Станина закритого типу для кліті прокатного стана
Номер патенту: 75416
Опубліковано: 26.11.2012
Автори: Козлов Павло Миколайович, Чижик Володимир Васильович, Чапський Сергій Анатолійович, Голинко Володимир Миколаєвич, Титаренко Олександр Іванович
Формула / Реферат
Станина закритого типу для кліті прокатного стана, яка складається з горизонтально розташованих верхньої й нижньої поперечок, між якими розміщені та нерозривно до них приєднані два вертикальних стояка, яка відрізняється тим, що на кожному торці верхньої поперечки виконана пара рознесених по висоті консолей, з'єднаних стяжкою з можливістю регулювання сили її тиску на консолі, а також виконаний плавний перехід висоти кожної нижньої консолі з торця верхньої поперечки на кожний стояк.
Текст
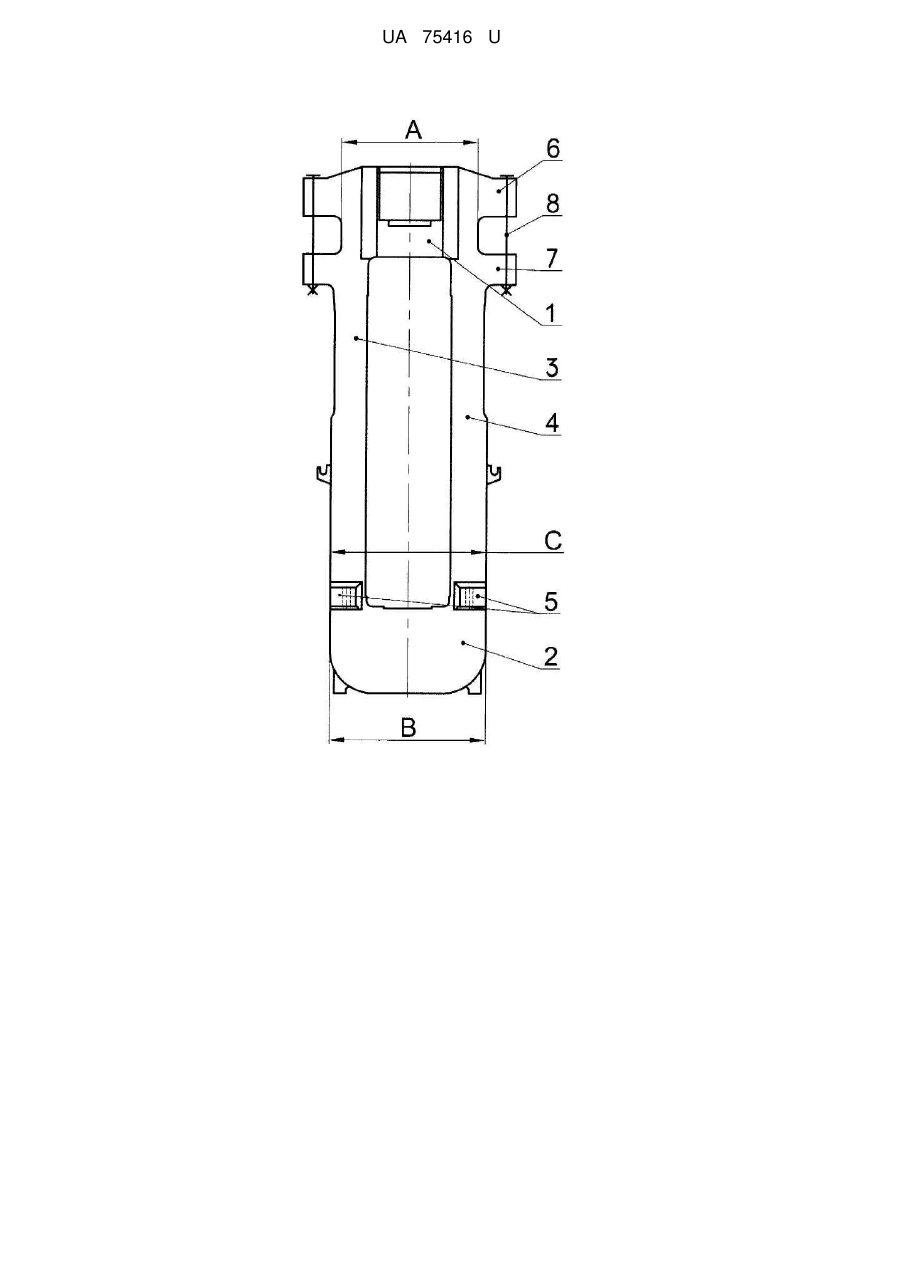
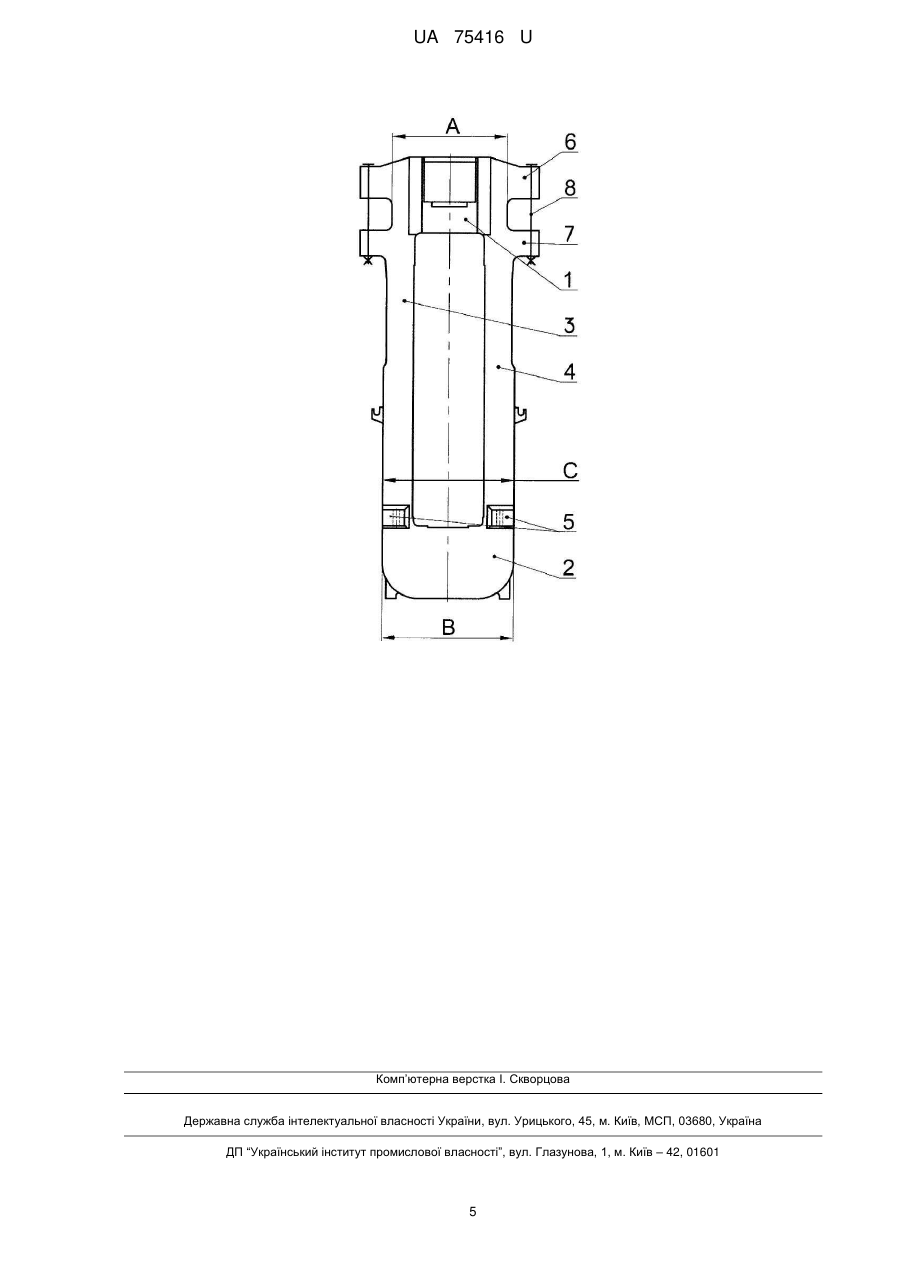
Реферат: Станина закритого типу для кліті прокатного стана складається з горизонтально розташованих верхньої й нижньої поперечок, між якими розміщені та нерозривно до них приєднані два вертикальних стояка, на кожному торці верхньої поперечки виконана пара рознесених по висоті консолей, з'єднаних стяжкою, і виконаний плавний перехід висоти кожної нижньої консолі з торця верхньої поперечки на кожний стояк. UA 75416 U (12) UA 75416 U UA 75416 U 5 10 15 20 25 30 35 40 Корисна модель належить до металургійної промисловості й може бути використана в кліті (клітях) прокатного стана, для виробництва якісного листового металу. Традиційно кліть прокатного стана містить дві станини закритого типу у вигляді прямокутної рами із закругленими кутами, у яких розміщаються опори валків, тобто подушки з підшипниками, через які валки передають на станини всі навантаження, що діють на валки під час прокатки листового металу (А.И. Целиков, П.И. Полухин, и др. "Машины и агрегаты металлургических заводов", М.: Металлургия, 1988 г., том 3, стор. 190-255). На сучасних прокатних станах одержання якісного листового металу забезпечується за рахунок безперервної та високоточної роботи різних засобів регулювання положення валків разом з подушками в станинах кліті прокатного стана. Ці засоби регулювання призначені для оперативної зміни під час прокатки міжвалкового зазору, що визначає якісні показники листового металу (різнотовщинність, площинність та ін.). Основними засобами регулювання є: гідронатискні пристрої (забезпечують регулювання міжвалкового зазору за рахунок вертикального переміщення подушок переважно верхніх валків у станинах); система осьового зсуву валків (забезпечує регулювання профілю міжвалкового зазору за рахунок горизонтального переміщення в станинах подушок разом з валками в напрямку, перпендикулярному напрямку руху листового металу через кліть); система протизгину валків (забезпечує регулювання профілю міжвалкового зазору за рахунок малого повороту подушок у вертикальній площині станин, від якого відбувається згин валків). Ефективна робота названих засобів регулювання положення валків разом з подушками в станинах можлива при наявності мінімальних зазорів між подушками та станинами під час прокатки листового металу в прокатній кліті. У свою чергу підсумкова величина зазорів між подушками та станинами складається з урахуванням знака із трьох основних складових: 1) конструктивний (установчий) зазор для забезпечення рухливості подушок у станинах при настроюванні міжвалкового зазору перед прокаткою та під час прокатки; 2) зазор , який утворюється від поступового зношування поверхонь тертя в подушках та станинах, а також від поступово наростаючих пластичних (залишкових) деформацій контактних поверхонь між подушками й станинами, що виникають у результаті дії на валки ударних горизонтальних навантажень під час прокатки (стаття Коковихина А.В., Кандаурова Л.Е. "Оценка величины контактных напряжений и остаточных деформаций стоек станин прокатной клети при их взаимодействии с подушками валков" в журналі "Производство проката", № 10/2007, с. 12-15); 3) вибірка зазору від пружної деформації станини в горизонтальній площині під дією на неї вертикально спрямованої та звичайно змінної по величині сили прокатки. Якщо по абсолютній величині третя складова перевищить суму двох перших складових, тобто якщо , то під час прокатки відбудеться силове затискування подушок у станинах. У цьому випадку буде заблокована нормальна робота засобів регулювання положення валків, що викличе погіршення якості прокатаного листового металу. Тривалість силового затискування подушок у станинах буде визначатися інтенсивністю зростання величини у підсумковій величині зазору між подушками й станинами. У результаті зростання підсумкової величини зазорів подушки здобувають неконтрольовану рухливість у станинах, що виключає нормальну роботу засобів регулювання положення валків, через що зменшується можливість гарантованого одержання якісної готової продукції в кліті (клітях) прокатного стана. 45 50 55 Якщо , тобто сума двох перших складових перевищує по абсолютній величині третю складову, то під час прокатки на валки будуть діяти надлишкові динамічні навантаження, пов'язані з необґрунтованою рухливістю подушок у станинах через підвищені зазори, що приведе не тільки до зниження якості готової продукції, але й до зниження терміну служби самих станин та супутнього встаткування. Тому у відомому рівні техніки описані різні конструкції станин для кліті прокатного стана, у яких вибір розмірів і конструктивних особливостей спрямовані на мінімізацію величини . Відома станина закритого типу для кліті прокатного стана (аналог), що складається з пари вертикальних стояків та верхньої і нижньої поперечки, при цьому на кожному кінці стояків виконані закруглення, якими стояки з'єднуються з поперечками. Вибір геометричного контуру для виконання закруглених кінців стояків виконується з таким розрахунком, щоб мінімізувати вигин стояків на зустріч один до одного під дією на поперечки станини вертикально спрямованої сили прокатки (патент GB 2338198, МПК В21В 31/02). 1 UA 75416 U Достоїнством конструкції станини є виконання закруглених кінців у стояків, які частково перешкоджають силовому затискуванню подушок між стійками, тобто закруглені кінці стояків 5 10 15 20 25 30 35 40 45 50 55 зменшують прояв під час прокатки третьої складової у підсумковій величині зазорів , що створює сприятливі умови для нормальної роботи засобів регулювання положення валків і тому забезпечує можливість одержання якісного листового металу в прокатній кліті. Але, до недоліків цієї станини варто віднести підвищену металоємність, тому що для одержання помітного зниження вигину стояків на зустріч один до одного, тобто для зменшення величини , необхідно нарощувати масивність виконання закруглених кінців стояків (ця заокругленість в конструкції відповідно до патенту № GB 2338198, повинна помітно виступати за габаритну ширину стояків станини). Цей недолік усувається в конструкції іншої відомої конструкції станини, найбільш близької до корисної моделі, що заявляється, яка і прийнята за найближчий аналог. Станина закритого типу для кліті прокатного стана складається з двох вертикальних стояків, які нерозривно з'єднані з верхньою та нижньою поперечками й розміщені між ними, при цьому габаритна довжина поперечок не перевищує габаритну ширину станини по стояках (А.И. Целиков, П.И. Полухин, В.М. Гребеник и др. "Машины и агрегаты металлургических заводов", М.: Металлургия, 1988 г., том 3, стр. 253-255). У порівнянні з аналогом, у найближчому аналогу менша металоємність конструкції, однак недоліком є підвищена (приблизно в 1,5-2 рази) гнучкість стояків на зустріч один до одного під дією на поперечки станини вертикально спрямованої сили прокатки. В основу корисної моделі поставлена задача підвищення якості листового металу, одержуваного в кліті прокатного стана при раціональній металоємності станин, що входять до складу цієї кліті. Вирішення поставленої задачі забезпечується за рахунок технічного результату, який полягає в постійній дії на кожний стояк станини пари сил, що згинають спочатку прямий стояк в напрямку, який протилежний напрямку вигину стояка під дією на поперечки станини сили прокатки. Для досягнення зазначеного технічного результату в станині закритого типу для кліті прокатного стана, яка складається з горизонтально розташованих верхньої й нижньої поперечок, між якими розміщені та нерозривно до них приєднані два вертикальних стояка, згідно з корисною моделлю, на кожному торці верхньої поперечки виконана пара рознесених по висоті консолей, з'єднаних стяжкою з можливістю регулювання сили її тиску на консолі, а також виконаний плавний перехід висоти кожної нижньої консолі з торця верхньої поперечки на кожний стояк. У результаті порівняльного аналізу станини закритого типу для кліті прокатного стана із прототипом установлено, що вони мають наступні спільні ознаки: горизонтально розташовані верхня й нижня поперечки; два вертикальних стояка; розміщення стояків між поперечками й нерозривне приєднання їх до поперечок; і відмітні ознаки: виконання на кожному торці верхньої поперечки пари рознесених по висоті консолей; з'єднання кожної пари консолей стяжкою з можливістю регулювання сили її тиску на консолі; виконання плавного переходу висоти кожної нижньої консолі з торця верхньої поперечки на кожний стояк. Таким чином, представлена станина закритого типу для кліті прокатного стана має нові конструктивні елементи та нові взаємозв'язки між ними. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки виконанню на кожному торці верхньої поперечки пари рознесених по висоті консолей, з'єднаних стяжкою з можливістю регулювання сили її тиску на консолі, а також завдяки виконанню плавного переходу висоти кожної нижньої консолі з торця верхньої поперечки на кожний стояк, стало можливим через силове зближення консолей у кожній парі від тиску на них стяжок створити постійну дію на кожний стояк пари сил, що викликає вигин кожного стояка в напрямку, протилежному напрямку вигину стояка від сили прокатки, при цьому можливість регулювання сили тиску стяжки на консолі дозволяє забезпечити приблизну рівність цих двох взаємовиключних вигинів у кожного стояка, що приводить до нейтралізації вигину стояків від дії сили прокатки на поперечки станини. У результаті забезпечується мінімальна підсумкова величина зазорів між подушками й станинами, тобто min , тому що в ній практично відсутня під час прокатки третя складова , що дозволяє призначати мінімальну величину для першої складової , або навіть відмовитися від її призначення, а при зменшенні 2 UA 75416 U суми також знижується інтенсивність розвитку під час прокатки в підсумковій величині зазорів другої складової , яка неминуче буде наростати згодом, але завдяки наявності можливості регулювання сили тиску стяжок на консолі стане можливим зменшувати вигин кожного стояка в напрямку, протилежному напрямку вигину стояків від сили прокатки, щоб 5 10 15 20 25 30 35 40 45 50 55 підтримувати умову, при якій min . Таким чином, забезпечення min створює сприятливі умови для нормальної роботи засобів регулювання положення валків у кліті під час прокатки листового металу, що дозволить підвищити якість листового металу, одержуваного в кліті прокатного стана при раціональній металоємності станини, яка входить до складу прокатної кліті. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відоме з рівня техніки, тому є новим. Технічне рішення, що заявляється, промислово застосовне, оскільки його конструктивне й технологічне виконання в умовах машинобудівних заводів можливе. На ПАТ "НКМЗ" із використанням рішення, що заявляється, виконаний ескізний проект станини кліті товстолистового стана 2800 для Ашинського металургійного заводу (Росія). Таким чином, технічному рішенню, що заявляється, може надаватися правова охорона, тому що воно є новим і промислово застосовним, тобто відповідає критеріям корисної моделі. Технічна суть рішення, що заявляється, пояснюється кресленням, на якому зображений загальний вид станини закритого типу для кліті прокатного стана. Станина закритого типу для кліті прокатного стана складається з горизонтально розташованих верхньої 1 та нижньої 2 поперечок, між якими розміщені й нерозривно до них приєднані два вертикальних стояка 3 і 4. У нижній частині стояків 3 і 4 виконані опорні лапи 5, через які станина з'єднується з фундаментом. Верхня поперечка 1 виконана з габаритною довжиною А, нижня поперечка 2-з габаритною довжиною В, а габаритна ширина станини по стояках задана розміром С. На кожному торці верхньої поперечки 1 виконана пара рознесених по висоті консолей 6 та 7, при цьому висота нижньої консолі 7 плавно переходить із торця поперечки 1 на стояк 4. Аналогічно виконуються консолі й на іншому торці поперечки 1, який розташований біля стояка 3. Кожна пара консолей 6 і 7 з'єднані стяжкою 8 з можливістю регулювання сили її тиску на ці консолі. Частковим випадком конструктивного виконання стяжки 8 може бути болт з гайкою, що проходить наскрізь через консолі 6 і 7, при цьому болт має осьовий канал для розміщення в ньому засобів його нагрівання перед затягуванням гайки, якою створюється регульована сила тиску болта з гайкою на консолі 6 і 7. Представлене виконання стяжки 8 не є принциповим для створення регульованої сили тиску стяжки 8 на консолі 6 і 7 для одержання технічного результату в корисній моделі, що заявляється. Для оптимальної роботи станини за критеріями міцності й жорсткості габаритна довжина А верхньої поперечки 1 не повинна перевищувати габаритну ширину С станини по стояках 3 і 4. Вибір габаритної ширини В обумовлений забезпеченням міцності лап 5, тобто габаритна ширина В нижньої поперечки 2 у загальному випадку може перевищувати габаритну ширину С для оптимального сполучення лап 5 з нижньою поперечкою 5 або зі стояками 3 і 4. Лапи 5 кріпляться до фундаменту, після чого виконується монтаж кожної стяжки 8 для кожної пари консолей 6 і 7 аналогічно на одному й другому торцях верхньої поперечки 1. Під час монтажу забезпечується силовий тиск стяжки 8 на консолі 6 і 7, при цьому вибір величини цього силового тиску відбувається з таким розрахунком, щоб забезпечити вигин стояків 3 і 4 у напрямку, протилежному напрямку вигину стояків 3 і 4 від середньої величини сили прокатки, що буде виникати при роботі кліті прокатного стана. Крім того, величина силового тиску кожної стяжки 8 у кожній парі консолей 6 і 7 вибирається також з тим розрахунком, щоб забезпечити приблизну рівність по абсолютній величині вигинів стояків 3 і 4 від дії силового тиску стяжок 8 на консолі 6 і 7 та вигинів стояків 3 і 4, викликаних дією на верхню 1 і нижню 2 поперечки середньої величини сили прокатки, що буде виникати під час роботі кліті прокатного стана. Інакше кажучи, при монтажі стяжок 8 у консолях 6 і 7 повинен бути забезпечений вигин стояків 3 і 4 таким чином, щоб цей вигин приводив до подальшої нейтралізації вигину стояків 3 і 4 від дії сили прокатки на поперечки 1 і 2. Металоємність станини за рахунок додавання маси консолей 6 і 7 разом зі стяжками 8, як показують розрахунки, не перевищує металоємності аналогів, але розподіл доданої маси 3 UA 75416 U 5 10 15 20 дозволяє більш ефективно вирішити поставлену задачу, чим це вирішується у найближчому аналогу. Після монтажу стяжок 8 відбувається повне збирання всіх складових частин кліті прокатного стана, у тому числі розміщення подушок валків (на кресл. не показані) між стояками 3 і 4. Завдяки тому, що стяжки 8 разом з консолями 6 і 7 створюють вигин стояків 3 і 4 у напрямку назустріч один до одного, стає можливим практично відмовитися від конструктивних (установчих) зазорів для забезпечення рухливості подушок у станинах при настроюванні міжвалкового зазору перед прокаткою та під час прокатки. Далі у кліть задається метал для прокатки, від чого на поперечки 1 і 2, а також на стояки 3 і 4 починає діяти сила прокатки. У результаті нейтралізації вигину стояків 3 і 4 під час роботи кліті прокатного стана завдяки виконанню й роботі відмітних ознак станини стало можливим забезпечити мінімальні зазори між подушками валків і стояками 3 і 4. Згодом у станині буде неминуче наростати зношування поверхонь тертя між подушками та стояками 3 і 4. Після оцінки величини зношування проводиться зменшення сили тиску стяжок 8 на консолі 6 і 7 з тим розрахунком, щоб забезпечити мінімальні зазори між подушками й стояками 3 і 4 під час подальшої прокатки листового металу. З усього вищевикладеного слідує, що виконання станини закритого типу для кліті прокатного стана згідно формули корисної моделі, де забезпечується мінімізація зазорів між подушками та стояками в станині, створює оптимальні умови для роботи засобів регулювання положення валків і, як наслідок, дозволяє одержувати готовий листовий метал високої якості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Станина закритого типу для кліті прокатного стана, яка складається з горизонтально розташованих верхньої й нижньої поперечок, між якими розміщені та нерозривно до них приєднані два вертикальних стояка, яка відрізняється тим, що на кожному торці верхньої поперечки виконана пара рознесених по висоті консолей, з'єднаних стяжкою з можливістю регулювання сили її тиску на консолі, а також виконаний плавний перехід висоти кожної нижньої консолі з торця верхньої поперечки на кожний стояк. 4 UA 75416 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюFrame of closed type for rolling stand
Автори англійськоюKozlov Pavlo Mykolaiovych, Tytarenko Oleksandr Ivanovych, Holynko Volodymyr Mykolaievych, Chapskyi Serhii Anatoliovych, Chyzhyk Volodymyr Vasyliovych
Назва патенту російськоюСтанина закрытого типа для клети прокатного стана
Автори російськоюКозлов Павел Николаевич, Титаренко Александр Иванович, Голинко Владимир Николаевич, Чапский Сергей Анатольевич, Чижик Владимир Васильевич
МПК / Мітки
МПК: B21B 31/04, B21B 31/02
Мітки: прокатного, станина, кліті, стана, закритого, типу
Код посилання
<a href="https://ua.patents.su/7-75416-stanina-zakritogo-tipu-dlya-kliti-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Станина закритого типу для кліті прокатного стана</a>
Механізм перехрещування валків кліті прокатного стана дуо

Номер патенту: 55631
Опубліковано: 27.12.2010
Автори: Сатонін Олексій Олександрович, Сатонін Олександр Володимирович, Юрков Костянтин Юрійович, Чуруканов Олександр Сергійович
Мітки: механізм, кліті, стана, дуо, прокатного, перехрещування, валків
Формула / Реферат:
Механізм перехрещування валків кліті прокатного стана дуо, який вміщує робочу кліть, яка містить вузол станин, вузол валків, механізм установки валків та вузол проводок, який відрізняється тим, що кліть додатково оснащена гвинтами з різними напрямками різьби, які знаходяться у стояках станини і впираються в подушки, зубчастими колесами, зафіксованими в осьовому напрямку, посадженими на хвостову частину гвинтів, черв'ячними, конічними...
Пристрій для зміни жорсткості робочої кліті прокатного стана
Номер патенту: 55630
Опубліковано: 27.12.2010
Автори: Шевченко Владислав Володимирович, Сатонін Олександр Володимирович, Федорінов Михайло Володимирович
МПК: B21B 31/00
Мітки: прокатного, пристрій, кліті, стана, зміни, робочої, жорсткості
Формула / Реферат:
Пристрій для зміни жорсткості робочої кліті прокатного стана, який вміщує кліть, що містить станини, вузол робочих і опорних валків, а також натискний механізм, опорну плиту, пружний елемент і механізм настроювання, який відрізняється тим, що пружний елемент, який розміщується під опорною плитою, виконаний у вигляді пакета профільованих пружних листів, розташованих своїми крайками в пазах упорних клинів механізму настроювання, регулювальні...
Пристрій інформаційний для захисту опорних валків кліті прокатного стана
Номер патенту: 28494
Опубліковано: 10.12.2007
Автори: Кирильченко Петро Миколайович, Тростянецький Олег Брониславович, Скляренко Віталій Олексійович, Джансиз Віктор Євгенович, Бєляєв Олексій Миколайович, Сидоров Сергій Михайлович, Тесля Михайло Дмитрович, Климанчук Владислав Владиславович, Івашина Володимир Володимирович, Єрмашов Ігор Олександрович
МПК: B21B 33/00
Мітки: валків, захисту, пристрій, інформаційний, кліті, прокатного, стана, опорних
Формула / Реферат:
Пристрій інформаційний для захисту опорних валків кліті прокатного стана, що містить гвинт натискний, підп'ятник, стакан, кільце запобіжне, опору, який відрізняється тим, що всередині кільця запобіжного, в його нижній третині у глухому отворі, що фрезерований в опорі, встановлено датчик відстані для вимірювання поточної висоти кільця запобіжного.
Станина для обтискних клітей прокатного стана, виконана з декількох компонентів
Номер патенту: 85071
Опубліковано: 25.12.2008
Автори: Вендт Штефан, Лангер Хендрік, Мюнкер Йохен
МПК: B21B 31/00
Мітки: прокатного, декількох, стана, клітей, станина, компонентів, виконана, обтискних
Формула / Реферат:
1. Станина для обтискних клітей прокатного стана, виконана з декількох основних компонентів (1), наприклад, з'єднаних між собою за допомогою болтів поперечок (1а; 1b) і подовжніх балок (4а, 4b), яка відрізняється тим, що передбачені декілька основних компонентів (1), а саме дві поперечки (1а; 1b) і чотири подовжні балки (4а, 4b), при цьому на кінцях (6) верхніх та нижніх подовжніх балок передбачене відповідне з'єднання (3) поперечки (1а, 1b)...
Спосіб збирання робочої кліті прокатного стана
Номер патенту: 49096
Опубліковано: 12.04.2010
Автори: Тіунов Володимир Миколайович, Коваленко Віталій Іванович, Гордієнко Олександр Володимирович, Невський Олександр Олександрович, Украінченко Євген Михайлович, Білобров Юрій Миколайович
МПК: B21B 31/00
Мітки: збирання, робочої, кліті, прокатного, стана, спосіб
Формула / Реферат:
Спосіб збирання робочої кліті прокатного стана, який передбачає послідовну установку її складових одиниць: плитовин, станин, натискних та врівноважуючих пристроїв, механізмів перевалки валків, робочих і опорних валків та інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем та електророзводку, який відрізняється тим, що попередньо розпочинають збирання складових одиниць в укрупнені блоки,...
Попередній патент: Пристрій для фіксації електродів при проведенні інтраабдомінальної реоінтестинографії
Наступний патент: Ливарний двір доменної печі
Випадковий патент: Комутаційний пристрій