Спосіб отримання металевих напівфабрикатів
Номер патенту: 110405
Опубліковано: 25.12.2015
Автори: Бейгельзимер Яків Юхимович, Гусар Юрій Валерійович, Прилепо Денис В'ячеславович, Варюхін Віктор Миколайович, Прокоф'єва Оксана Вікторівна
Формула / Реферат
Спосіб отримання металевих напівфабрикатів, за яким продавлюють металеву заготовку через деформуючий канал постійного поперечного перерізу уздовж його осі, формують в заготовці знакозмінні зсувні деформації заданої амплітуди, прикладають підпір з вихідної сторони деформуючого каналу, який відрізняється тим, що у деформуючому каналі створюють змінну амплітуду зсувних деформацій за поперечним перерізом заготовки та утримують її в приосьовій області заготовки в діапазоні до 0,2.
Текст
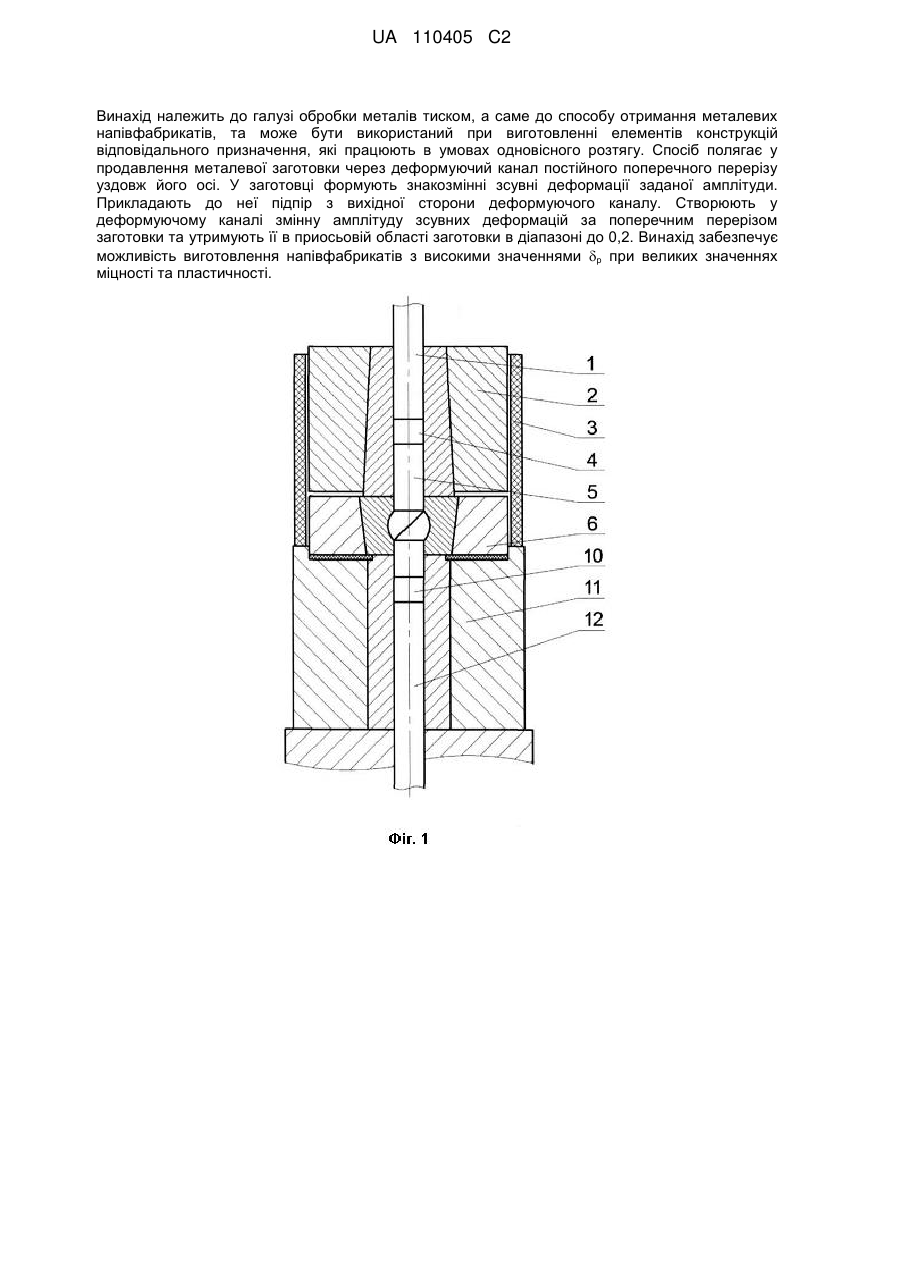
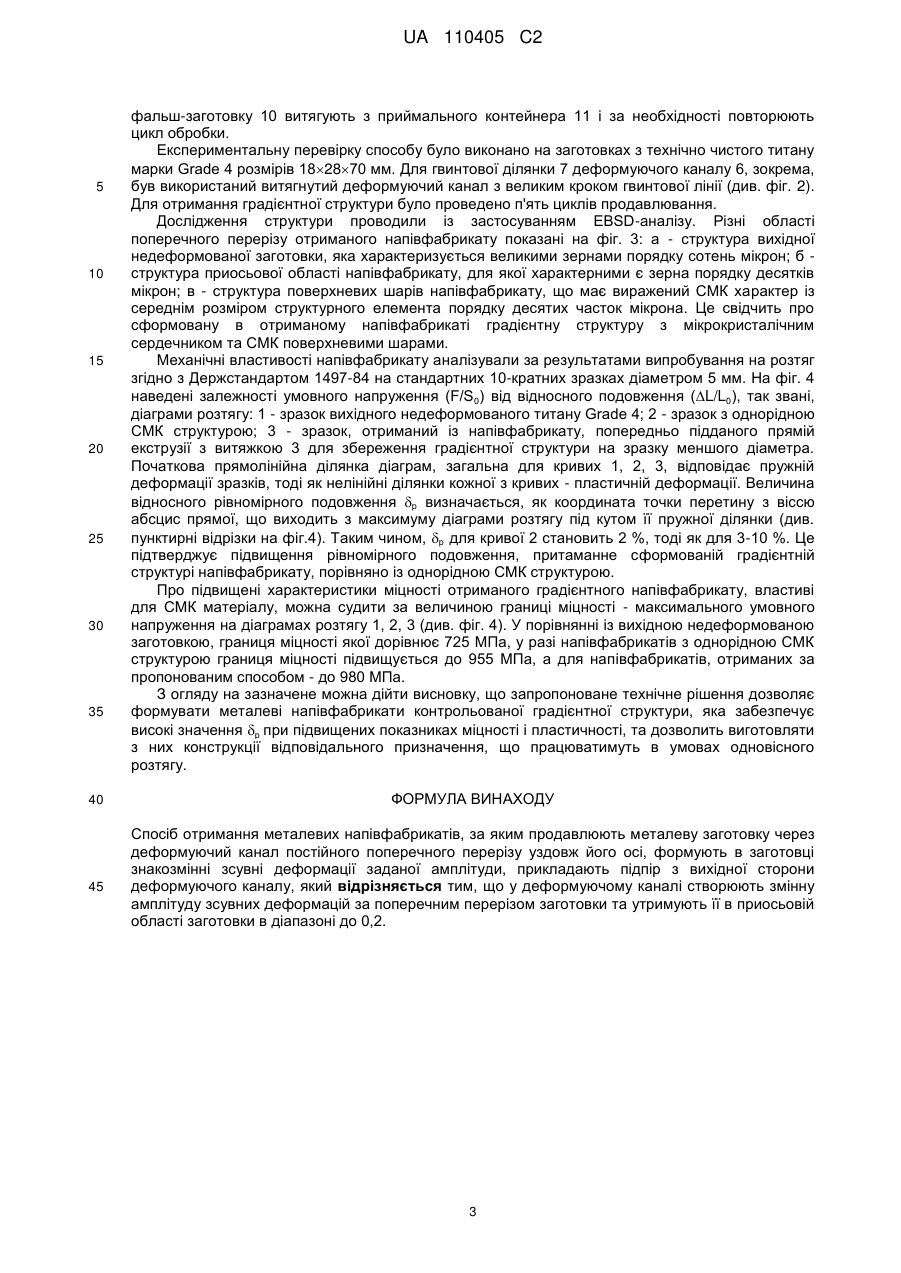
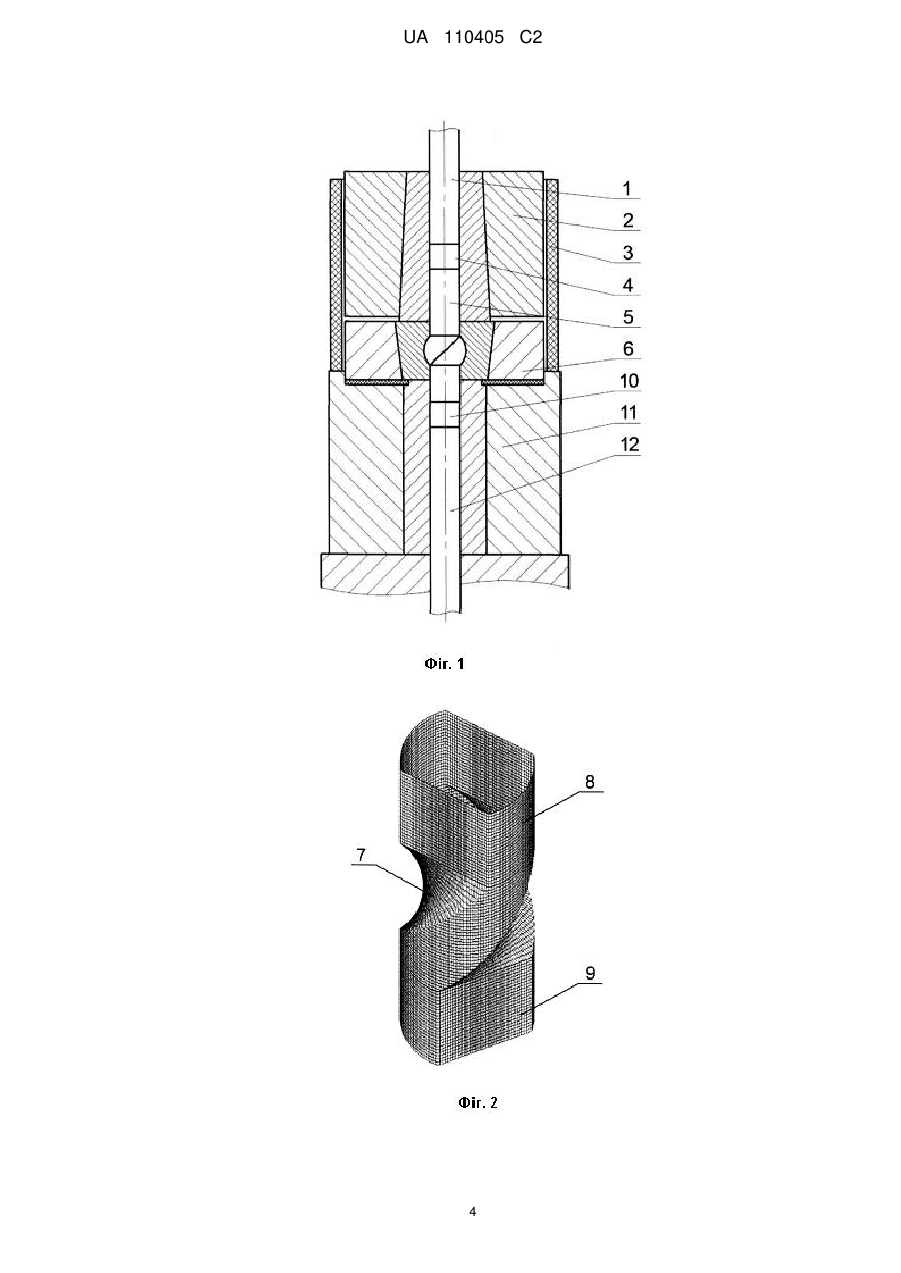
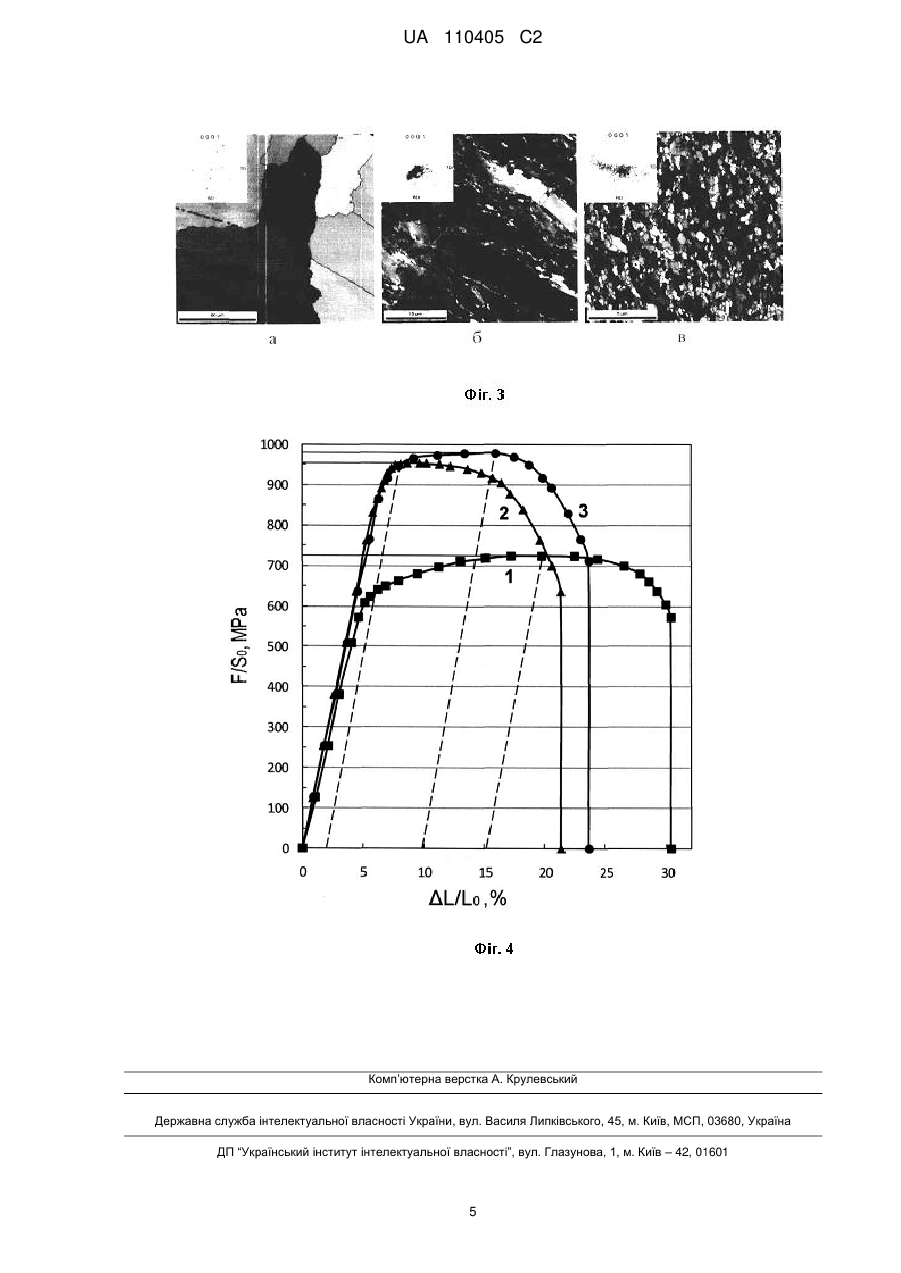
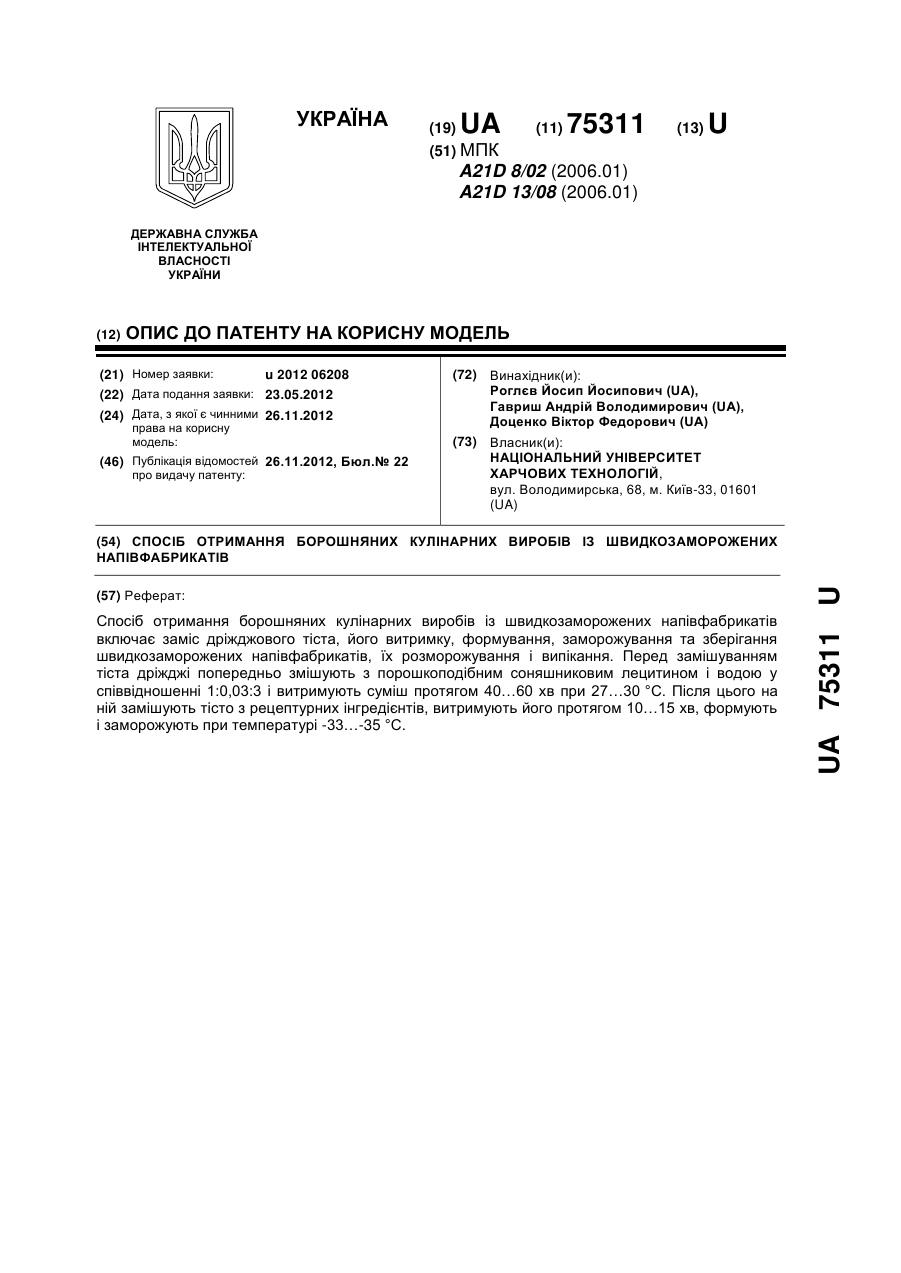
Реферат: UA 110405 C2 (12) UA 110405 C2 Винахід належить до галузі обробки металів тиском, а саме до способу отримання металевих напівфабрикатів, та може бути використаний при виготовленні елементів конструкцій відповідального призначення, які працюють в умовах одновісного розтягу. Спосіб полягає у продавлення металевої заготовки через деформуючий канал постійного поперечного перерізу уздовж його осі. У заготовці формують знакозмінні зсувні деформації заданої амплітуди. Прикладають до неї підпір з вихідної сторони деформуючого каналу. Створюють у деформуючому каналі змінну амплітуду зсувних деформацій за поперечним перерізом заготовки та утримують її в приосьовій області заготовки в діапазоні до 0,2. Винахід забезпечує можливість виготовлення напівфабрикатів з високими значеннями р при великих значеннях міцності та пластичності. UA 110405 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі обробки металів тиском, а саме до технологій одержання металевих напівфабрикатів з субмікрокристалічною (СМК) структурою методами інтенсивної пластичної деформації, та може бути використаний при виготовленні елементів конструкцій відповідального призначення, які працюють в умовах одновісного розтягу. Відомі способи одержання металевих напівфабрикатів (Валиев Р.З., Александров И.В. Объемные наноструктурные металлические материалы: получение, структура и свойства. - М.: ИЦК Академкнига, 2007. - 397 с), згідно з якими металеву заготовку продавлюють пуансоном з приймального каналу пресової оснастки через деформуючий канал, який примикає до нього та має такий же поперечний переріз. Продавлюючи заготовку, створюють в ній зсувні деформації у поперечному напрямку, які призводять до подрібнення зерен кристалічної структури. Продавлювання здійснюють багаторазово, доки у всьому перерізі пруткової заготовки не буде досягнуто однорідної СМК структури (розмір структурного елемента, менший за 1 мкм), що забезпечує металу підвищені значення показників міцності та пластичності. До недоліків відомих способів можна віднести низьку продуктивність процесу обробки, яка обумовлена необхідністю багаторазового повторення циклів обробки заготовки задля досягнення потрібного результату. Крім того, напівфабрикати, отримані зазначеними способами, характеризуються малим значенням відносного рівномірного подовження р (Коршунов А.И., Смоляков А.А., Кравченко Т.Н., Поляков Л.В. и др. Качество механических свойств металлов и сплавов после равноканального углового прессования // ФТВД. - 2008. - Т. 18, № 4. - С. 87-95). Великі значення цього показника є необхідними для напівфабрикатів, призначених для виготовлення елементів конструкцій відповідального призначення, що працюють в умовах одновісного розтягу. Величину р визначають у стандартному випробуванні на розтяг відповідно до Держстандарту 1497-84. Метали. Методи випробувань на розтяг (міждержавний стандарт, видання: січень 2008, ФГУП «СТАНДАРТИНФОРМ»). Найбільш близьким за технічною суттю до способу, що заявляється, є спосіб одержання металевих напівфабрикатів, описаний в патенті Російської Федерації № 2402618, МПК: C21D7/10 (2006.01), C22F1/00 (2006.01), В21С23/04 (2006.01), опубл. 27.10.2010 p. Згідно зі способом металеву заготовку продавлюють через деформуючий канал постійного поперечного перерізу уздовж його осі, формують в заготовці знакозмінні зсувні деформації заданої амплітуди, прикладають підпір з вихідного боку деформуючого каналу. Продавлювання здійснюють багаторазово доти, поки у всьому перерізі напівфабрикату не буде досягнута однорідна СМК структура. Вміст в одному циклі обробки заготовки декількох знакозмінних зсувів підвищує ступінь подрібнення зерен металу й однорідність структури одержуваного напівфабрикату за кожен цикл. В результаті підвищується продуктивність процесу обробки, скорочується необхідна для досягнення потрібного результату сумарна кількість циклів обробки заготовки. Дане технічне рішення спрямоване на отримання металевих напівфабрикатів з однорідною СМК структурою в усьому об'ємі заготовки і, відповідно, не дозволяє формувати в ній контрольовану градієнтну структуру. Забезпечується це постійністю амплітуди знакозмінної зсувної деформації в межах поперечного перерізу заготовки (Сегал В.М, Резников В.И., Копылов В.И., Павлик Д.А., Малышев В.Ф. Процессы пластического структурообразования металлов. - Минск: Навука и техника. - 1994. - 232 с). Отримані даними способом напівфабрикати мають мале значення р, яке характеризує ступінь одновісної деформації, що може накопичити матеріал до моменту втрати стійкості шляхом утворення шийки в зразку, що розтягується. Для металевих напівфабрикатів з однорідною СМК структурою величина р може бути до 50 % нижчою, ніж у металах із зерном мікронних розмірів. Однак, для елементів конструкцій, що працюють в умовах одновісного розтягу, необхідними є високі значення р. В основу винаходу поставлена задача вдосконалення способу одержання металевих напівфабрикатів шляхом формування у заготовці контрольованої градієнтної структури, яка забезпечить високі значення δρ за великих значень показників міцності та пластичності, що дозволить виготовляти з напівфабрикатів елементи конструкцій відповідального призначення, які працюватимуть в умовах одновісного розтягу. Поставлена задача вирішується за рахунок того, що в способі одержання металевих напівфабрикатів, згідно з яким продавлюють металеву заготовку через деформуючий канал постійного поперечного перерізу уздовж його осі, формують в заготовці знакозмінні зсувні деформації заданої амплітуди, прикладають підпір з вихідної сторони деформуючого каналу згідно з винаходом, у деформуючому каналі створюють змінну амплітуду зсувних деформацій за поперечним перерізом заготовки та утримують її в приосьовій області в діапазоні до 0,2. Причинно-наслідковий зв'язок ознак, що складають суть винаходу, і технічного результату, який досягається, пояснюється наступним. 1 UA 110405 C2 5 10 15 20 25 30 35 40 45 50 55 Створення у деформуючому каналі змінної амплітуди знакозмінних зсувних деформацій за поперечним перерізом заготовки спрямоване на формування в її об'ємі градієнтної структури: СМК у зовнішніх шарах та мікрокристалічної в приосьовій зоні. У разі постійної амплітуди деформації при багаторазовому продавлюванні, як зазначено у найближчому аналогу, в заготовці буде сформовано однорідну СМК структуру, як у зовнішніх шарах, так і в приосьовій зоні. У цьому випадку отриманий напівфабрикат буде мати підвищені міцнісні та пластичні характеристики, але мале рівномірне подовження в умовах одновісного розтягу (р), яке є важливим параметром при виготовленні з одержуваних напівфабрикатів елементів конструкцій відповідального призначення, наприклад розчалки в крилах літаків, спиці в колесах велосипедів, тяги в системах управління різних машин тощо. У цьому зв'язку, для створення градієнтної структури у поперечному перерізі заготовки, що деформується, доцільним є утримування амплітуди зсувних деформацій в її приосьовій області в діапазоні до 0,2. У роботах (H.Petryk, S.Stupkiewicz. A quantitative model of grain refinement and strain hardening during severe plastic deformation // Materials Science and Engineering. - A 444. 2007. - P. 214-219) та (S.Li, X.Li, L.Yang. Role of strain path change in grain refinement by severe plastic deformation: A case study of equal channel angular extrusion // Acta Materialia. - V.61. - 2013. - P. 4398-4413) показано, що для протікання фрагментації структури необхідною умовою є перевищення амплітудою деформації зсуву певного значення, в іншому випадку структура матеріалу, що деформується, не буде подрібнюватись та залишиться у мікрокристалічному стані. Для знакозмінних деформацій це граничне значення дорівнює 0,2, згідно з роботою (Y.Beygelzimer. Grain refinement versus voids accumulation during severe plastic deformations of polycrystals: mathematical simulation // Mechanics of Materials. - V.37. - 2005. - P.753-767). Таким чином, фіксація амплітуди у приосьовій області заготовки в діапазоні до 0,2 є необхідною для обмеження фрагментації металу в цій області та блокування утворення там СМК структури при багаторазовому продавлюванні. Отримуваний у цьому випадку напівфабрикат буде являти собою СМК матеріал із мікрокристалічним сердечником. Останній в умовах одновісного розтягу перешкоджатиме швидкій локалізації деформації шляхом утворення шийки. Цим він забезпечить напівфабрикату підвищене значення рівномірного подовження р у порівнянні із однорідним СМК матеріалом, який буде одержано у разі невиконання умови утримання у приосьовій області заготовки амплітуди знакозмінної деформації в діапазоні від 0 до 0,2. Амплітудою зсувної знакозмінної деформації можна управляти шляхом зміни форми деформуючого каналу, зокрема, на певній ділянці закручуючи канал постійного перерізу навколо своєї осі та змінюючи крок отримуваної гвинтової лінії. Запропонований спосіб реалізується за допомогою пристрою, який представлений на кресленні - фіг. 1. На фіг. 2 схематично показаний деформуючий канал. На фіг. 3 показана градієнтна структура титану марки Grade 4 (дані отримано за допомогою EBSD-аналізу) у вихідному стані, у приосьовій зоні деформованої заготовки та її зовнішніх шарах. На фіг. 4 представлені експериментальні дані у вигляді графіків, отриманих у випробуваннях на розтяг для вихідного, СМК та градієнтного матеріалу, який був одержаний за реалізації даного способу. Пристрій для реалізації способу одержання металевих напівфабрикатів містить пуансон 1 (див. фіг. 1), контейнер 2, нагрівач 3 для попереднього нагрівання та підтримки температури пристрою в процесі пресування, верхню фальш-заготовку 4, яка призначена для продавлювання основної заготовки через гвинтову ділянку деформуючого каналу, основну заготовку 5, деформуючий канал 6, який являє собою гвинтову ділянку 7, обмежену зверху й знизу прямими ділянками 8 і 9 (див. фіг. 2), нижню фальш-заготовку 10, яка необхідна для передачі зусилля протитиску основній заготовці на початковій стадії пресування, приймальний контейнер 11, пуансон протитиску 12. Спосіб одержання металевих напівфабрикатів реалізується наступним чином. Пуансон протитиску 12 через приймальний контейнер 11 вводиться до прямої ділянки 9 деформуючого каналу 6. Відбувається запресовування фальш-заготовки 10 до гвинтової ділянки 7 каналу 6. Потім в контейнер 2 послідовно завантажують основну 5 і фальш-заготовку 4. Далі, пуансоном 1 здійснюють продавлювання заготовок через деформуючий канал 6. Підчас входження основної заготовки 5 до гвинтової ділянки 7 деформуючого каналу 6, пуансоном протитиску 12 через нижню фальш-заготовку 10 створюють необхідний рівень протитиску порядку границі текучості матеріалу основної заготовки 5. Після одного циклу деформування верхня фальш-заготовка 4 займає положення в гвинтовій ділянці 7 деформуючого каналу 6, а продавлені основну 5 й 2 UA 110405 C2 5 10 15 20 25 30 35 40 45 фальш-заготовку 10 витягують з приймального контейнера 11 і за необхідності повторюють цикл обробки. Експериментальну перевірку способу було виконано на заготовках з технічно чистого титану марки Grade 4 розмірів 182870 мм. Для гвинтової ділянки 7 деформуючого каналу 6, зокрема, був використаний витягнутий деформуючий канал з великим кроком гвинтової лінії (див. фіг. 2). Для отримання градієнтної структури було проведено п'ять циклів продавлювання. Дослідження структури проводили із застосуванням EBSD-аналізу. Різні області поперечного перерізу отриманого напівфабрикату показані на фіг. 3: а - структура вихідної недеформованої заготовки, яка характеризується великими зернами порядку сотень мікрон; б структура приосьової області напівфабрикату, для якої характерними є зерна порядку десятків мікрон; в - структура поверхневих шарів напівфабрикату, що має виражений СМК характер із середнім розміром структурного елемента порядку десятих часток мікрона. Це свідчить про сформовану в отриманому напівфабрикаті градієнтну структуру з мікрокристалічним сердечником та СМК поверхневими шарами. Механічні властивості напівфабрикату аналізували за результатами випробування на розтяг згідно з Держстандартом 1497-84 на стандартних 10-кратних зразках діаметром 5 мм. На фіг. 4 наведені залежності умовного напруження (F/S0) від відносного подовження (L/L0), так звані, діаграми розтягу: 1 - зразок вихідного недеформованого титану Grade 4; 2 - зразок з однорідною СМК структурою; 3 - зразок, отриманий із напівфабрикату, попередньо підданого прямій екструзії з витяжкою 3 для збереження градієнтної структури на зразку меншого діаметра. Початкова прямолінійна ділянка діаграм, загальна для кривих 1, 2, 3, відповідає пружній деформації зразків, тоді як нелінійні ділянки кожної з кривих - пластичній деформації. Величина відносного рівномірного подовження р визначається, як координата точки перетину з віссю абсцис прямої, що виходить з максимуму діаграми розтягу під кутом її пружної ділянки (див. пунктирні відрізки на фіг.4). Таким чином, р для кривої 2 становить 2 %, тоді як для 3-10 %. Це підтверджує підвищення рівномірного подовження, притаманне сформованій градієнтній структурі напівфабрикату, порівняно із однорідною СМК структурою. Про підвищені характеристики міцності отриманого градієнтного напівфабрикату, властиві для СМК матеріалу, можна судити за величиною границі міцності - максимального умовного напруження на діаграмах розтягу 1, 2, 3 (див. фіг. 4). У порівнянні із вихідною недеформованою заготовкою, границя міцності якої дорівнює 725 МПа, у разі напівфабрикатів з однорідною СМК структурою границя міцності підвищується до 955 МПа, а для напівфабрикатів, отриманих за пропонованим способом - до 980 МПа. З огляду на зазначене можна дійти висновку, що запропоноване технічне рішення дозволяє формувати металеві напівфабрикати контрольованої градієнтної структури, яка забезпечує високі значення р при підвищених показниках міцності і пластичності, та дозволить виготовляти з них конструкції відповідального призначення, що працюватимуть в умовах одновісного розтягу. ФОРМУЛА ВИНАХОДУ Спосіб отримання металевих напівфабрикатів, за яким продавлюють металеву заготовку через деформуючий канал постійного поперечного перерізу уздовж його осі, формують в заготовці знакозмінні зсувні деформації заданої амплітуди, прикладають підпір з вихідної сторони деформуючого каналу, який відрізняється тим, що у деформуючому каналі створюють змінну амплітуду зсувних деформацій за поперечним перерізом заготовки та утримують її в приосьовій області заготовки в діапазоні до 0,2. 3 UA 110405 C2 4 UA 110405 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюBeihelzimer Yakiv Yukhymovych, Variukhin Viktor Mykolaiovych
Автори російськоюБейгельзимер Яков Ефимович, Варюхин Виктор Николаевич
МПК / Мітки
МПК: B21C 23/04, B21C 23/00, C22F 1/00, B21J 5/06, C21D 7/10
Мітки: напівфабрикатів, металевих, отримання, спосіб
Код посилання
<a href="https://ua.patents.su/7-110405-sposib-otrimannya-metalevikh-napivfabrikativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання металевих напівфабрикатів</a>
Спосіб отримання борошняних кулінарних виробів із швидкозаморожених напівфабрикатів
Номер патенту: 75311
Опубліковано: 26.11.2012
Автори: Роглєв Йосип Йосипович, Доценко Віктор Федорович, Гавриш Андрій Володимирович
МПК: A21D 13/08, A21D 8/02
Мітки: отримання, борошняних, швидкозаморожених, спосіб, напівфабрикатів, кулінарних, виробів
Формула / Реферат:
Спосіб отримання борошняних кулінарних виробів із швидкозаморожених напівфабрикатів, який включає заміс дріжджового тіста, його витримку, формування, заморожування та зберігання швидкозаморожених напівфабрикатів, їх розморожування і випікання, який відрізняється тим, що перед замішуванням тіста дріжджі попередньо змішують з порошкоподібним соняшниковим лецитином і водою у співвідношенні 1:0,03:3 і витримують суміш протягом 40…60 хв при...
Спосіб отримання борошняних кулінарних виробів із швидкозаморожених напівфабрикатів
Номер патенту: 101289
Опубліковано: 11.03.2013
Автори: Доценко Віктор Федорович, Гавриш Андрій Володимирович, Роглєв Йосип Йосипович
МПК: A21D 8/02, A21D 13/08
Мітки: кулінарних, спосіб, напівфабрикатів, борошняних, швидкозаморожених, отримання, виробів
Формула / Реферат:
Спосіб отримання борошняних кулінарних виробів із швидкозаморожених напівфабрикатів, який включає заміс дріжджового тіста, його витримку, формування, заморожування та зберігання швидкозаморожених напівфабрикатів, їх розморожування і випікання, який відрізняється тим, що перед замішуванням тіста дріжджі попередньо змішують з порошкоподібним соняшниковим лецитином і водою у співвідношенні 1:0,03:3 і витримують суміш протягом 40-60 хв. при 27-30...
Спосіб отримання органосольвентних волокнистих напівфабрикатів
Номер патенту: 52134
Опубліковано: 16.12.2002
Автори: Барбаш Валерій Анатолійович, Трембус Ірина Віталіївна
МПК: D21C 3/00
Мітки: отримання, волокнистих, спосіб, органосольвентних, напівфабрикатів
Формула / Реферат:
Спосіб отримання органосольвентних волокнистих напівфабрикатів, що включає варіння недеревної рослинної сировини аміачно-сульфітно-спиртовим розчином протягом 0,5 - 2,5 годин, який відрізняється тим, що варіння проводять при температурі 130 - 150 °С, об'ємному співідношенні етилового спирту і води від 1 : 4 до 9 : 1, витратах аміаку від 0 до 25 %, діоксиду сірки від 0 до 30 % і додатково вводять антрохінон від 0,05 до 1,0 % від маси абсолютно...
Спосіб отримання органосольвентних волокнистих напівфабрикатів
Номер патенту: 58262
Опубліковано: 11.04.2011
Автори: Трембус Ірина Віталіївна, Барбаш Валерій Анатолійович, Примаков Семен Пилипович
МПК: D21C 3/00
Мітки: волокнистих, спосіб, органосольвентних, напівфабрикатів, отримання
Формула / Реферат:
Спосіб отримання органосольвентних волокнистих напівфабрикатів, що включає введення у варильний котел січки целюлозовмісної сировини і лужно-сульфітно-спиртового варильного розчину, що містить 25 % неорганічних хімічних речовин та 0,1 % антрахінону від маси абсолютно сухої сировини, варіння проводять за гідромодуля 6:1, який відрізняється тим, що до складу неорганічних хімічних реагентів входить сульфіт натрію в кількості 15...22,5 % і...
Спосіб отримання волокнистих напівфабрикатів

Номер патенту: 97531
Опубліковано: 25.03.2015
Автори: Ященко Ольга Василівна, Барбаш Валерій Анатолійович
МПК: D21C 3/00
Мітки: волокнистих, спосіб, отримання, напівфабрикатів
Формула / Реферат:
1. Спосіб отримання волокнистих напівфабрикатів, що включає варіння сировини, який відрізняється тим, що варіння ведуть за температури 130-160 °C з використанням варильного розчину, який містить гідразин від 5 до 20 % від а. с. с., а відпрацьований луг розділяють на два шари: верхній шар повертають без регенерації на повторне варіння, а нижній шар використовують як мінеральне добриво.2. Спосіб отримання волокнистих...
Попередній патент: Замок піддатливості металевого кріплення зі спецпрофілю
Наступний патент: Спосіб переробки стічних вод молокопереробних підприємств
Випадковий патент: Плоский сонячний колектор