Сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, форма та спосіб для його виготовлення
Формула / Реферат
1. Форма для виготовлення сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, яка має закриту комбіновану конструкцію, яка головним чином містить форму попереднього формування, форму для розплавленої смоли, структурну готову форму та кожух водяного охолодження, при цьому форма попереднього формування герметично з'єднана з формою для розплавленої смоли, завантажувальний отвір для смоли розміщений на формі для розплавленої смоли, при цьому порожнина форми для розплавленої смоли придатна для здійснення занурення розплавленої смоли та пучків армуючого волокна; при цьому форма для розплавленої смоли герметично з'єднана з структурною готовою формою, і структурна готова форма з'єднана з кожухом водяного охолодження.
2. Спосіб виготовлення сердечника шляхом застосування форми для виготовлення сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли за п. 1, який відрізняється тим, що у способі виготовлення для виробництва застосовують плавлення та пултрузиційні процеси формування у формі, при цьому пултрузиційний процес та процес розплавлення термопластичної смоли завершують одночасно, який включає наступні етапи, на яких:
1) поміщують пучки армуючого волокна у форму попереднього формування при 20-100 °C для отримання базової форми композитного сердечника;
2) поміщують пучки армуючого волокна у форму для розплавленої смоли, у якій створюють тиск від 0,5 до 5МПа при 100-500 °C, та вприскують розплавлену смолу для занурення;
3) здійснюють повне занурення і перемішування, потім надають можливість суміші пройти крізь структурну готову форму для отримання кінцевого структурного розміру, знижують температуру до діапазону від 40 до 100 °C, і потім охолоджують на виході форму для виготовлення кінцевого виробу.
Текст
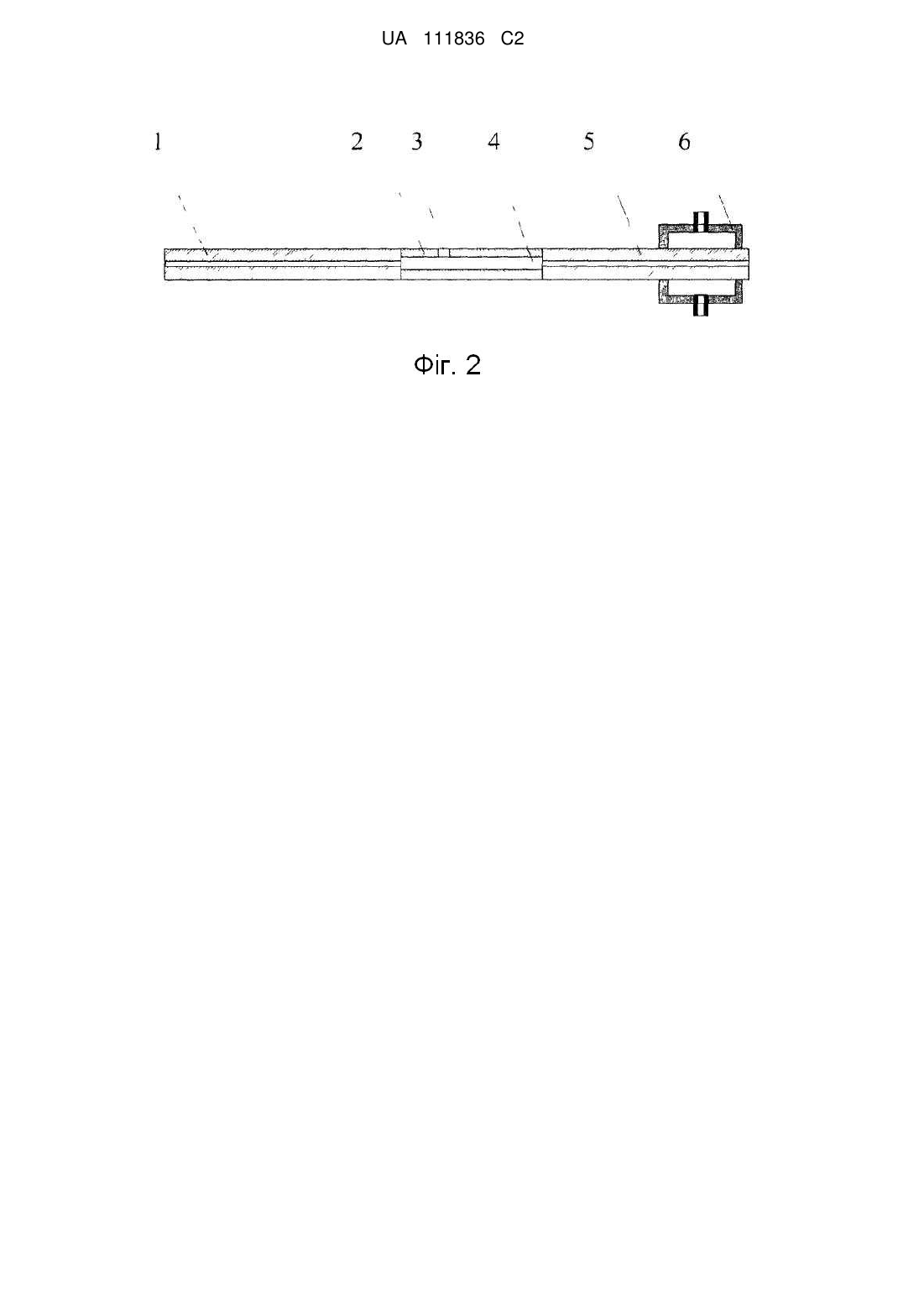
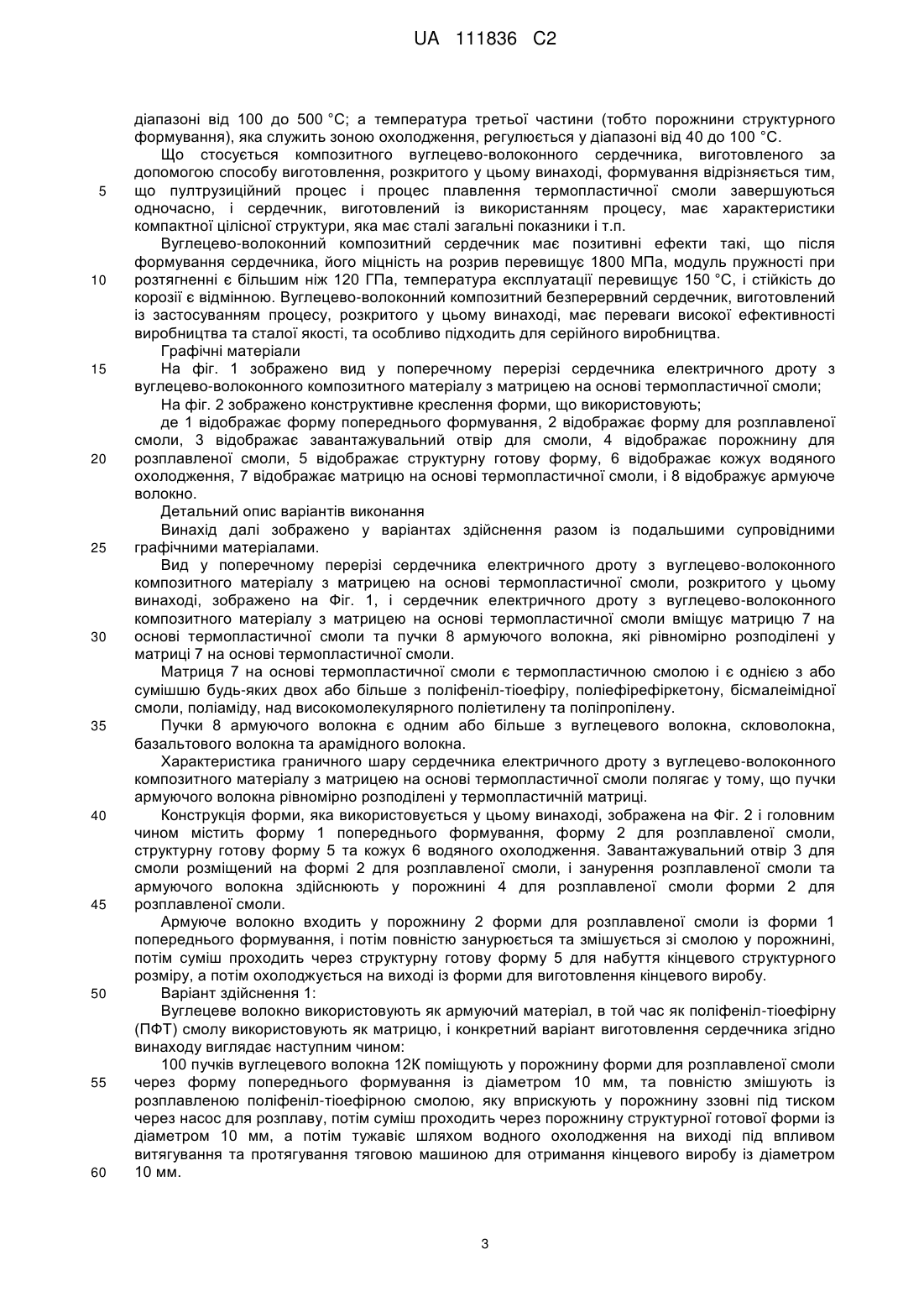
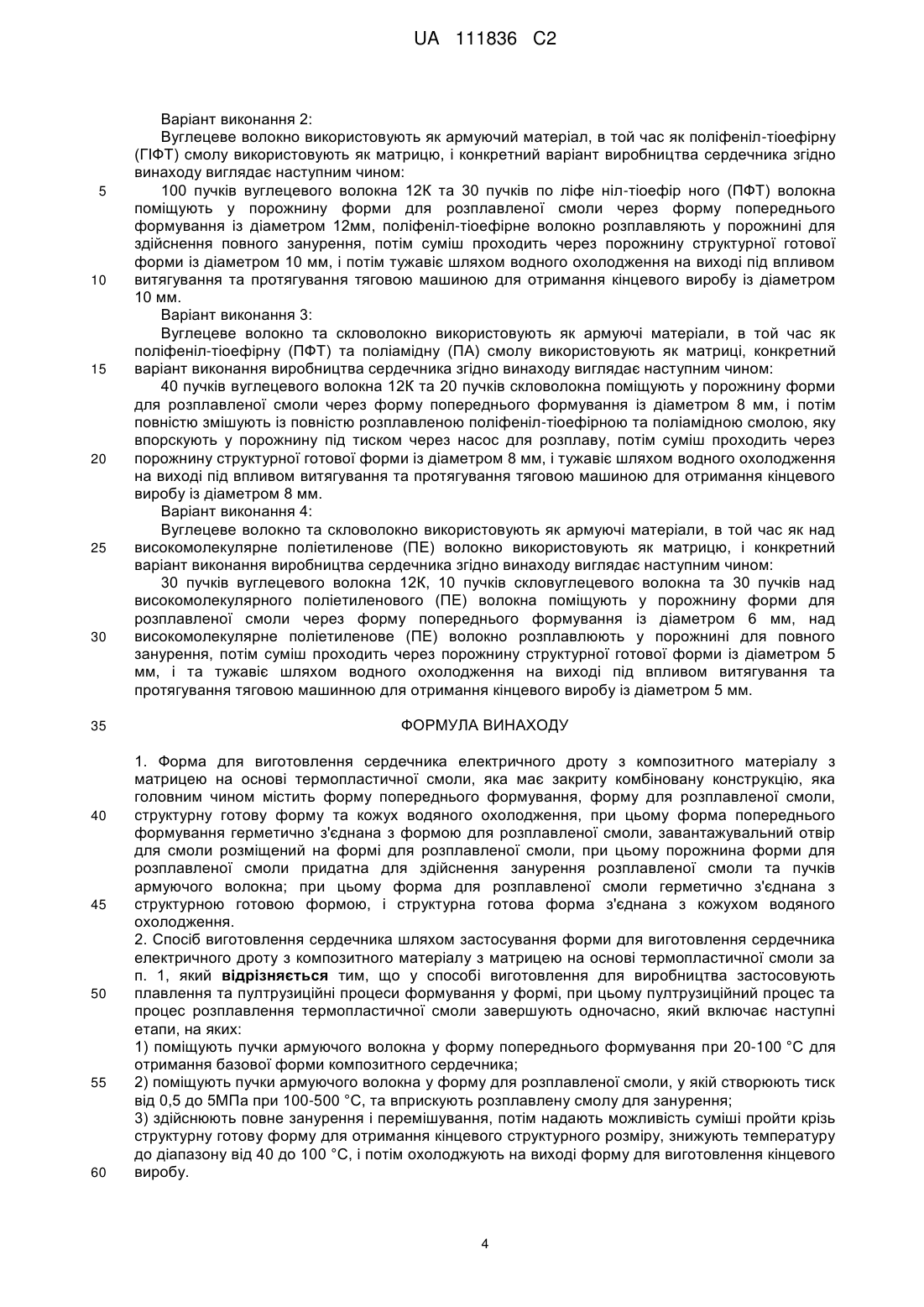
Реферат: Винахід належить до сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, форми для виготовлення та способу його виготовлення. Сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли містить матрицю на основі термопластичної смоли та пучки армуючого волокна, які рівномірно розподілені в матриці на основі термопластичної смоли. Композитний сердечник виготовляють шляхом застосування процесів розплавлення та пултрузії у порожнині форми. Безперервний сердечник, що виготовлений шляхом використання процесів, має наступні переваги: компактну конструкцію, добру гнучкість, високу ефективність виробництва та сталу якість, і особливо підходить для використання як армуючого сердечника електричного дроту із вуглецево-волоконним композитним сердечником. UA 111836 C2 (12) UA 111836 C2 UA 111836 C2 5 10 15 20 25 30 35 40 45 50 55 Опис винаходу Галузь винаходу Винахід відноситься до галузі виробництва і застосування електричних дротів передачі струму високої напруги і особливо відноситься до сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, форми для виготовлення та способу їх виготовлення. Передумови винаходу Електричні дроти є одним з ключових технічних рішень для передачі енергії високої напруги на території країни та закордон, при цьому характеристики електричних дротів безпосередньо впливають на якість передачі енергії. Протягом процесу використання, електричні дроти вимушені зазнавати впливу наступних складних робочих умов: вітрового втомного навантаження, індукції електричного поля, вихорів магнітного поля, високої температури, низької температури, дощу, снігу, граду і т.п., а також піддаються впливу корозії, спричиненої різними середовищами в атмосфері, тобто електричні дроти повинні мати високу електропровідність, високу розривну міцність, високі противтомні характеристики, високу стійкість до складних впливів середовища та високу корозійну стійкість. Наразі, майже всі електричні дроти, що використовуються в країні та за кордоном являють собою сталевоалюмінієві жили або сталево-мідні жили. Хоча такі електричні дроти можуть відповідати вимогам електропровідності, вони все ж мають недоліки, такі як високий рівень зношуваності, велике провисання та сильні електромагнітні перешкоди, що перешкоджає збільшенню відстані між містами та високотемпературній передачі енергії. В останній час, електричні дроти для передачі енергії з композитним сердечником з'явилися за кордоном, і електричні дроти нового типу відрізняються тим, що використовують композитні сердечники на основі термореактивної епоксидної смоли армованої вуглецевим волокном для заміни сталевих сердечників, мають ту перевагу, що не подовжуються при нагріванні, низьку вагу і т.п. і таким чином отримали прихильність і визнання міжнародних систем передачі та перетворення енергії. Втім, після використання епоксидної смоли просто неба протягом тривалого періоду часу, противікова характеристика зменшується в значній мірі, і температуростійкість при передачі енергії не може перевищувати 120 °C; та особливо, після пошкодження вуглецево-волоконного композитного сердечника електричних дротів, а оскільки матриці на основі смоли є термореактивними системами, складність у відновленні та повторному використанні є великою, і це веде до забруднення навколишнього середовища, також збільшується споживання ресурсів, і застосування у високовольтних лініях до певної міри є обмеженим. Стислий опис винаходу Метою винаходу є вирішення вищезазначених проблем, отже сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, форма для виготовлення і спосіб їх виготовлення надано і розкрито, і таким чином досліджено нові галузі для виробництва електроенергії та застосування вуглецево-волоконних композитних електричних дротів. Для того, щоб реалізувати мету, у винаході використано наступне технічне рішення: Сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли містить матрицю на основі термопластичної смоли та пучки армуючого волокна, які рівномірно розподілені в матриці на основі термопластичної смоли. Матриця на основі термопластичної смоли є термопластичною смолою і є одним або сумішшю двох або більше термопластичних полімерних матеріалів - поліфеніл-тіоефіра, поліефірефіркетона, бісмалеімідної смоли, поліаміда, над високомолекулярного поліетилену та поліпропілену. Пучки армуючого волокна є одним або більше з-поміж вуглецевого волокна, скловолокна, базальтового волокна та арамідного волокна. Форма для виготовлення сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли має закриту комбіновану конструкцію, яка головним чином містить форму попереднього формування, форму для розплавленої смоли, структурну готову форму та кожух водяного охолодження, при цьому форма попереднього формування герметично з'єднана з формою для розплавленої смоли, завантажувальний отвір для смоли розміщений на формі для розплавленої смоли, і занурення розплавленої смоли та пучків армуючих волокон здійснюються в порожнині для розплавленої смоли форми для розплавленої смоли; і форма для розплавленої смоли герметично з'єднана із структурною готовою формою, і структурна готова форм а з'єднана з кожухом водяного охолодження. 1 UA 111836 C2 5 10 15 20 25 30 35 40 45 50 55 В способі виготовлення сердечника шляхом застосування форми для виготовлення сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, для виготовлення застосовуються плавлення та пултрузиційні процеси формування у формі, пултрузиційний процес та процес розплавлення термопластичної смоли завершуються одночасно, при цьому спосіб виготовлення включає наступні етапи, на яких: 1) помішують пучки армуючого волокна у форму попереднього формування за 20-100 °C для отримання базової форми композитного сердечника; 2) помішують пучки армуючого волокна у форму для розплавленої смоли, підтримуючу постійний тиск від 0.5 до 5МПа за 100-500 °C, та вприскують розплавлену смолу для занурення; 3) здійснюють повне занурення і перемішування, потім надають можливість суміші пройти крізь структурну готову форму для отримання кінцевого структурного розміру, знижують температуру до діапазону від 40 до 100 °C, та потім охолоджують на виході форму для виготовлення кінцевого виробу. Сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, розкритий у цьому винаході, має круглий поперечний переріз та є безперервним, матрицею сердечника є термопластична смола, армуючим матеріалом є стійкі до високих температур та високоміцні волокна, що головним чином складаються з вуглецевого волокна, при цьому і плавлення, і пултрузиційні процеси формування у формі застосовуються для виготовлення. Матеріал матриці сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, розкритого у цьому винаході, може бути гранульованим або волокнистим. Термопластична смола може бути одним матеріалом, таким як поліфеніл-тіоефір (ПФТ), поліефірефіркетон (ПЕЕК), бісмалеімідна смола, поліамід, над високомолекулярний поліетилен, поліпропілен і т.п., або сумішшю двох або більше систем на основі термопластичної смоли; і армуючим матеріалом для композитного сердечника є безперервне волокно, яке може бути вуглецевим волокном, скловолокном, базальтовим волокном, арамідним волокном або їх сумішшю. Формування сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, розкритого у цьому винаході, відрізняється тим, що формування у розплавленому стані здійснюється у формі. Коли початковий матеріал термопластичної смоли є твердими частками, частки розплавлюють, і потім вприскують у порожнину форми шляхом використання пристрою, що утворює тиск, при цьому високий тиск у порожнині форми зберігається, смола під високим тиском разом із армуючим волокном повністю занурюється у порожнину форми, і смола під високим тиском та волокно проходять через готову форму разом, а потім охолоджуються для отримання потрібної структури; і якщо початковий матеріал є волокнистим, волокна термопластичної смоли входять у гарячу порожнину форми разом із армуючими волокнами, і розплавлюються у порожнині форми задля занурення армуючих волокон, і потім додатково здійснюється охолодження готової форми для отримання потрібної структури. Коли сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, розкритий у цьому винаході, є виготовленим, структурна характеристика використовуваної форми полягає у тім, що форма є формою закритого комбінованого типу. Ціла форма вміщує три частини: перша частина є порожниною попереднього формування, друга частина є порожниною для розплавлення, у якій створено тиск, а третя частина є структурною формуючою порожниною із кожухом водяного охолодження. Основну форму композитного сердечника отримують у порожнині попереднього формування, занурення каучуку у смолу із волокном здійснюється у порожнині для розплавлення, у якій створено тиск, а структурний розмір композитного сердечника отримують після охолодження у структурній формуючій порожнині. Друга частина є порожниною для розплавлення, у якій створено тиск, завантажувальний отвір розміщений у середині порожнини для розплавлення, у якій створено постійний тиск, і завантажувальний отвір може бути або закритим, або бути використаним для вприскування розплавленої смоли ззовні шляхом створення тиску. Коли сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, розкритий у цьому винаході, є виготовленим, регулюють температуру нагрівання форм, яка відрізняється тим, що температура першої частини (тобто частина виготовлення волокон та попереднього формування) є від 20 до 100 °C; температура другої частини (тобто відділу розплавлення, в якому створено тиск), яка має відношення до температури плавлення системи на основі смоли, яка використовується, знаходиться у 2 UA 111836 C2 5 10 15 20 25 30 35 40 45 50 55 60 діапазоні від 100 до 500 °C; а температура третьої частини (тобто порожнини структурного формування), яка служить зоною охолодження, регулюється у діапазоні від 40 до 100 °C. Що стосується композитного вуглецево-волоконного сердечника, виготовленого за допомогою способу виготовлення, розкритого у цьому винаході, формування відрізняється тим, що пултрузиційний процес і процес плавлення термопластичної смоли завершуються одночасно, і сердечник, виготовлений із використанням процесу, має характеристики компактної цілісної структури, яка має сталі загальні показники і т.п. Вуглецево-волоконний композитний сердечник має позитивні ефекти такі, що після формування сердечника, його міцність на розрив перевищує 1800 МПа, модуль пружності при розтягненні є більшим ніж 120 ГПа, температура експлуатації перевищує 150 °C, і стійкість до корозії є відмінною. Вуглецево-волоконний композитний безперервний сердечник, виготовлений із застосуванням процесу, розкритого у цьому винаході, має переваги високої ефективності виробництва та сталої якості, та особливо підходить для серійного виробництва. Графічні матеріали На фіг. 1 зображено вид у поперечному перерізі сердечника електричного дроту з вуглецево-волоконного композитного матеріалу з матрицею на основі термопластичної смоли; На фіг. 2 зображено конструктивне креслення форми, що використовують; де 1 відображає форму попереднього формування, 2 відображає форму для розплавленої смоли, 3 відображає завантажувальний отвір для смоли, 4 відображає порожнину для розплавленої смоли, 5 відображає структурну готову форму, 6 відображає кожух водяного охолодження, 7 відображає матрицю на основі термопластичної смоли, і 8 відображує армуюче волокно. Детальний опис варіантів виконання Винахід далі зображено у варіантах здійснення разом із подальшими супровідними графічними матеріалами. Вид у поперечному перерізі сердечника електричного дроту з вуглецево-волоконного композитного матеріалу з матрицею на основі термопластичної смоли, розкритого у цьому винаході, зображено на Фіг. 1, і сердечник електричного дроту з вуглецево-волоконного композитного матеріалу з матрицею на основі термопластичної смоли вміщує матрицю 7 на основі термопластичної смоли та пучки 8 армуючого волокна, які рівномірно розподілені у матриці 7 на основі термопластичної смоли. Матриця 7 на основі термопластичної смоли є термопластичною смолою і є однією з або сумішшю будь-яких двох або більше з поліфеніл-тіоефіру, поліефірефіркетону, бісмалеімідної смоли, поліаміду, над високомолекулярного поліетилену та поліпропілену. Пучки 8 армуючого волокна є одним або більше з вуглецевого волокна, скловолокна, базальтового волокна та арамідного волокна. Характеристика граничного шару сердечника електричного дроту з вуглецево-волоконного композитного матеріалу з матрицею на основі термопластичної смоли полягає у тому, що пучки армуючого волокна рівномірно розподілені у термопластичній матриці. Конструкція форми, яка використовується у цьому винаході, зображена на Фіг. 2 і головним чином містить форму 1 попереднього формування, форму 2 для розплавленої смоли, структурну готову форму 5 та кожух 6 водяного охолодження. Завантажувальний отвір 3 для смоли розміщений на формі 2 для розплавленої смоли, і занурення розплавленої смоли та армуючого волокна здійснюють у порожнині 4 для розплавленої смоли форми 2 для розплавленої смоли. Армуюче волокно входить у порожнину 2 форми для розплавленої смоли із форми 1 попереднього формування, і потім повністю занурюється та змішується зі смолою у порожнині, потім суміш проходить через структурну готову форму 5 для набуття кінцевого структурного розміру, а потім охолоджується на виході із форми для виготовлення кінцевого виробу. Варіант здійснення 1: Вуглецеве волокно використовують як армуючий матеріал, в той час як поліфеніл-тіоефірну (ПФТ) смолу використовують як матрицю, і конкретний варіант виготовлення сердечника згідно винаходу виглядає наступним чином: 100 пучків вуглецевого волокна 12К поміщують у порожнину форми для розплавленої смоли через форму попереднього формування із діаметром 10 мм, та повністю змішують із розплавленою поліфеніл-тіоефірною смолою, яку вприскують у порожнину ззовні під тиском через насос для розплаву, потім суміш проходить через порожнину структурної готової форми із діаметром 10 мм, а потім тужавіє шляхом водного охолодження на виході під впливом витягування та протягування тяговою машиною для отримання кінцевого виробу із діаметром 10 мм. 3 UA 111836 C2 5 10 15 20 25 30 35 40 45 50 55 60 Варіант виконання 2: Вуглецеве волокно використовують як армуючий матеріал, в той час як поліфеніл-тіоефірну (ГІФТ) смолу використовують як матрицю, і конкретний варіант виробництва сердечника згідно винаходу виглядає наступним чином: 100 пучків вуглецевого волокна 12К та 30 пучків по ліфе ніл-тіоефір ного (ПФТ) волокна поміщують у порожнину форми для розплавленої смоли через форму попереднього формування із діаметром 12мм, поліфеніл-тіоефірне волокно розплавляють у порожнині для здійснення повного занурення, потім суміш проходить через порожнину структурної готової форми із діаметром 10 мм, і потім тужавіє шляхом водного охолодження на виході під впливом витягування та протягування тяговою машиною для отримання кінцевого виробу із діаметром 10 мм. Варіант виконання 3: Вуглецеве волокно та скловолокно використовують як армуючі матеріали, в той час як поліфеніл-тіоефірну (ПФТ) та поліамідну (ПА) смолу використовують як матриці, конкретний варіант виконання виробництва сердечника згідно винаходу виглядає наступним чином: 40 пучків вуглецевого волокна 12К та 20 пучків скловолокна поміщують у порожнину форми для розплавленої смоли через форму попереднього формування із діаметром 8 мм, і потім повністю змішують із повністю розплавленою поліфеніл-тіоефірною та поліамідною смолою, яку впорскують у порожнину під тиском через насос для розплаву, потім суміш проходить через порожнину структурної готової форми із діаметром 8 мм, і тужавіє шляхом водного охолодження на виході під впливом витягування та протягування тяговою машиною для отримання кінцевого виробу із діаметром 8 мм. Варіант виконання 4: Вуглецеве волокно та скловолокно використовують як армуючі матеріали, в той час як над високомолекулярне поліетиленове (ПЕ) волокно використовують як матрицю, і конкретний варіант виконання виробництва сердечника згідно винаходу виглядає наступним чином: 30 пучків вуглецевого волокна 12К, 10 пучків скловуглецевого волокна та 30 пучків над високомолекулярного поліетиленового (ПЕ) волокна поміщують у порожнину форми для розплавленої смоли через форму попереднього формування із діаметром 6 мм, над високомолекулярне поліетиленове (ПЕ) волокно розплавлюють у порожнині для повного занурення, потім суміш проходить через порожнину структурної готової форми із діаметром 5 мм, і та тужавіє шляхом водного охолодження на виході під впливом витягування та протягування тяговою машинною для отримання кінцевого виробу із діаметром 5 мм. ФОРМУЛА ВИНАХОДУ 1. Форма для виготовлення сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, яка має закриту комбіновану конструкцію, яка головним чином містить форму попереднього формування, форму для розплавленої смоли, структурну готову форму та кожух водяного охолодження, при цьому форма попереднього формування герметично з'єднана з формою для розплавленої смоли, завантажувальний отвір для смоли розміщений на формі для розплавленої смоли, при цьому порожнина форми для розплавленої смоли придатна для здійснення занурення розплавленої смоли та пучків армуючого волокна; при цьому форма для розплавленої смоли герметично з'єднана з структурною готовою формою, і структурна готова форма з'єднана з кожухом водяного охолодження. 2. Спосіб виготовлення сердечника шляхом застосування форми для виготовлення сердечника електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли за п. 1, який відрізняється тим, що у способі виготовлення для виробництва застосовують плавлення та пултрузиційні процеси формування у формі, при цьому пултрузиційний процес та процес розплавлення термопластичної смоли завершують одночасно, який включає наступні етапи, на яких: 1) поміщують пучки армуючого волокна у форму попереднього формування при 20-100 °C для отримання базової форми композитного сердечника; 2) поміщують пучки армуючого волокна у форму для розплавленої смоли, у якій створюють тиск від 0,5 до 5МПа при 100-500 °C, та вприскують розплавлену смолу для занурення; 3) здійснюють повне занурення і перемішування, потім надають можливість суміші пройти крізь структурну готову форму для отримання кінцевого структурного розміру, знижують температуру до діапазону від 40 до 100 °C, і потім охолоджують на виході форму для виготовлення кінцевого виробу. 4 UA 111836 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюConductive core rod made of thermoplastic resin matrix composite, and preparation mold and method thereof
Автори англійськоюZhu, Bo, Cai, Xun, Wang, Chengguo, Cai, Huasu
Автори російськоюЧжу Бо, Цай Сюнь, Ван Ченго, Цай Хуасу
МПК / Мітки
МПК: H01B 7/18, H01B 19/00, H01B 1/04, H01B 17/60
Мітки: спосіб, дроту, матрицею, основі, сердечник, електричного, композитного, форма, виготовлення, матеріалу, смолі, термопластичної
Код посилання
<a href="https://ua.patents.su/7-111836-serdechnik-elektrichnogo-drotu-z-kompozitnogo-materialu-z-matriceyu-na-osnovi-termoplastichno-smoli-forma-ta-sposib-dlya-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Сердечник електричного дроту з композитного матеріалу з матрицею на основі термопластичної смоли, форма та спосіб для його виготовлення</a>
Спосіб формування бар’єра для захисту від дії навколишнього середовища для основи з композитного матеріалу з керамічною матрицею, деталь, яка містить основу з бар’єром, та компонент, утворений деталлю
Номер патенту: 96463
Опубліковано: 10.11.2011
Автори: Буйон Ерік, Люше-Пуієрі Каролін, Тавіль Анрі
МПК: C04B 11/00, F01D 5/28, C04B 41/89, F23R 3/00
Мітки: компонент, містить, формування, керамічною, матрицею, основі, середовища, основу, бар'єра, дії, деталлю, утворений, композитного, деталь, захисту, навколишнього, бар'єром, спосіб, матеріалу, яка
Формула / Реферат:
1. Спосіб формування бар'єра для захисту від дії навколишнього середовища для основи з композитного матеріалу з керамічною матрицею, що містить кремній, який включає формування антикорозійного захисного шару, що містить сполуку типу алюмосилікату лужного або лужноземельного, або рідкісноземельного елемента, який відрізняється тим, що між основою і антикорозійним захисним шаром формують шар з нітриду алюмінію, який створює хімічний...
Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика
Номер патенту: 44550
Опубліковано: 15.02.2002
Автори: Мельничук Петро Петрович, Колодій Марина Анатоліївна
МПК: F16F 15/30
Мітки: композитного, багатошарового, маховика, попередньо, виготовлення, полімерною, спосіб, матрицею, обода, напруженого
Формула / Реферат:
Спосіб виготовлення багатошарового попередньо напруженого композитного з полімерною матрицею обода маховика, що включає послідовне насадження окремих кілець одне на друге з натягом, який відрізняється тим, що перед складанням обода поверхні спряження кожного з кілець покривають шаром клейової речовини і кожне з кілець, або тільки одне, піддають радіальній силовій деформації до отримання гарантованого монтажного зазору між поверхнями...
Спосіб виготовлення бруса трубчастого із композитного матеріалу, брус трубчастий із композитного матеріалу і шнековий екструдер для виготовлення бруса трубчастого із композитного матеріалу
Номер патенту: 102976
Опубліковано: 27.08.2013
Автори: Семенівський Павло Анатолійович, Діденко Ігор Миколайович, Семеновський Анатолій Якимович, Семеновський Олександр Анатолійович
МПК: B27N 3/28, B29C 47/10, B29C 47/24, B29C 47/60, B29C 47/38
Мітки: бруса, трубчастого, трубчастий, шнековий, матеріалу, екструдер, брус, виготовлення, композитного, спосіб
Формула / Реферат:
1. Спосіб виготовлення бруса трубчастого із замкнутим багатокутним поперечним перерізом із композитного матеріалу, який містить щонайменше один наповнювач і щонайменше одну зв'язуючу речовину, причому наповнювач містить частинки і/або волокна рослинного походження, такі як стовчений і/або подрібнений деревинний матеріал з відходів деревини у вигляді стружки, шматків і трісок, причому зв'язуюча речовина містить термореактивну смолу, методом...
Спосіб виготовлення композитного матеріалу та його застосування
Номер патенту: 89985
Опубліковано: 25.03.2010
Автори: Некула Ламберт, Шедль Адольф
МПК: B32B 3/30, B32B 15/08
Мітки: композитного, виготовлення, матеріалу, спосіб, застосування
Формула / Реферат:
1. Спосіб виготовлення композитного матеріалу (1) для запечатувальних елементів, який складається з матеріалу (2) основи і термопластично деформованого шару (3) з опуклими і заглибленими ділянками (4, 5), причому термопластично деформований шар (3) в зоні заглиблених ділянок (4) виконують тоншим, ніж в зоні опуклих ділянок (5), який відрізняється тим, що термопластично деформований шар (3) наносять кашируванням або екструзією на матеріал...
Захищений проти корозії компонент з композитного матеріалу з керамічною матрицею, яка містить кремній
Номер патенту: 97799
Опубліковано: 26.03.2012
Автори: Гелдрі Жерар, Люше-Пуієрі Каролін, Буйон Ерік, Тавіль Анрі, Був'є Ремі
МПК: C04B 35/185, C23C 28/04, C23C 14/10
Мітки: яка, компонент, керамічною, композитного, корозії, містить, матрицею, кремній, матеріалу, захищений
Формула / Реферат:
1. Деталь, що містить основу (10) з композитного матеріалу з кремнієвмісною керамічною матрицею і бар'єр для захисту від дій навколишнього середовища, який сформований на основі і включає зовнішній антикорозійний захисний шар (12), що містить сполуку типу алюмосилікату лужного або лужноземельного, або рідкоземельного елемента, і кремнієвмісний зв'язувальний підшар (14), сформований на основі, яка відрізняється тим, що між основою (10) і...
Попередній патент: Водна суспензія інгібітору енкефалінази
Наступний патент: Фармацевтична композиція
Випадковий патент: Гайка