Безвогневий спосіб запайки наскрізних дефектів на діючому устаткуванні для зберігання і транспортування пожежовибухонебезпечних середовищ
Номер патенту: 41860
Опубліковано: 17.09.2001

Формула / Реферат
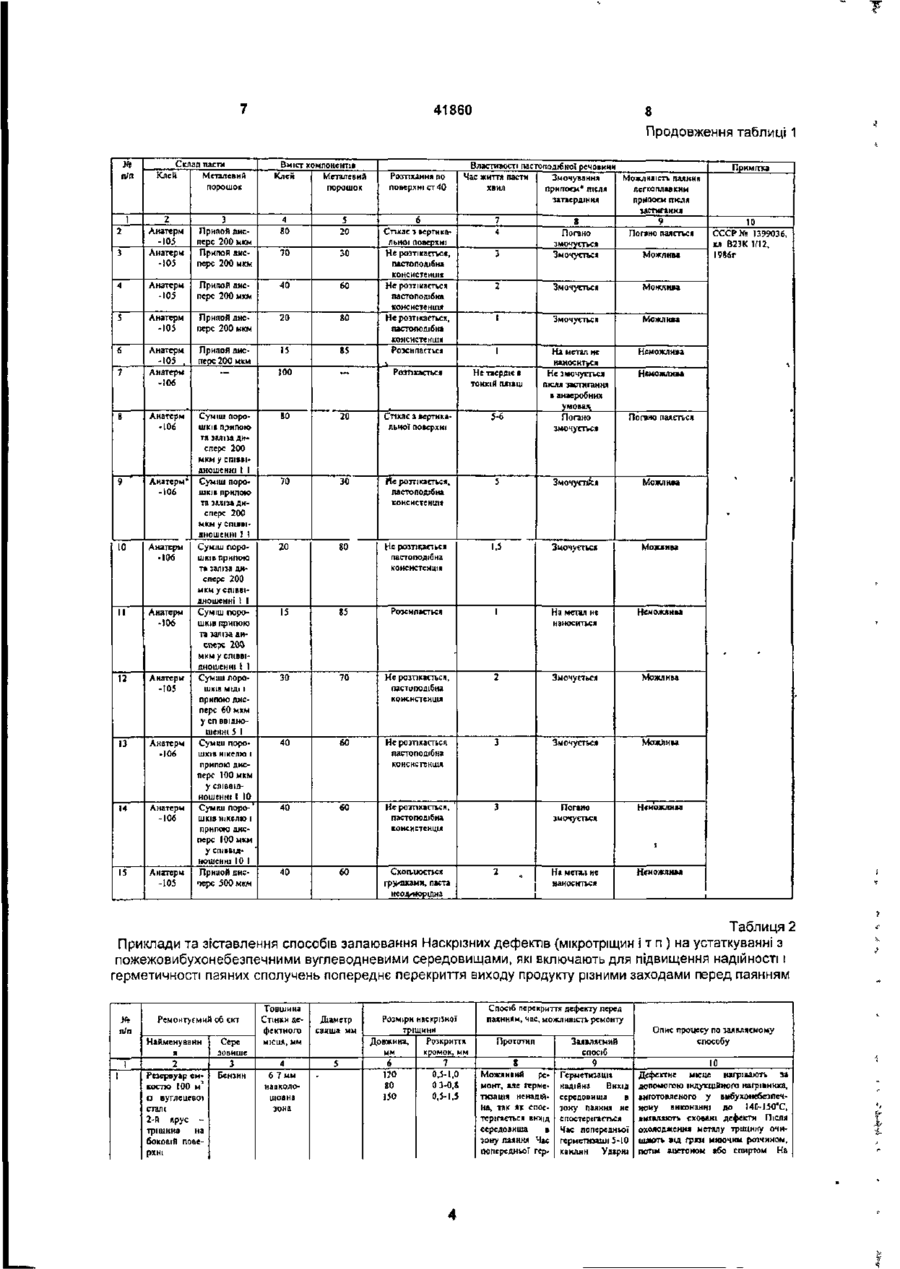
1. Безвогневий спосіб запайки наскрізних дефектів на діючому устаткуванні для зберігання і транспортування пожежовибухонебезпечних середовищ, який включає перекриття виходу середовища в зону паяння шляхом розміщення в порожнині дефекту металовмісного матеріалу з наступним індукційним нагрівом і запаюванням, який відрізняється тим, що як розміщувану в порожнині матеріалу беруть швидкотвердіючу пастоподібну речовину, яка містить металовмісний матеріал у вигляді порошку металу з розмірами часток не більш 500 мкм і анаеробний акрилатний клей при такому співвідношенні в мас. %:
металевий порошок
30-80
анаеробний акрилатний клей
20-70
2. Спосіб по п. 1, який відрізняється тим, що як металевий порошок беруть порошок припою.
Текст
1. Безвогневий спосіб запайки наскрізних дефектів на діючому устаткуванні для зберігання І транспортування пожежовибухонебезпечних середовищ, який включає перекриття виходу середовища в зону паяння шляхом розміщення в по Винахід відноситься до безвогневої технології паяння при ремонті наскрізних дефектів на діючому устаткуванні, яка включає перекриття виходу середовища із наскрізного дефекту, індукційного 1 нагріаання ремонтуємо! ділянки і подальшого паяння легкоплавкими припоями Винахід відноситься до галузі електротермії, І може бути використаний при герметизації (усунення) мікротріщин, свищей, піттінгів, щілин і т.д. в ємкісному устаткуванні, трубопроводах та інших спорудах розрахованих на зберігання і транспортування пожежовибухонебезпечних та газоподібних середовищ (нафта, газ, нафтопродукти і т д.). Відомий спосіб запаювання мікротріщин (а.с СРСР №1399036, кл. В23К1/12, 1986), в якому дефектне місце стальної споруди нагрівають до температури вище температури паяння (145°С). При цій температурі проводиться перекриття наскрізного дефекту пластичною деформацією країв кромок мікротріщин (підчеканюють кромки) з метою виключення виходу вуглеводного пожежовибухонебезпечного середовища із дефекту до зони паяння, потім проводиться механічна обробка дефектного місця методом шабрування і далі виконують паяння дефектної порожнини більш низькотемпературним припоєм (t n n = 130°С). Для чеканення використовують ударні Інструменти (молоток, зубило, борідки), виготовлені із сплавів на основі рожнині дефекту металовмісного матеріалу з наступним індукційним нагрівом І запаюванням, який відрізняється тим, що як розміщувану в порожнині матеріалу беруть швидкотвердіючу пастоподібну речовину, яка містить металовмісний матеріал у вигляді порошку металу з розмірами часток не більш 500 мкм і анаеробний акрилатний клей при такому співвідношенні в мас. %: металевий порошок ЗО - 80 анаеробний акрилатний клей 20 - 70 2. Спосіб по п. 1, який відрізняється тим, що як металевий порошок беруть порошок припою. міді. Процес нагріву міді відбувається низькотемпературним індукційним нагрівником. Зазначений метод герметизації дефектів устаткування, який містить пожежовибухонебезпечні середовища, включає такі недоліки і протиріччя: відповідно до вимог по техніці безпеки категорично забороняється проводити ремонтні роботи (зближення кромок тріщини) при температурі 145°С, щоб уникнути отримання опіків. Наприклад: краплі нафти нагріто"! до 145°С можуть при чеканенні бородком попасти на шкіру. Відповідно до вимог т/б роботи на вищезгаданому устаткуванні можливо проводити лише до t - 60°С, шабрування зачеканеної ділянки не виключає можливості іскроутворення, що також неприпустимо ВІДПОВІДНО ДО ВИМОГ Т/б, застосування борідок для зближення кромок тріщини, виготовлених на базі міді, які не випускаються вітчизняною промисловістю, викликає сумнів, так як твердість такого інструменту повинна бути вище за сталь; спосіб обмежений асортиментом конструкційних матеріалів, які можна підчеканити. Наприклад, чавун цим способом герметизації неможливо обробити. Тобто спосіб герметизації, в кращому випадку, застосовується лиш до пластичних матеріалів, в основному до устаткування, виготовленого із вуглецевих сталей. j О CD 00 41860 Найбільш близьким по технічній суті до заявленого об'єкту є спосіб запаювання тріщин в металевих виробах і спорудах, які використовуються для зберігання пожежовибухонебезпечних продуктів, який включає попереднє перекриття наскрізного дефекту заповненням його порожнини пластичним металом, шляхом запресування з наступним паянням дефектного місця легкоплавким припоєм (а.с. СССР №556003, кл. В23К1/12, 1975г). Це технічне рішення приймається за прототип. До недоліків згаданого способу відносяться: недостатня надійність герметизації тріщини або свища, які утворились за рахунок корозійних процесів. Це зумовлено тим, що корозійні тріщини або свищі у своєму поперечному перерізу мають конусну форму, і, як правило, більший отвір направлений всередину об'єму з вуглеводневим середовищем, а менший отвір, тобто вихід корозійного свища або тріщини, направлений назовні, і звичайно розташований на зовнішній поверхні дефектної ділянки. Так як попереднє перекриття тріщини або свища відбувається із зовнішньої сторони дефектної ділянки, тобто зі сторони меншого отвору свища або тріщини, то в процесі запресування пластичний метал, приймаючий форму, яка дорівнює перерізу меншого отвору, нездатний надійно заповнити та ущільнити внутрішню поверхню свища або тріщини. Отже, попередня герметизація виконується тільки в, приповерхній зоні тріщини або свища. Тому в процесі паяння при нагріванні дефектного місця із порожнини тріщини або свища не виключено попадання вуглеводного середовища в зону паяння, яка може утворювати при цьому пори, мікротріщини, непропаювання у сформованій галтелі паяного шва. Особливо важко, а іноді і неможливо, проводити запресування пластичним металом тонкостінного устаткування (корозійні дефекти на дахах резервуарів); неможливість герметизації дефектів складної геометрії в поперечному перерізу або мікротріщин у приповерхневому шарі розмірами у десятки мікрон; застосування ударних інструментів, що накладає обмеження на товщину металу ремонтуємого устаткування і є причиною ложежовибухонебезпечності, тривалість, трудоемкость та складність виконання робіт по запресуванню, яке вимагає високої кваліфікації працюючого. Задачею, вирішуємою даним винаходом, є створення безвогневого способу перекриття виходу пожежонебезпечного середовища із наскрізного дефекту на діючому устаткуванні з послідуючим індукційним нагрівом та запаюванням дефекту легкоплавким припоєм, що дозволяє підвищити надійність герметизації паяної ділянки, скоротити час та спростити процес перекриття виходу середовища, підвищити пожежовибухонебезпечність робіт, розширити номенклатуру дефектів, які підлягають ремонту, і асортимент конструкційних матеріалів. Розв'язання поставлено'і задачі досягається способом, який включає перекриття виходу середовища із наскрізного дефекту з послідуючим нагрівом та запаюванням шляхом розміщення в його порожнині металовмісного матеріалу, яким с швидкотвердіюча пастоподібна речовина, яка вміщує металовмісний матеріал у вигляді порошку металу із розміром часток не більш 500мкм і анаеробний акрилатний клей при такому співвідношенні в мас. %: металевий порошок ЗО - 80 анаеробний акрилатний клей 20 - 70 Ця пастообразна речовина після отвердіння має високу адгезію до паяемого металу, стійка у вуглеводневих середовищах і зберігає ці властивості при температурах паяння за допомогою низькотемпературних припоїв. У якості клею може бути використаний будьякий із описаних у літературі акрилатних клеїв, які мають вищеописані властивості. Нами використані двохкомпонентні акрилатні клеї Анатерм-105 (ТУ 6-02-17-88) та Анатерм-106 (ТУ 02-29-90). Використання клею самого по собі для попереднього перекриття течі з наступним паянням не дає потрібного результату, тому що клей після застигання не змочується припоєм при паянні, а після застигання припою не досягається висока адгезія клею до припою, і, отож, висока надійність герметизації" після наступного паяння. Крім того, застосування клею, який мас рідку консистенцію, не дозволяє герметизувати дефекти, розташовані на вертикальних і стельових поверхнях із-за витікання, а при герметизації дефектів, в яких не створюються анаеробні умови, клей не застигає. Герметизація дефектів за допомогою клею без наступного паяння широко використовується на практиці, не має високу надійність із-за старіння, деструкції, заламкості клеєвих композицій в часі, особливо при низьких (-30...- 50°С) температурах, а також із-за значно більш низьких в порівнянні з металами (припоями) механічних властивостей клею. Пропонуєма пастоподібна речовина готується таким чином: на пластині із фторопласта змішуються певні кількості компонентів клею типу Анатерм у співвідношенні 1.1, швидко перемішується фторопластовим шпателем, до одержуваного клею додається 30-80% дрібнодисперсного (розмірами
ДивитисяДодаткова інформація
Автори англійськоюKotlov Yurii Hryhorovych, Itkin Oleksandr Feliksovych
Автори російськоюКотлов Юрий Григорьевич, Иткин Александр Феликсович
МПК / Мітки
МПК: B23K 1/002
Мітки: устаткуванні, середовищ, наскрізних, діючому, спосіб, пожежовибухонебезпечних, дефектів, запайки, зберігання, транспортування, безвогневий
Код посилання
<a href="https://ua.patents.su/7-41860-bezvognevijj-sposib-zapajjki-naskriznikh-defektiv-na-diyuchomu-ustatkuvanni-dlya-zberigannya-i-transportuvannya-pozhezhovibukhonebezpechnikh-seredovishh.html" target="_blank" rel="follow" title="База патентів України">Безвогневий спосіб запайки наскрізних дефектів на діючому устаткуванні для зберігання і транспортування пожежовибухонебезпечних середовищ</a>
Спосіб визначення параметрів зберігання рідких середовищ

Номер патенту: 30940
Опубліковано: 15.08.2001
Автори: Жуков Юрій Даніілович, Гордєєв Борис Миколаєвич
МПК: G01F 23/28
Мітки: спосіб, середовищ, параметрів, визначення, зберігання, рідких
Формула / Реферат:
Спосіб визначення параметрів зберігання рідких середовищ, який полягає у тому, що виробляють генератором зондуючих імпульсів сигнал, що являє собою накладення відеосигналу і сигналу перепаду напруг, за допомогою чутливого елемента випромінюють у контрольоване середовище, приймають відбитий сигнал, за допомогою стробоскопічного перетворювача, аналого-цифрового перетворювача та обчислювального пристрою послідовно виконують обробку прийнятого...
Пристрій для визначення параметрів зберігання рідких середовищ
Номер патенту: 30946
Опубліковано: 15.12.2000
Автори: Гордєєв Борис Миколаєвич, Прищепов Євген Олегович, Жуков Юрій Даніілович, Логвиненко Юрій Іванович
МПК: G01F 23/28
Мітки: пристрій, зберігання, рідких, визначення, середовищ, параметрів
Текст:
...3 між внутрішнім та зовнішнім провідниками повинна бути виконана із м'якого діелектрика, наприклад, із поліуретану, який забезпечує отримання функціональної залежності хвильового опору датчика від густини середовища). Зовнішня оболонка коаксіального чутливого елементу може бути виконана, наприклад, напиленням. Працює пристрій таким чином. Генератором зондуючих імпульсів 1 виробляють сигнал, що являє собою накладення відеосигналу і сигналу...
Пристрій для зберігання та транспортування газу під тиском
Номер патенту: 38671
Опубліковано: 15.05.2001
Автор: Геращенко Віталій Олександрович
МПК: F17C 1/00
Мітки: тиском, пристрій, зберігання, транспортування, газу
Формула / Реферат:
(21) 2000084853(54)(57)Дата прийняття рішення 27.03.2001 р.Пристрій для зберігання і транспортування газу...
Композит для пластики дефектів у суглобовому хрящі
Номер патенту: 32811
Опубліковано: 15.02.2001
Автори: Малишкіна Світлана Володимирівна, Ашукіна Наталія Олександрівна, Корж Микола Олексійович, Дєдух Нінель Василівна
МПК: A61C 8/00
Мітки: суглобовому, пластики, дефектів, композит, хрящі
Формула / Реферат:
Композит для пластики дефектів у суглобовому хрящі, який має у своєму складі гідроксиапатит і глюкозамін, який відрізняється тим, що у його склад додатково введено медичний клей КМ-3, а гідроксиапатит використаний у вигляді мілких гранул розміром 20 - 50мкм, у вагових співвідношеннях:гідроксиапатит - 6 частинглюкозамін - 2 частинимедицинський клей - 2 частини (1,8 - частини клейова субстанція та 0,2 частини -...
Контейнер для зберігання і транспортування двуфланцевих котушек
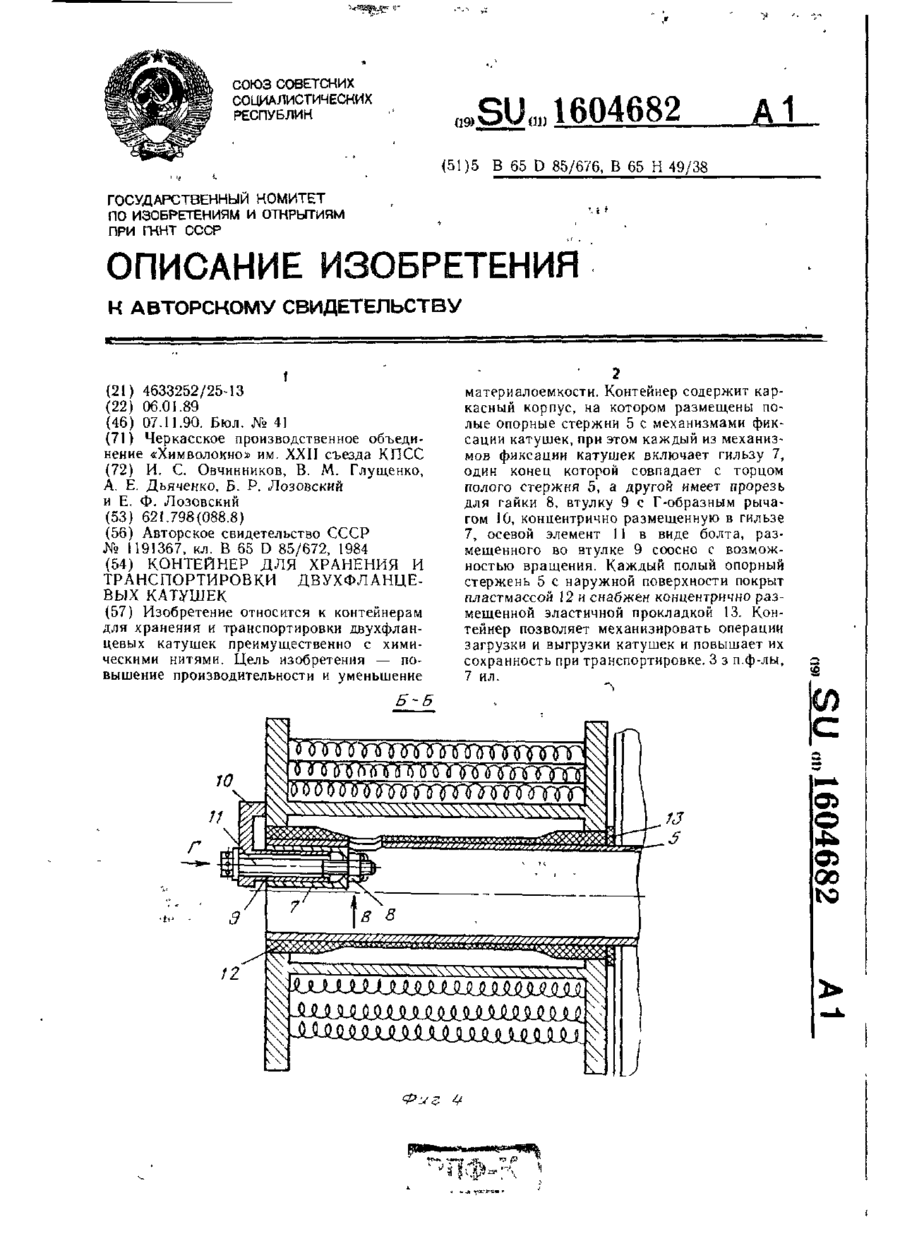
Номер патенту: 3714
Опубліковано: 27.12.1994
Автори: Овчінніков Іван Сидорович, Глущенко Віктор Михайлович, Ястреб Євген Пилипович, Лозовський Борис Рувінович, Дяченко Анатолій Юхимович
МПК: B65D 85/67, B65H 49/00
Мітки: двуфланцевих, зберігання, котушек, транспортування, контейнер
Формула / Реферат:
1. Контейнер для хранения и транспортировки двухфланцевых катушек преимущественно с химическими нитями, содержащий корпус, полые опорные стержни, механизмы фиксации катушек, отличающийся тем, что, с целью повышения производительности и уменьшения материалоемкости, корпус выполнен из двух рам - верхней и нижней, соединенных между собой стойками, при этом стойки соединены между собой перемычками, а полые опорные стержни консольно установлены...
Попередній патент: Рейкове скріплення
Наступний патент: Спосіб лікування ран, що довго не загоюються
Випадковий патент: Спосіб лікування фетоплацентарної недостатності