Спосіб підвищення зносостійкості сталевих товстостінних циліндричних деталей
Номер патенту: 60399
Опубліковано: 25.06.2011
Автори: Кіндрачук Мирослав Васильович, Діденко Олександр Леонідович, Клімін Володимир Володимирович
Формула / Реферат
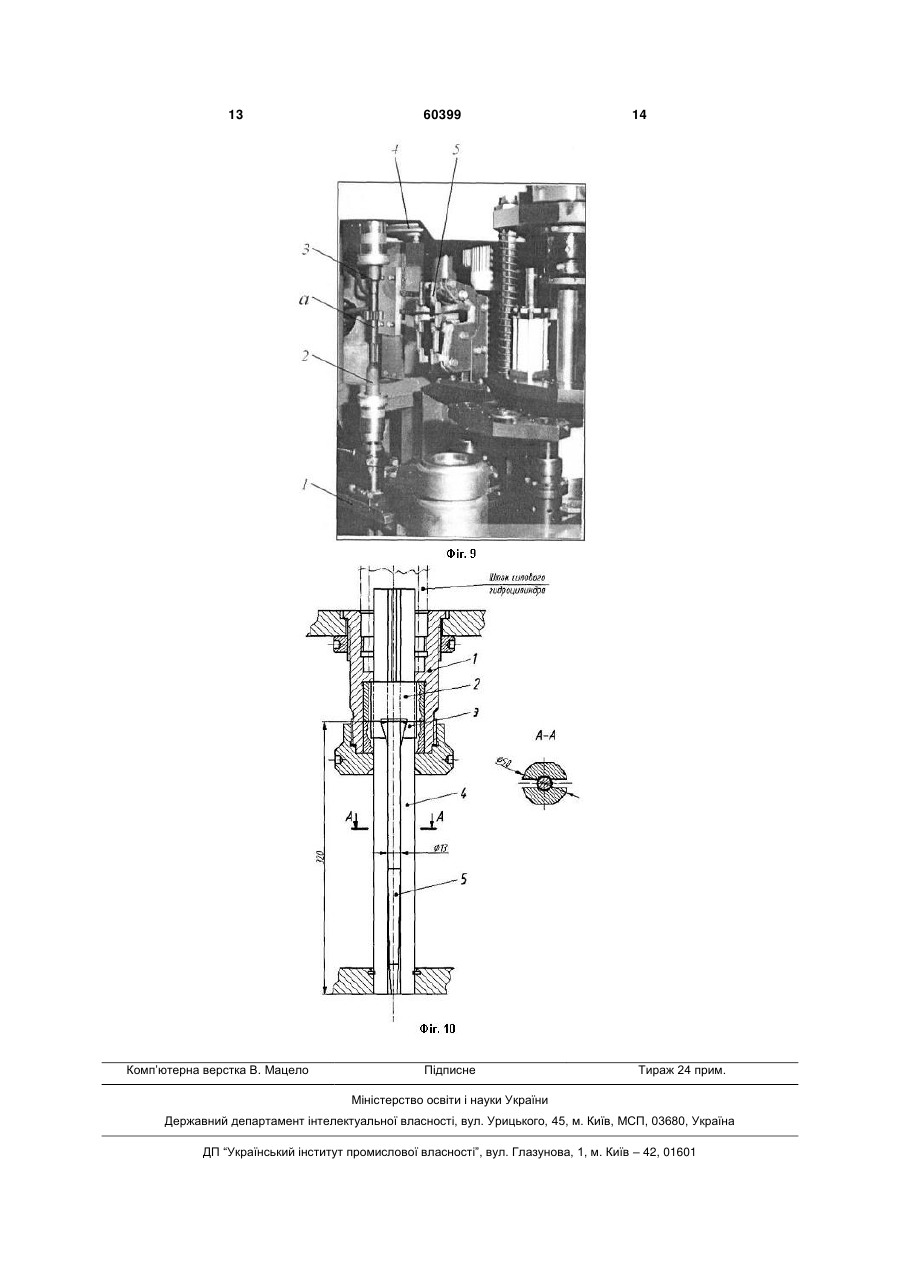
Спосіб підвищення зносостійкості сталевих товстостінних циліндричних деталей, що включає пластичну деформацію, механічну обробку, цементацію, загартування та низькотемпературний відпуск, який відрізняється тим, що зносостійкість підвищують шляхом поліпшення усього комплексу характеристик механічних властивостей металу, перетворюючи вихідну неоднорідну крупнозернисту структуру матеріалу заготовки в мікроструктуру високодисперсної будови, для чого заготовку нагрівають СВЧ до температури 900÷1050 °С та роздають конічним дорном до обтискування матеріалу поверхнею робочого об'єму матриці, при цьому конусність заходної частини дорна дорівнює 3°, швидкість переміщення дорна 0,3÷0,5 м/с, відносна деформація заготовки 2,5÷3,0 %, а для створення умов обтискування матеріалу заготовки калібруючу частину дорна збільшують на 2,0÷2,5 % від її розрахункового значення для забезпечення заданої величини відносної деформації.
Текст
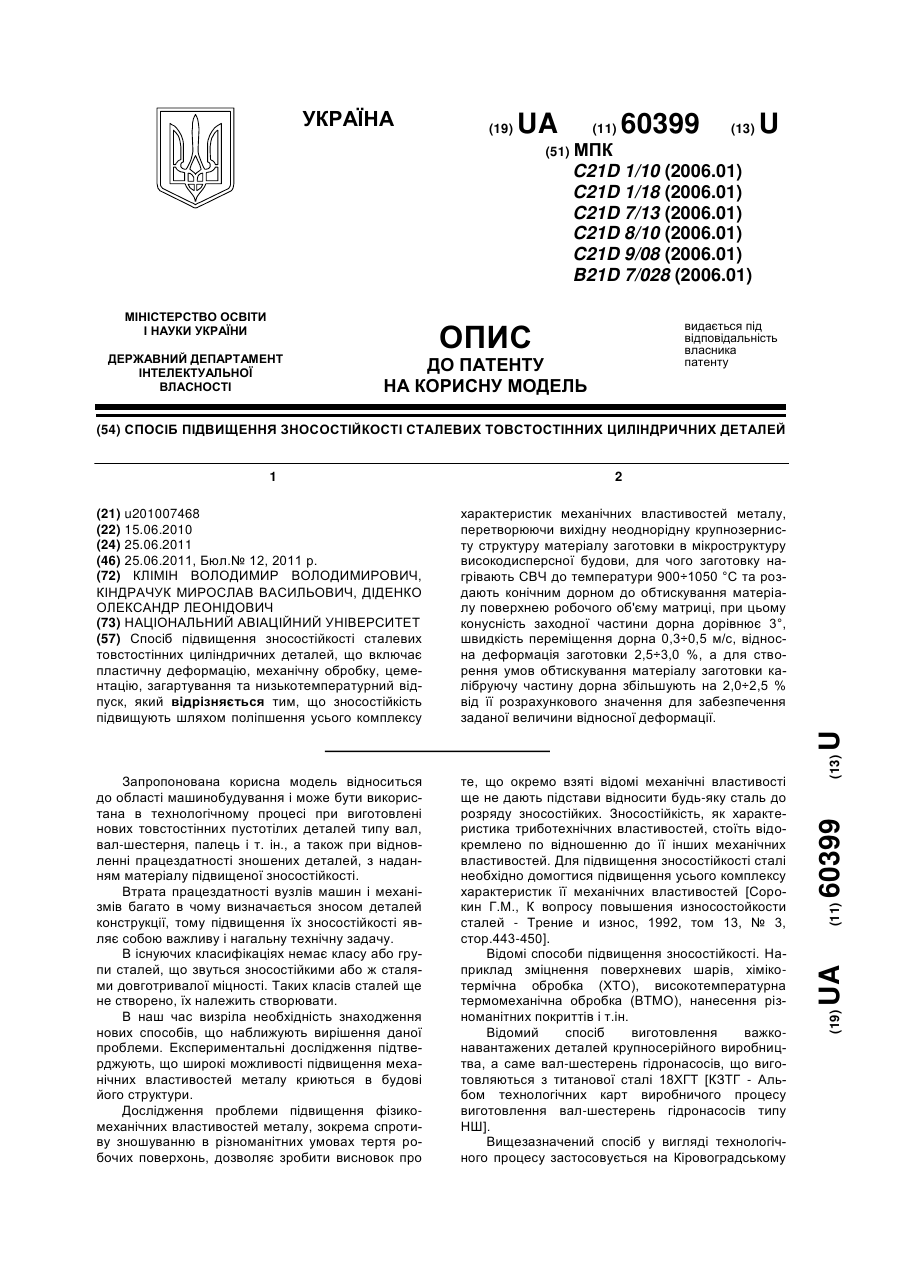
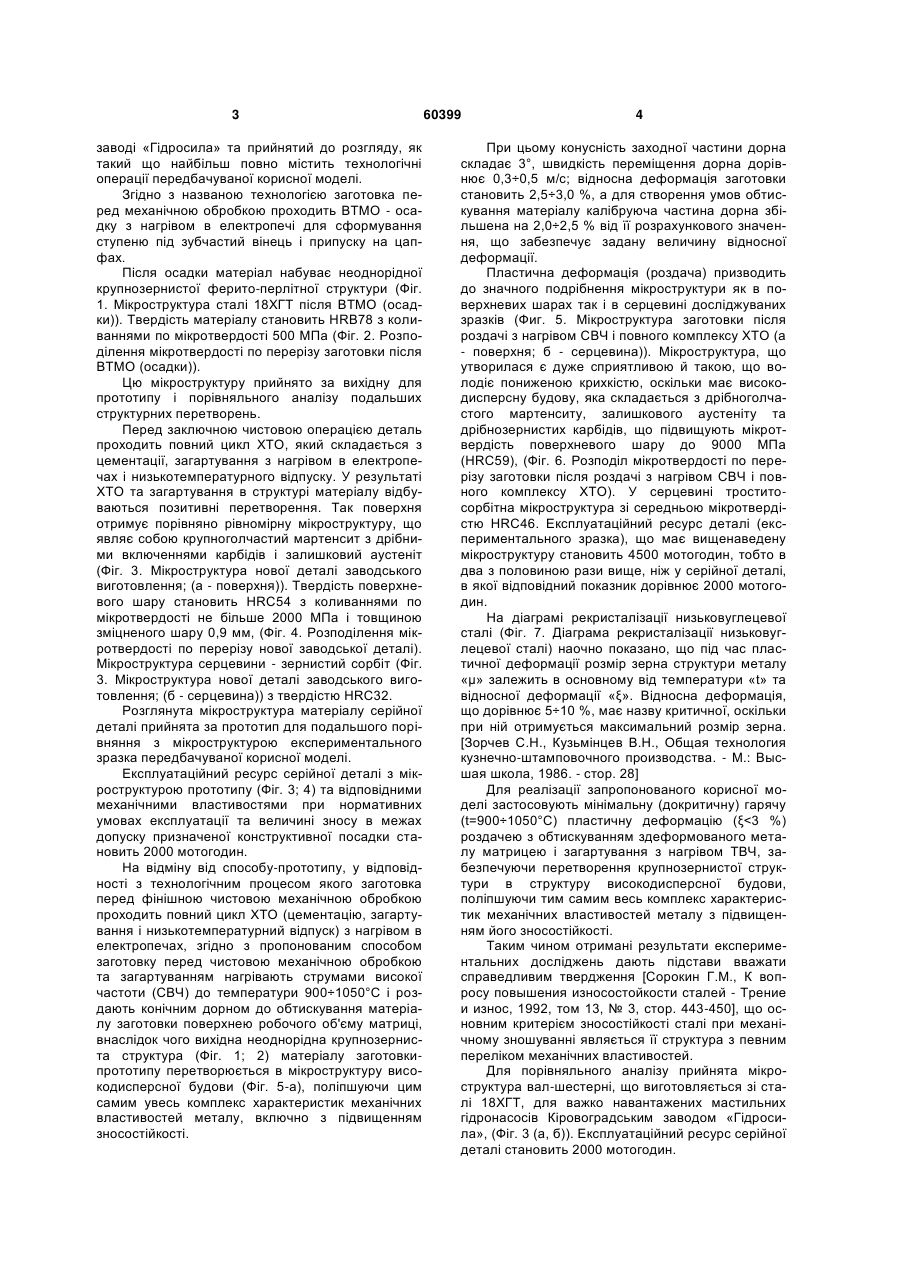
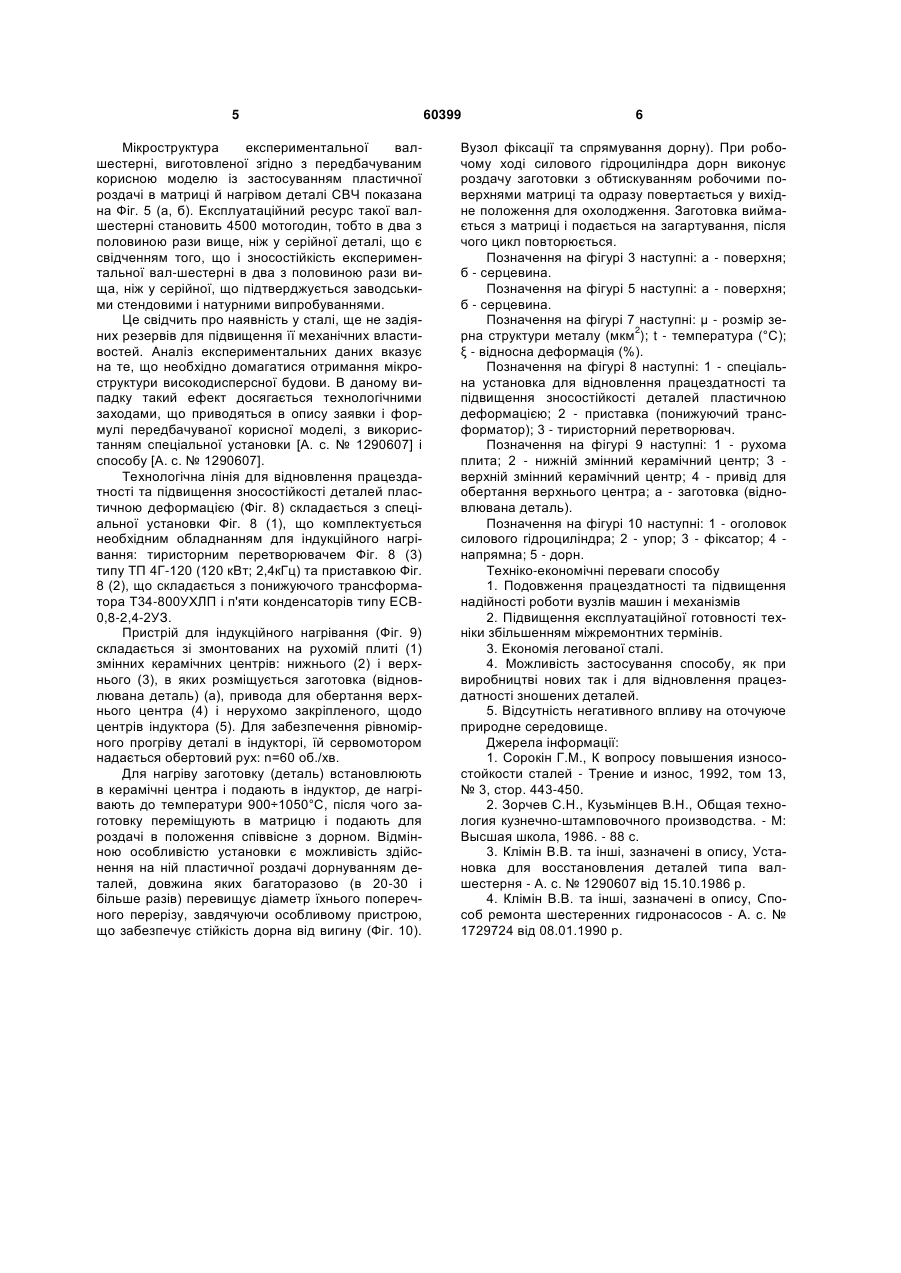
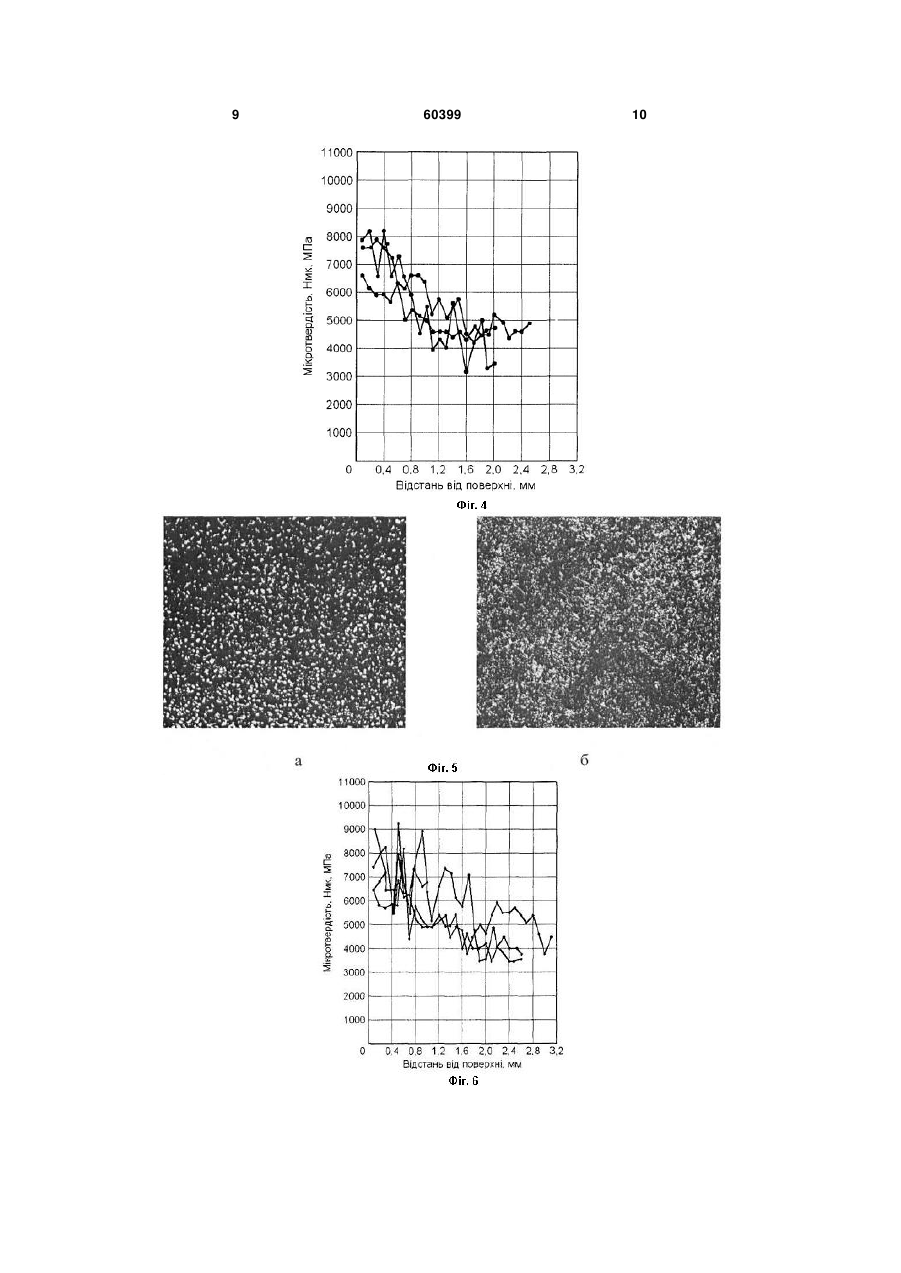
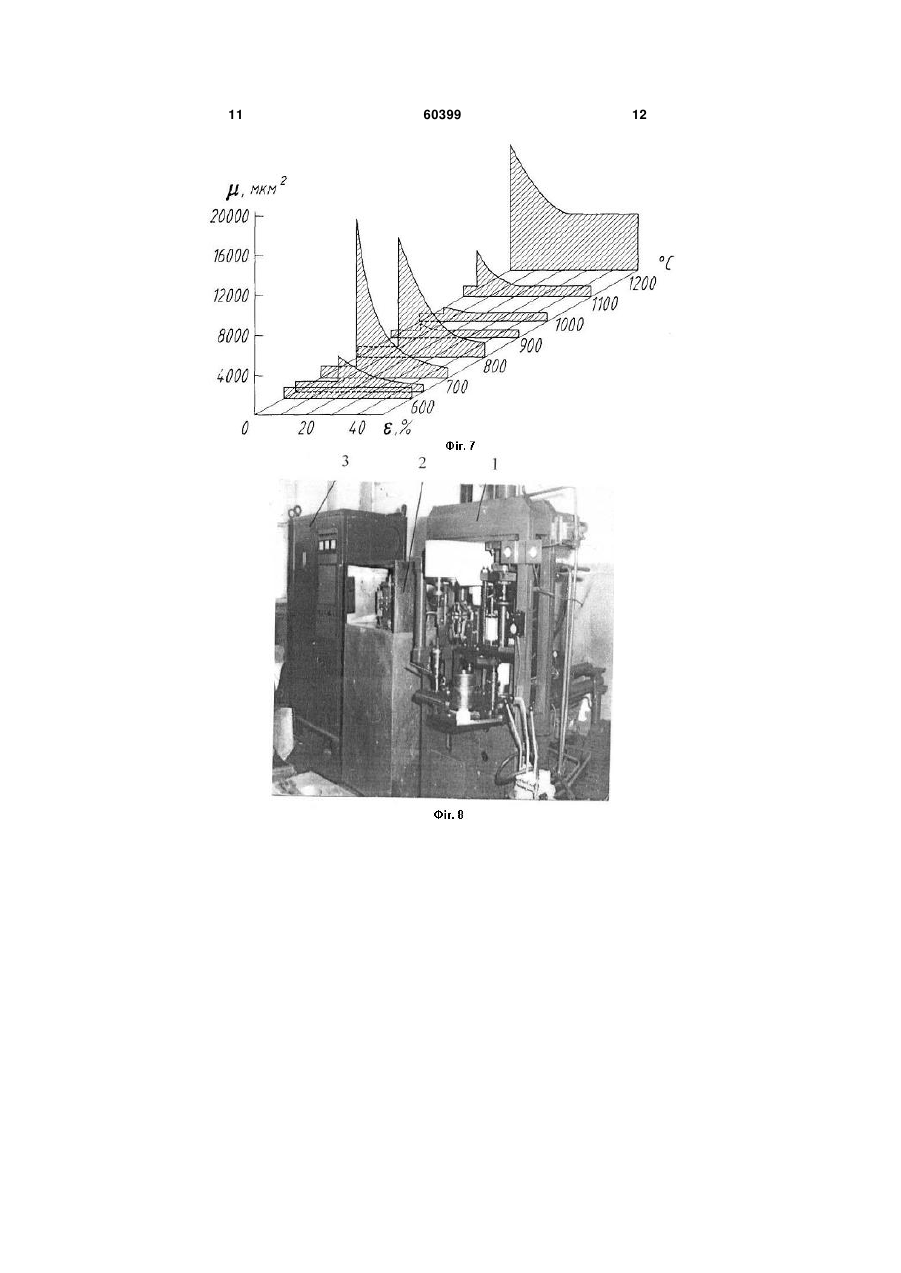
Спосіб підвищення зносостійкості сталевих товстостінних циліндричних деталей, що включає пластичну деформацію, механічну обробку, цементацію, загартування та низькотемпературний відпуск, який відрізняється тим, що зносостійкість підвищують шляхом поліпшення усього комплексу 3 заводі «Гідросила» та прийнятий до розгляду, як такий що найбільш повно містить технологічні операції передбачуваної корисної моделі. Згідно з названою технологією заготовка перед механічною обробкою проходить ВТМО - осадку з нагрівом в електропечі для сформування ступеню під зубчастий вінець і припуску на цапфах. Після осадки матеріал набуває неоднорідної крупнозернистої ферито-перлітної структури (Фіг. 1. Мікроструктура сталі 18ХГТ після ВТМО (осадки)). Твердість матеріалу становить HRB78 з коливаннями по мікротвердості 500 МПа (Фіг. 2. Розподілення мікротвердості по перерізу заготовки після ВТМО (осадки)). Цю мікроструктуру прийнято за вихідну для прототипу і порівняльного аналізу подальших структурних перетворень. Перед заключною чистовою операцією деталь проходить повний цикл ХТО, який складається з цементації, загартування з нагрівом в електропечах і низькотемпературного відпуску. У результаті ХТО та загартування в структурі матеріалу відбуваються позитивні перетворення. Так поверхня отримує порівняно рівномірну мікроструктуру, що являє собою крупноголчастий мартенсит з дрібними включеннями карбідів і залишковий аустеніт (Фіг. 3. Мікроструктура нової деталі заводського виготовлення; (а - поверхня)). Твердість поверхневого шару становить HRC54 з коливаннями по мікротвердості не більше 2000 МПа і товщиною зміцненого шару 0,9 мм, (Фіг. 4. Розподілення мікротвердості по перерізу нової заводської деталі). Мікроструктура серцевини - зернистий сорбіт (Фіг. 3. Мікроструктура нової деталі заводського виготовлення; (б - серцевина)) з твердістю HRC32. Розглянута мікроструктура матеріалу серійної деталі прийнята за прототип для подальшого порівняння з мікроструктурою експериментального зразка передбачуваної корисної моделі. Експлуатаційний ресурс серійної деталі з мікроструктурою прототипу (Фіг. 3; 4) та відповідними механічними властивостями при нормативних умовах експлуатації та величині зносу в межах допуску призначеної конструктивної посадки становить 2000 мотогодин. На відміну від способу-прототипу, у відповідності з технологічним процесом якого заготовка перед фінішною чистовою механічною обробкою проходить повний цикл ХТО (цементацію, загартування і низькотемпературний відпуск) з нагрівом в електропечах, згідно з пропонованим способом заготовку перед чистовою механічною обробкою та загартуванням нагрівають струмами високої частоти (СВЧ) до температури 900÷1050°С і роздають конічним дорном до обтискування матеріалу заготовки поверхнею робочого об'єму матриці, внаслідок чого вихідна неоднорідна крупнозерниста структура (Фіг. 1; 2) матеріалу заготовкипрототипу перетворюється в мікроструктуру високодисперсної будови (Фіг. 5-а), поліпшуючи цим самим увесь комплекс характеристик механічних властивостей металу, включно з підвищенням зносостійкості. 60399 4 При цьому конусність заходної частини дорна складає 3°, швидкість переміщення дорна дорівнює 0,3÷0,5 м/с; відносна деформація заготовки становить 2,5÷3,0 %, а для створення умов обтискування матеріалу калібруюча частина дорна збільшена на 2,0÷2,5 % від її розрахункового значення, що забезпечує задану величину відносної деформації. Пластична деформація (роздача) призводить до значного подрібнення мікроструктури як в поверхневих шарах так і в серцевині досліджуваних зразків (Фиг. 5. Мікроструктура заготовки після роздачі з нагрівом СВЧ і повного комплексу ХТО (а - поверхня; б - серцевина)). Мікроструктура, що утворилася є дуже сприятливою й такою, що володіє пониженою крихкістю, оскільки має високодисперсну будову, яка складається з дрібноголчастого мартенситу, залишкового аустеніту та дрібнозернистих карбідів, що підвищують мікротвердість поверхневого шару до 9000 МПа (HRC59), (Фіг. 6. Розподіл мікротвердості по перерізу заготовки після роздачі з нагрівом СВЧ і повного комплексу ХТО). У серцевині троститосорбітна мікроструктура зі середньою мікротвердістю HRC46. Експлуатаційний ресурс деталі (експериментального зразка), що має вищенаведену мікроструктуру становить 4500 мотогодин, тобто в два з половиною рази вище, ніж у серійної деталі, в якої відповідний показник дорівнює 2000 мотогодин. На діаграмі рекристалізації низьковуглецевої сталі (Фіг. 7. Діаграма рекристалізації низьковуглецевої сталі) наочно показано, що під час пластичної деформації розмір зерна структури металу «μ» залежить в основному від температури «t» та відносної деформації «ξ». Відносна деформація, що дорівнює 5÷10 %, має назву критичної, оскільки при ній отримується максимальний розмір зерна. [Зорчев С.Н., Кузьмінцев В.Н., Общая технология кузнечно-штамповочного производства. - М.: Высшая школа, 1986. - стор. 28] Для реалізації запропонованого корисної моделі застосовують мінімальну (докритичну) гарячу (t=900÷1050°С) пластичну деформацію (ξ
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for increasing durability of steel thick-walled cylindrical parts
Автори англійськоюKlimin Volodymyr Volodymyrovych, Kindrachuk Miroslav Vasyliovych, Didenko Oleksandr Leonidovych
Назва патенту російськоюСпособ повышения износостойкости стальных толстостенные цилиндрических деталей
Автори російськоюКлимин Владимир Владимирович, Киндрачук Мирослав Васильевич, Диденко Александр Леонидович
МПК / Мітки
МПК: C21D 9/08, C21D 8/10, C21D 7/13, B21D 7/028, C21D 1/10, C21D 1/18
Мітки: підвищення, спосіб, сталевих, деталей, циліндричних, товстостінних, зносостійкості
Код посилання
<a href="https://ua.patents.su/7-60399-sposib-pidvishhennya-znosostijjkosti-stalevikh-tovstostinnikh-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб підвищення зносостійкості сталевих товстостінних циліндричних деталей</a>
Спосіб підвищення мікротвердості та зносостійкості сталі
Номер патенту: 50172
Опубліковано: 25.05.2010
Автори: Лазько Галина Вікторівна, Щербовських Наталя Валентинівна, Дурягіна Зоя Антонівна
МПК: C22C 28/00
Мітки: спосіб, сталі, підвищення, зносостійкості, мікротвердості
Формула / Реферат:
Спосіб підвищення мікротвердості та зносостійкості сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 80-90 % Nb та 10-25 % рідкого скла, наносять на поверхню шаром товщиною 12-25 мкм, а лазерне легування проводять лазером неперервної дії довжиною хвилі випромінювання 10,6 мкм при 100 % продувці азотом.
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей
Номер патенту: 48963
Опубліковано: 12.04.2010
Автори: Лисенко Сергій Володимирович, Голуб Дмитро Вадимович, Кузик Олександр Володимирович, Лізунов Сергій Миколайович, Тихий Андрій Анатолійович, Аулін Віктор Васильович
МПК: B23H 5/00
Мітки: спосіб, нерухомих, сталевих, чавунних, обробки, деталей, трибосполучень
Формула / Реферат:
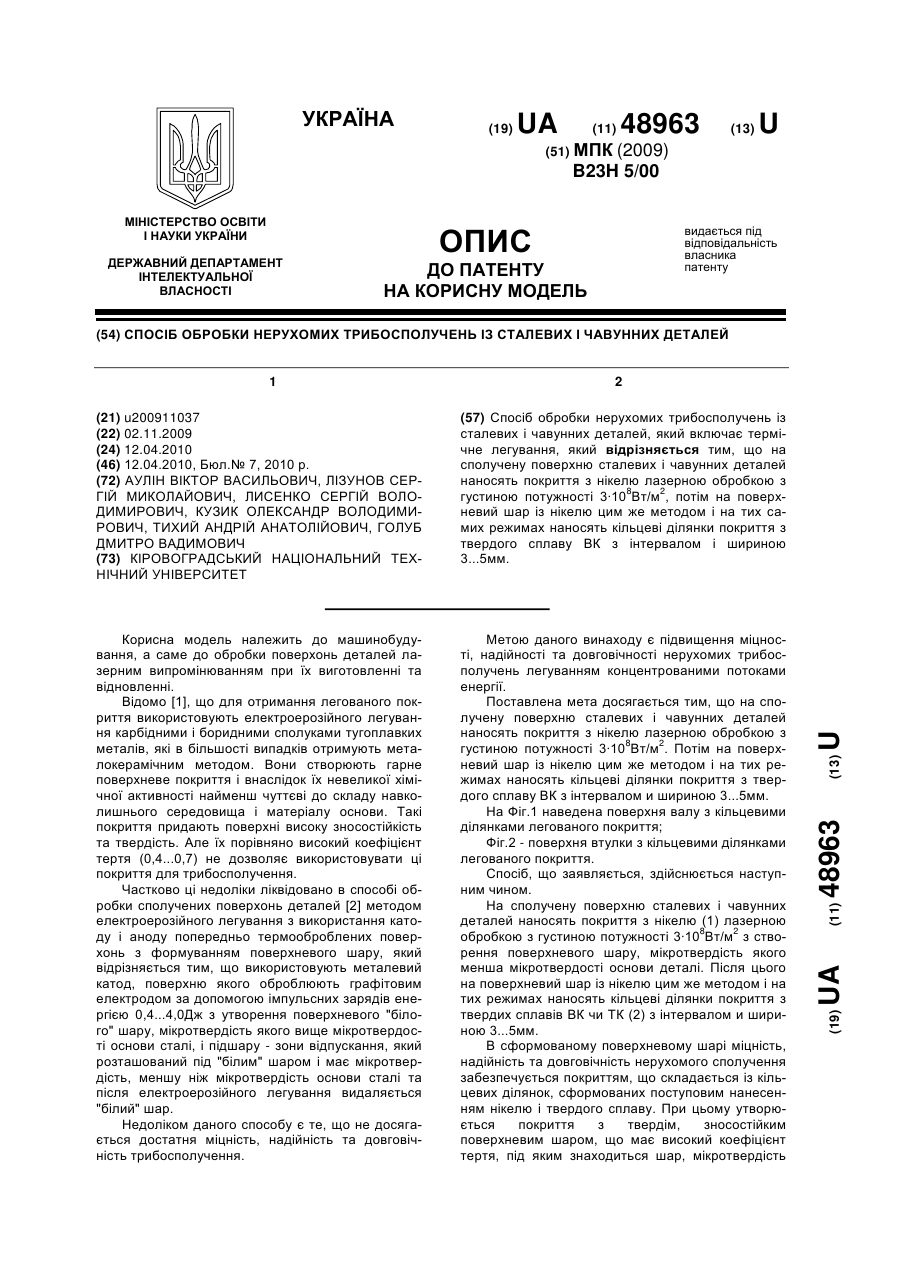
Спосіб обробки нерухомих трибосполучень із сталевих і чавунних деталей, який включає термічне легування, який відрізняється тим, що на сполучену поверхню сталевих і чавунних деталей наносять покриття з нікелю лазерною обробкою з густиною потужності 3∙108 Вт/м2, потім на поверхневий шар із нікелю цим же методом і на тих самих режимах наносять кільцеві ділянки покриття з твердого сплаву ВК з інтервалом і шириною 3...5 мм.
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Черновол Михайло Іванович, Тончева Ніна Миколаївна, Коровайченко Юрій Миколайович
МПК: C21D 8/00
Мітки: відновлення, сталевих, деталей, спосіб
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок
Номер патенту: 67052
Опубліковано: 15.06.2004
Автори: Воскресенський Артем Сергійович, Тараричкін Ігор Олександрович
МПК: B23K 9/00
Мітки: подовжніх, циліндричних, багатопрохідного, обичайок, товстостінних, спосіб, дугового, зварювання, стиків
Формула / Реферат:
1. Спосіб багатопрохідного дугового зварювання подовжніх стиків товстостінних циліндричних обичайок, при якому здійснюють зборку стику під зварювання і послідовно заповнюють розчищання кромок окремими шарами, а до кожного з виконаних шарів прикладають зусилля роликом із клиноподібною поверхнею для створення кутового повороту крайок за знаком, протилежним тому, що виникає в результаті розвитку кутових деформацій, який відрізняється тим, що...
Спосіб місцевого зміцнення сталевих і чавунних деталей
Номер патенту: 46605
Опубліковано: 25.12.2009
Автори: Азарова Яна Сергіївна, Тулупов Володимир Іванович, Ковалевський Сергій Вадимович
МПК: B23H 9/04
Мітки: зміцнення, спосіб, деталей, чавунних, місцевого, сталевих
Формула / Реферат:
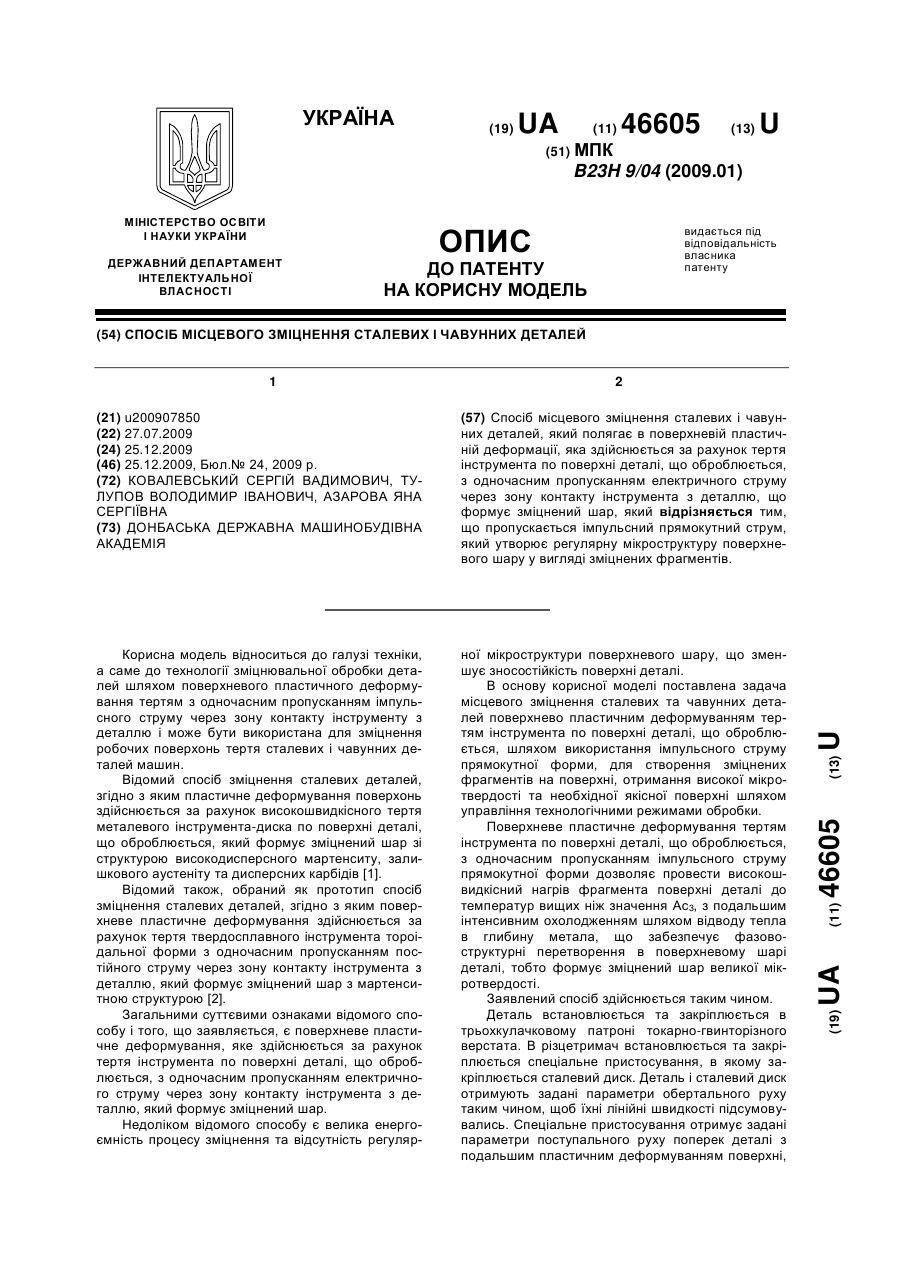
Спосіб місцевого зміцнення сталевих і чавунних деталей, який полягає в поверхневій пластичній деформації, яка здійснюється за рахунок тертя інструмента по поверхні деталі, що оброблюється, з одночасним пропусканням електричного струму через зону контакту інструмента з деталлю, що формує зміцнений шар, який відрізняється тим, що пропускається імпульсний прямокутний струм, який утворює регулярну мікроструктуру поверхневого шару у вигляді...
Попередній патент: Багатопроцесорна обчислювальна система
Наступний патент: Пристрій підвищення якості передавання даних в бездротових мережах в зонах невпевненого прийому або з недостатньою завадостійкістю
Випадковий патент: Прохідницький комбайн