Спосіб стабільного стружкодроблення при лезвійній обробці важкооброблюваних жароміцних нікелевих сплавів і високоміцних термічно оброблених сталей
Номер патенту: 84240
Опубліковано: 10.10.2013
Автори: Авдєєнко Євген Анатолійович, Авдєєнко Анатолій Петрович


Формула / Реферат
Спосіб стабільного дроблення стружки при лезвійній обробці важкооброблюваних жароміцних нікелевих сплавів та високоміцних термічно оброблених сталей, що полягає у використанні фосфорорганічної присадки в 40…45 % водному розчині силікату натрію, який відрізняється тим, що фосфорорганічною присадкою є аддукт диметилфосфіту з N-арилсульфоніл-1,4-бензохінонмоноіміном у кількості 0,5…2,0 %.
Текст
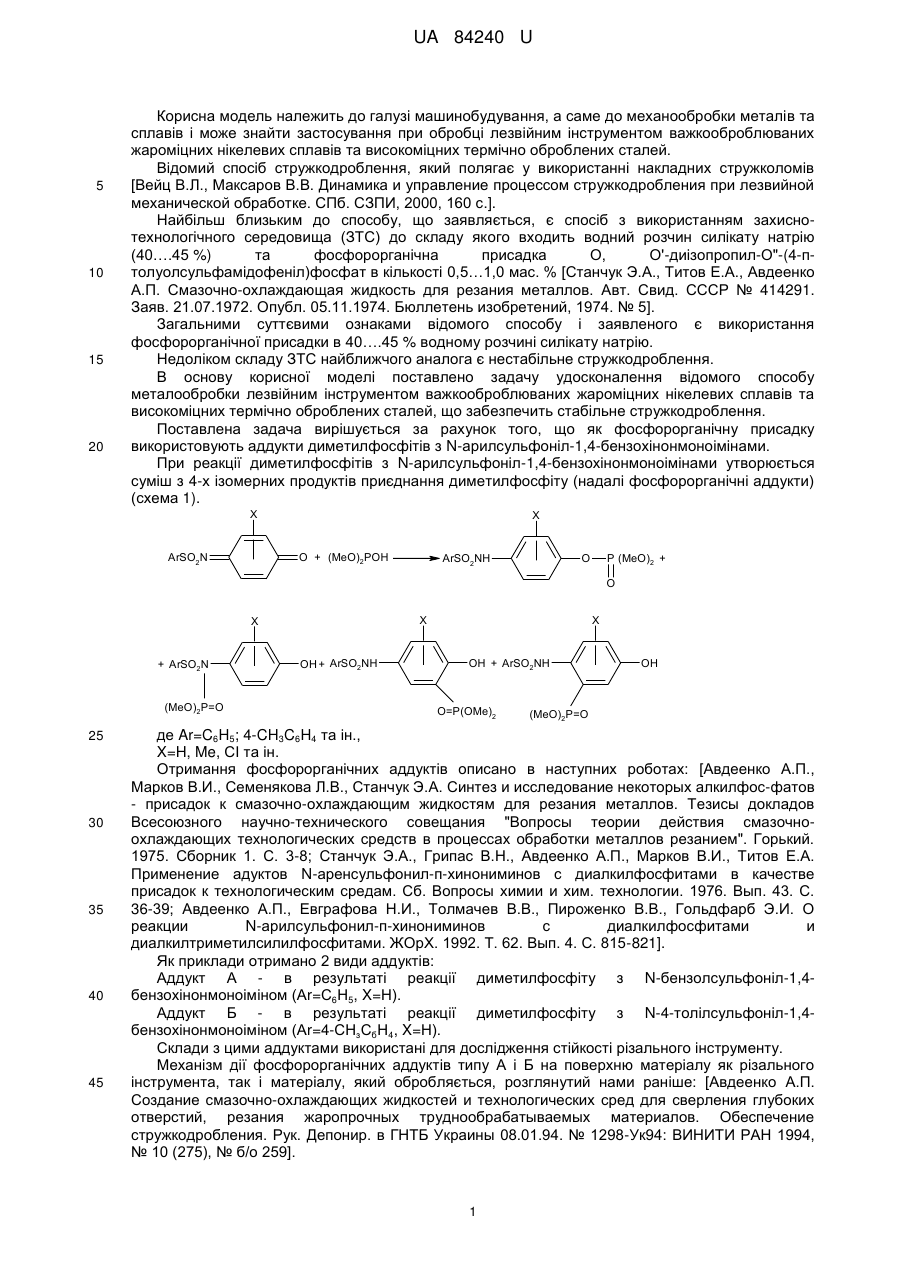
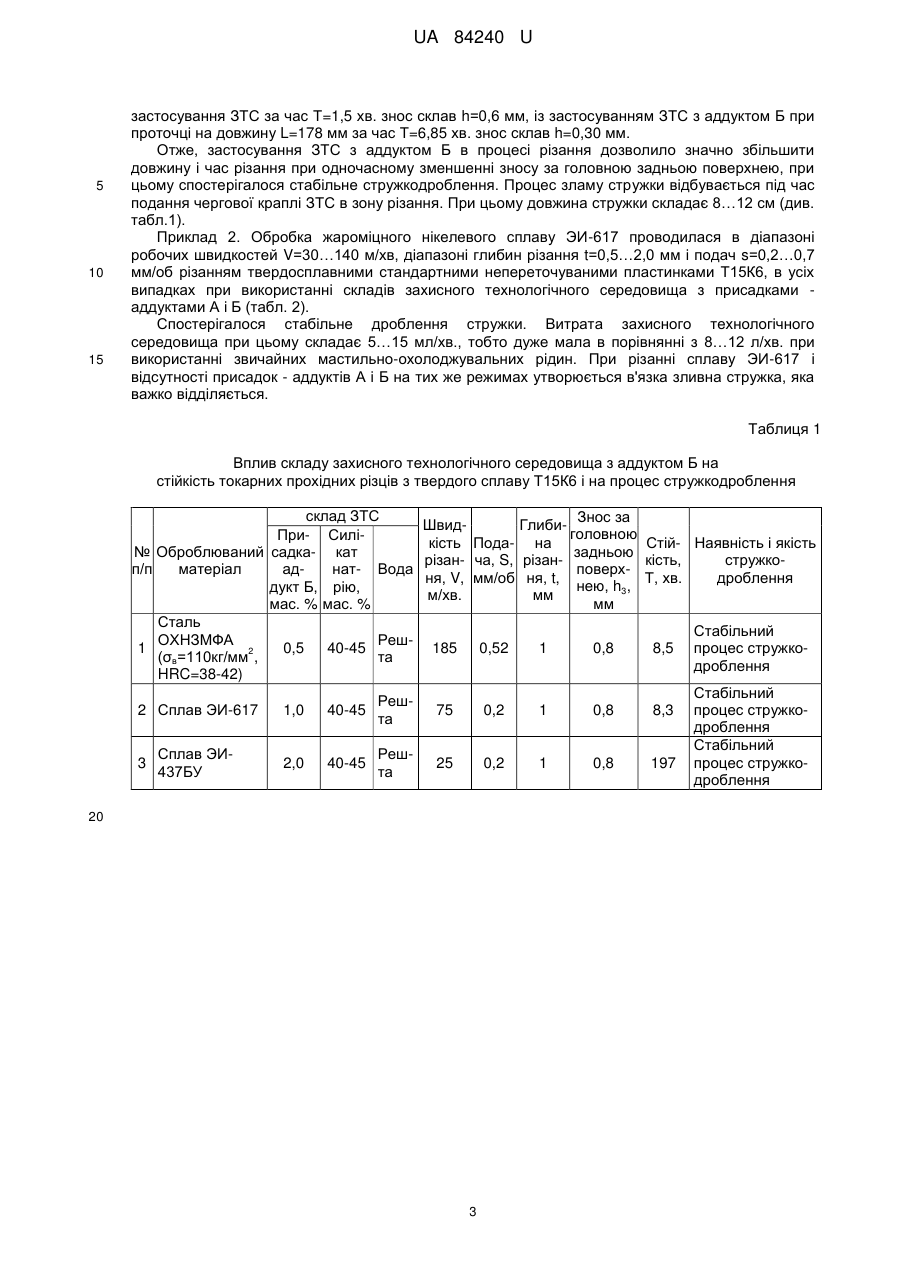
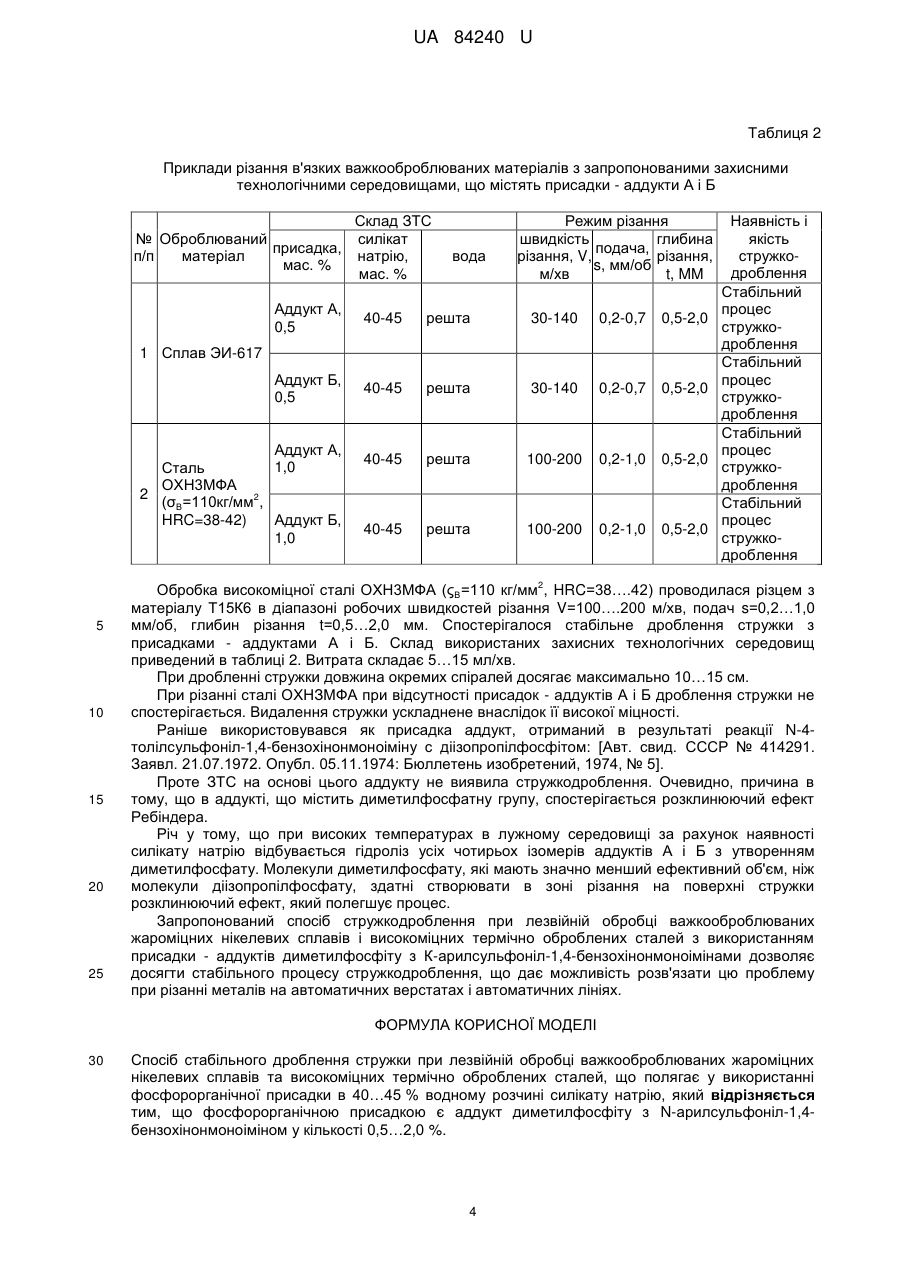
Реферат: Спосіб стабільного дроблення стружки при лезвійній обробці важкооброблюваних жароміцних нікелевих сплавів та високоміцних термічно оброблених сталей включає використання фосфорорганічної присадки у водному розчині силікату натрію. Фосфорорганічною присадкою є аддукт диметилфосфіту з N-арилсульфоніл-1,4-бензохінонмоноіміном. UA 84240 U (12) UA 84240 U UA 84240 U 5 10 15 20 Корисна модель належить до галузі машинобудування, а саме до механообробки металів та сплавів і може знайти застосування при обробці лезвійним інструментом важкооброблюваних жароміцних нікелевих сплавів та високоміцних термічно оброблених сталей. Відомий спосіб стружкодроблення, який полягає у використанні накладних стружколомів [Вейц В.Л., Максаров В.В. Динамика и управление процессом стружкодробления при лезвийной механической обработке. СПб. СЗПИ, 2000, 160 с.]. Найбільш близьким до способу, що заявляється, є спосіб з використанням захиснотехнологічного середовища (ЗТС) до складу якого входить водний розчин силікату натрію (40….45 %) та фосфорорганічна присадка О, О'-диізопропил-О"-(4-птолуолсульфамідофеніл)фосфат в кількості 0,5…1,0 мас. % [Станчук Э.А., Титов Е.А., Авдеенко А.П. Смазочно-охлаждающая жидкость для резания металлов. Авт. Свид. СССР № 414291. Заяв. 21.07.1972. Опубл. 05.11.1974. Бюллетень изобретений, 1974. № 5]. Загальними суттєвими ознаками відомого способу і заявленого є використання фосфорорганічної присадки в 40….45 % водному розчині силікату натрію. Недоліком складу ЗТС найближчого аналога є нестабільне стружкодроблення. В основу корисної моделі поставлено задачу удосконалення відомого способу металообробки лезвійним інструментом важкооброблюваних жароміцних нікелевих сплавів та високоміцних термічно оброблених сталей, що забезпечить стабільне стружкодроблення. Поставлена задача вирішується за рахунок того, що як фосфорорганічну присадку використовують аддукти диметилфосфітів з N-арилсульфоніл-1,4-бензохінонмоноімінами. При реакції диметилфосфітів з N-арилсульфоніл-1,4-бензохінонмоноімінами утворюється суміш з 4-х ізомерних продуктів приєднання диметилфосфіту (надалі фосфорорганічні аддукти) (схема 1). X X O + (MeO)2POH ArSO2N ArSO2NH P (MeO)2 + O O X X + ArSO2N (MeO)2P=O 25 30 35 40 45 OH + ArSO2NH X OH + ArSO2NH O=P(OMe)2 OH (MeO)2P=O де Ar=C6H5; 4-CH3C6H4 та ін., X=H, Me, СІ та ін. Отримання фосфорорганічних аддуктів описано в наступних роботах: [Авдеенко А.П., Марков В.И., Семенякова Л.В., Станчук Э.А. Синтез и исследование некоторых алкилфос-фатов - присадок к смазочно-охлаждающим жидкостям для резания металлов. Тезисы докладов Всесоюзного научно-технического совещания "Вопросы теории действия смазочноохлаждающих технологических средств в процессах обработки металлов резанием". Горький. 1975. Сборник 1. С. 3-8; Станчук Э.А., Грипас В.Н., Авдеенко А.П., Марков В.И., Титов Е.А. Применение адуктов N-аренсульфонил-п-хинониминов с диалкилфосфитами в качестве присадок к технологическим средам. Сб. Вопросы химии и хим. технологии. 1976. Вып. 43. С. 36-39; Авдеенко А.П., Евграфова Н.И., Толмачев В.В., Пироженко В.В., Гольдфарб Э.И. О реакции N-арилсульфонил-п-хинониминов с диалкилфосфитами и диалкилтриметилсилилфосфитами. ЖОрХ. 1992. Т. 62. Вып. 4. С. 815-821]. Як приклади отримано 2 види аддуктів: Аддукт А - в результаті реакції диметилфосфіту з N-бензолсульфоніл-1,4бензохінонмоноіміном (Аr=С6Н5, X=Н). Аддукт Б - в результаті реакції диметилфосфіту з N-4-толілсульфоніл-1,4бензохінонмоноіміном (Аr=4-СНзСбН4, X=Н). Склади з цими аддуктами використані для дослідження стійкості різального інструменту. Механізм дії фосфорорганічних аддуктів типу А і Б на поверхню матеріалу як різального інструмента, так і матеріалу, який обробляється, розглянутий нами раніше: [Авдеенко А.П. Создание смазочно-охлаждающих жидкостей и технологических сред для сверления глубоких отверстий, резания жаропрочных труднообрабатываемых материалов. Обеспечение стружкодробления. Рук. Депонир. в ГНТБ Украины 08.01.94. № 1298-Ук94: ВИНИТИ РАН 1994, № 10 (275), № б/о 259]. 1 UA 84240 U 5 10 15 20 25 30 35 40 45 50 55 Сульфат-фосфатні сольові розплави, що утворюються при температурах вище 600 °C, які виникають в зоні різання при обробці в'язких і важкооброблюваних матеріалів, є основним змащуючим і протизносним чинником. Утворення фосфатів металів в процесі тертя раніше було підтверджене хімічним і радіаційним аналізом: [Баркрафт Ф.Т., Даниель С.Г. В кн.: Новое о смазочных материалах. -М.: Химия. 1967. С. 231]. Крім того, хімічними і фізико-хімічними методами були ідентифіковані деякі фосфатні плівки: [Доффей Д.В кн.: Новое о смазочных материалах. -М.: Химия. 1967. С. 231]. Наявність в захисному технологічному середовищі силікату натрію призводить до утворення складнішої силікат-сульфат-фосфатної системи, що має нижчу температуру плавлення, а отже, яка може працювати в ширшому діапазоні температур, тим самим збільшуючи протизносні властивості ЗТС. Силікат натрію надійно оберігає поверхню твердого сплаву від окиснення при 800-900 °C. Його захисні властивості проявляються при вмісті води в розчині менше 60 %. У разі обробки твердосплавним інструментом важкооброблюваних матеріалів, при різанні яких розвивається висока температура, застосування водних емульсій малоефективне, а в окремих випадках неможливе. Так при фрезеруванні твердосплавним інструментом на високих швидкостях різання з використанням водних емульсій спостерігається катастрофічний знос (розтріскування) твердосплавних пластинок внаслідок термічного удару. Застосування рясного подання емульсій також ускладнюється внаслідок сильного випару і вигорання олій при високих температурах. Запропонована ЗТС подається в зону різання невеликими дозами безпосередньо на деталь (краплинне подання). Витрата середовища 5-15 мл/хв. Внаслідок цього охолоджувальна дія майже не проявляється, що дає можливість застосовувати її при фрезеруванні твердосплавними фрезами. Оскільки органічна складова в такому середовищі складає 0,5-2,0 мас. %, то її вигорання незначне; силікат натрію взагалі не горить, а утворює на поверхні інструменту захисний шар, що оберігає його від окиснення. Цей шар легко знімається при подальшому заточуванні. Запропоноване ЗТС при попаданні на деталь або верстат не викликає їх корозії, оскільки має антикорозійні властивості. Захисна дія ЗТС проявляється в їх здатності створювати в зоні різання специфічний склад атмосфери, що перешкоджає проникненню кисню повітря до поверхні твердого сплаву. Дія захисних технологічних середовищ на тригранні непереточувані твердосплавні стандартні пластинки спочатку перевірялася в лабораторній камерній печі. У піч при температурі 800 °C поміщалися три зразки. Один зразок занурювали в захисне технологічне середовище з аддуктом А, другий - в ЗТС з аддуктом Б, третій не був покритий ЗТС. Після 30-хвилинної обробки зразки піддавалися макродослідженню під малим інструментальним мікроскопом. Зразки, які були вкриті ЗТС, не мали руйнувань, поверхня їх залишилася без будь-яких помітних змін. Зразок, не покритий ЗТС, мав окиснені розпушені, спучені верхні шари, які легко руйнувалися при незначній дії на них твердим предметом. Макроструктура зразка показала наявність великої кількості тріщин. Приклад 1. Дослідження за визначенням ефективності ЗТС з аддуктом Б при безперервному подовжньому точінні проводилося на токарно-гвинторізному верстаті моделі 1К62. Як оброблюваний матеріал використаний нікелевий сплав ХН70МВТЮ, що має межу міцності 2 σВ=90 кг/мм . Як різальний інструмент застосовано токарний прохідний різець зі змінною непереточуваною чотиригранною пластинкою твердого сплаву Т15К6 і стандартною геометрією різальної частини. Щоб уникнути розкиду результатів дослідження пластинки твердого сплаву бралися з однієї партії. Передня поверхня пластинок доводилася алмазною пастою до отримання фаски шириною 0,2…0,3 мм по усіх гранях. Після доведення різальна частина пластинок піддавалася огляду на малому інструментальному мікроскопі для виявлення дефектів (мікротріщини, мікрокришиння та ін.). Контроль лінійного зносу за головною задньою поверхнею проводився на малому інструментальному мікроскопі. За критерій зносу прийнятий знос за головною задньою поверхнею (h3=0,6 мм). В цілях виявлення дії ЗТС на знос прохідних різців дослідження спочатку проводилися на жорстких режимах: швидкість різання V=10 м/хв, подача s=0,21 мм/об, число обертів n=125 об/хв, глибина різання t=1 мм. При точінні на довжину L=90 мм за час Т=3,06 хв. без застосування ЗТС знос склав h=0,62 мм з аддуктом А. Зі зміною глибини різання t до 1,5 мм при проточці довжини L=38 мм без 2 UA 84240 U 5 10 15 застосування ЗТС за час Т=1,5 хв. знос склав h=0,6 мм, із застосуванням ЗТС з аддуктом Б при проточці на довжину L=178 мм за час Т=6,85 хв. знос склав h=0,30 мм. Отже, застосування ЗТС з аддуктом Б в процесі різання дозволило значно збільшити довжину і час різання при одночасному зменшенні зносу за головною задньою поверхнею, при цьому спостерігалося стабільне стружкодроблення. Процес зламу стружки відбувається під час подання чергової краплі ЗТС в зону різання. При цьому довжина стружки складає 8…12 см (див. табл.1). Приклад 2. Обробка жароміцного нікелевого сплаву ЭИ-617 проводилася в діапазоні робочих швидкостей V=30…140 м/хв, діапазоні глибин різання t=0,5…2,0 мм і подач s=0,2…0,7 мм/об різанням твердосплавними стандартними непереточуваними пластинками Т15К6, в усіх випадках при використанні складів захисного технологічного середовища з присадками аддуктами А і Б (табл. 2). Спостерігалося стабільне дроблення стружки. Витрата захисного технологічного середовища при цьому складає 5…15 мл/хв., тобто дуже мала в порівнянні з 8…12 л/хв. при використанні звичайних мастильно-охолоджувальних рідин. При різанні сплаву ЭИ-617 і відсутності присадок - аддуктів А і Б на тих же режимах утворюється в'язка зливна стружка, яка важко відділяється. Таблиця 1 Вплив складу захисного технологічного середовища з аддуктом Б на стійкість токарних прохідних різців з твердого сплаву Т15К6 і на процес стружкодроблення склад ЗТС При- Силі№ Оброблюваний садка- кат п/п матеріал аднат- Вода дукт Б, рію, мас. % мас. % Сталь ОХНЗМФА Реш1 0,5 40-45 2 (σв=110кг/мм , та HRC=38-42) Знос за ШвидГлибиголовною кість Пода- на Стій- Наявність і якість задньою різан- ча, S, різанкість, стружкоповерхня, V, мм/об ня, t, Т, хв. дроблення нею, h3, м/хв. мм мм 185 0,52 1 0,8 8,5 2 Сплав ЭИ-617 1,0 40-45 Решта 75 0,2 1 0,8 8,3 Сплав ЭИ437БУ 2,0 40-45 Решта 25 0,2 1 0,8 197 3 20 3 Стабільний процес стружкодроблення Стабільний процес стружкодроблення Стабільний процес стружкодроблення UA 84240 U Таблиця 2 Приклади різання в'язких важкооброблюваних матеріалів з запропонованими захисними технологічними середовищами, що містять присадки - аддукти А і Б № Оброблюваний присадка, п/п матеріал мас. % Склад ЗТС силікат натрію, мас. % вода Режим різання швидкість глибина подача, різання, V, різання, s, мм/об м/хв t, MM Аддукт А, 0,5 40-45 решта 30-140 0,2-0,7 0,5-2,0 Аддукт Б, 0,5 40-45 решта 30-140 0,2-0,7 0,5-2,0 40-45 решта 100-200 0,2-1,0 0,5-2,0 40-45 решта 100-200 0,2-1,0 0,5-2,0 1 Сплав ЭИ-617 Аддукт А, 1,0 Сталь ОХН3МФА 2 2 (σВ=110кг/мм , HRC=38-42) Аддукт Б, 1,0 Наявність і якість стружкодроблення Стабільний процес стружкодроблення Стабільний процес стружкодроблення Стабільний процес стружкодроблення Стабільний процес стружкодроблення 2 5 10 15 20 25 Обробка високоміцної сталі ОХН3МФА (ςВ=110 кг/мм , HRC=38….42) проводилася різцем з матеріалу Т15К6 в діапазоні робочих швидкостей різання V=100….200 м/хв, подач s=0,2…1,0 мм/oб, глибин різання t=0,5…2,0 мм. Спостерігалося стабільне дроблення стружки з присадками - аддуктами А і Б. Склад використаних захисних технологічних середовищ приведений в таблиці 2. Витрата складає 5…15 мл/хв. При дробленні стружки довжина окремих спіралей досягає максимально 10…15 см. При різанні сталі ОХНЗМФА при відсутності присадок - аддуктів А і Б дроблення стружки не спостерігається. Видалення стружки ускладнене внаслідок її високої міцності. Раніше використовувався як присадка аддукт, отриманий в результаті реакції N-4толілсульфоніл-1,4-бензохінонмоноіміну с діізопропілфосфітом: [Авт. свид. СССР № 414291. Заявл. 21.07.1972. Опубл. 05.11.1974: Бюллетень изобретений, 1974, № 5]. Проте ЗТС на основі цього аддукту не виявила стружкодроблення. Очевидно, причина в тому, що в аддукті, що містить диметилфосфатну групу, спостерігається розклинюючий ефект Ребіндера. Річ у тому, що при високих температурах в лужному середовищі за рахунок наявності силікату натрію відбувається гідроліз усіх чотирьох ізомерів аддуктів А і Б з утворенням диметилфосфату. Молекули диметилфосфату, які мають значно менший ефективний об'єм, ніж молекули діізопропілфосфату, здатні створювати в зоні різання на поверхні стружки розклинюючий ефект, який полегшує процес. Запропонований спосіб стружкодроблення при лезвійній обробці важкооброблюваних жароміцних нікелевих сплавів і високоміцних термічно оброблених сталей з використанням присадки - аддуктів диметилфосфіту з К-арилсульфоніл-1,4-бензохінонмоноімінами дозволяє досягти стабільного процесу стружкодроблення, що дає можливість розв'язати цю проблему при різанні металів на автоматичних верстатах і автоматичних лініях. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб стабільного дроблення стружки при лезвійній обробці важкооброблюваних жароміцних нікелевих сплавів та високоміцних термічно оброблених сталей, що полягає у використанні фосфорорганічної присадки в 40…45 % водному розчині силікату натрію, який відрізняється тим, що фосфорорганічною присадкою є аддукт диметилфосфіту з N-арилсульфоніл-1,4бензохінонмоноіміном у кількості 0,5…2,0 %. 4 UA 84240 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюAvdeienko Anatolii Petrovych, Avdeienko Yevhen Anatoliiovych
Автори російськоюАвдеенко Анатолий Петрович, Авдеенко Евгений Анатольевич
МПК / Мітки
МПК: C10M 105/00, C10M 173/00, C10M 125/26
Мітки: стабільного, нікелевих, сталей, жароміцних, оброблених, стружкодроблення, важкооброблюваних, спосіб, високоміцних, обробці, сплавів, лезвійній, термічної
Код посилання
<a href="https://ua.patents.su/7-84240-sposib-stabilnogo-struzhkodroblennya-pri-lezvijjnijj-obrobci-vazhkoobroblyuvanikh-zharomicnikh-nikelevikh-splaviv-i-visokomicnikh-termichno-obroblenikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб стабільного стружкодроблення при лезвійній обробці важкооброблюваних жароміцних нікелевих сплавів і високоміцних термічно оброблених сталей</a>
Спосіб отримання виливків з жароміцних нікелевих сплавів
Номер патенту: 26499
Опубліковано: 25.09.2007
Автори: Лисенко Наталія Олексіївна, Цивірко Едуард Іванович, Клочихін Володимир Валерійович, Жеманюк Павло Дмитрович, Педаш Олександр Федорович, Педаш Олексій Олександрович
МПК: C22C 19/05, C22C 19/03
Мітки: отримання, жароміцних, виливків, спосіб, нікелевих, сплавів
Формула / Реферат:
Спосіб отримання виливків з жароміцних нікелевих сплавів, що полягає у попередньому рафінуванні сплаву й наступному розплавленні та заливанні в форму, який відрізняється тим, що у розплав перед заливанням в форму вводять цирконій у кількості 0,15-0,20 мас. %, а заливання здійснюють у форму, перший шар якої виконано з використанням алюмінату кобальту.
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів
Номер патенту: 39728
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Роїк Тетяна Анатоліївна
МПК: B23P 9/00
Мітки: нікелевих, деталей, абразивної, плоских, поверхонь, спосіб, обробки, сплавів, прецизійної
Формула / Реферат:
Спосіб прецизійної абразивної обробки плоских поверхонь деталей з нікелевих сплавів, що включає магнітно-абразивне оброблення дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітно-м'яких матеріалів виконують з такими режимами різання: поздовжня швидкість деталі Vп=2-10 м/хв., довжина робочого зазору між магнітом і деталлю 1,0-1,2 мм, зернистість абразивного порошку...
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів
Номер патенту: 40050
Опубліковано: 25.03.2009
Автори: Роїк Тетяна Анатоліївна, Гавріш Анатолій Павлович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: спосіб, надтонкої, нікелевих, деталей, поверхонь, обробки, абразивної, сплавів, циліндричних
Формула / Реферат:
Спосіб надтонкої абразивної обробки циліндричних поверхонь деталей з нікелевих сплавів, що включає магнітоабразивне оброблення їх дрібнозернистими металокерамічними порошками у магнітному полі, який відрізняється тим, що обробку поверхонь деталей з магнітних сплавів виконують за такими режимами різання: швидкість оброблення деталі - Vд=45-60 м/хв., поздовжня швидкість - Vп=0,3-0,5 м/хв., довжина робочого зазору між магнітом і...
Спосіб термічної обробки виробів із жаростійких нікелевих сплавів
Номер патенту: 20563
Опубліковано: 15.07.1997
Автори: Калмиков Ернст Алєксєєвіч, Вінокуров Боріс Яковлєвіч, Базелюк Генадій Якович
МПК: C22F 1/10
Мітки: термічної, жаростійких, нікелевих, обробки, спосіб, виробів, сплавів
Формула / Реферат:
1. Способ термической обработки изделий из жаропрочных никелевых сплавов, включающий старение в вакууме 1,3 • (10-4-10-3) Па с выдержкой при комнатной температуре в течение 4-8 час между термоциклами, отличающийся тем, что предварительно определяют количество термоциклов и проводят термообработку, заключающуюся в нагреве образца-свидетеля до температуры 900-1200°С, проводят старение, выдерживают при этой температуре в течение 0,5- 4...
Спосіб зварювання високоміцних сталей аустенітним електродом
Номер патенту: 97711
Опубліковано: 12.03.2012
Автори: Кулик Віктор Михайлович, Єлагін Валерій Павлович, Савицький Михайло Михайлович, Демченко Едуард Леонідович
МПК: B23K 9/16, C21D 8/10, C21D 9/50
Мітки: сталей, електродом, аустенітним, високоміцних, зварювання, спосіб
Формула / Реферат:
Спосіб зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів, згідно з яким зварне з'єднання піддають старінню, який відрізняється тим, що старіння здійснюють при температурі, що не досягає температури відпуску при термообробці зварюваних сталей, і зварний шов піддають пластичному деформуванню після або перед старінням.
Попередній патент: Пристрій для лікування та профілактики гальванозу
Наступний патент: Спосіб виготовлення порошкового дроту
Випадковий патент: Спосіб збудження нервових волокон нервового стовбура