Спосіб виготовлення автомобільного запасного колеса методом намотування
Номер патенту: 114260
Опубліковано: 10.03.2017
Автори: Донченко Володимир Юрійович, Кірєєв Данило Ігорович, Могильний Геннадій Анатолійович, Кірєєв Ігор Юлійович


Формула / Реферат
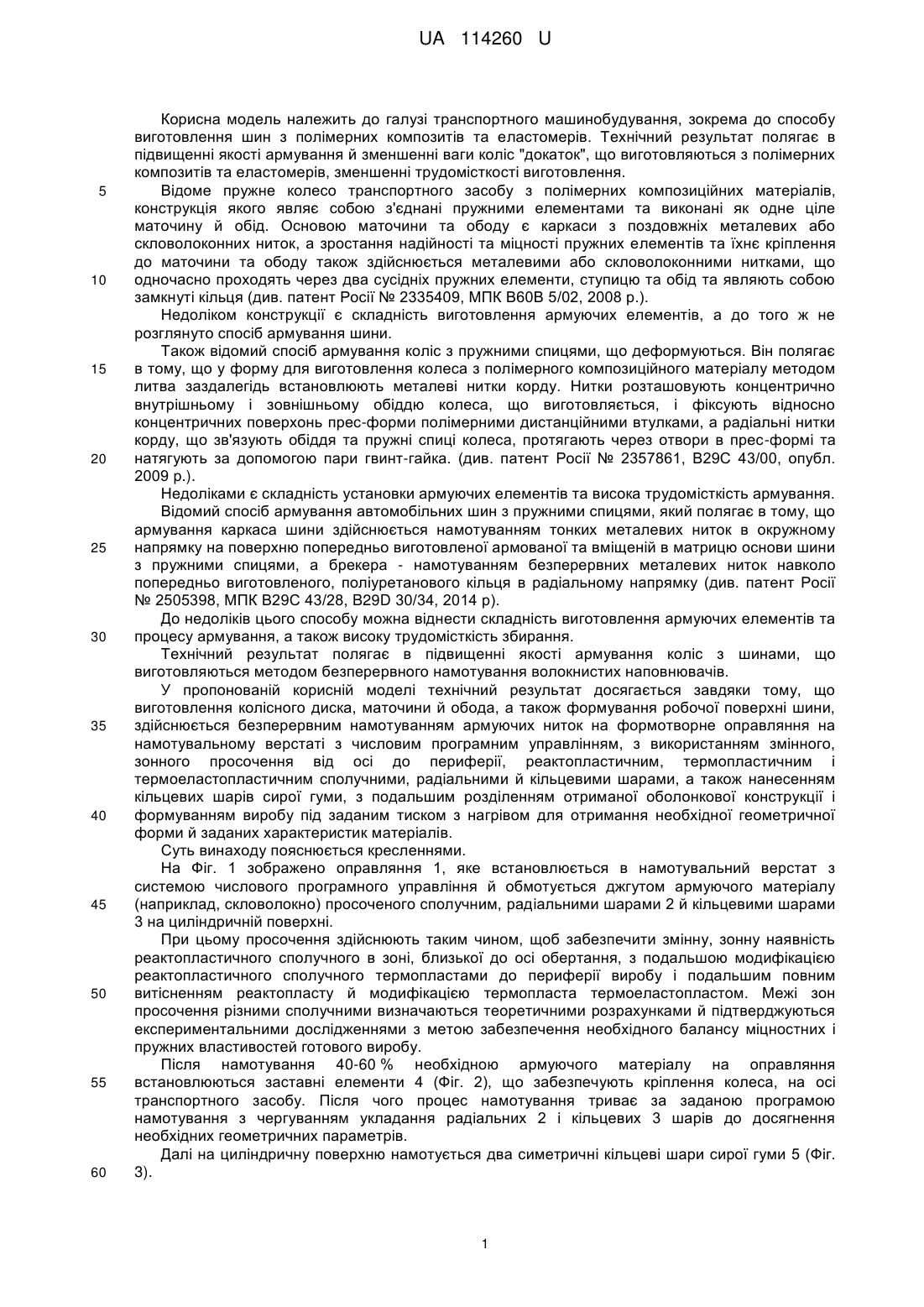
Спосіб виготовлення автомобільного запасного колеса методом намотування, який включає виготовлення колісного диска, маточини й обода з пружним елементом мембранного типу, а також формування робочої поверхні шини здійснюється безперервним намотуванням армуючих ниток на формотворне оправляння за допомогою намотувального верстата з числовим програмним управлінням, з використанням змінної зонного просочення від осі колеса до периферії, реактопластичним, термопластичним і термоеластопластичним сполучними, виготовлення виконується радіальними й кільцевими шарами з подальшим нанесенням кільцевих шарів сирої гуми, розділенням отриманої оболонкової конструкції і формуванням виробу з нагрівом для отримання необхідної геометричної форми й заданих характеристик матеріалів.
Текст
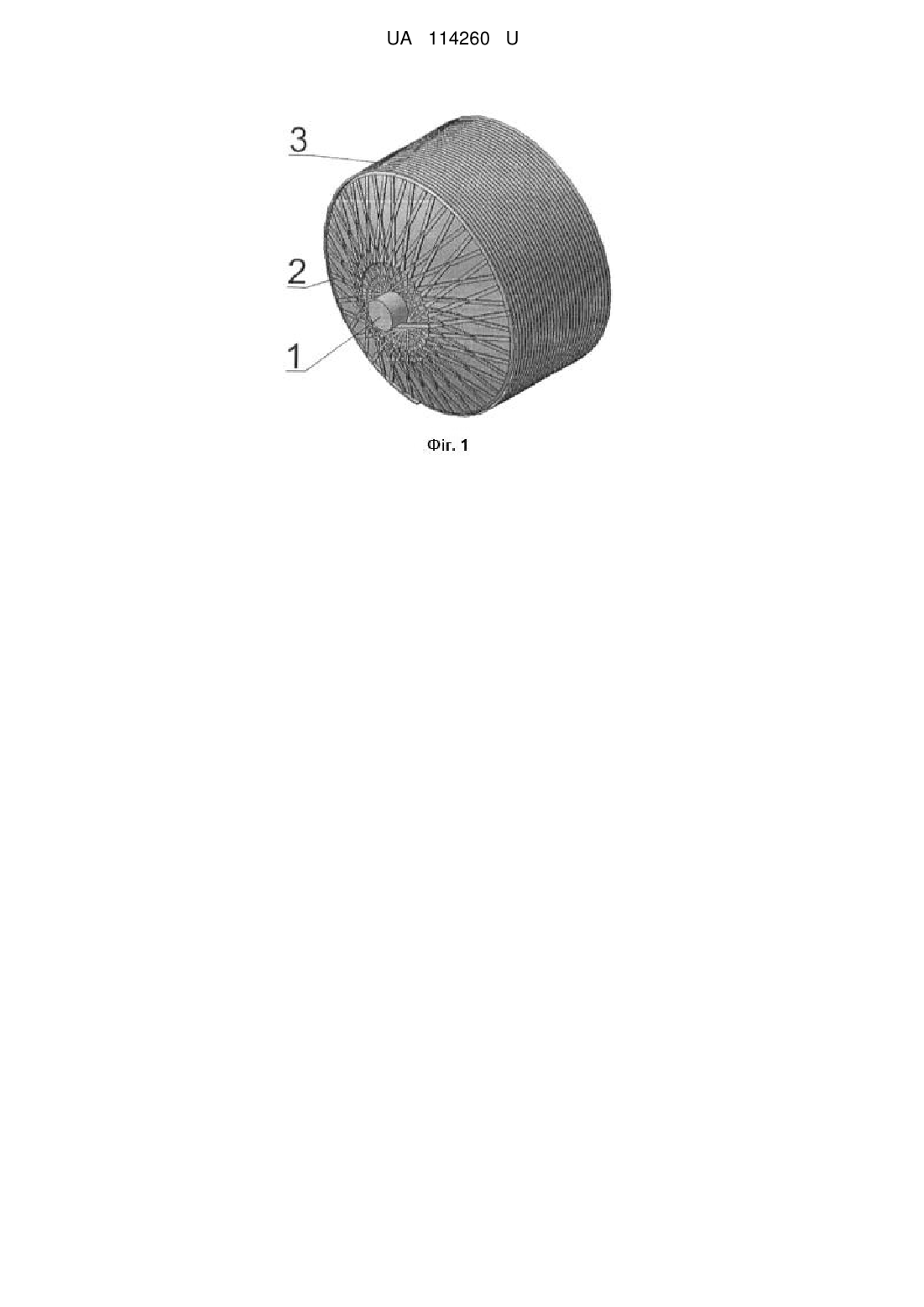
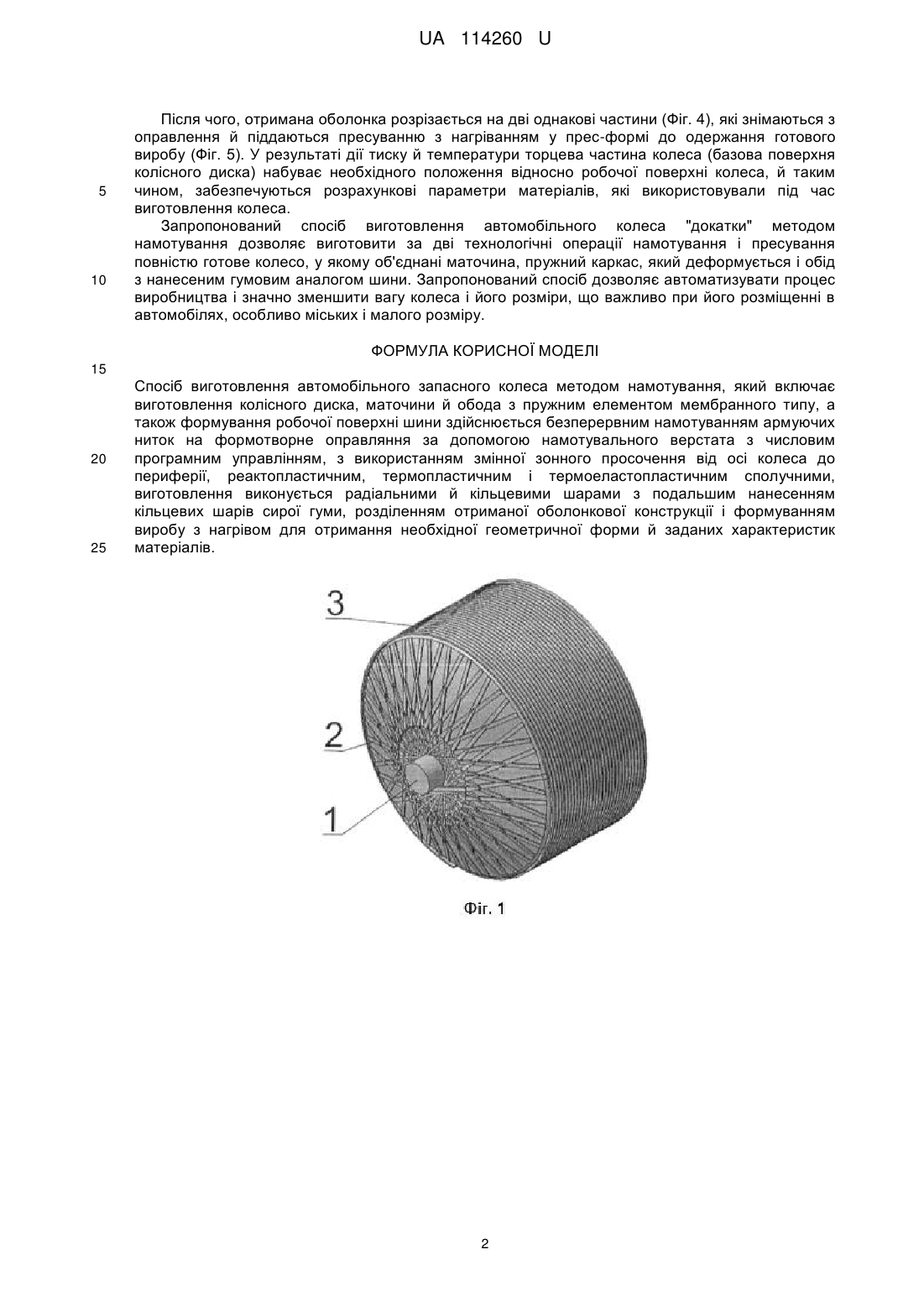
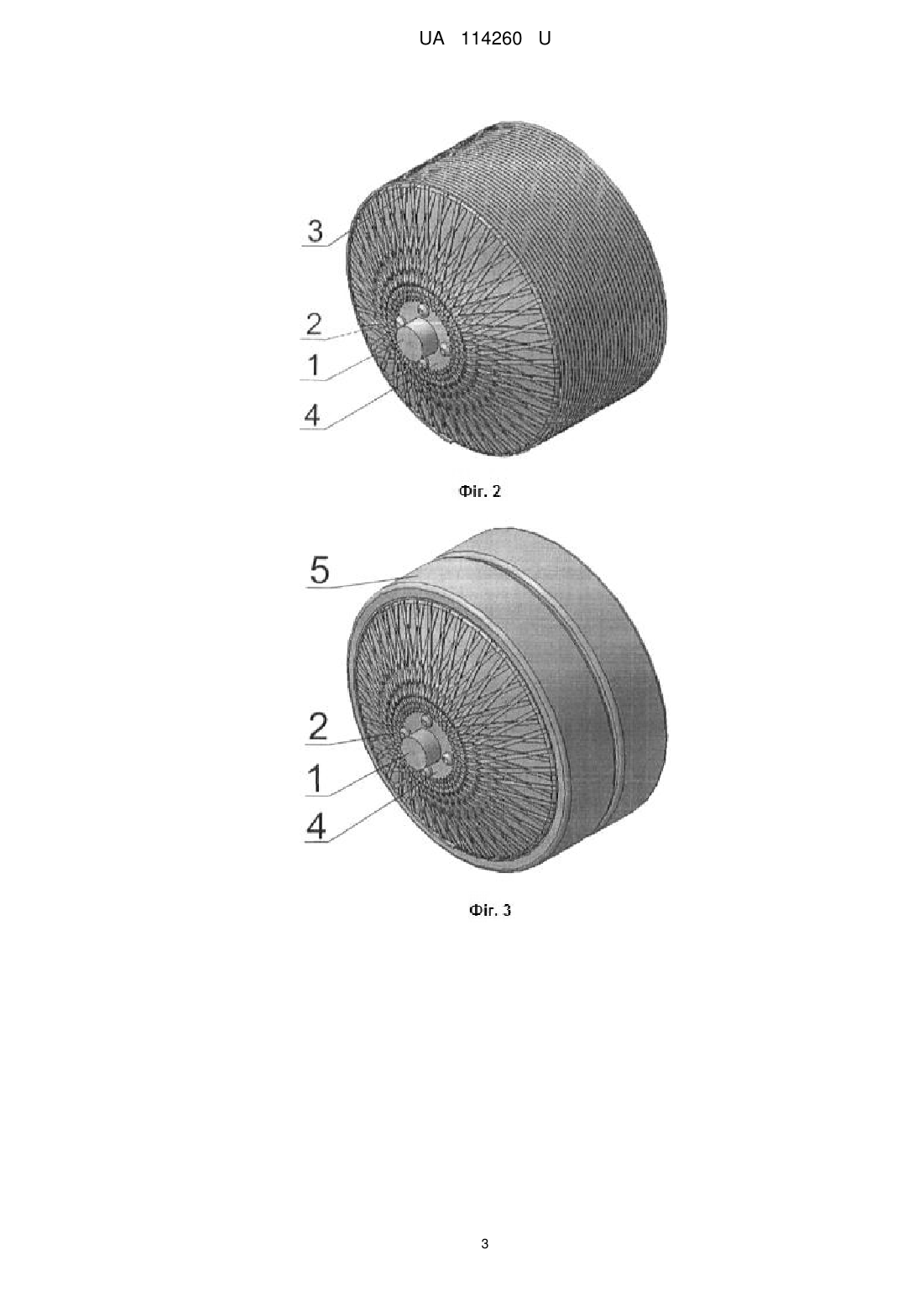
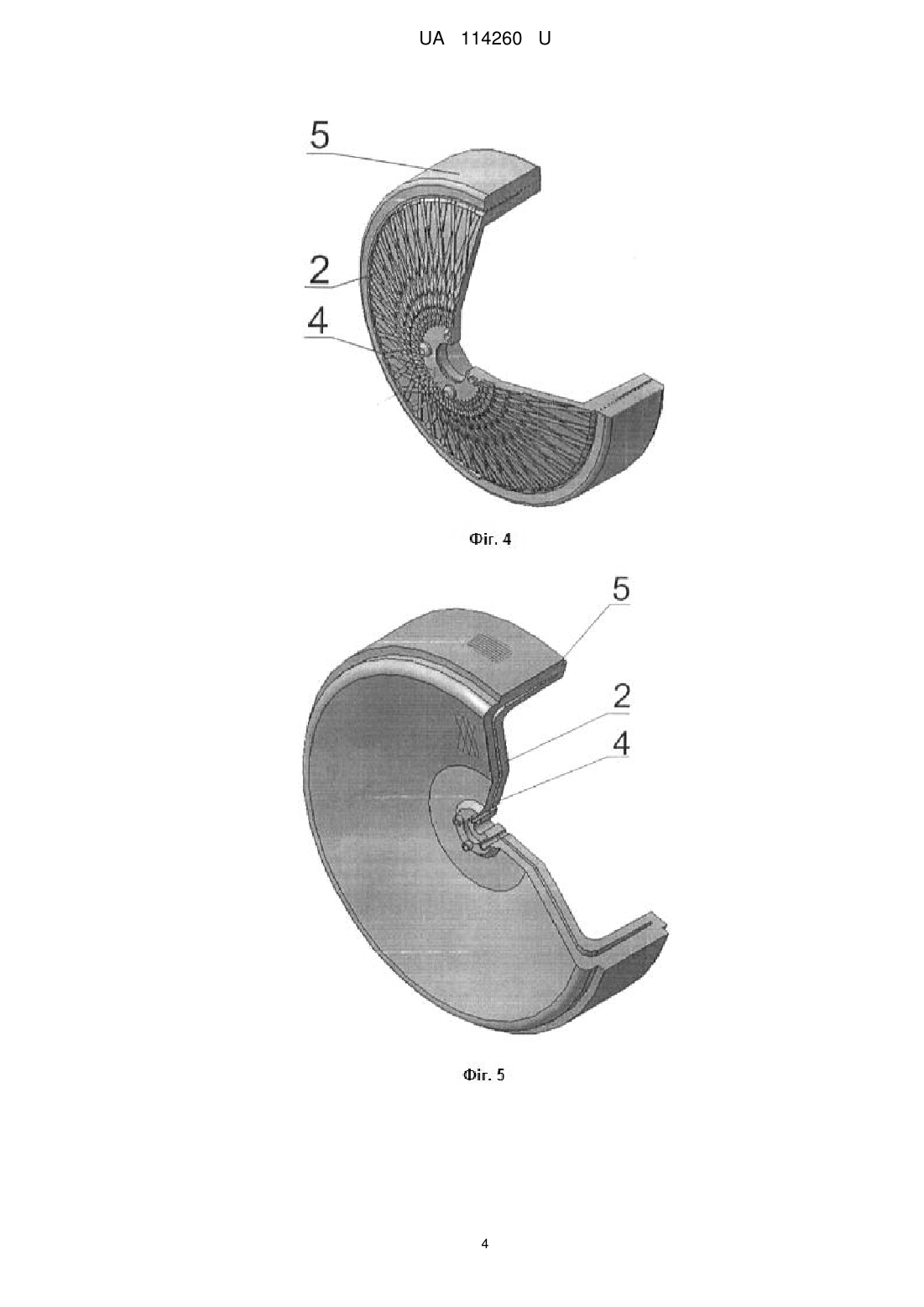
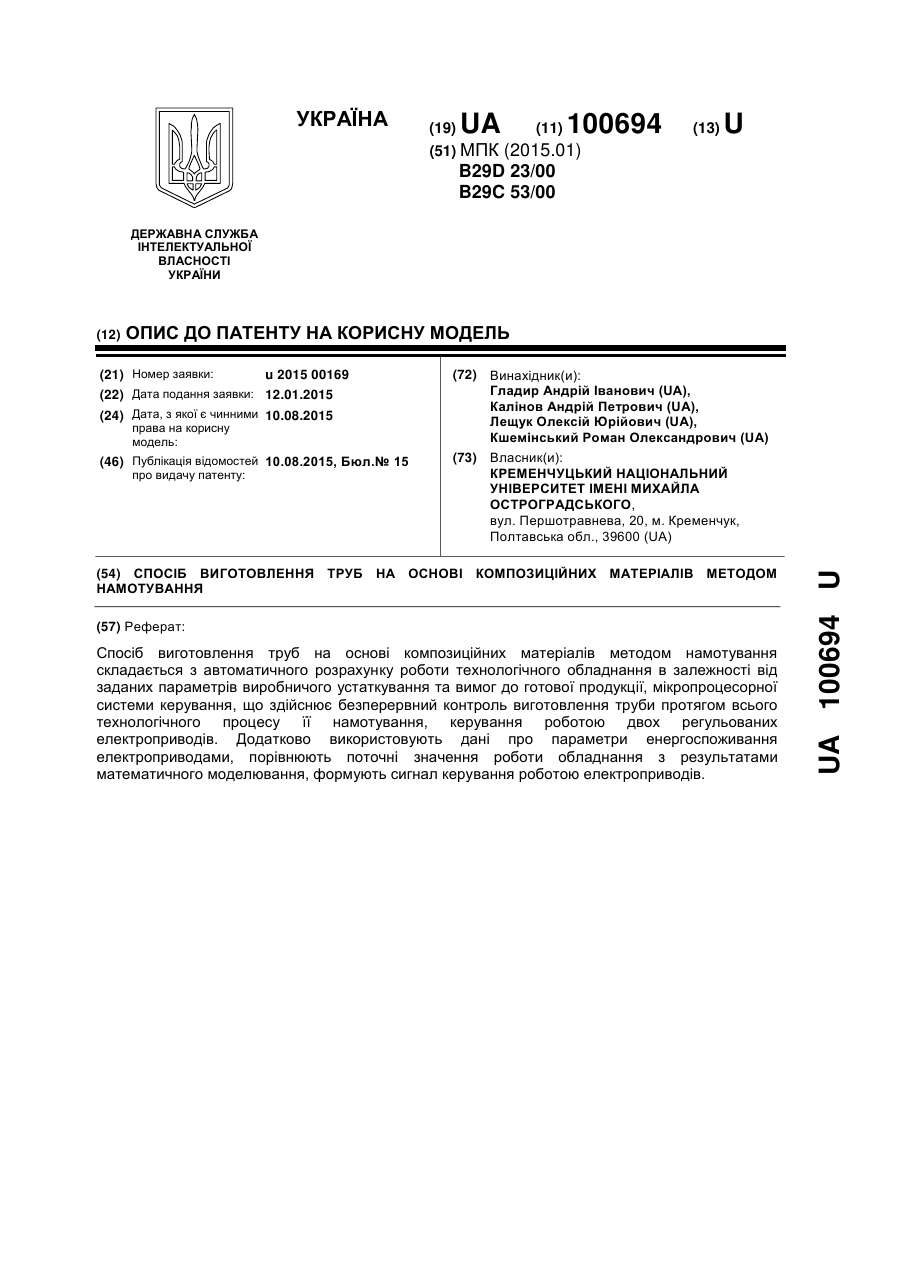
Реферат: Спосіб виготовлення автомобільного запасного колеса методом намотування включає виготовлення колісного диска, маточини й обода з пружним елементом мембранного типу. Формування робочої поверхні шини здійснюється безперервним намотуванням армуючих ниток на формотворне оправляння за допомогою намотувального верстата з числовим програмним управлінням, з використанням змінної зонного просочення від осі колеса до периферії, реактопластичним, термопластичним і термоеластопластичним сполучними. Виготовлення виконується радіальними й кільцевими шарами з подальшим нанесенням кільцевих шарів сирої гуми, розділенням отриманої оболонкової конструкції і формуванням виробу з нагрівом для отримання необхідної геометричної форми й заданих характеристик матеріалів. UA 114260 U (12) UA 114260 U UA 114260 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі транспортного машинобудування, зокрема до способу виготовлення шин з полімерних композитів та еластомерів. Технічний результат полягає в підвищенні якості армування й зменшенні ваги коліс "докаток", що виготовляються з полімерних композитів та еластомерів, зменшенні трудомісткості виготовлення. Відоме пружне колесо транспортного засобу з полімерних композиційних матеріалів, конструкція якого являє собою з'єднані пружними елементами та виконані як одне ціле маточину й обід. Основою маточини та ободу є каркаси з поздовжніх металевих або скловолоконних ниток, а зростання надійності та міцності пружних елементів та їхнє кріплення до маточини та ободу також здійснюється металевими або скловолоконними нитками, що одночасно проходять через два сусідніх пружних елементи, ступицю та обід та являють собою замкнуті кільця (див. патент Росії № 2335409, МПК В60В 5/02, 2008 р.). Недоліком конструкції є складність виготовлення армуючих елементів, а до того ж не розглянуто спосіб армування шини. Також відомий спосіб армування коліс з пружними спицями, що деформуються. Він полягає в тому, що у форму для виготовлення колеса з полімерного композиційного матеріалу методом литва заздалегідь встановлюють металеві нитки корду. Нитки розташовують концентрично внутрішньому і зовнішньому обіддю колеса, що виготовляється, і фіксують відносно концентричних поверхонь прес-форми полімерними дистанційними втулками, а радіальні нитки корду, що зв'язують обіддя та пружні спиці колеса, протягають через отвори в прес-формі та натягують за допомогою пари гвинт-гайка. (див. патент Росії № 2357861, В29С 43/00, опубл. 2009 р.). Недоліками є складність установки армуючих елементів та висока трудомісткість армування. Відомий спосіб армування автомобільних шин з пружними спицями, який полягає в тому, що армування каркаса шини здійснюється намотуванням тонких металевих ниток в окружному напрямку на поверхню попередньо виготовленої армованої та вміщеній в матрицю основи шини з пружними спицями, а брекера - намотуванням безперервних металевих ниток навколо попередньо виготовленого, поліуретанового кільця в радіальному напрямку (див. патент Росії № 2505398, МПК В29С 43/28, B29D 30/34, 2014 р). До недоліків цього способу можна віднести складність виготовлення армуючих елементів та процесу армування, а також високу трудомісткість збирання. Технічний результат полягає в підвищенні якості армування коліс з шинами, що виготовляються методом безперервного намотування волокнистих наповнювачів. У пропонованій корисній моделі технічний результат досягається завдяки тому, що виготовлення колісного диска, маточини й обода, а також формування робочої поверхні шини, здійснюється безперервним намотуванням армуючих ниток на формотворне оправляння на намотувальному верстаті з числовим програмним управлінням, з використанням змінного, зонного просочення від осі до периферії, реактопластичним, термопластичним і термоеластопластичним сполучними, радіальними й кільцевими шарами, а також нанесенням кільцевих шарів сирої гуми, з подальшим розділенням отриманої оболонкової конструкції і формуванням виробу під заданим тиском з нагрівом для отримання необхідної геометричної форми й заданих характеристик матеріалів. Суть винаходу пояснюється кресленнями. На Фіг. 1 зображено оправляння 1, яке встановлюється в намотувальний верстат з системою числового програмного управління й обмотується джгутом армуючого матеріалу (наприклад, скловолокно) просоченого сполучним, радіальними шарами 2 й кільцевими шарами 3 на циліндричній поверхні. При цьому просочення здійснюють таким чином, щоб забезпечити змінну, зонну наявність реактопластичного сполучного в зоні, близької до осі обертання, з подальшою модифікацією реактопластичного сполучного термопластами до периферії виробу і подальшим повним витісненням реактопласту й модифікацією термопласта термоеластопластом. Межі зон просочення різними сполучними визначаються теоретичними розрахунками й підтверджуються експериментальними дослідженнями з метою забезпечення необхідного балансу міцностних і пружних властивостей готового виробу. Після намотування 40-60 % необхідною армуючого матеріалу на оправляння встановлюються заставні елементи 4 (Фіг. 2), що забезпечують кріплення колеса, на осі транспортного засобу. Після чого процес намотування триває за заданою програмою намотування з чергуванням укладання радіальних 2 і кільцевих 3 шарів до досягнення необхідних геометричних параметрів. Далі на циліндричну поверхню намотується два симетричні кільцеві шари сирої гуми 5 (Фіг. 3). 1 UA 114260 U 5 10 Після чого, отримана оболонка розрізається на дві однакові частини (Фіг. 4), які знімаються з оправлення й піддаються пресуванню з нагріванням у прес-формі до одержання готового виробу (Фіг. 5). У результаті дії тиску й температури торцева частина колеса (базова поверхня колісного диска) набуває необхідного положення відносно робочої поверхні колеса, й таким чином, забезпечуються розрахункові параметри матеріалів, які використовували під час виготовлення колеса. Запропонований спосіб виготовлення автомобільного колеса "докатки" методом намотування дозволяє виготовити за дві технологічні операції намотування і пресування повністю готове колесо, у якому об'єднані маточина, пружний каркас, який деформується і обід з нанесеним гумовим аналогом шини. Запропонований спосіб дозволяє автоматизувати процес виробництва і значно зменшити вагу колеса і його розміри, що важливо при його розміщенні в автомобілях, особливо міських і малого розміру. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб виготовлення автомобільного запасного колеса методом намотування, який включає виготовлення колісного диска, маточини й обода з пружним елементом мембранного типу, а також формування робочої поверхні шини здійснюється безперервним намотуванням армуючих ниток на формотворне оправляння за допомогою намотувального верстата з числовим програмним управлінням, з використанням змінної зонного просочення від осі колеса до периферії, реактопластичним, термопластичним і термоеластопластичним сполучними, виготовлення виконується радіальними й кільцевими шарами з подальшим нанесенням кільцевих шарів сирої гуми, розділенням отриманої оболонкової конструкції і формуванням виробу з нагрівом для отримання необхідної геометричної форми й заданих характеристик матеріалів. 2 UA 114260 U 3 UA 114260 U 4 UA 114260 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюKirieiev Ihor Yuliiovych, Mohylnyi Hennadii Anatoliiovych, Kirieiev Danylo Ihorovych
Автори російськоюКиреев Игорь Юлиевич, Могильный Геннадий Анатольевич, Киреев Данила Игоревич
МПК / Мітки
МПК: B29C 43/28, B60B 5/02, B29C 43/00, B21K 1/28, B29D 30/34
Мітки: виготовлення, колеса, спосіб, намотування, автомобільного, методом, запасного
Код посилання
<a href="https://ua.patents.su/7-114260-sposib-vigotovlennya-avtomobilnogo-zapasnogo-kolesa-metodom-namotuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення автомобільного запасного колеса методом намотування</a>
Спосіб виготовлення труб на основі композиційних матеріалів методом намотування
Номер патенту: 100694
Опубліковано: 10.08.2015
Автори: Лещук Олексій Юрійович, Гладир Андрій Іванович, Калінов Андрій Петрович, Кшемінський Роман Олександрович
МПК: B29C 53/00, B29D 23/00
Мітки: методом, матеріалів, основі, виготовлення, намотування, труб, композиційних, спосіб
Формула / Реферат:
Спосіб виготовлення труб на основі композиційних матеріалів методом намотування, який складається з автоматичного розрахунку роботи технологічного обладнання в залежності від заданих параметрів виробничого устаткування та вимог до готової продукції, мікропроцесорної системи керування, що здійснює безперервний контроль виготовлення труби протягом всього технологічного процесу її намотування, керування роботою двох регульованих...
Спосіб виготовлення складнопрофільних неосесиметричних виробів з композиційних матеріалів методом безперервного намотування
Номер патенту: 47150
Опубліковано: 25.01.2010
Автори: Кірєєв Ігор Юлійович, Поліщук Руслан Васильович, Могильний Геннадій Анатолійович
МПК: B64C 3/00, B64F 5/00, B32B 33/00
Мітки: намотування, виготовлення, складнопрофільних, неосесиметричних, безперервного, спосіб, методом, виробів, матеріалів, композиційних
Формула / Реферат:
1. Спосіб виготовлення виробів зі складним профілем з композиційних матеріалів методом безперервного намотування, що полягає в багатоциклічному намотуванні матеріалу на оправку, що обертається по комбінованій траєкторії, який відрізняється тим, що оправка має наскрізний проріз, відкритий на кінцевій частині, а матеріал укладають від кореневої частини оправки до кінцевої по комбінованій траєкторії, де в кожному циклі намотування до...
Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання

Номер патенту: 99603
Опубліковано: 10.06.2015
Автори: Лещук Олексій Юрійович, Калінов Андрій Петрович, Гладир Андрій Іванович, Хребтова Оксана Анатоліївна, Цибульник Володимир Валерійович
МПК: B29D 23/00, B29C 53/00
Мітки: енергоспоживання, матеріалів, параметрів, виготовлення, пристрій, методом, намотування, урахуванням, основі, труб, композиційних
Формула / Реферат:
Пристрій виготовлення труб на основі композиційних матеріалів методом намотування з урахуванням параметрів енергоспоживання, який містить два регульовані електроприводи змінного струму для обертання оправки та пересування розкладника, датчики контролю положення робочих органів, мікропроцесорний пристрій керування для забезпечення узгодженої роботи електроприводів, який відрізняється тим, що додатково обладнаний блоками датчиків контролю...
Пристрій для установки і кріплення запасного колеса
Номер патенту: 67849
Опубліковано: 15.07.2004
Автори: Паламарчук Олег Васильович, Крайник Юрій Любомирович, Паламарчук Назар Олегович
МПК: B62D 43/00
Мітки: запасного, колеса, установки, пристрій, кріплення
Формула / Реферат:
1. Пристрій для установки і кріплення запасного колеса транспортного засобу, який містить раму для кріплення колеса, обладнану рамками для полегшення переміщення колеса, направляючі ролики і пристрій для кріплення рами, який відрізняється тим, що він має гнучкий трос, зв'язаний одним кінцем по осі обода колеса з тримачем запасного колеса, а другим - з кронштейном, встановленим на основі кузова, упорний вузол, складений з клиноподібних...
Пристрій кріплення запасного колеса
Номер патенту: 50717
Опубліковано: 25.06.2010
Автори: Пилипенко Володимир Іванович, Солтус Анатолій Петрович
МПК: F16M 11/00
Мітки: запасного, кріплення, пристрій, колеса
Формула / Реферат:
Пристрій кріплення запасного колеса колісної машини, яка включає кузов, силовий агрегат, трансмісію, системи управління, ходову частину, до складу якої входять еластичні колеса, що встановлені на маточинах мостів, та пристрій кріплення запасного колеса, який відрізняється тим, що пристрій закріплюється до задньої стінки кузова колісної машини, при цьому можливі три положення запасного колеса: експлуатаційне; положення, що забезпечує...