Вузол валків робочої кліті стану кварто
Номер патенту: 85179
Опубліковано: 11.11.2013
Автори: Ростовський Костянтин Леонідович, Бортник Валерій Вікторович, Ступак Володимир Олександрович
Формула / Реферат
Вузол валків робочої кліті стану кварто, що містить робочі та опорні валки з подушками, стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка й опираються на гідроциліндри зрівноважування, розташовані в подушках нижнього опорного валка, який відрізняється тим, що він обладнаний змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування, при цьому у кожній змінній вставці з нижньої сторони виконане розточення під штоки вищезгаданих гідроциліндрів, а з верхньої сторони - розточення під стержні, для яких у подушках верхнього робочого валка також виконані розточення, крім того, вузол обладнаний змінними прокладками, які закріплені на опорних поверхнях подушок нижнього опорного валка, а розміри між розточеннями у змінних вставках обернено пропорційні товщинам змінних прокладок.
Текст
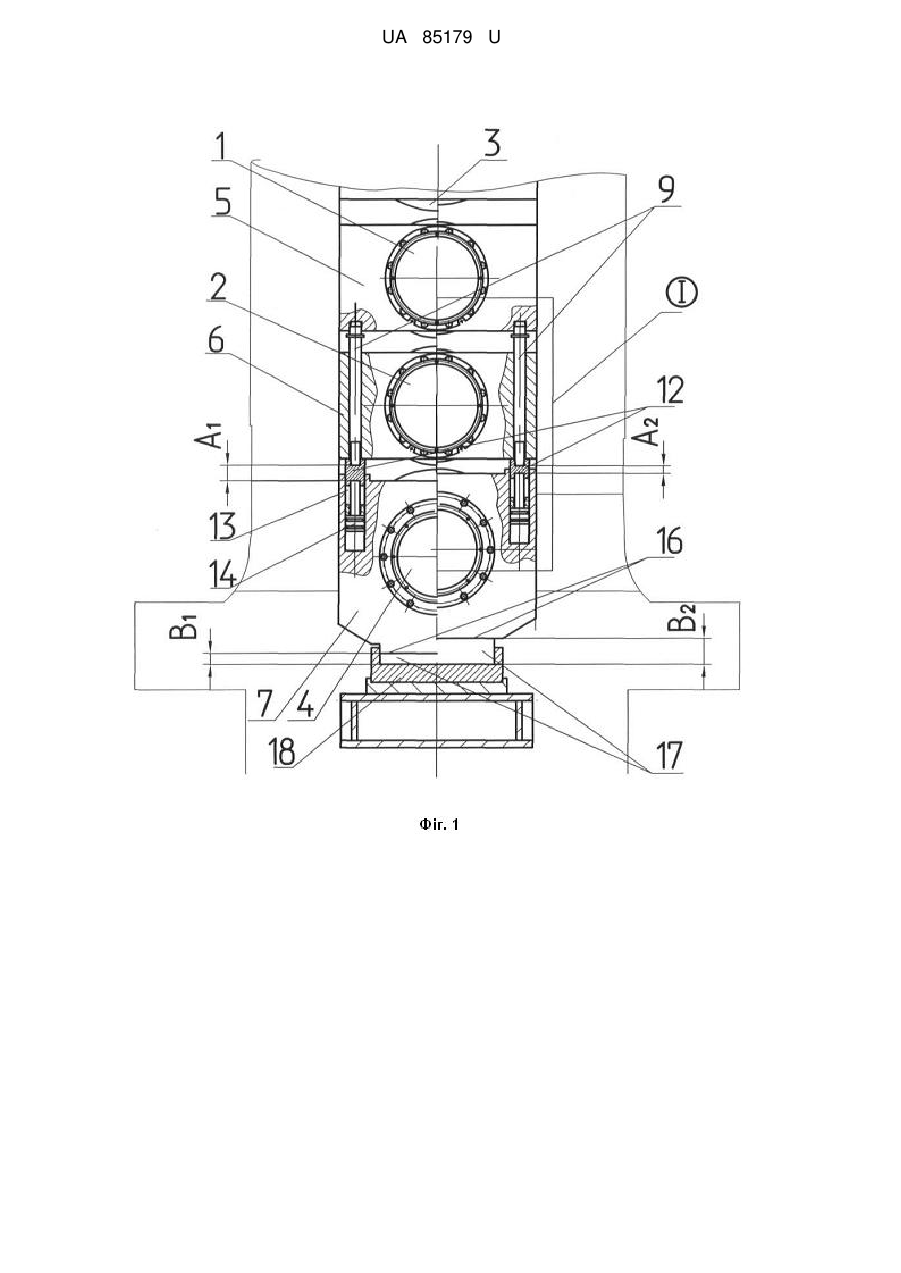
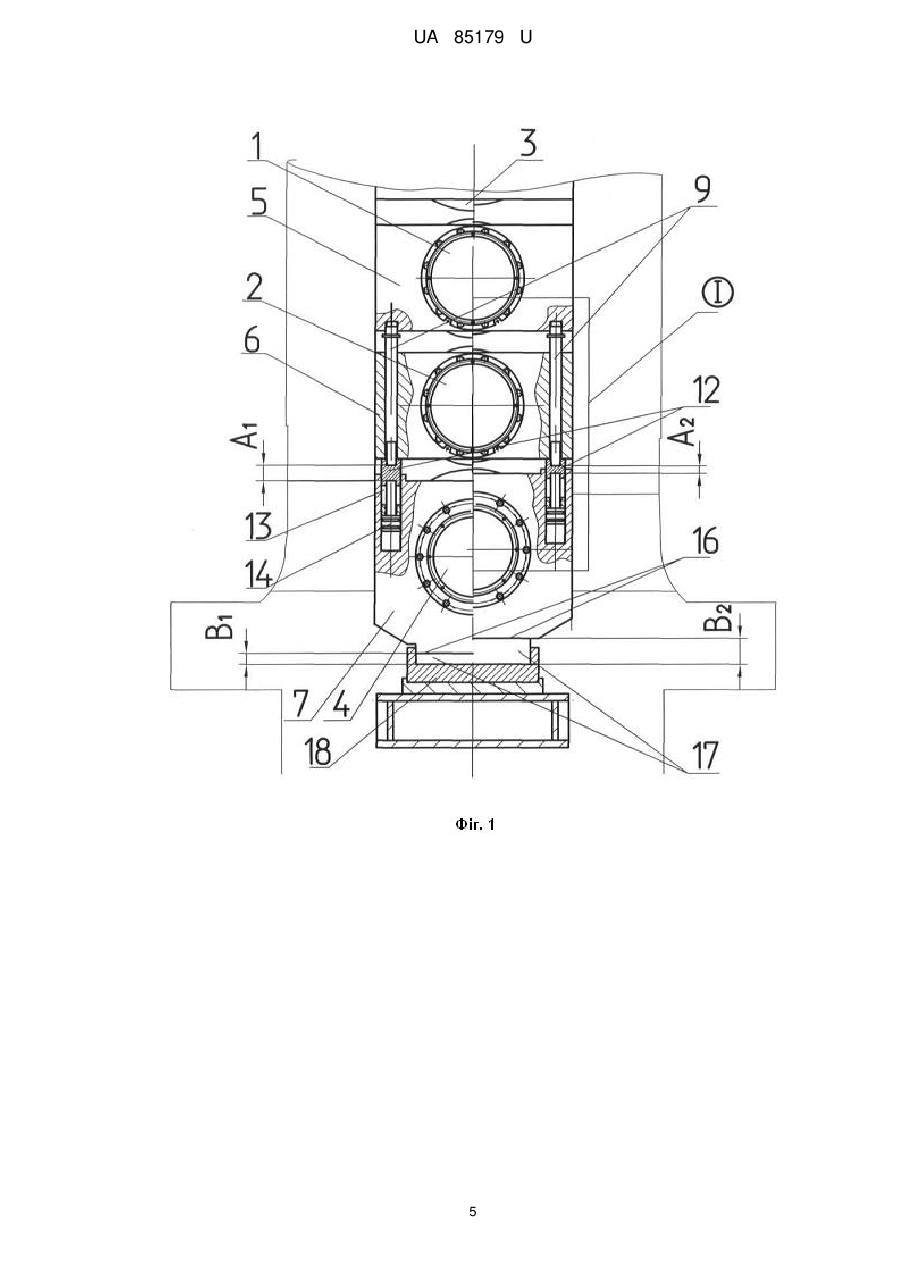
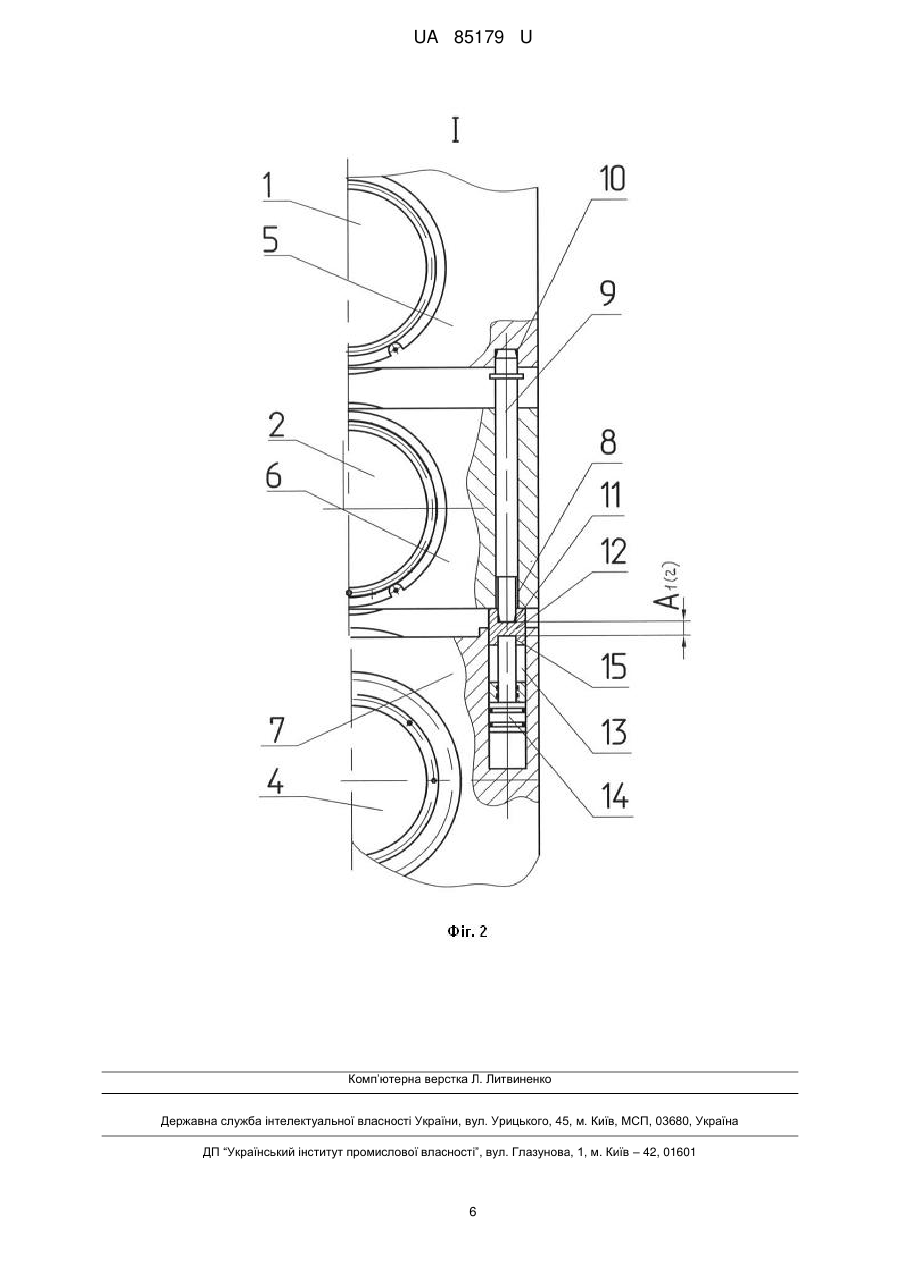
Реферат: Вузол валків робочої кліті стану кварто містить робочі та опорні валки з подушками, стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка й опираються на гідроциліндри зрівноважування, розташовані в подушках нижнього опорного валка. Він обладнаний змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування, при цьому у кожній змінній вставці з нижньої сторони виконане розточення під штоки вищезгаданих гідроциліндрів, а з верхньої сторони - розточення під стержні, для яких у подушках верхнього робочого валка також виконані розточення, крім того, вузол обладнаний змінними прокладками, які закріплені на опорних поверхнях подушок нижнього опорного валка, а розміри між розточеннями у змінних вставках обернено пропорційні товщинам змінних прокладок. UA 85179 U (54) ВУЗОЛ ВАЛКІВ РОБОЧОЇ КЛІТІ СТАНУ КВАРТО UA 85179 U UA 85179 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургійного машинобудування, а саме - до встаткування обробки металу тиском. Може використовуватись в клітях "КВАРТО" станів гарячої й холодної прокатки для перевалки опорних валків. Відомі пристрої для зміни валків, вибрані за аналог (Целиков А.И., Смирнов В.В. Прокатные станы. – Москва: Металлургиздат, 1958. – С. 131…136.) Для забезпечення механізованої зміни опорних валків на станах широко застосовуються спеціальні механізми полозкового типу. При цьому комплект валків піднімається гідравлічними домкратами, під подушки нижнього опорного валка заводяться бруси, які переміщаються по нерухливому полозкові. Комплект опорних валків опускається на бруси. При зворотному переміщенні брусів комплект валків виводять із кліті. Нові опорні валки встановлюються на бруси на місце прибраних зношених валків і на цих брусах заводяться в кліть. Робочі валки замінюються окремо від опорних валків за допомогою спеціальної муфти, що підвішується на крані. При цьому на одному кінці муфти знаходиться новий робочий валок, а на протилежному кінці - зношений робочий валок. Недоліком аналога є те, що при такому способі перевалки робочих валків за допомогою крана й муфти, виймання кожного валка із кліті, а також завалка валка в кліть неможлива без розгойдування валка на підвіску крана. У зв'язку із цим існує ймовірність ушкодження робочих поверхонь валків від удару один об одний або об устаткування кліті. Крім того, для запобігання зіткнення робочих валків від удару необхідно вручну встановлювати між валками дерев'яні бруси. Щоб уникнути вищезгаданих недоліків на сучасних станах для перевалки робочих валків застосовуються спеціальні механізми, які функціонально виконані аналогічно механізмам для зміни опорних валків. А оснащення стану додатковим механізмом не завжди можливо й вимагає додаткових витрат. Як прототип вибраний вузол робочої кліті стану кварто (патент SU № 884 757, В21 В 31/08). Для скорочення часу перевалки робочих валків вузол кліті кварто, до складу якого входять робочі й опорні валки в комплекті з подушками та пристроєм для гідравлічного зрівноважування верхнього робочого валка, виконаний таким чином, що для гідравлічного зрівноважування верхнього робочого валка передбачені стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка. При цьому стержні через бруси, які розташовані на подушках нижнього опорного валка, упираються в гідравлічний привод, розміщений на подушках нижнього опорного валка. Недоліком прототипу є те, що не передбачена можливість механізованої перевалки робочих валків. Для реалізації на стані варіанта зміни робочих валків комплектом на нижньому опорному валку за допомогою механізму зміни опорних валків, буде потрібно застосовувати додаткові засоби. Ці засоби необхідні для сполучення осей шпиндельних головок з осями приводних хвостовиків робочих валків, що у свою чергу необхідно для того, щоб під час завалки валків у кліть хвостовики робочих валків безперешкодно могли зайти в посадкові місця на шпиндельних головках. Крім того, під час завалки валків у кліть необхідно передбачити спосіб фіксації робочих валків точно по осі кліті, а також між собою та на нижньому опорному валку від можливого їхнього зсуву один відносно одного під час усього процесу завалки їх у кліть. Якщо це не передбачити, то подушки можуть упертися в станину або хвостовик робочого валка впиратися в шпиндельну головку, що неминуче призведе до зсуву валка або валків один відносно одного й унеможливить подальшу завалку комплекту валків у кліть. В основу корисної моделі поставлена задача - розширення технологічних можливостей при перевалці валків. Ця задача вирішується за рахунок технічного результату, який полягає в тому, що передбачена фіксація положення робочих валків з подушками один відносно одного, а також фіксація положення комплекту робочих валків на подушках нижнього опорного валка під час перевалки. Крім того, передбачена попередня установка хвостовиків робочих валків у необхідне для перевалки положення по висоті. Для досягнення вищевказаного результату вузол валків робочої кліті стану кварто, що містить робочі та опорні валки з подушками, стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка й опираються на гідроциліндри зрівноважування, розташовані в подушках нижнього опорного валка, згідно з корисною моделлю, обладнаний змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування, при цьому у кожній змінній вставці з нижньої сторони виконане розточення під штоки вищезгаданих гідроциліндрів, а з верхньої сторони - розточення під стержні, для яких у подушках верхнього робочого валка також виконані розточення, крім того, вузол обладнаний змінними прокладками, які закріплені на опорних поверхнях подушок нижнього опорного валка, 1 UA 85179 U 5 10 15 20 25 30 35 40 45 50 55 60 а розміри між розточеннями у змінних вставках обернено пропорційні товщинам змінних прокладок. У результаті порівняльного аналізу пропонованого вузла валків робочої кліті кварто із прототипом установлено, що вони мають наступні загальні ознаки: - робочі валки з подушками, - опорні валки з подушками; - стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка й опираються на гідроциліндри зрівноважування, розміщені в подушках нижнього опорного валка, а також відмітні ознаки: - обладнання змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування; - у кожній змінній вставці з нижньої сторони виконане розточення під штоки вищезгаданих гідроциліндрів, а з верхньої сторони - розточення під стержні; - у подушках верхнього робочого валка також виконані розточення для стержнів; - обладнання змінними прокладками, які закріплені на опорних поверхнях подушок нижнього опорного валка; - розміри між розточеннями у змінних вставках обернено пропорційні товщинам змінних прокладок. Таким чином, запропонований вузол валків робочої кліті кварто має нове конструктивне виконання вузлів і деталей, нові деталі, додаткові зв'язки вузлів і деталей, а також нове розміщення їх один відносно одного. Між відмітними ознаками та технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що вузол оснащений змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування, при цьому у кожній змінній вставці з нижньої сторони виконане розточення під штоки вищезгаданих гідроциліндрів, а з верхньої сторони розточення під стержні, для яких у подушках верхнього робочого валка також виконані розточення, крім того, вузол обладнаний змінними прокладками, які закріплені на опорних поверхнях подушок нижнього опорного валка, а розміри між розточеннями у змінних вставках обернено пропорційні товщинам змінних прокладок, стало можливим фіксувати положення робочих валків з подушками один відносно одного, а також фіксувати положення комплекту робочих валків на подушках нижнього опорного валка під час перевалки. Крім того, стало можливим попередньо встановлювати хвостовики робочих валків у необхідне для їхньої перевалки положення по висоті. При цьому взаємне розташування валків у процесі перевалки не буде залежати від змінювання при переточуваннях діаметрів робочих і опорних валків і буде залишатися незмінним під час усього процесу перевалки. Така конструкція вузла валків може успішно застосовуватися, як на робочих клітях кварто нових станів, так на існуючих станах кварто, які у свій час були оснащені пристроями механізованої зміни тільки для опорних валків. Виключення з вищевказаної сукупності відмітних ознак хоча б одної з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідоме з рівня техніки й тому воно є новим. Технічне рішення, яке заявляється, промислово застосовано, тому що його технологічне й технічне виконання не представляє труднощів. По даному технічному рішенню виконаний технічний проект прокатної кліті кварто з вузлом валківдля стану 1800 гарячої прокатки алюмінію заводу "БАЛКО" у м. Корба, Індія. Таким чином корисній моделі, яка заявляється, може надаватися правова охорона, тому що вона є новою й промислово застосована, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг. 1 - вузол валків робочої кліті стану кварто (ліворуч від вертикальної осі кліті зображене положення вузла нових валків, праворуч - вузла переточених валків). Фіг. 2 - місце І на фіг. 1. До складу вузла валків (фіг. 1) входять верхній 1 і нижній 2 робочі валки, які під час прокатки опираються відповідно на верхній 3 та нижній 4 опорні валки. Верхній 1 і нижній 2 робочі валки встановлені відповідно в подушках 5 і 6. Нижній опорний валок 4 установлено в подушках 7. У подушках 6 нижнього робочого валка 2 виконані вертикальні наскрізні отвори 8 (фіг. 2), у яких вільно встановлені стержні 9 (фіг. 2). Стержні 9 верхнім кінцем заходять у розточення 10 (фіг. 2), які виконані на подушках верхнього робочого валка, а другим кінцем заходять у відповідні розточення 11 (фіг. 2), що виконані в змінних вставках 12. Змінні вставки 12 рухливо встановлені в розточеннях 13 подушок 7 нижнього опорного валка 4, виконаних для 2 UA 85179 U 5 10 15 20 гідроциліндрів зрівноважування 14 верхнього робочого валка 1. При цьому штоки гідроциліндрів зрівноважування 14 заходять у розточення 15 (фіг. 2), які виконані з нижньої сторони змінних вставок 12. Через змінні вставки 12 стержні 9 упираються на штоки гідроциліндрів зрівноважування 14. На опорних поверхнях 16 подушок 7 нижнього опорного валка 4 закріплені змінні прокладки 17, які періодично змінюються після чергового переточування валків 1, 2, 3 і 4 (на фіг. 1). На спеціальних піддонах 18 комплект валків вивалюється та завалюється в кліть. Розміри А1,2 (фіг. 1) між розточеннями в змінних вставках 12 знаходяться у зворотній залежності від товщин В1,2 змінних прокладок 17, установлених після чергового переточування валків на нижніх поверхнях 16 подушок 7 нижнього опорного валка 4. При цьому розмір А2 у змінних вставках 12 для комплекту валків після їх переточування вибирається по формулі 1: D D2 (1) A 2 A1 ( 1 (d1 d2)) , 2 а товщина В2 прокладок 17 для комплекту валків після їх переточування у свою чергу визначається по формулі 2: D D2 (2) B 2 B1 ( 1 (d1 d2)) , 2 де A1 - розмір між розточеннями в змінних вставках 12 для роботи кліті з новими валками, B1 - товщина прокладок 17 для роботи кліті з новими валками, A 2 - розмір між розточеннями в змінних вставках 12 для роботи кліті з валками після чергового їх переточування, B2 - товщина прокладок 17 для роботи кліті з валками після чергового їх переточування, D1 і d1 - діаметри нижніх опорного 4 і робочого 2 валків до переточування, D2 і d2 - діаметри нижніх опорного 4 і робочого 2 валків після чергового переточування валків. Якщо B2 збільшиться на величину 25 30 35 40 45 50 D D2 ( 1 (d1 d2)) , 2 то на цю ж величину зменшується відповідно розмір A 2 . Тобто: D D2 A 2 A1 (B 2 B1) A1 ((B1 1 (d1 d2)) B1) .(3) 2 Кліть стану кварто працює наступним чином. Після чергової перевалки робочі валки 1 і 2, а також опорні валки 3 і 4 переточують з метою видалення дефектів на поверхні бочок, які утворюються в процесі прокатки. За результатами виконаних переточувань підбираються змінні прокладки 17, які кріпляться на опорних поверхнях 16 подушок 7 нижнього опорного валка 4. Підбором і установкою змінних прокладок 17 компенсується зменшення діаметрів валків після переточування для постійного рівня прокатки. Залежно від товщини В змінних прокладок 17 підбираються змінні вставки 12 з розміром А та встановлюються розточеннях під гідроциліндри зрівноважування 14, які розміщені в подушках 7 нижнього опорного валка 4. При цьому штоки гідроциліндрів 14 зрівноважування заходять у розточення 15 до взаємодії із вставками 12. Після переточування опорні й робочі валки, укомплектовані відповідними змінними прокладками 17 й вставками 12, краном підвозяться до кліті. Першим на піддон 18 механізму зміни опорних валків установлюється нижній опорний валок 4 з подушками 7, а на нього верхній опорний валок 3 з подушками. Після чого механізмом зміни опорних валків валки завалюються в кліть. Верхній опорний валок 3 піднімають, а нижній опорний валок 4 назад вивалюють із кліті для виконання операції по завалці комплекту робочих валків у кліть. За допомогою гідроциліндрів 14 зрівноважування верхнього робочого валка 1 піднімають всі змінні вставки 12 на повний хід гідроциліндрів 14. Далі на змінні вставки 12 установлюються подушки 6 разом з нижнім робочим валком 2. При цьому стержні 9 заходять у розточення 11 у вставках 12, а подушки 6 опираються на верхню поверхню вставок 12. Вставки 12 не дозволяють стикатися робочим поверхням бочок нижніх робочого й опорного валків. Після цього на стержні 9, які виступають над подушками 6 нижнього робочого валка 2, установлюють подушки 5 разом з верхнім робочим валком 1. При цьому стержні 9 заходять у розточення 10, які виконані в подушках 5 верхнього робочого валка, і впираються в їхнє дно. Довжина стержнів 9 не дозволяє 3 UA 85179 U 5 10 стикатися робочим поверхням бочок верхнього й нижнього робочих валків. Завдяки тому, що стержні 9 розташовуються в наскрізних отворах подушок 6 нижнього робочого валка й заходять у розточення 11, які виконані у вставках 12, та в розточення 10, які виконані в подушках 5 верхнього робочого валка, виключається ймовірність зсуву валків один відносно одного протягом усього процесу вивалювання й завалки валків у кліть. Після завалки валків у кліть за допомогою гідроциліндрів 14 зрівноважування верхнього робочого валка 1 опускаються робочі валки 1 і 2 разом з подушками 5 і 6 у робоче положення, тобто до контакту бочок валків між собою. При цьому між стержнями 9 і упорними поверхнями у вставках 12 і в розточеннях 10 утворюються зазори, які необхідні для нормального функціонування робочої кліті. Таким чином, використання вузла валків робочої кліті стану кварто, виконаного згідно з формулою корисної моделі, дозволить виконувати механізовану перевалку робочих валків за допомогою тільки механізму заміни опорних валків, тим самим збільшуються технологічні можливості обладнання. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Вузол валків робочої кліті стану кварто, що містить робочі та опорні валки з подушками, стержні, які вільно встановлені в наскрізних отворах подушок нижнього робочого валка й опираються на гідроциліндри зрівноважування, розташовані в подушках нижнього опорного валка, який відрізняється тим, що він обладнаний змінними вставками, установленими у розточеннях, виконаних під гідроциліндри зрівноважування, при цьому у кожній змінній вставці з нижньої сторони виконане розточення під штоки вищезгаданих гідроциліндрів, а з верхньої сторони розточення під стержні, для яких у подушках верхнього робочого валка також виконані розточення, крім того, вузол обладнаний змінними прокладками, які закріплені на опорних поверхнях подушок нижнього опорного валка, а розміри між розточеннями у змінних вставках обернено пропорційні товщинам змінних прокладок. 4 UA 85179 U 5 UA 85179 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюBortnyk Valerii Viktorovych, Rostovskyi Kostiantyn Leonidovych
Автори російськоюБортник Валерий Викторович, Ростовский Константин Леонидович
МПК / Мітки
МПК: B21B 31/08
Мітки: кліті, кварто, вузол, робочої, стану, валків
Код посилання
<a href="https://ua.patents.su/8-85179-vuzol-valkiv-robocho-kliti-stanu-kvarto.html" target="_blank" rel="follow" title="База патентів України">Вузол валків робочої кліті стану кварто</a>
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: комплект, подушок, валків, кліті, кварто
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Вузол подушок валків кліті кварто
Номер патенту: 31316
Опубліковано: 15.12.2000
Автори: Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Васильєв Олександр Геннадійович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Путнокі Олександр Юліусович, Мацко Сергій Володимирович, Штехно Олег Миколайович
МПК: B21B 27/06
Мітки: подушок, вузол, валків, кварто, кліті
Текст:
...штаби та самоцентрування II у валках, разом з цим усунення серповидності штаби та застрявання II в лінії стала. На фіг Л наведений вузол подушок валків КЛІТІ кварто, включаючий опорний валок 1, з шийками 2, які містяться в підшипниках ка чіння 3 установленні в подушках 4. Останні розташовуються на нижній поперечній станині 5 КЛІТІ (НИЖНЯ пара валків). На опорний валок через робочий валок 6 від штаби 7 передається сила прокатки г ....
Клиновий пристрій подушок валків кліті кварто

Номер патенту: 61095
Опубліковано: 11.07.2011
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/02
Мітки: подушок, валків, кварто, клиновий, пристрій, кліті
Формула / Реферат:
Клиновий пристрій подушок валків кліті кварто, який включає робочі та опорні валки, їх подушки, плунжери гідравлічного пристрою врівноважування, які встановлено в подушці нижнього робочого валка, який відрізняється тим, що в нижній частині подушки верхнього робочого валка виконано скоси з кутом нахилу , які контактують з рухомими клинами, що мають такий же кут нахилу...
Валковий вузол кліті кварто

Номер патенту: 62723
Опубліковано: 12.09.2011
Автори: Васильєв Станіслав Олександрович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович, Ніколаєв Віктор Олександрович, Путнокі Олександр Юліусович
МПК: B21B 31/02
Мітки: кварто, валковий, вузол, кліті
Формула / Реферат:
Валковий вузол кліті кварто, що включає робочі і опорні валки з подушками і зміщенням осей робочих валків відносно осі опорних валків, який відрізняється тим, що осі робочих валків зміщені відносно осі опорних валків в протилежному напрямі.
Спосіб установки робочих валків в кліті кварто
Номер патенту: 76093
Опубліковано: 25.12.2012
Автори: Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Жученко Станіслав Вікторович, Васильєв Андрій Олександрович
МПК: B21B 31/02
Мітки: робочих, спосіб, установки, кліті, валків, кварто
Формула / Реферат:
Спосіб установки робочих валків в кліті кварто, що включає установку одного опуклого, а другого циліндричного (увігнутого) робочих валків, який відрізняється тим, що розташування опуклого і циліндричного (увігнутого) робочих валків між перевалками опорних валків періодично змінюють на протилежне відносно верхнього і нижнього опорних валків.
Попередній патент: Комплекс бактеріофагу та ліпосом для інгібування активності стафілококових інфекцій
Наступний патент: Спосіб лікування остеоартрозу в підлітків
Випадковий патент: Спосіб нарізування гіперболоїдних зубчастих коліс та інструментів