Спосіб виготовлення термоелектричного елемента, що містить n-in4se3
Номер патенту: 79960
Опубліковано: 13.05.2013
Автори: Лі Куйхуйонг, Михайловський Віліус Ярославович, Кім Санг Іл, Мочернюк Роман Миколайович

Формула / Реферат
1. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, який включає формування гілок з термоелектричного матеріалів n- і р-типів, нанесення на торці гілок з термоелектричного матеріалу антидифузійних і комутаційних структур, з'єднання гілок n-типу з гілками р-типу, який відрізняється тим, що формування гілок з термоелектричного матеріалу n-Іn4Sе3, нанесення антидифузійних і перехідних шарів здійснюється в одну стадію методом вакуумного гарячого пресування порошків відповідних матеріалів, контактні шари на торці гілок з антидифузійним шарами наносять з відповідних розчинів електролітів гальванічним методом, а комутацію гілок n- і р- типів здійснюють металевими пластинами шляхом їх дифузійного зварювання з контактними шарами, які попередньо нанесені на антидифузійний шар для зниження температури зварювання.
2. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 1, який відрізняється тим, що як антидифузійні шари використано Fe і Со, а як перехідний шар між n-Іn4Sе3 і антидифузійними шарами - суміш СоТе і Іn4Sе3.
3. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 1, який відрізняється тим, що як контактні шари для зниження температури зварювання використані послідовно нанесені метали Ni і Сu, а комутація гілок n-Іn4Sе3 і гілок р-типу здійснюється пластинами Ag або Сu.
4. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 3, який відрізняється тим, що для р-гілки термоелемента можуть використовуватися термоелектричні матеріали на основі РbТе, СоSb3, Zn4Sb3, Mg2Si.
5. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 1, який відрізняється тим, що після формування під механічним навантаженням гілки n-Іn4Sе3 з антидифузійними та перехідними шарами механічне навантаження знімається і зразок піддається подальшому охолодженню у вакуумі від 500 до 40-50 °C зі швидкістю 15-16 °C/хв.
Текст
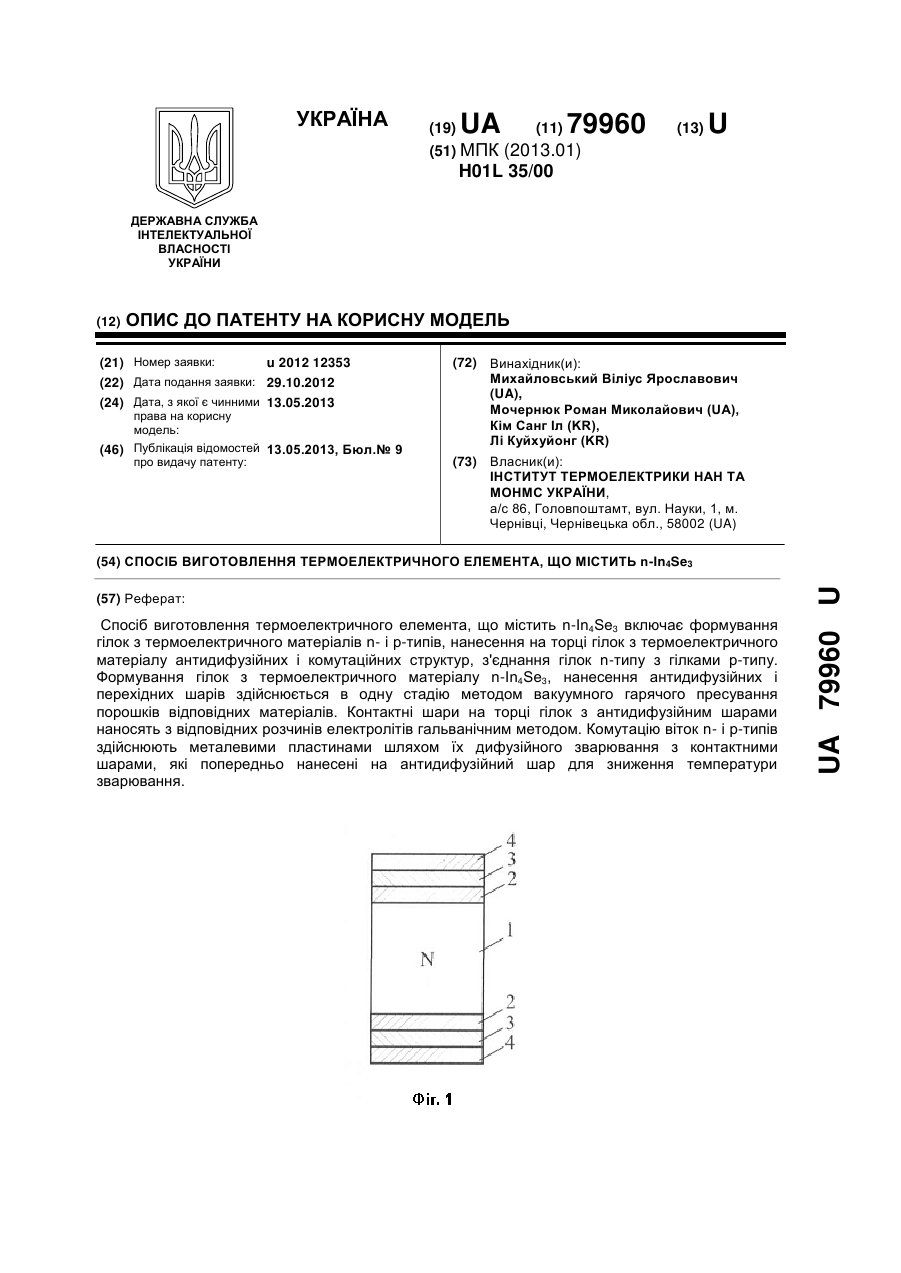
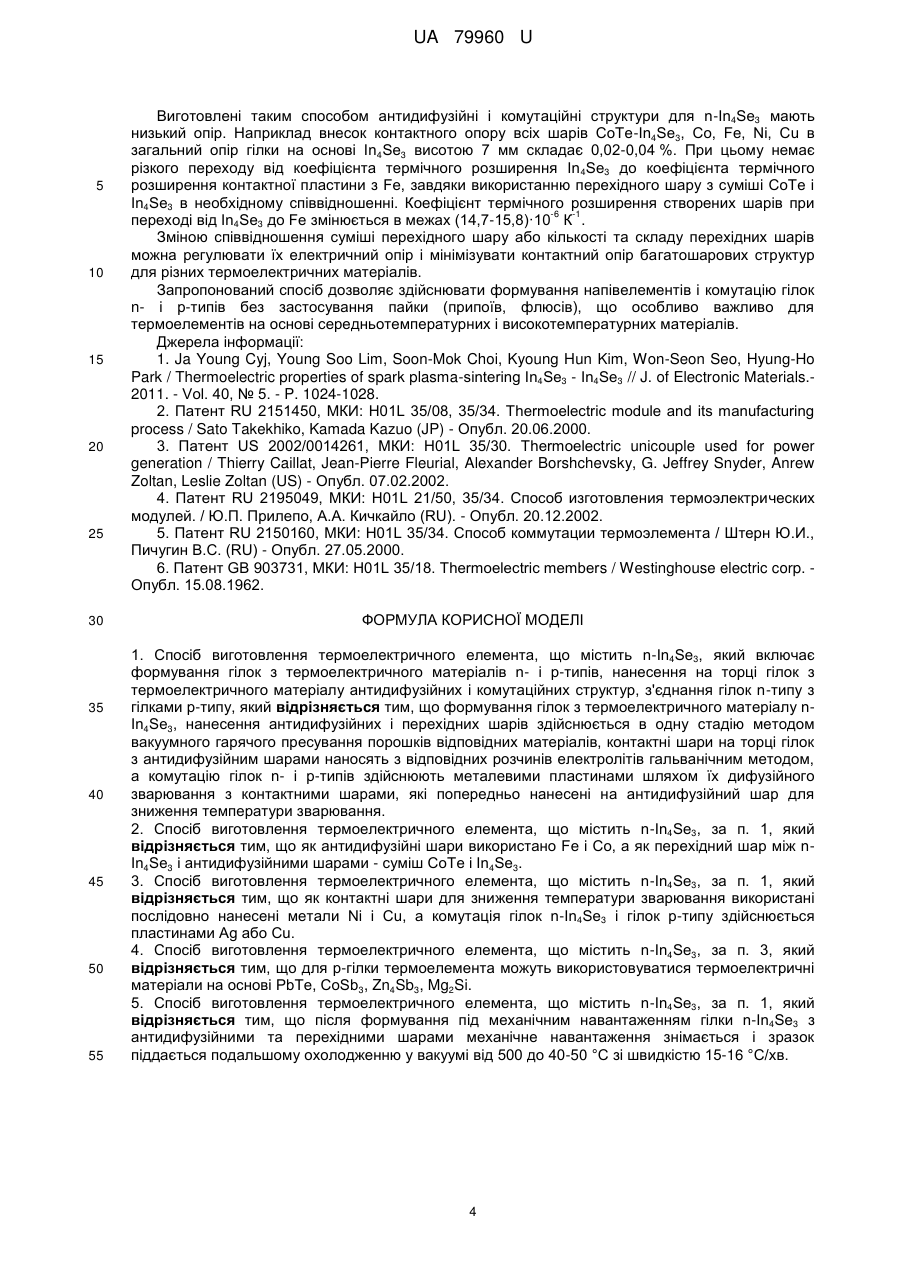
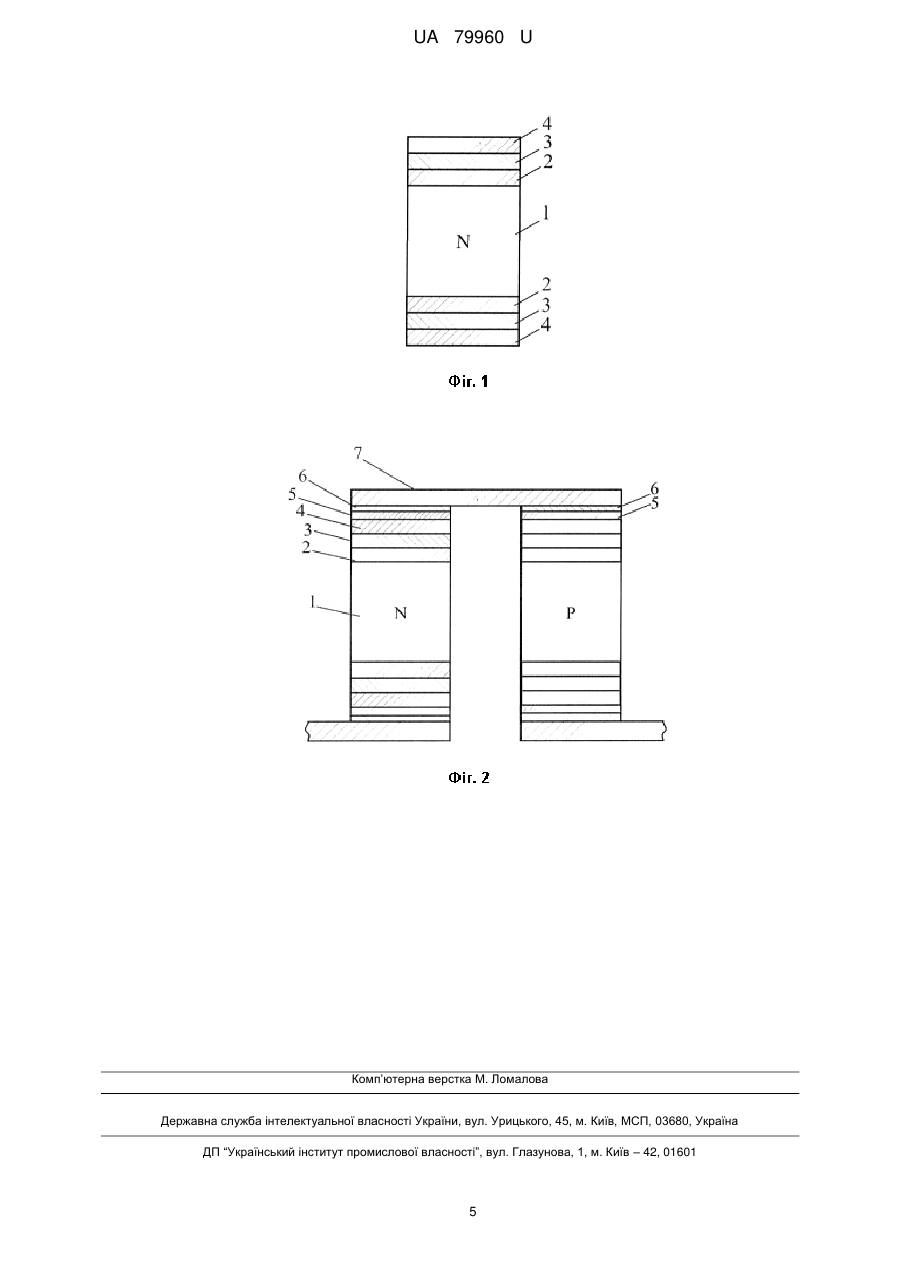
Реферат: Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3 включає формування гілок з термоелектричного матеріалів n- і р-типів, нанесення на торці гілок з термоелектричного матеріалу антидифузійних і комутаційних структур, з'єднання гілок n-типу з гілками р-типу. Формування гілок з термоелектричного матеріалу n-Іn4Sе3, нанесення антидифузійних і перехідних шарів здійснюється в одну стадію методом вакуумного гарячого пресування порошків відповідних матеріалів. Контактні шари на торці гілок з антидифузійним шарами наносять з відповідних розчинів електролітів гальванічним методом. Комутацію віток n- і р-типів здійснюють металевими пластинами шляхом їх дифузійного зварювання з контактними шарами, які попередньо нанесені на антидифузійний шар для зниження температури зварювання. UA 79960 U (54) СПОСІБ ВИГОТОВЛЕННЯ ТЕРМОЕЛЕКТРИЧНОГО ЕЛЕМЕНТА, ЩО МІСТИТЬ n-In4Se3 UA 79960 U UA 79960 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до термоелектричних перетворювачів теплової енергії в електричну і знайде застосування в приладобудуванні, електроніці та інших галузях промисловості. Запропонований спосіб дозволяє поліпшити властивості комутаційних структур і розширити можливість використання термоелектричних середньотемпературних матеріалів і модулів на їх основі. Термоелектричний матеріал на основі In4Se3 привертає увагу дослідників завдяки низькій теплопровідності і високому коефіцієнту Зеєбека [1]. У більшості випадків In 4Se3 застосовують у вигляді тонких плівок для виготовлення фотоелектричних пристроїв. Результатів розробки і створення термоелементів на основі об'ємних матеріалів In 4Se3 в літературі дуже мало. Монолітні зразки In4Se3 автори роботи [1] отримували методом іскрового плазмового спікання при тиску 70 МПа і температурі 390 °C. Зразки розрізали до необхідних розмірів і вимірювали термоелектричні параметри матеріалу. Про спосіб нанесення антидифузійних шарів і комутації In4Se3 не повідомляється. Відомий метод виготовлення гілок і термоелементів на їх основі, що включає наступні стадії [2]: формування гілок, наприклад з Ві2Те3 необхідних розмірів, обробка торців гілок, яка полягає в механічному шліфуванні торців, очищення гілок в ультразвуковій ванні і плазмове травлення торців гілок для створення мікронерівностей. Потім на торці методом високочастотного вакуумного напилення наносять шар олова і нагрівають гілки до 300 °C для підвищення швидкості дифузії олова. На отриманий таким чином шар методом напилення в вакуумі наносять антидифузійний шар (~ 3.0 мкм) з Мо або Ni. Після цього наносять останній контактний шар (Au, Bi-Sn, Sn, Сu) для забезпечення пайки гілок р- і n-типів за допомогою металевих електродів. Недоліком описаного способу виготовлення гілок і термоелементів на їх основі є складність технологічного процесу, що включає близько 10 стадій (операцій), а також складність отримання якісної комутації при використанні методу паяння гілок в термоелементах. Особливо складно проводити пайку термоелементів з середньо- і високотемпературних матеріалів. При температурах пайки 600-700 °C утворюються оксиди, що істотно збільшують опір контакту. Відомий спосіб виготовлення термоелемента, в якому кожна гілка р- і n-типів складається з декількох різних термоелектричних матеріалів: р-Ві2Те3, p-Zn4Sb3, p-CeFe4Sb12, n-Вi2Тe3, n-CoSb3 [3]. Гілки отримують методом гарячого пресування, як антидифузійний шар використовують фольгу з Pd або Ті. Комутація гілок р- і n-типів здійснюється методом пайки як по гарячій, так і холодній стороні термоелемента. Недоліком такого способу виготовлення термоелемента є використання металевої фольги для створення антидифузійних шарів між різними сегментами гілки термоелемента. Наслідком цього є поганий електричний контакт і низька механічна міцність на межі пресований порошок термоелектричного матеріалу - гладка поверхня металевої фольги. Крім цього використання методу пайки для комутації гілок по гарячій стороні при робочій температурі термоелемента ~700 °C припускає нагрів припою до 800-850 °C. Це призводить до інтенсивного утворення оксидів і росту контактного опору на межі комутаційна пластина - термоелектричний матеріал. Відомий метод виготовлення гілок і модулів на їх основі з низько- і середньотемпературного термоелектричного матеріалу [4]. Метод включає виготовлення пластини з термоелектричного матеріалу, на яку наносять шар Ni або Со як антидифузійний шар. На антидифузійний шар наносять шар припою на основі олова і срібла і потім розрізають пластину на гілки необхідного перерізу. Далі в спеціальній оснастці здійснюють комутацію гілок n- р-типів методом пайки. Недоліками способу є необхідність застосування флюсів при пайці комутаційних пластин до термоелектричних гілок, що вимагає ретельного очищення і відмивання паяних з'єднань в модулі. Крім цього при високих температурах пайки відбувається розчинення антидифузійного шару в рідкій фазі, в результаті чого збільшується пористість паяного з'єднання і контактний опір. Відомий метод нанесення перехідних шарів і комутації термоелементів, який включає виготовлення гілок з термоелектричного матеріалу n- і р-типів, створення на гілках перехідних шарів з Ni, Co, Mo методом іонно-плазмового нанесення і подальшу комутацію гілок і термоелементів методом пайки [5]. У цілому такий метод включає 21 операцію. Недоліками методу є наявність термічних напружень в нанесених перехідних шарах, для зняття яких необхідний відпал при підвищених температурах, а також необхідність використання пайки для комутації гілок, що в більшості випадків призводить до збільшення контактного опору і зниження надійності термоелементів. Метод має багато стадій і потребує використання дорогого обладнання. Найбільш близьким до заявленої корисної моделі є спосіб одержання гілок і термоелементів на основі сполук індію, телуридів свинцю і вісмуту методом гарячого пресування порошку таких 1 UA 79960 U 5 10 15 20 25 30 35 40 45 50 55 сполук і металевого контакту з нержавіючої сталі, міді, нікелю [6]. Комутацію гілок в термоелементи здійснюють методом пайки. Недоліками такого способу є відсутність перехідних шарів між металевим контактом і пресованим термоелектричним матеріалом. При цьому внаслідок великих відмінностей між коефіцієнтом термічного розширення металевого контакту і термоелектричного матеріалу в контакті утворюються великі термічні напруги, які погіршують параметри гілок і термоелементів на їх основі. Крім цього сумісне пресування монолітного металевого контакту і порошку сполуки In при Т ≈ 500 °C не забезпечує достатньої адгезії між цими елементами гілок термоелементів. Наслідком цього є підвищений контактний опір на межі метал - пресований порошок. Недоліком є також використання пайки для комутації гілок, що в цілому, як уже було сказано раніше, ускладнює технологію виготовлення модулів і погіршує їх параметри. Тому актуальним є створення способу виготовлення гілок і термоелементів на їх основі, в яких відсутні наведені вище недоліки. Поставлена задача вирішується тим, що в способі виготовлення термоелектричного елемента, що містить n-Іn4Sе3 і включає формування гілок з термоелектричних матеріалів n- і ртипів, нанесення на торці гілок з термоелектричного матеріалу антидифузійних і комутаційних структур, з'єднання гілок n-типу з гілками р-типу, формування гілок з термоелектричного матеріалу n-Іn4Sе3, нанесення антидифузійних і перехідних шарів здійснюється в одну стадію методом вакуумного гарячого пресування порошків відповідних матеріалів, контактні шари на торці гілок з антидифузійними шарами наносять з відповідних розчинів електролітів гальванічним методом, а комутацію гілок n- і р-типів здійснюють металевими пластинами шляхом їх дифузійного зварювання з контактними шарами, які попередньо нанесені на антидифузійний шар для зниження температури зварювання. Відповідність критерію "новизна" запропонованому способу забезпечує та обставина, що заявлена сукупність ознак не міститься в жодному з об'єктів існуючого рівня техніки. У корисній моделі запропоновано нове рішення, яке полягає в тому, що в способі виготовлення термоелектричного елемента, що містить n-Іn4Sе3 і включає формування гілок з термоелектричних матеріалів n- і р-типів, нанесення на торці гілок з термоелектричного матеріалу антидифузійних і комутаційних структур, з'єднання гілок n-типу з гілками р-типу, формування гілок з термоелектричного матеріалу n-Іn4Sе3, нанесення антидифузійних і перехідних шарів здійснюється в одну стадію методом вакуумного гарячого пресування порошків відповідних матеріалів, контактні шари на торці гілок з антидифузійним шарами наносять з відповідних розчинів електролітів гальванічним методом, а комутацію гілок n- і ртипів здійснюють металевими пластинами шляхом їх дифузійного зварювання з контактними шарами, які попередньо нанесені на антидифузійний шар для зниження температури зварювання. Тому ознака, яка не зустрічається ні в одному з аналогів - формування гілок з термоелектричного матеріалу n-Іn4Sе3, нанесення антидифузійних і перехідних шарів здійснюється в одну стадію методом вакуумного гарячого пресування порошків відповідних матеріалів, контактні шари на торці гілок з антидифузійним шарами наносять з відповідних розчинів електролітів гальванічним методом, а комутацію гілок n-і р-типів здійснюють металевими пластинами шляхом їх дифузійного зварювання з контактними шарами, які попередньо нанесені на антидифузійний шар для зниження температури зварювання, забезпечує заявленому способі необхідну новизну. На фіг. 1 наведена схема гілки, яка виготовлена запропонованим способом, з матеріалу на основі Іn4Sе3 з перехідними і комутаційними шарами. На фіг. 2 наведена схема термоелемента, що включає гілку з n-Іn4Sе3 і р-гілку, яка може бути виготовлена з таких матеріалів: PbTe, CoSb 3, Zn4Sb3, Mg2Si з відповідними перехідними шарами. Гілка n-Іn4Sе3 (фіг. 1) складається з термоелектричного матеріалу Іn4Sе3 1, перехідного шару 2 з суміші СоТе - Іn4Sе3, антидифузійного шару Co 3 і контактного шару Fe 4, який одночасно є також додатковим антидифузійним шаром для гілки з Іn 4Sе3. Оптимальна товщина кожного шару знаходиться в межах 0,2-0,3 мм. Діаметр гілки або заготовки для виготовлення кількох гілок може бути різним і становить 4-16 мм. Гілку виготовляють методом сумісного гарячого пресування порошків відповідних матеріалів Іn4Sе3, СоТе, Co, Fe в молібденовій матриці. Формування (пресування) гілки здійснюють у -3 -4 2 вакуумі (10 -10 мм рт. ст.) При тиску 2000-2100 кг/см , температурі 490-500 °С протягом 15 хв. Потім тиск знімають і у вакуумі охолоджують спресований зразок разом з матрицею до 40-50 °C зі швидкістю 15-16 °C/хв. Охолодження з більшою швидкістю призводить, зазвичай, до появи дрібних тріщин і погіршення термоелектричних і механічних властивостей зразка. 2 UA 79960 U 5 Для виготовлення гілки з р-РbТе використовують наступні антидифузійні і контактні шари: РbТе, СоТе, Co, Fe. Пресування порошків здійснюють у вакуумі при температурі 500 °C, тиску 2 2200-2400 кг/см протягом 15 хв. Вибір складу антидифузійних і контактних шарів для гілок термоелемента пояснюється результатами експериментальних досліджень контактного опору шарів, що використані і які наведені в таблиці. Таблиця Залежність контактного опору (Rk) і його внеску в загальний опір зразка (4×4×7 мм) від складу антидифузійних і контактних шарів для р-РbТе і n-Іn4Sе3 № п/п 1 2 3 4 1 2 3 4 10 15 20 25 30 35 40 Шари для РbТе Fe-SnTe-SnTe+PbTe (50/50) Fe-Co-CoTe+PbTe (50/50) Fe-Co+СоТе (50/50)- Со+СоТе (20/80) Fe-CoTe+SnTe (50/50)- CoTe+SnTe (20/80) Шари для Іn4Sе3 Fe-SnTe-SnTe+In4Se3 (50/50) Fe-Co-CoTe+In4Se3 (50/50) Fe-CoTe+SnTe (50/50) - CoTe+SnTe (20/80) Fe-CoTe-CoTe+In4Se3 (50/50) Rк, мОм 0,226 0,064 0,062 0,035 Rвн, % 8,07 5,45 5,23 3,06 0,191 0,196 0,156 0,535 0,035 0,021 0,011 0,039 Як видно з таблиці, найменший контактний опір і найменший внесок у загальний опір як для РbТе, так і Іn4Sе3 створюють шари з суміші СоТе і SnTe. Однак при робочих температурах термоелемента 450-500 °C така структура швидко деградує. Причиною цього є велика швидкість дифузії олова в РbТе і Іn4Sе3. Внаслідок цього в шарах, що містять SnTe, утворюється дифузійна пористість, що призводить до збільшення контактного опору і зменшення механічної міцності контактів. Додатковим фактором для р-РbТе є надлишок телуру і наявність натрію. Надмірний телур і натрій дифундують в шар SnTe, при цьому натрій реагує з киснем і вологою, утворюючи сполуки, що підвищують опір шарів. Особливо інтенсивно дифузійна пористість утворюється в шарах з великим вмістом SnTe. Тому для виготовлення багатошарових структур на гілках n-Іn4Sе3 та р-РbТе використані матеріали Co, Fe та суміші СоТе відповідно з Іn4Sе3 і РbТе. На другому етапі виготовлення антидифузійних і комутаційних структур на антидифузійний шар Fe послідовно наносять проміжні шари Ni і Сu товщиною відповідно 2-3 мкм і 10-15 мкм. Проміжні Ni і Сu шари наносять у зв'язку з тим, що в запропонованому способі з'єднання n- і р-гілок термоелемента здійснюється вакуумним дифузійним зварюванням металевого електрода з Ag або Сu з контактною пластиною з заліза. Однак для проведення цього процесу необхідні досить високі температури (700-800 °C). Тому для зниження температури зварювання в даному випадку на контактну пластину Fe наносять проміжні шари Ni і Сu. Шари наносять в спеціальній оснастці гальванічним методом з відповідних електролітів. Нанесення проміжних шарів іншими методами (формування шару Ni з порошків карбонільного і ультрадисперсного Ni сумісним пресуванням; розміщення між Fe і Ag мідної фольги товщиною 10-20 мкм) не дало задовільних результатів. Пресовані порошки Ni істотно збільшують контактний опір перехідного шару, а мідна фольга не забезпечує достатньої механічної міцності з залізом при вибраних температурах дифузійного зварювання. На третьому етапі здійснюють дифузійне зварювання і комутацію n- і р-гілок, яку проводять у -5 2 вакуумі (10 мм рт. ст.) при температурі 400-420 °C, тиск 40-65 кг/см протягом 1 години. Комутацію проводять в спеціальній розбірній оснастці, яка дозволяє з'єднати в необхідному порядку гілки одного термоелемента, декілька термоелементів, рядів термоелементів або модуля в цілому. При цьому тиск прикладається до кожної гілки окремо за допомогою металевих штоків. Це дозволяє регулювати механічне навантаження на гілку у випадку невеликої різниці у висоті гілок або використання різних матеріалів в n- і р-гілках, що мають різну здатність до пластичної деформації. Охолодження з'єднаних елементів або модуля до температури 30-40 °C здійснюється природним шляхом у вакуумі при встановленому механічному навантаженні. Далі оснастку розбирають і шліфують сторони термоелементів або модуля для отримання хорошого теплового контакту з теплопередаючою і теплоприймаючою поверхнями. 3 UA 79960 U 5 10 15 20 25 30 35 40 45 50 55 Виготовлені таким способом антидифузійні і комутаційні структури для n-Іn4Sе3 мають низький опір. Наприклад внесок контактного опору всіх шарів СоТе-Іn4Sе3, Co, Fe, Ni, Сu в загальний опір гілки на основі Іn4Sе3 висотою 7 мм складає 0,02-0,04 %. При цьому немає різкого переходу від коефіцієнта термічного розширення Іn 4Sе3 до коефіцієнта термічного розширення контактної пластини з Fe, завдяки використанню перехідного шару з суміші СоТе і Іn4Sе3 в необхідному співвідношенні. Коефіцієнт термічного розширення створених шарів при -6 -1 переході від Іn4Sе3 до Fe змінюється в межах (14,7-15,8)·10 К . Зміною співвідношення суміші перехідного шару або кількості та складу перехідних шарів можна регулювати їх електричний опір і мінімізувати контактний опір багатошарових структур для різних термоелектричних матеріалів. Запропонований спосіб дозволяє здійснювати формування напівелементів і комутацію гілок n- і р-типів без застосування пайки (припоїв, флюсів), що особливо важливо для термоелементів на основі середньотемпературних і високотемпературних матеріалів. Джерела інформації: 1. Ja Young Cyj, Young Soo Lim, Soon-Mok Choi, Kyoung Hun Kim, Won-Seon Seo, Hyung-Ho Park / Thermoelectric properties of spark plasma-sintering Іn4Sе3 - Іn4Sе3 // J. of Electronic Materials.2011. - Vol. 40, № 5. - P. 1024-1028. 2. Патент RU 2151450, МКИ: H01L 35/08, 35/34. Thermoelectric module and its manufacturing process / Sato Takekhiko, Kamada Kazuo (JP) - Опубл. 20.06.2000. 3. Патент US 2002/0014261, МКИ: H01L 35/30. Thermoelectric unicouple used for power generation / Thierry Caillat, Jean-Pierre Fleurial, Alexander Borshchevsky, G. Jeffrey Snyder, Anrew Zoltan, Leslie Zoltan (US) - Опубл. 07.02.2002. 4. Патент RU 2195049, МКИ: H01L 21/50, 35/34. Способ изготовления термоэлектрических модулей. / Ю.П. Прилепо, А.А. Кичкайло (RU). - Опубл. 20.12.2002. 5. Патент RU 2150160, МКИ: H01L 35/34. Способ коммутации термоэлемента / Штерн Ю.И., Пичугин B.C. (RU) - Опубл. 27.05.2000. 6. Патент GB 903731, МКИ: H01L 35/18. Thermoelectric members / Westinghouse electric corp. Опубл. 15.08.1962. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, який включає формування гілок з термоелектричного матеріалів n- і р-типів, нанесення на торці гілок з термоелектричного матеріалу антидифузійних і комутаційних структур, з'єднання гілок n-типу з гілками р-типу, який відрізняється тим, що формування гілок з термоелектричного матеріалу nІn4Sе3, нанесення антидифузійних і перехідних шарів здійснюється в одну стадію методом вакуумного гарячого пресування порошків відповідних матеріалів, контактні шари на торці гілок з антидифузійним шарами наносять з відповідних розчинів електролітів гальванічним методом, а комутацію гілок n- і р-типів здійснюють металевими пластинами шляхом їх дифузійного зварювання з контактними шарами, які попередньо нанесені на антидифузійний шар для зниження температури зварювання. 2. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 1, який відрізняється тим, що як антидифузійні шари використано Fe і Со, а як перехідний шар між nІn4Sе3 і антидифузійними шарами - суміш СоТе і Іn4Sе3. 3. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 1, який відрізняється тим, що як контактні шари для зниження температури зварювання використані послідовно нанесені метали Ni і Сu, а комутація гілок n-Іn4Sе3 і гілок р-типу здійснюється пластинами Ag або Сu. 4. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 3, який відрізняється тим, що для р-гілки термоелемента можуть використовуватися термоелектричні матеріали на основі РbТе, СоSb3, Zn4Sb3, Mg2Si. 5. Спосіб виготовлення термоелектричного елемента, що містить n-Іn4Sе3, за п. 1, який відрізняється тим, що після формування під механічним навантаженням гілки n-Іn4Sе3 з антидифузійними та перехідними шарами механічне навантаження знімається і зразок піддається подальшому охолодженню у вакуумі від 500 до 40-50 °C зі швидкістю 15-16 °C/хв. 4 UA 79960 U Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing thermoelement containing n-in4se3
Автори англійськоюMykhailovskyi Vilius Yaroslavovych, Mocherniuk Roman Mykolaiovych, Kim Sang Il, Lee Kyuhyoung
Назва патенту російськоюСпособ изготовления термоэлектрического элемента, содержащего n-in4se3
Автори російськоюМихайловский Вилиус Ярославович, Мочернюк Роман Миколайович, Ким Санг Ил, Ли Куйхуйонг
МПК / Мітки
МПК: H01L 35/00
Мітки: містить, виготовлення, спосіб, елемента, термоелектричного, n-in4se3
Код посилання
<a href="https://ua.patents.su/7-79960-sposib-vigotovlennya-termoelektrichnogo-elementa-shho-mistit-n-in4se3.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення термоелектричного елемента, що містить n-in4se3</a>
Фільтруючий елемент для курильного виробу, курильний виріб, що містить фільтруючий елемент, спосіб виготовлення фільтруючого елемента та нитка для фільтруючого елемента
Номер патенту: 100076
Опубліковано: 12.11.2012
Автори: Д'юк Мартін, Олівейра Пауло
Мітки: елемента, спосіб, виріб, містить, елемент, виготовлення, фільтруючий, курильного, виробу, курильний, фільтруючого, нитка
Формула / Реферат:
1. Фільтруючий елемент для курильного виробу, що містить тампон фільтруючого матеріалу й нитку, що має щонайменше одну приклеєну до неї частку тютюну й витягнуту по суті подовжньо через тампон фільтруючого матеріалу.2. Фільтруючий елемент за п. 1, який відрізняється тим, що нитка витягнута по суті подовжньо між взаємно протилежними торцевими поверхнями тампона фільтруючого матеріалу.3. Фільтруючий елемент за п. 2, який...
Спосіб виготовлення струмознімального ковзного елемента
Номер патенту: 8679
Опубліковано: 15.08.2005
Автори: Аулін Віктор Васильович, Барановська Мар'яна Юріївна, Барановський Денис Миколайович
МПК: H01R 39/00
Мітки: виготовлення, елемента, ковзного, струмознімального, спосіб
Формула / Реферат:
1. Спосіб виготовлення струмознімального ковзного елемента, в матеріал якого входить графіт і мідь, який відрізняється тим, що шар міді та шар графіту наносяться послідовно один за одним, вздовж або поперек цього елемента під кутом 0-90° до робочої поверхні, при наступному співвідношенні компонентів в матеріалі, мас.% : мідь 5-48 графіт решта. 2. Спосіб за п. 1, який...
Спосіб виготовлення фільтрувального елемента трубчастого типу
Номер патенту: 47685
Опубліковано: 15.07.2002
Автори: Прушанський Максим Йосипович, Карпенко Петро Олександрович, Сова Ромен Юхимович, Загороднюк Юрій Вікторович, Луцько Василь Степанович, Шаповал Олександр Євгенович
МПК: B01D 27/00, B01D 29/00, B01D 39/02
Мітки: елемента, типу, фільтрувального, трубчастого, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення фільтрувального елемента трубчастого типу, який включає розміщення між підкладками, що виготовлені з нетканого пористого волокна на основі поліетилену і/або поліпропілену, послідовно розміщених шарів фільтрувального матеріалу, один з яких являє собою папір, виготовлений із карбоксиметилцелюлози з бентонітом і/або палигорскітом, а наступний - шар паперу, виготовлений із фосфатцелюлози, причому підкладки формують...
Спосіб виготовлення патронного фільтрувального елемента
Номер патенту: 45412
Опубліковано: 15.04.2002
Автори: Конєв Федір Андрійович, Резанова Наталія Михайлівна, Цебренко Марія Василівна, Майборода Михайло Михайлович
МПК: B01D 27/06
Мітки: фільтрувального, елемента, патронного, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення патронного фільтрувального елемента шляхом гофрування пакета, що складається з фільтрувального матеріалу, розміщеного між шарами конструкційного матеріалу, формування заготовки гофрованого пакета і герметизації поздовжнього шва шляхом зварювання крайніх гофрів, який відрізняється тим, що гофрування пакета здійснюють з використанням сорбційно активної вуглецевої тканини.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю
Номер патенту: 36628
Опубліковано: 27.10.2008
Автори: Кукореко Олександр Павлович, Гук Олександр Петрович, Котельман Валентин Якович, Лах Олег Іванович
МПК: G01K 7/00, G21C 17/02
Мітки: термоелектричного, виготовлення, контролю, системі, спосіб, зонда, внутрішньореакторного
Формула / Реферат:
1. Спосіб виготовлення термоелектричного зонда системи внутрішньореакторного контролю, який включає виготовлення довгастого герметичного чохла з аустенітної нержавіючої сталі або хромонікелевого сплаву, що складається з двох частин, одна з яких виконана у вигляді довгастого порожнистого наскрізного циліндра, а друга є донною частиною чохла, виготовлення термоелектричного перетворювача кабельного типу, розміщення термоелектричного...
Попередній патент: Спосіб прогнозування наслідку ішемічного інсульту
Наступний патент: Керн вантажозахоплювального кліщового пристрою
Випадковий патент: Трубоін'єкційна паля