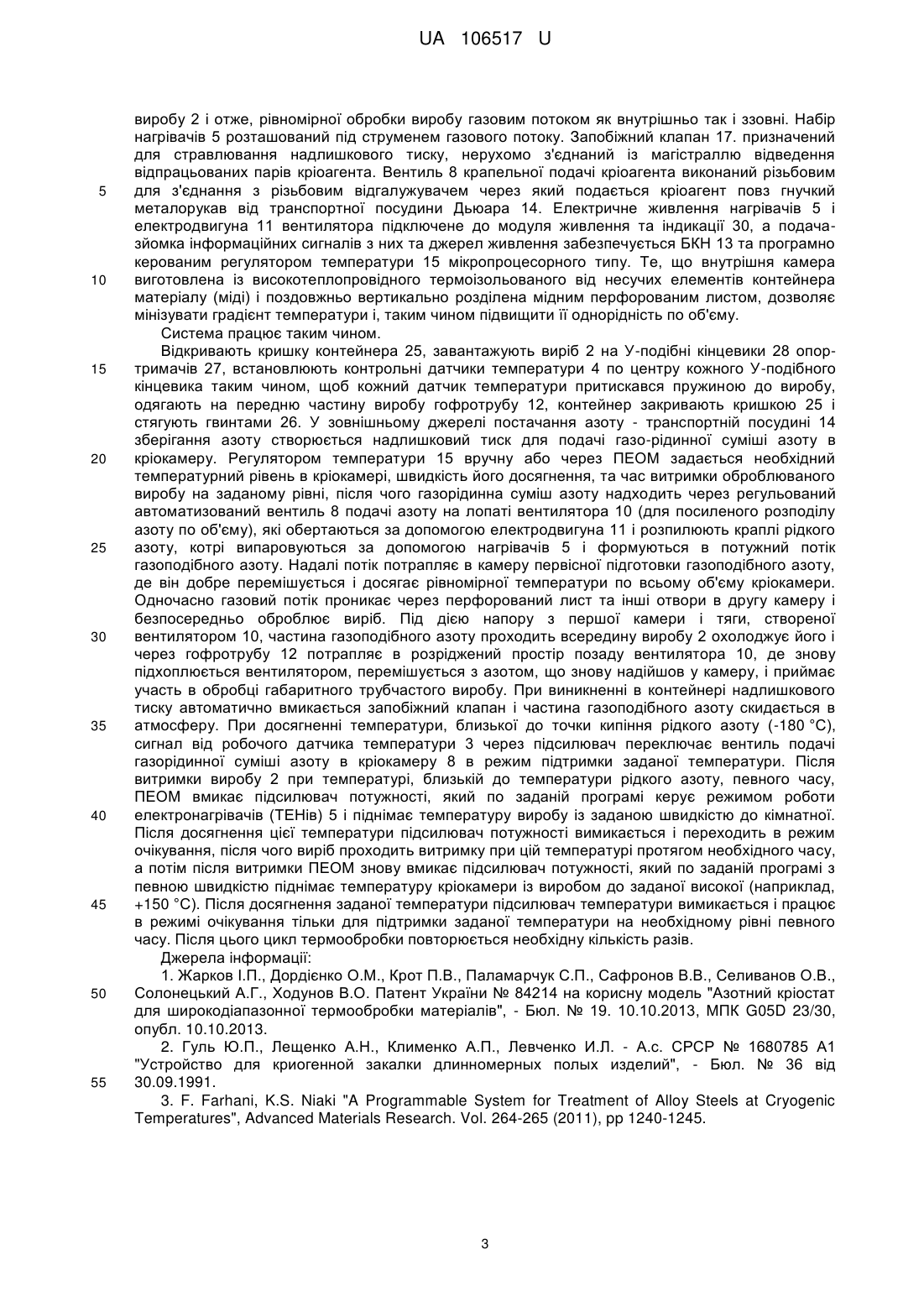
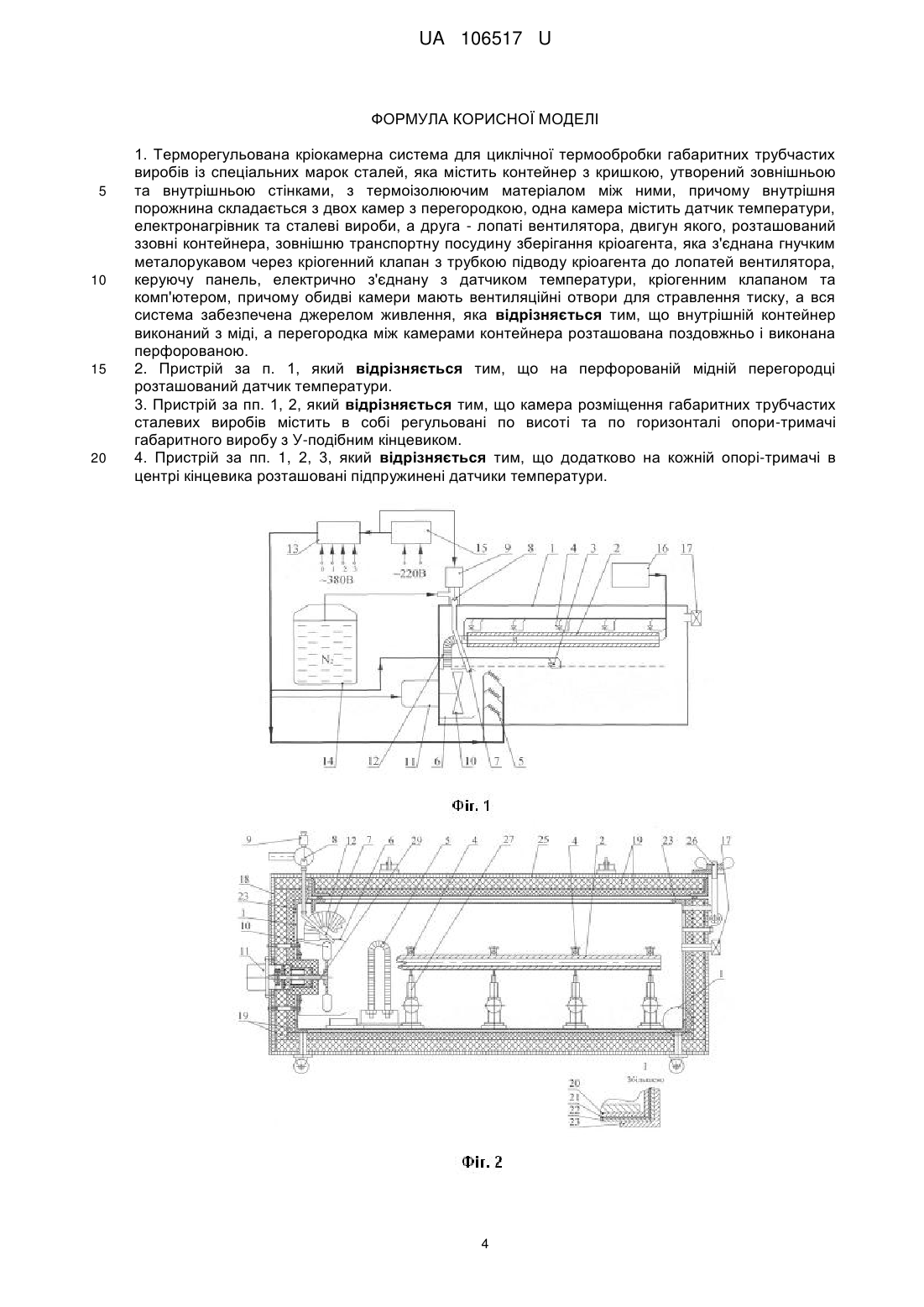
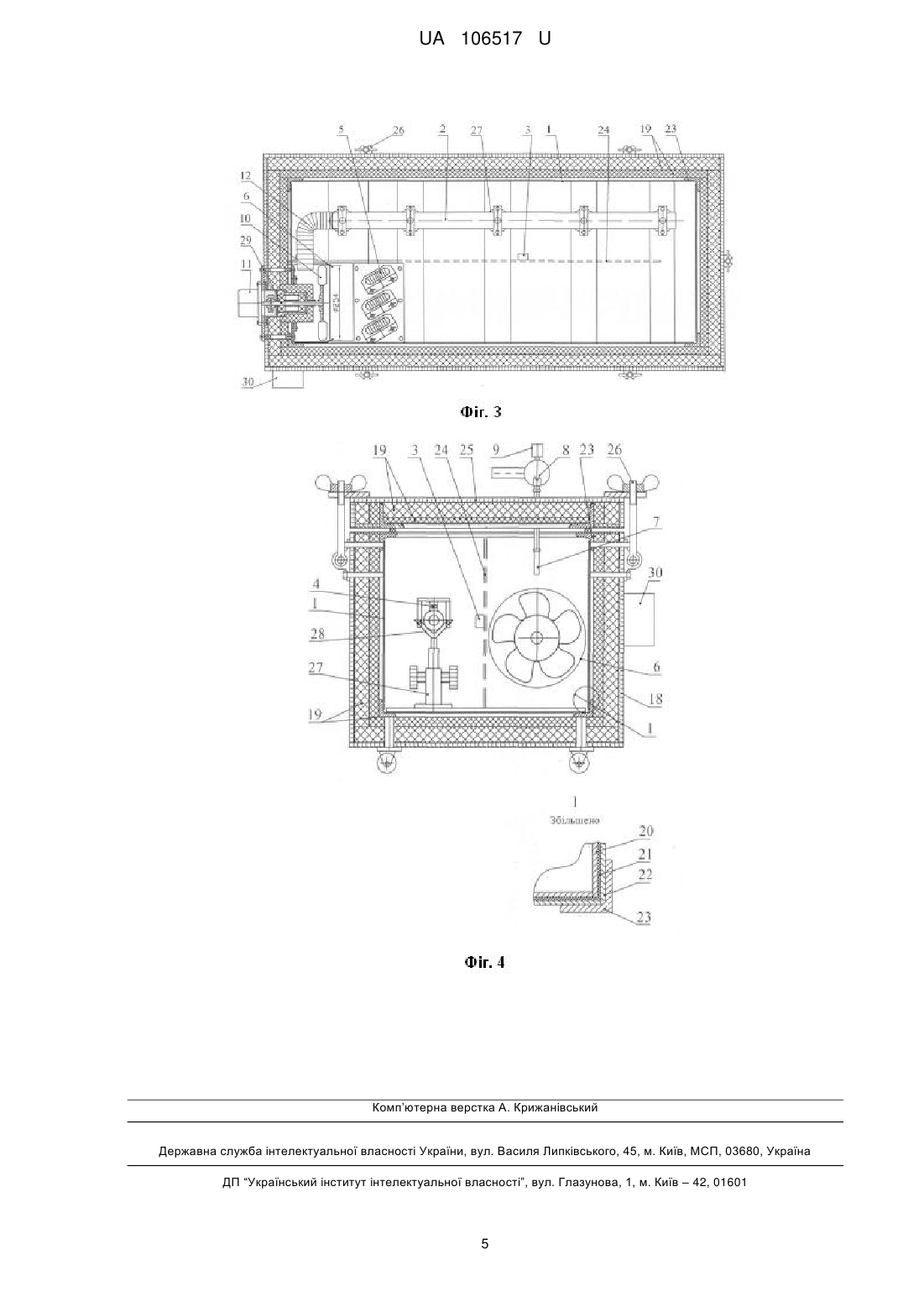
Реферат: Терморегульована кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей містить контейнер з кришкою, утворений зовнішньою та внутрішньою стінками, з термоізолюючим матеріалом між ними. Внутрішня порожнина, складається з двох камер з перегородкою, одна камера містить датчик температури, електронагрівник та сталеві вироби, а друга - лопаті вентилятора, двигун якого, розташований ззовні контейнера. Зовнішня транспортна посудина зберігання кріоагента, яка з'єднана гнучким металорукавом через кріогенний клапан з трубкою підводу кріоагента до лопатей вентилятора, керуючу панель, електрично з'єднану з датчиком температури, кріогенним клапаном та комп'ютером. Обидві камери мають вентиляційні отвори для стравлення тиску, а вся система забезпечена джерелом живлення. Внутрішній контейнер виконаний з міді, а перегородка між камерами контейнера розташована поздовжньо і виконана перфорованою. UA 106517 U (12) UA 106517 U UA 106517 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії і машинобудування і може бути використана для зміцнення габаритних трубчастих сталевих виробів. Відома апаратура зміцнення виробів шляхом кріогенного термічного циклювання [1] на базі азотного кріостата, що містить вакуумований корпус, в якому розташовані резервуар-живильник з підвісними радіаційними екранами, що охоплюють резервуар-живильник і покажчик рівня, та датчик тиску, який з'єднаний з підсилювачем і клапаном постійного тиску, шахту з термостатованою камерою, у якій розташований датчик температури і яка з'єднана з резервуаром-живильником магістраллю, в якій розташований перемикаючий вентиль, нагрівачвипарник і датчик рівня кріорідини, а також регулятор температури, вхід якого зв'язаний з датчиком температури, а вихід - з нагрівником-випарником, нагрівником контейнера та перемикаючим вентилем, а сама термостатована камера виконана у вигляді контейнератримача з кришкою і термоізоляцією для оброблюваних об'єктів і з розташованими у ньому датчиком рівня і нагрівником, а кріостат додатково оснащений комп'ютером, який з'єднаний з регулятором температури з можливістю синхронізації роботи кріостата в цілому. Недоліком цього рішення є здатність робити термообробку тільки малогабаритних сталевих виробів. Відомий також пристрій для кріогенного закалювання довгомірних порожнистих виробів [2], який містить загартувальний блок з пристроєм для заповнення зрідженим газом, систему підводу та відводу рідкого охолоджувача для внутрішнього охолодження виробів, систему електроконтактного нагріву, а також системою підводу стисненого повітря. Недоліками цього рішення є великі витрати кріоагента у зв'язку із заповненням охолоджувачем загартувального блока у повному о'бємі. Крім того, застосування води для внутрішнього охолодження порожнистого виробу потребує подальшого застосування стисненого повітря, яке повинне видалити залишки води, і, оскільки виріб потрібно негайно знову охолоджувати після внутрішнього охолодження, існує загроза замерзання залишків води в порах металу і руйнування виробу, оскільки ідеального видалення рідини із порожнини виробу не існує, а контроль наявності рідини в порожнині відсутній. Найближчим за сукупністю ознак і технічним результатом до корисної моделі є рішення [3] згідно з яким апаратура містить контейнер, утворений зовнішньою та внутрішньою стінками, багатошаровим термоізолюючим матеріалом між ними, причому внутрішня порожнина, що виготовлена із нержавіючої сталі, складається з двох камер з поперечною перегородкою між ними і служить для завантажування і термообробки сталевих виробів і розділена із зовнішньою камерою герметичною термоізольованою кришкою і містить в одній із камер датчик температури, електронагрівач для підігріву кріоагента і виробів, а в другій - лопаті вентилятора, що крутяться через вал за допомогою двигуна, розташованого ззовні контейнера, трубку підводу кріоагента, з якої краплі рідкого азоту падають на лопаті і перетворюються на пар, а сам рідкий азот подається від зовнішньої транспортної посудини зберігання кріоагента за допомогою гнучкого металорукава через кріогенний клапан та керуючу панель, електрично з'єднану з датчиком температури кріогенним клапаном та із зовнішнім комп'ютером. Обидві камери мають вентиляційні отвори для стравлення тиску. Вся система забезпечена джерелом живлення. На відміну від попереднього рішення ця апаратура більш економічна, але недоліками цього технічного рішення є те, що в ньому внутрішній резервуар, виготовлений із нержавіючої сталі, не дає рівномірний розподіл температури по об'єму, а також наявність двох камер з різним функціональним призначенням (нагрів та охолодження), що також не сприяє рівномірному розподілу температури. Задачею корисної моделі є створення такої конструкції, що дозволяє мінізувати градієнт температури і забезпечити рівномірну обробку габаритного трубчастого сталевого виробу як по довжині, так і по його перерізу. Поставлена задача вирішується у терморегульованій кріокамерній системі для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей, яка містить контейнер з кришкою, утворений зовнішньою та внутрішньою стінками з термоізолюючим матеріалом між ними, причому внутрішня порожнина контейнера, складається з перегородки та двох камер, одна камера контейнера містить датчик температури, електронагрівач та сталеві вироби, а друга лопаті вентилятора, двигун якого розташований ззовні контейнера, зовнішню транспортну посудину зберігання кріоагента, яка з'єднана гнучким металорукавом через кріогенний клапан з трубкою підвода кріоагента до лопатей вентилятора, керуючу панель, електрично з'єднану з датчиком температури, кріогенним клапаном та комп'ютером, причому обидві камери мають вентиляційні отвори для стравлення тиску, а вся система забезпечена джерелом живлення, внутрішній контейнер виконаний із міді, а перегородка між камерами контейнера розташована поздовжньо і виконана перфорованою з розташованим на ній датчиком температури, при тому камера розміщення габаритних трубчастих сталевих виробів 1 UA 106517 U 5 10 15 20 25 30 35 40 45 50 55 60 містить в собі регульовані по висоті та по горизонталі опори-тримачі габаритного виробу з Уподібним кінцевиком, і додатково на кожній опорі в центрі кінцевика розташовані підпружинені датчики температури. Те, що внутрішня камера виготовлена із високотеплопровідного матеріалу (міді), термоізольованого від несучих елементів контейнера, і поздовжньо вертикально розділена мідним перфорованим листом, дозволяє усунути градієнт температури і, таким чином, підвищити її однорідність по об'єму. Суть корисної моделі пояснюється кресленням, де на фіг. 1 приведена структурнофункціональна схема терморегульованої кріокамерної системи для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей, на фіг. 2 - вертикальний переріз кріокамери, на фіг. 3 - вигляд кріокамери зверху, на фіг. 4 - вигляд кріокамери з торця. Кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей складається із: а) контуру терморегулювання і стабілізації температури, що складається із: - внутрішнього контейнера кріокамери 1, з габаритним оброблюваним виробом 2, робочим 3 і контрольними 4 датчиками температури, електронагрівачами 5, циліндричним каналом створення первісного газового потока 6 з розміщеними в ньому кінцевиком 7 автоматизованого вентиля крапельної подачі потоку кріоагента 8, що працює під дією електромагніта 9, вентилятором 10, керованим за допомогою електродвигуна 11, для перемішування газу по об'єму, гнучкої гофротруби 12, з'єднаної з кінцем довгомірного виробу 2 для створення тяги газового потоку всередині виробу. - блока керування нагрівом (БКН) 13, - транспортної посудини Дьюара 14, - регулятора температури 15, - блока індикації контрольної температури 16. б) контуру подачі і регулювання потоку кріоагента, який складається із: - транспортної посудини Дьюара, - внутрішнього контейнера кріокамери 1 із циліндричним каналом створення первісного газового потока 6 з розміщеними в ньому кінцевиком 7 автоматизованого вентиля крапельної подачі потоку кріоагента 8, вентилятором 10 для перемішування газу по об'єму та з'єднаного через гнучкий металорукав з кінцем виробу. - запобіжного клапана стравлювання надлишкового тиску 17, - регулятора температури 15. Терморегульована кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей (наприклад, 38ХН3МФА, 30ХН2МФА) містить контейнер, утворений зовнішньою 18 та внутрішньою 1 стінками з багатошаровим термоізолюючим матеріалом 19 між ними, причому внутрішня порожнина, стінки якої виготовлені із високотеплопровідного матеріалу, а саме міді 20, закріплені через багатошаровий теплоізолятор 21 (наприклад, лавсан) на підкладці з нержавіючої сталі 22 для мінімізації теплопритоків на несучі елементи контейнера 23 і поділена пополам поздовжнім вертикально встановленим перфорованим мідним листом 24 (фіг. 3) та відділена від зовнішньої камери герметичною термоізольованою кришкою 25, яка стягується з корпусом відкидними гвинтами 26. Ліва частина контейнера (фіг. 3) служить для завантажування і термообробки виробів 2 і містить в собі регульовані по висоті та по горизонталі опори-тримачі 27 довгомірного виробу 2 з Уподібним кінцевиком 28 (фіг. 4) для мінімального контакту із виробом з метою повної обробки його поверхні, причому на кожній опорі в центрі кінцевика змонтовані підпружинені контрольні датчики температури 4 для її вимірювання на різних ділянках виробу 2, а для регулювання температури в камері на перфорованому мідному листі 24 змонтований робочий датчик температури 3 (фіг. 4.). Права частина служить для підготовки газового потоку із заданою температурою і його розподілу по всьому об'єму. Для цього в ній для перемішування і рівномірного розподілу по об'єму газового середовища змонтований потужний вентилятор 10, лопаті якого крутяться через вал 29 за допомогою електродвигуна 11, розташованого ззовні контейнера. Вал 29 виготовлений з малотеплопровідного матеріалу (нержавіючої сталі) з метою мінімізації передачі тепла і холода на електродвигун. Для розприскування і подачі газоподібного кріоагента понад нагрівачами над вентилятором розташований кінцевик 7 автоматизованого вентиля 8 крапельної подачі кріоагента, керованого електромагнітом 9 і зв'язаного із зовнішнім резервуаром - транспортною посудиною Дьюара 14. Вентилятор 10 і кінцевик 7 розприскувача кріоагента розташовані в циліндричному каналі 6 створення первісного газового потоку, який через вертикальній ввід з'єднаний з гнучкою гофротрубою 12 з кінцем трубчастого виробу 2 для створення тяги газового потоку і проходження газоподібного кріоагента через внутрішній канал 2 UA 106517 U 5 10 15 20 25 30 35 40 45 50 55 виробу 2 і отже, рівномірної обробки виробу газовим потоком як внутрішньо так і ззовні. Набір нагрівачів 5 розташований під струменем газового потоку. Запобіжний клапан 17. призначений для стравлювання надлишкового тиску, нерухомо з'єднаний із магістраллю відведення відпрацьованих парів кріоагента. Вентиль 8 крапельної подачі кріоагента виконаний різьбовим для з'єднання з різьбовим відгалужувачем через який подається кріоагент повз гнучкий металорукав від транспортної посудини Дьюара 14. Електричне живлення нагрівачів 5 і електродвигуна 11 вентилятора підключене до модуля живлення та індикації 30, а подачазйомка інформаційних сигналів з них та джерел живлення забезпечується БКН 13 та програмно керованим регулятором температури 15 мікропроцесорного типу. Те, що внутрішня камера виготовлена із високотеплопровідного термоізольованого від несучих елементів контейнера матеріалу (міді) і поздовжньо вертикально розділена мідним перфорованим листом, дозволяє мінізувати градієнт температури і, таким чином підвищити її однорідність по об'єму. Система працює таким чином. Відкривають кришку контейнера 25, завантажують виріб 2 на У-подібні кінцевики 28 опортримачів 27, встановлюють контрольні датчики температури 4 по центру кожного У-подібного кінцевика таким чином, щоб кожний датчик температури притискався пружиною до виробу, одягають на передню частину виробу гофротрубу 12, контейнер закривають кришкою 25 і стягують гвинтами 26. У зовнішньому джерелі постачання азоту - транспортній посудині 14 зберігання азоту створюється надлишковий тиск для подачі газо-рідинної суміші азоту в кріокамеру. Регулятором температури 15 вручну або через ПЕОМ задається необхідний температурний рівень в кріокамері, швидкість його досягнення, та час витримки оброблюваного виробу на заданому рівні, після чого газорідинна суміш азоту надходить через регульований автоматизований вентиль 8 подачі азоту на лопаті вентилятора 10 (для посиленого розподілу азоту по об'єму), які обертаються за допомогою електродвигуна 11 і розпилюють краплі рідкого азоту, котрі випаровуються за допомогою нагрівачів 5 і формуються в потужний потік газоподібного азоту. Надалі потік потрапляє в камеру первісної підготовки газоподібного азоту, де він добре перемішується і досягає рівномірної температури по всьому об'єму кріокамери. Одночасно газовий потік проникає через перфорований лист та інші отвори в другу камеру і безпосередньо оброблює виріб. Під дією напору з першої камери і тяги, створеної вентилятором 10, частина газоподібного азоту проходить всередину виробу 2 охолоджує його і через гофротрубу 12 потрапляє в розріджений простір позаду вентилятора 10, де знову підхоплюється вентилятором, перемішується з азотом, що знову надійшов у камеру, і приймає участь в обробці габаритного трубчастого виробу. При виникненні в контейнері надлишкового тиску автоматично вмикається запобіжний клапан і частина газоподібного азоту скидається в атмосферу. При досягненні температури, близької до точки кипіння рідкого азоту (-180 °C), сигнал від робочого датчика температури 3 через підсилювач переключає вентиль подачі газорідинної суміші азоту в кріокамеру 8 в режим підтримки заданої температури. Після витримки виробу 2 при температурі, близькій до температури рідкого азоту, певного часу, ПЕОМ вмикає підсилювач потужності, який по заданій програмі керує режимом роботи електронагрівачів (ТЕНів) 5 і піднімає температуру виробу із заданою швидкістю до кімнатної. Після досягнення цієї температури підсилювач потужності вимикається і переходить в режим очікування, після чого виріб проходить витримку при цій температурі протягом необхідного часу, а потім після витримки ПЕОМ знову вмикає підсилювач потужності, який по заданій програмі з певною швидкістю піднімає температуру кріокамери із виробом до заданої високої (наприклад, +150 °C). Після досягнення заданої температури підсилювач температури вимикається і працює в режимі очікування тільки для підтримки заданої температури на необхідному рівні певного часу. Після цього цикл термообробки повторюється необхідну кількість разів. Джерела інформації: 1. Жарков І.П., Дордієнко О.М., Крот П.В., Паламарчук С.П., Сафронов В.В., Селиванов О.В., Солонецький А.Г., Ходунов В.О. Патент України № 84214 на корисну модель "Азотний кріостат для широкодіапазонної термообробки матеріалів", - Бюл. № 19. 10.10.2013, МПК G05D 23/30, опубл. 10.10.2013. 2. Гуль Ю.П., Лещенко А.Н., Клименко А.П., Левченко И.Л. - А.с. СРСР № 1680785 А1 "Устройство для криогенной закалки длинномерных полых изделий", - Бюл. № 36 від 30.09.1991. 3. F. Farhani, K.S. Niaki "A Programmable System for Treatment of Alloy Steels at Cryogenic Temperatures", Advanced Materials Research. Vol. 264-265 (2011), pp 1240-1245. 3 UA 106517 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Терморегульована кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей, яка містить контейнер з кришкою, утворений зовнішньою та внутрішньою стінками, з термоізолюючим матеріалом між ними, причому внутрішня порожнина складається з двох камер з перегородкою, одна камера містить датчик температури, електронагрівник та сталеві вироби, а друга - лопаті вентилятора, двигун якого, розташований ззовні контейнера, зовнішню транспортну посудину зберігання кріоагента, яка з'єднана гнучким металорукавом через кріогенний клапан з трубкою підводу кріоагента до лопатей вентилятора, керуючу панель, електрично з'єднану з датчиком температури, кріогенним клапаном та комп'ютером, причому обидві камери мають вентиляційні отвори для стравлення тиску, а вся система забезпечена джерелом живлення, яка відрізняється тим, що внутрішній контейнер виконаний з міді, а перегородка між камерами контейнера розташована поздовжньо і виконана перфорованою. 2. Пристрій за п. 1, який відрізняється тим, що на перфорованій мідній перегородці розташований датчик температури. 3. Пристрій за пп. 1, 2, який відрізняється тим, що камера розміщення габаритних трубчастих сталевих виробів містить в собі регульовані по висоті та по горизонталі опори-тримачі габаритного виробу з У-подібним кінцевиком. 4. Пристрій за пп. 1, 2, 3, який відрізняється тим, що додатково на кожній опорі-тримачі в центрі кінцевика розташовані підпружинені датчики температури. 4 UA 106517 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюThermo-controlled cryo-chamber system for cyclic heat treatment of large tubular articles made of special steel grades
Автори англійськоюZharkov Ivan Pavlovych, Dolginska Maria Oleksandrivna, Dordienko Oleksandr Mykolaiovych, Krot Pavlo Viktorovych, Safronov Vitalii Viktorovych, Selivanov O, Solonetskyi Anatolii Gnatovych, Khodunov Volodymyr Oleksandrovych, Khannolainen Valerii Toivovych
Назва патенту російськоюТерморегулируемая криокамерная система для циклической термообработки габаритных трубчатых изделий из специальных марок стали
Автори російськоюЖарков Иван Павлович, Долгинская Мария Александровна, Дордиенко Александр Николаевич, Крот Павел Викторович, Сафронов Виталий Викторович, Селиванов Александр Викторович, Солонецкий Анатолий Игнатьевич, Ходунов Владимир Александрович, Ханнолайнен Валерий Тойвович
МПК / Мітки
МПК: G05D 23/30
Мітки: кріокамерна, термообробки, марок, трубчастих, спеціальних, циклічної, сталей, система, терморегульована, виробів, габаритних
Код посилання
<a href="https://ua.patents.su/7-106517-termoregulovana-kriokamerna-sistema-dlya-ciklichno-termoobrobki-gabaritnikh-trubchastikh-virobiv-iz-specialnikh-marok-stalejj.html" target="_blank" rel="follow" title="База патентів України">Терморегульована кріокамерна система для циклічної термообробки габаритних трубчастих виробів із спеціальних марок сталей</a>
Електроконтактний спосіб відновлення трубчастих циліндричних виробів із марок сталей, що цементуються
Номер патенту: 59059
Опубліковано: 15.12.2004
Автори: Катеринич Станіслав Євгенійович, Черновол Михайло Іванович, Капелюшний Федір Михайлович, Солових Євген Констянтинович, Солових Андрій Євгенійович, Лізунов Сергій Миколайович, Аулін Віктор Васильович
МПК: C21D 9/08, C21D 1/06, C21D 1/56
Мітки: електроконтактний, спосіб, відновлення, виробів, марок, сталей, цементуються, трубчастих, циліндричних
Формула / Реферат:
Спосіб відновлення трубчастих циліндричних виробів із марок сталей, що цементуються, який полягає у нагріванні виробу вище точки АС3 і його охолодженні рідиною, який відрізняється тим, що нагрівання виробів ведуть електроконтактним способом, а для охолодження використовують внутрішній і зовнішній спреєри змінної інтенсивності охолодження, причому як охолоджуючу рідину для внутрішньої порожнини виробу використовують 10% розчин кухонної солі, а...
Спосіб відновлення трубчастих виробів із сталей, що підлягають цементації
Номер патенту: 39273
Опубліковано: 15.06.2001
Автори: Капелюшний Федір Михайлович, Наливайко Володимир Миколайович, Катеринич Людмила Михайлівна, Чайковський Олександр Борисович, Катеринич Станіслав Євгенович, Солових Євген Костянтинович, Черновол Михайло Іванович
МПК: C21D 1/56
Мітки: сталей, відновлення, спосіб, підлягають, цементації, трубчастих, виробів
Формула / Реферат:
Спосіб відновлення трубчастих виробів із сталей, що підлягають цементації, який включає у собі індукційне нагрівання деталі вище точки АС3 і її охолодження рідиною, який відрізняється тим, що охолодження ведеться за допомогою внутрішнього і зовнішнього спрейерів змінної інтенсивності охолодження.
Спосіб термообробки виробів, переважно із нержавіючих сталей
Номер патенту: 4337
Опубліковано: 27.12.1994
Автори: Малінов Леонід Соломонович, Чейлях Олександр Петрович
Мітки: виробів, переважно, термообробки, сталей, нержавіючих, спосіб
Формула / Реферат:
1. Способ термической обработки изделий, преимущественно из нержавеющих сталей, включающий улучшение, скоростной нагрев, охлаждение, отличающийся тем, что скоростной нагрев ведут до Аc3+(370-450)°С, а затем проводят низкотемпературный отпуск.2. Способ по п.1, отличающийся тем, что осуществляют объемный скоростной нагрев детали.
Спосіб циклічної термообробки відпалюваного матеріалу
Номер патенту: 92173
Опубліковано: 11.10.2010
Автори: Ебнер Петер, Лохнер Геріберт
Мітки: відпалюваного, термообробки, матеріалу, спосіб, циклічної
Формула / Реферат:
1. Спосіб циклічної термообробки відпалюваного матеріалу, при якому здійснюють продувку повітря відпалювальної камери за допомогою продувального газу з наступним нагріванням відпалюваного матеріалу до заданої температури обробки в присутності захисного газу, причому захисний газ пропускають через відпалювальну камеру в різних кількостях в залежності від виходу забруднень, який відрізняється тим, що після основного виходу забруднень захисний...
Терморегульована кріостатна система для магнітооптичних та електрофізичних досліджень
Номер патенту: 98974
Опубліковано: 10.07.2012
Автори: Чмуль Анатолій Григорович, Ходунов Володимир Олександрович, Жарков Іван Павлович, Сафронов Віталій Вікторович
МПК: G05D 23/30, F25B 19/00, B01L 7/00, F25D 3/10
Мітки: магнітооптичних, система, терморегульована, електрофізичних, кріостатна, досліджень
Формула / Реферат:
1. Кріостат для магнітооптичних досліджень і фізико-технічних випробувань, усередині знімного зовнішнього корпусу якого розташовано послідовно, зверху по вертикальній осі, першу посудину для кріогенної рідини і другу рознімну посудину для кріогенної рідини, в якій розташований надпровідний соленоїд, і яка охоплена радіаційним екраном, що з'єднаний із першою посудиною для рідини, притому, що посудини мають зовнішні і внутрішні стінки і трубки...
Попередній патент: Спосіб розробки похилих та крутоспадних родовищ корисних копалин камерними системами
Наступний патент: Спосіб оцінки форм хронічного запалення підшлункової залози
Випадковий патент: Ваговий пристрій