Спосіб бокового видавлювання деталей з радіальними ребрами
Номер патенту: 122492
Опубліковано: 10.01.2018
Автори: Коваленко Андрій Костянтинович, Тарасов Олександр Федорович, Алтухов Олександр Валерійович
Формула / Реферат
Спосіб бокового видавлювання деталей з радіальними ребрами, який полягає в розміщенні заготовки в порожнині матриці на нижньому пуансоні, встановленні верхнього пуансона, виконаною по формі порожнини матриці, видавлювання заготовки верхнім пуансоном в напрямку, перпендикулярному осі деформування заготовки в пази, які виконані в матриці і визначають геометрію бокових поверхонь видавленої частини та випресовуванні заготовки з матриці, який відрізняється тим, що виконують осадження видавленої частини спочатку верхнім, а потім нижнім пуансонами, від форми контактних поверхонь яких залежить геометрія верхньої і нижньої поверхні видавленої частини заготовки, що визначається формою перерізу радіальних ребер деталі, при цьому розмір видавленої частини вирівнюють осадженням знизу.
Текст
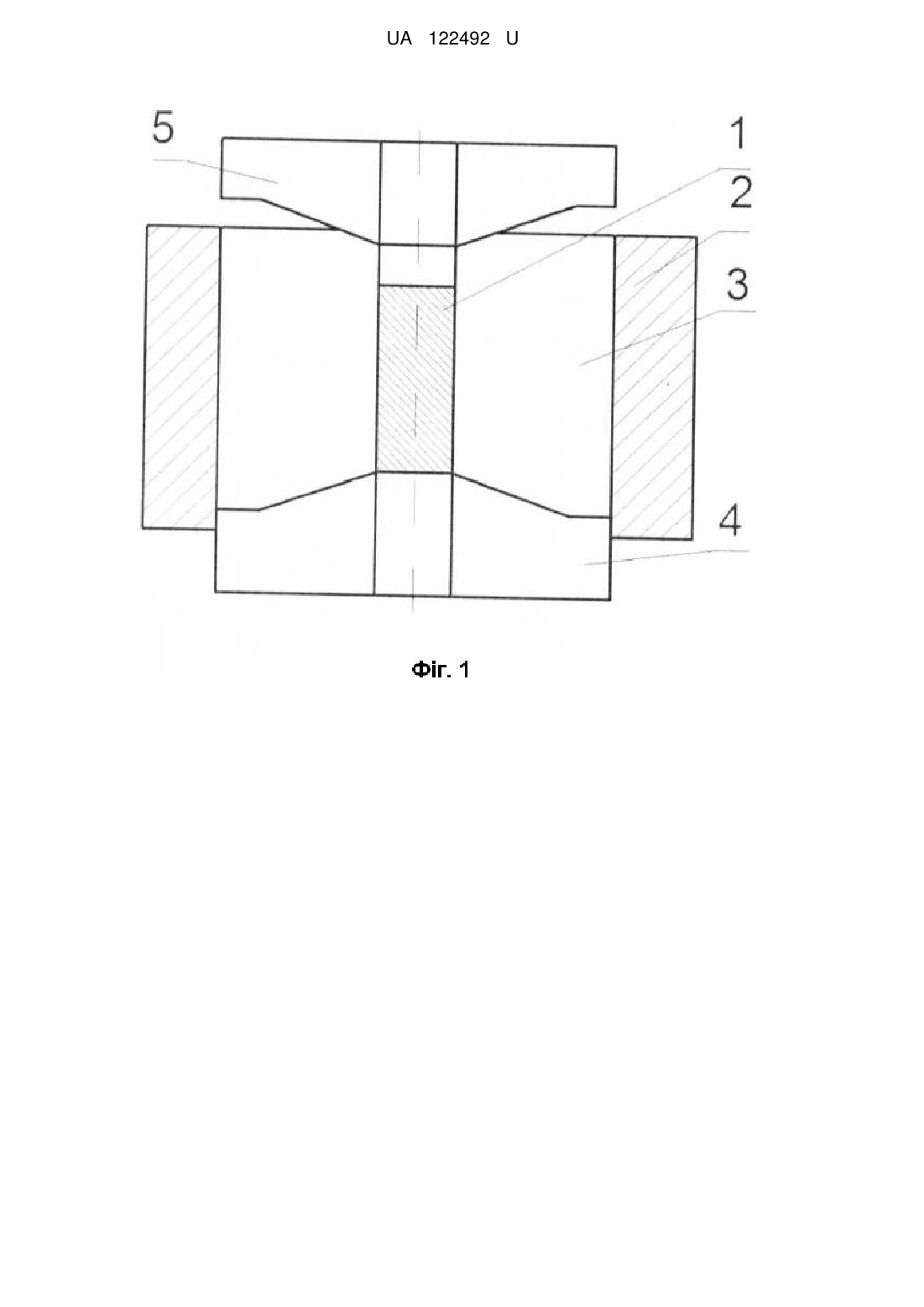
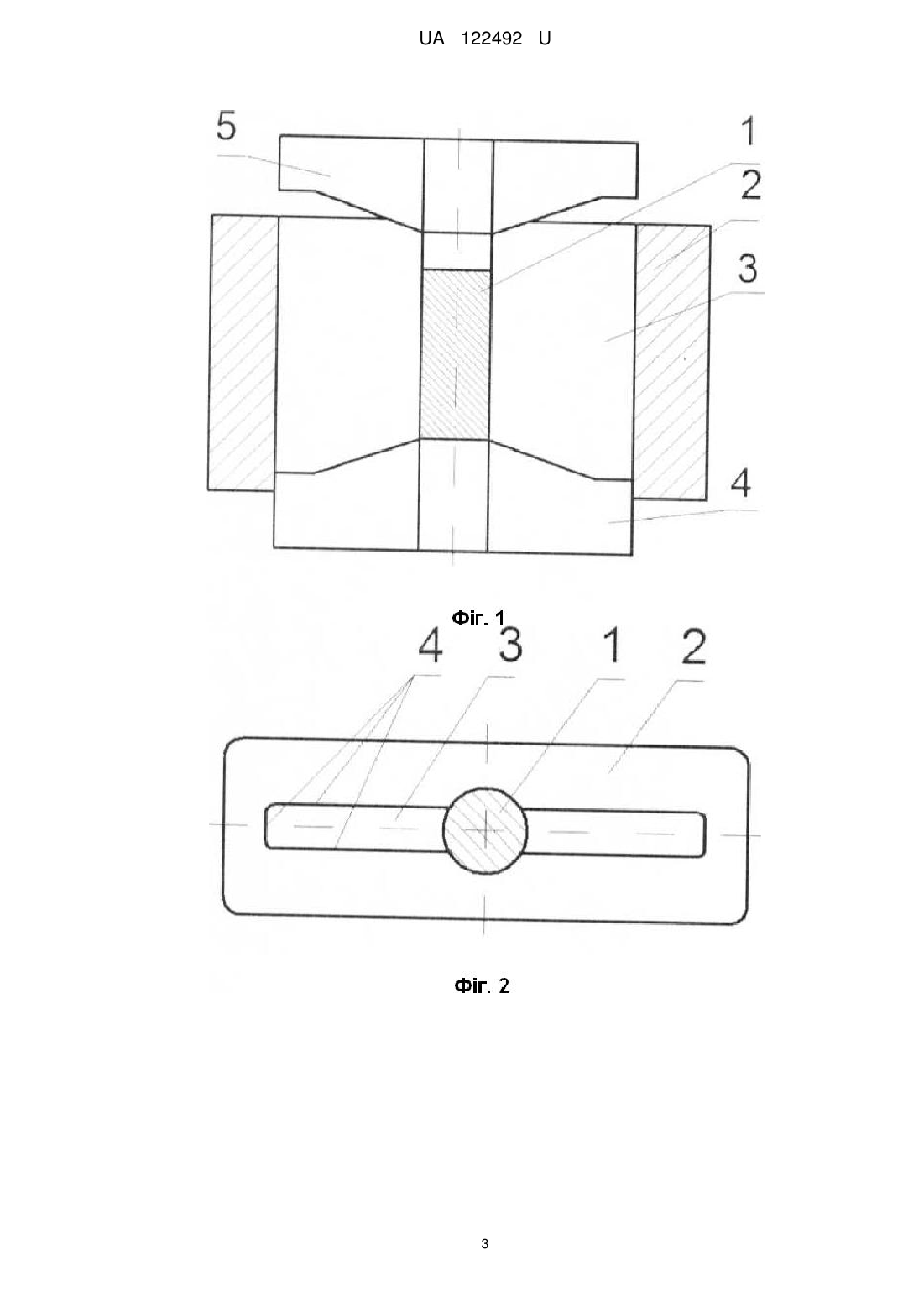
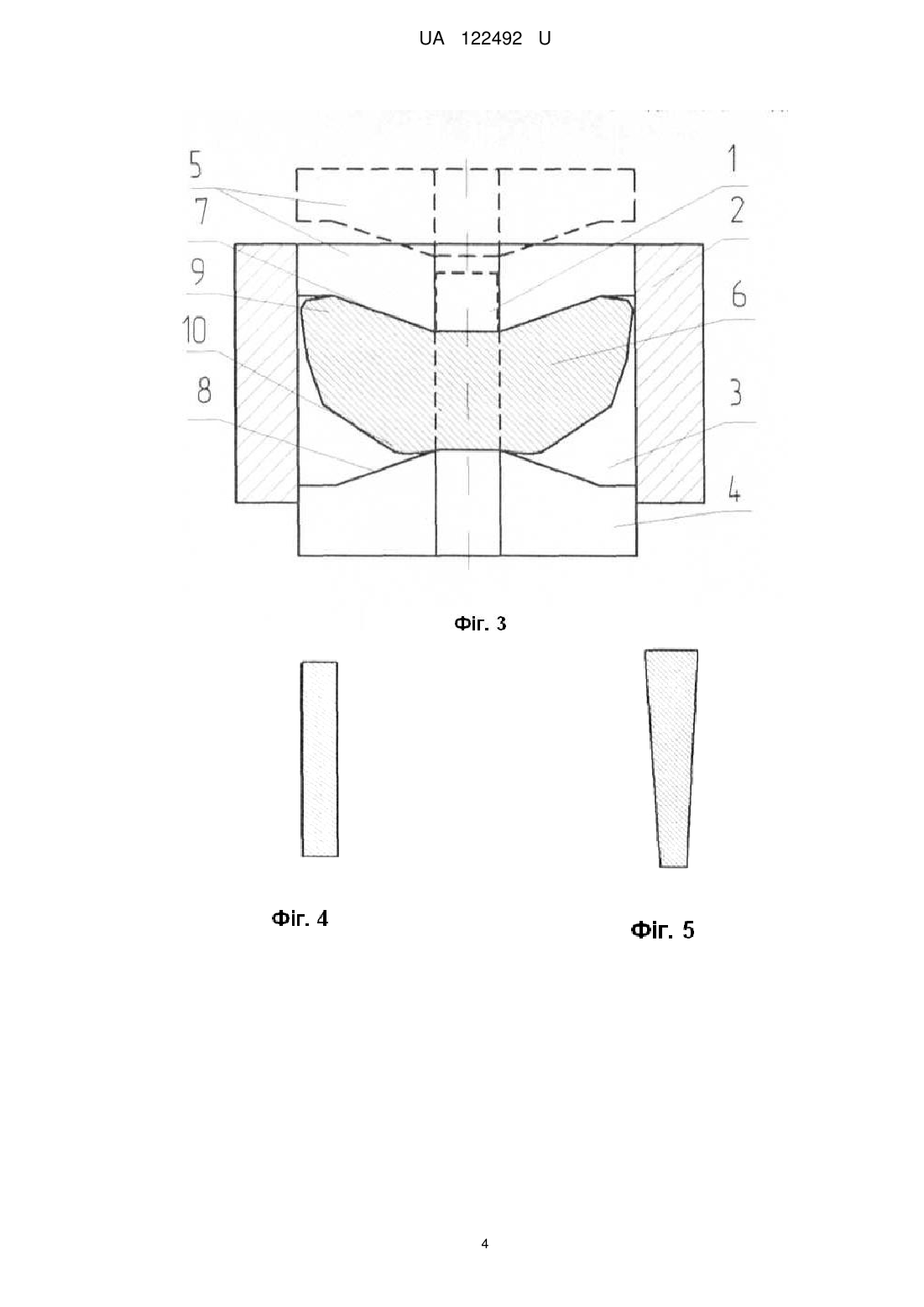
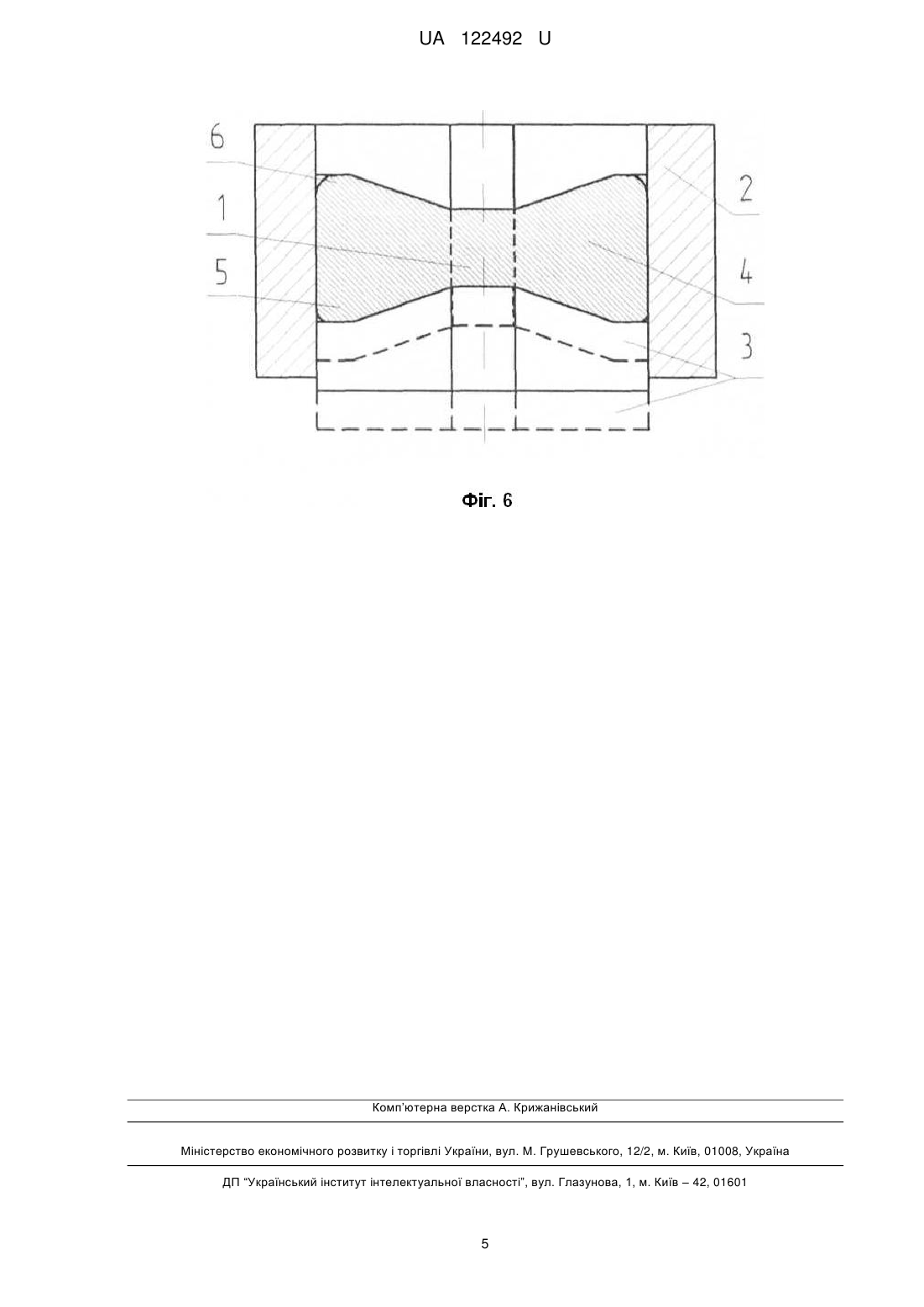
Реферат: Спосіб бокового видавлювання деталей з радіальними ребрами полягає в розміщенні заготовки в порожнині матриці на нижньому пуансоні, встановленні верхнього пуансона, виконаною по формі порожнини матриці, видавлювання заготовки верхнім пуансоном в напрямку, перпендикулярному осі деформування заготовки в пази, які виконані в матриці і визначають геометрію бокових поверхонь видавленої частини, та випресовуванні заготовки з матриці. Виконується осадження видавленої частини спочатку верхнім, а потім нижнім пуансонами, від форми контактних поверхонь яких залежить геометрія верхньої і нижньої поверхні видавленої частини заготовки, що визначається формою перерізу радіальних ребер деталі. При цьому розмір видавленої частини вирівнюється осадженням знизу. UA 122492 U (54) СПОСІБ БОКОВОГО ВИДАВЛЮВАННЯ ДЕТАЛЕЙ З РАДІАЛЬНИМИ РЕБРАМИ UA 122492 U UA 122492 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна моделі, належить до галузі техніки, а саме до обробки металів тиском, і може бути використана при виготовленні деталей боковим видавлюванням для підвищення механічних характеристик їх матеріалу. Відомий спосіб отримання металевих деталей з відростками боковим видавлюванням в роз'ємних матрицях, при якому півматриці закривають, створюючи таким чином отвори для течії металу, заготовку розміщують в порожнині матриці, закривають верхнім пуансоном і виконують видавлювання в напрямку, перпендикулярному осі деформування заготовки, а геометрію видавленої частини визначають формою півматриць, після чого півматриці розкривають і видаляють заготовку [1]. Відомий також спосіб одержання профільованих за товщиною отворів у листових деталях, при якому матрицю закривають нижнім пуансоном, заготовку розміщують в матриці, закривають верхнім пуансоном і виконують деформування заготовки в матриці осадженням, після чого випреcовують заготовку з матриці. Деформування повторюють і в результаті подрібнення мікроструктури відбувається зміцнення матеріалу, з якого вироблена заготовка, за рахунок отримання субмікрокристалічної структури під час деформування [2]. Недоліками відомого способу є те, що початкова і кінцева конфігурація заготовки є виключно паралелепіпедом, що звужує область застосування способу, також для повноцінної реалізації способу та отримання субмікрокристалічної структури в об'ємі заготовку необхідно деформувати декілька разів. Відомий також спосіб отримання металевих деталей з відростками боковим видавлюванням, вибраний нами як найближчий аналог, при якому матрицю закривають нижнім пуансоном, заготовку розміщують в порожнині матриці, закривають верхнім пуансоном і виконують видавлювання в напрямку, перпендикулярному осі деформування заготовки, а геометрію видавленої частини визначають формою матриці, після чого випресовують заготовку з матриці [3]. Недоліками відомого способу є те, що видавлювання вимагає суттєвого підвищення питомих зусиль деформування. Тому для ряду матеріалів необхідно підвищувати температуру деформування, а це не дозволяє підвищити механічні характеристики матеріалу деталей та створити субмікрокристалічну структуру матеріалу у видавлених частинах заготовки. Загальними суттєвими ознаками відомого способу й того, що заявляється, є розміщення заготовки в матриці на нижньому пуансоні, встановлення верхнього пуансона, виконаного по формі матриці, видавлювання заготовки верхнім пуансоном в напрямку, перпендикулярному осі деформування заготовки в пази, які виконані в матриці і визначають геометрію бокових поверхонь видавленої частини та випресовування заготовки з матриці. В основу корисної моделі поставлено задачу вдосконалення відомого способу для розширення технологічних можливостей способу отримання деталей з радіальними ребрами боковим видавлюванням за рахунок отримання видавлених в пази матриці частин заготовки (ребер) зі зміною площі поперечного перерізу в напрямку видавлювання та підвищення механічних характеристик матеріалу деталей. Поставлена задача вирішується за рахунок того, що виконується осадження видавленої частини спочатку верхнім, а потім нижнім пуансонами, від форми контактних поверхонь яких залежить геометрія верхньої і нижньої поверхні видавленої частини заготовки, що визначається формою перерізу радіальних ребер деталі, при цьому розмір видавленої частини вирівнюється осадженням знизу. Суть корисної моделі пояснюється кресленнями, на яких зображено: - Фіг. 1 схема розміщення заготовки в матриці; - Фіг. 2 вигляд на матрицю зверху; - Фіг. 3 результат деформації заготовки верхнім пуансоном; - Фіг. 4 - варіант прямокутного перерізу ребер деталі; - Фіг. 5 - варіант перерізу ребер деталі у вигляді трапеції; - Фіг. 6 результат деформації заготовки нижнім пуансоном. Для реалізації пропонованого способу (Фіг. 1) заготовку 1 встановлюють у порожнину матриці 2 з пазами 3 на нижній пуансон 4. Зверху встановлюють верхній пуансон 5. На Фіг. 2 наведении вигляд на заготовку 1 та матрицю 2 з пазами 3 зверху. Пуансони 4, 5 (Фіг. 1) виконані по формі порожнини матриці 2 з пазами 3 (Фіг. 2). Потім виконують видавлювання заготовки 1 (Фіг. 3), розміщеної на нижньому пуансоні 4, в пази 3, які виконані в матриці 2, верхнім пуансоном 5 в напрямку, перпендикулярному осі деформування заготовки. Пази 3 (Фіг. 2) матриці 2 визначають геометрію бокових поверхонь 4 видавленої частини (ребер) 6 (Фіг. 3), а формою контактних частин пуансонів 7, 8 визначають геометрію верхньої і нижньої поверхні ребер 6, їх геометрія у свою чергу визначається формою перерізу радіальних ребер деталі, 1 UA 122492 U 5 10 15 20 25 30 35 40 приклад яких наведений на Фіг. 4, Фіг. 5. При цьому тертя по бокових поверхнях пазів 4 (Фіг. 2) призводить до того, що течія матеріалу і деформації у верхній частині заготовки 9 (Фіг. 3) більше, ніж у нижній 10. За рахунок цього інтенсифікуються зсувні деформації у видавленій у паз 3 частині 6. Потім виконують видавлювання заготовки 1 (Фіг. 6), також в напрямку, перпендикулярному осі деформування заготовки, в пази, які виконані в матриці 2 нижнім пуансоном 3 і вирівнюють розмір видавленої частини 4 в напрямку видавлювання знизу 5 (Фіг. 6). При цьому за рахунок нерівномірності течії матеріалу заготовки у верхній 6 і нижній частині 5 також інтенсифікуються зсувні деформації у нижній видавленій частині 5. Після деформування випресовують отриману деталь (1,4) з матриці 2 нижнім пуансоном 3. Конкретний приклад виконання способу. Деформували заготовку 1 (Фіг. 1) з титанового сплаву Ti-6A1-4V діаметром 30 мм і висотою 80 мм. Ширина кожного з двох пазів в матриці складала 6 мм. Хід видавлювання - 20 мм кожним пуансоном. Довжина пазів складала 40 мм. Кут нахилу поверхонь пуансонів до горизонталі складав 15 градусів. Заготовку 1 (Фіг. 1) нагрівали до температури 450 °C, встановлювали в матрицю 2 з двома пазами 3, на нижній пуансон 4, виконаний по формі порожнини матриці (Фіг. 2), включаючи пази з шириною - 6 мм. Зверху заготовки встановлювали верхній пуансон 5 з шириною бокової частини також 6 мм. Потім виконували видавлювання заготовки 1 (Фіг. 3) верхнім пуансоном 5 на ході 20 мм в пази 3 матриці 2 до упору в неї. Внаслідок тертя по бокових поверхнях пазів і різниці ширини пазів у пуансонів течія матеріалу і деформації у верхній частині заготовки 9 була суттєво більші, ніж у нижній. За рахунок цього інтенсифікували зсувні деформації у ребрах 6. Течію обмежували повздовжнім розміром пазів 3 матриці. Потім виконували переміщення верхнього пуансона 1 разом з матрицею 2 в напрямку нижнього пуансона 4 і видавлювали заготовку 1 нижнім пуансоном 4. При цьому вирівнювали розмір ребер 4 (Фіг. 6) знизу 5 до розміру верхньої частини 6. За рахунок нерівномірності течії матеріалу заготовки в пази у верхній і нижній частині інтенсифікуються зсувні деформації також у нижній видавленій частині 5. Після деформування випресовували отриману деталь 1 з ребрами 4 з матриці 2 нижнім пуансоном 3. В результаті пластичної деформації в пазах матриці отримували покращену структуру матеріалу у видавлених частинах 4 заготовки. Одночасно отримали підвищення механічних характеристик матеріалу деталей у ребрах заготовки. Застосування пропонованого способу бокового видавлювання деталей з радіальними ребрами забезпечує покращення структури металу в деталях за рахунок інтенсифікації зсувних деформацій в процесі пластичної деформації металу заготовки в пазах при видавлюванні та розширення технологічних можливостей отримання видавлених в пази матриці частин заготовки зі зміною площі поперечного перерізу в напрямку видавлювання. Джерела інформації: 1. А.с. № 742023 МПК B21J 15/12 Способ поперечного выдавливания Бородин М.А., Юдин Е.Н., Кирсанов К.А. заявка № 2629295/25-27 заявл. 30.05.78; опубл. 25.06.80, Бюл. № 23. 2. Патент № 69004 Україна. МПК B21D 28/26 (2006.01). Спосіб одержання профільованих по товщині отворів у листових деталях /О.Ф. Тарасов, С.О. Короткий. - № u201108259; заявл. 01.07.2011; опубл. 25.04.2012. Бюл. № 8. 3. К. Edalati. T. Daio. M. Arita. S. Leeb, Ζ. Horita, A. Togoe, I. Tanaka. High-pressure torsion of titanium at cryogenic and room temperatures: Grain size effect on allotropic phase transformations //Acta Materialia 68 (2014) 207-213. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб бокового видавлювання деталей з радіальними ребрами, який полягає в розміщенні заготовки в порожнині матриці на нижньому пуансоні, встановленні верхнього пуансона, виконаною по формі порожнини матриці, видавлювання заготовки верхнім пуансоном в напрямку, перпендикулярному осі деформування заготовки в пази, які виконані в матриці і визначають геометрію бокових поверхонь видавленої частини та випресовуванні заготовки з матриці, який відрізняється тим, що виконують осадження видавленої частини спочатку верхнім, а потім нижнім пуансонами, від форми контактних поверхонь яких залежить геометрія верхньої і нижньої поверхні видавленої частини заготовки, що визначається формою перерізу радіальних ребер деталі, при цьому розмір видавленої частини вирівнюють осадженням знизу. 2 UA 122492 U 3 UA 122492 U 4 UA 122492 U Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюTarasov Oleksandr Fedorovych, Altukhov Oleksandr Valeriiovych
Автори російськоюТарасов Александр Федорович, Алтухов Александр Валерьевич
МПК / Мітки
Мітки: видавлювання, спосіб, радіальними, ребрами, деталей, бокового
Код посилання
<a href="https://ua.patents.su/7-122492-sposib-bokovogo-vidavlyuvannya-detalejj-z-radialnimi-rebrami.html" target="_blank" rel="follow" title="База патентів України">Спосіб бокового видавлювання деталей з радіальними ребрами</a>
Спосіб видавлювання деталей зі складним профілем
Номер патенту: 8620
Опубліковано: 15.08.2005
Автори: Алієва Лейла Іграмотдіновна, Борисов Руслан Сергійович
МПК: B21K 23/00, B21K 21/00
Мітки: складним, профілем, спосіб, видавлювання, деталей
Формула / Реферат:
Спосіб видавлювання деталей зі складним профілем шляхом заповнення робочих порожнин матриці металом, що видавлюється з різних зон деформівної заготовки одночасно щонайменше у двох, прямому і поперечному, напрямках, який відрізняється тим, що в поперечну порожнину матриці видавлюють метал із середньої по висоті зони заготовки, при цьому матрицю в процесі деформування переміщують у напрямку прямого видавлювання.
Спосіб видавлювання порожнистих деталей

Номер патенту: 67977
Опубліковано: 15.07.2004
Автори: Сивак Катерина Іванівна, Савчинський Іван Григорович, Алієв Іграмотдін Серажутдінович, Алієва Лейла Іграмотдіновна
МПК: B21K 21/00
Мітки: спосіб, видавлювання, деталей, порожнистих
Формула / Реферат:
Спосіб видавлювання порожнистих деталей, що здійснюється шляхом прикладення деформуючого зусилля до торця заготовки і впливу на її бічну поверхню додатковими силами, спрямованими уздовж осі симетрії деталі, який відрізняється тим, що видавлювання здійснюють зі зміною напрямку силового впливу на бічну поверхню, при цьому на початковій стадії сили діють в напрямку видавлювання металу, а в заключній стадії - протилежно напрямкові...
Спосіб видавлювання втулок з фланцем з пористих заготовок циліндричної форми
Номер патенту: 59596
Опубліковано: 25.05.2011
Автори: Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович, Любчич Костянтин Володимирович, Білошапка Дмитро Володимирович
МПК: B22F 3/02
Мітки: заготовок, пористих, форми, спосіб, видавлювання, циліндричної, фланцем, втулок
Формула / Реферат:
Спосіб видавлювання втулок з фланцем з пористих заготовок циліндричної форми, що включає видавлювання фланця у циліндричній матриці, а порожнину для формування фланця утворюють у верхній частині матриці складеними пуансонами, який відрізняється тим, що фланець отримують видавлюванням в матриці, що має перехід в нижній її частині, нижній пуансон встановлюють так, що порожнина для формуванню фланця в початковий момент закрита, на першому етапі...
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем
Номер патенту: 79736
Опубліковано: 25.04.2013
Автори: Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович, Деревенько Ірина Анатоліївна
МПК: B21J 13/00
Мітки: внутрішнім, порожнистих, видавлювання, фланцем, штамп, деталей
Формула / Реферат:
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем, який містить пуансон, матрицю, контрпуансон, в якому знаходиться оправка, яка є рухливою, що закріплена в траверсі, яка знаходиться в порожнині плити, і спирається на пружини з можливістю переміщення зі швидкістю пуансона за допомогою штовхачів, що закріплені до пуансонотримача, який відрізняється тим, що важелі, які є поворотними, закріплені в пуансонотримачі, притискуються до...
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем
Номер патенту: 48901
Опубліковано: 12.04.2010
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Алієв Іграмотдін Серажутдінович
МПК: B21J 13/02
Мітки: порожнистих, внутрішнім, фланцем, штамп, видавлювання, деталей
Формула / Реферат:
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем, який вміщує роз'ємну оправку, порожнисті пуансон, контрпуансон та матрицю, який відрізняється тим, що роз'ємна оправка виконана з двох самостійних частин, верхня частина якої встановлена в порожнистому пуансоні, закріплена на траверсі, яка з'єднана тягами з плитою зовнішнього повзуна.
Попередній патент: Закупорювальний пристрій для пляшки
Наступний патент: Спосіб місцевого лікування герпесвірусних інфекцій шкіри і слизових оболонок
Випадковий патент: Сир плавлений