Спосіб виготовлення складної оболонки, нерозгортної на площину
Формула / Реферат
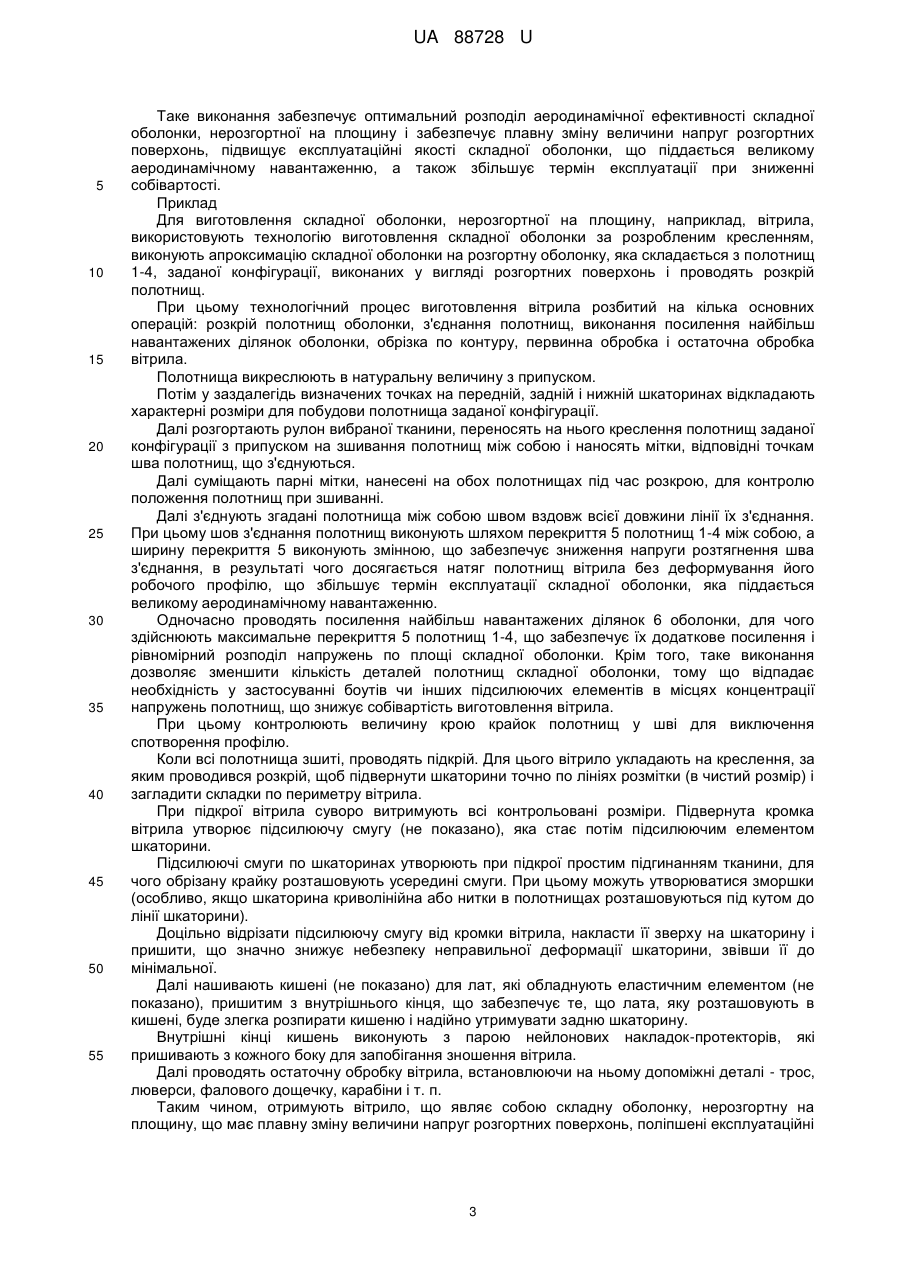
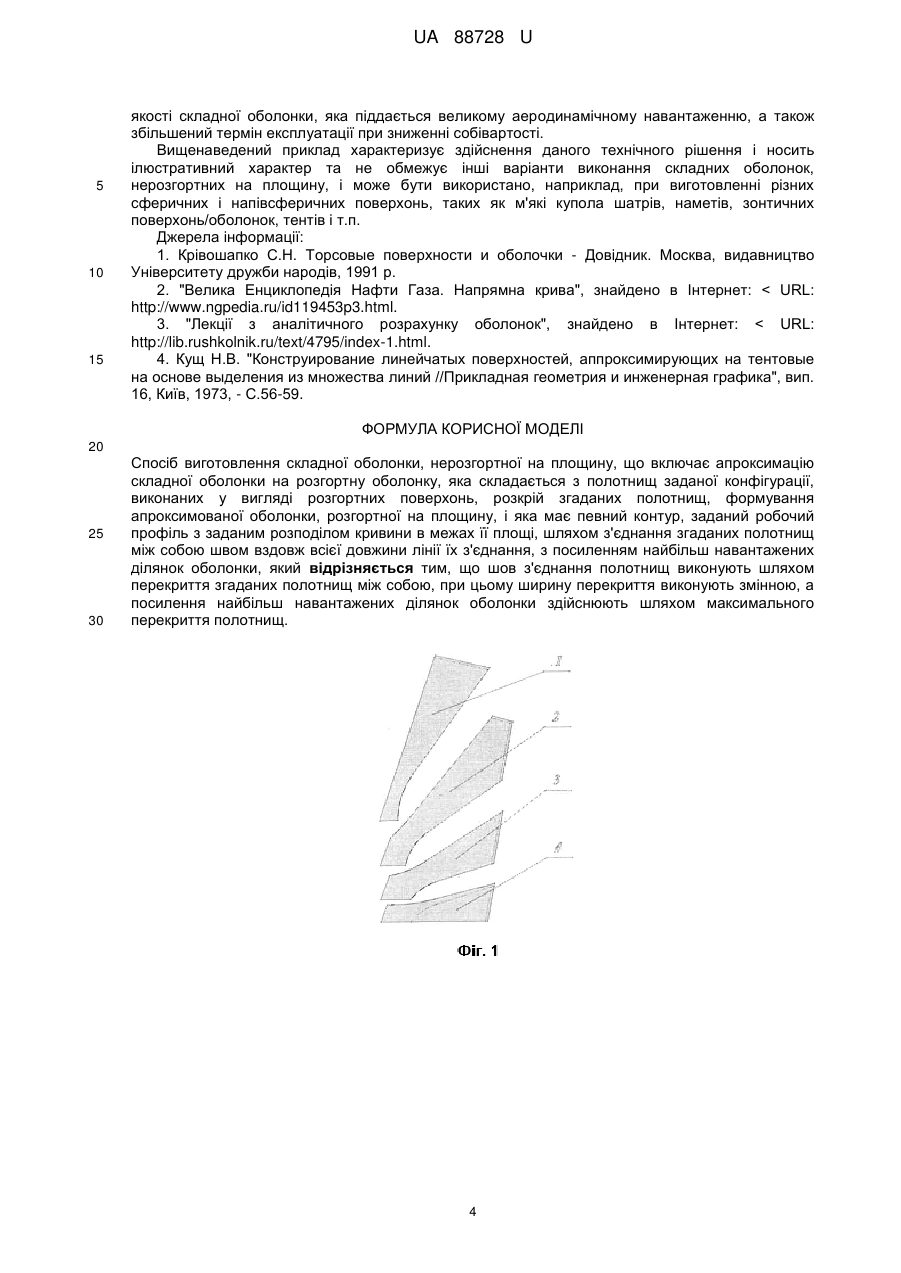
Спосіб виготовлення складної оболонки, нерозгортної на площину, що включає апроксимацію складної оболонки на розгортну оболонку, яка складається з полотнищ заданої конфігурації, виконаних у вигляді розгортних поверхонь, розкрій згаданих полотнищ, формування апроксимованої оболонки, розгортної на площину, і яка має певний контур, заданий робочий профіль з заданим розподілом кривини в межах її площі, шляхом з'єднання згаданих полотнищ між собою швом вздовж всієї довжини лінії їх з'єднання, з посиленням найбільш навантажених ділянок оболонки, який відрізняється тим, що шов з'єднання полотнищ виконують шляхом перекриття згаданих полотнищ між собою, при цьому ширину перекриття виконують змінною, а посилення найбільш навантажених ділянок оболонки здійснюють шляхом максимального перекриття полотнищ.
Текст
Реферат: Спосіб виготовлення складної оболонки, нерозгортної на площину, включає апроксимацію складної оболонки на розгортну оболонку, яка складається з полотнищ заданої конфігурації, виконаних у вигляді розгортних поверхонь. Потім здійснюють розкрій згаданих полотнищ, формування апроксимованої оболонки, розгортної на площину, і яка має певний контур, заданий робочий профіль з заданим розподілом кривини в межах її площі, шляхом з'єднання згаданих полотнищ між собою швом вздовж всієї довжини лінії їх з'єднання. При цьому шов з'єднання полотнищ виконують шляхом перекриття згаданих полотнищ між собою. Ширину перекриття виконують змінною, а посилення найбільш навантажених ділянок оболонки здійснюють шляхом максимального перекриття полотнищ. UA 88728 U (54) СПОСІБ ВИГОТОВЛЕННЯ СКЛАДНОЇ ОБОЛОНКИ, НЕРОЗГОРТНОЇ НА ПЛОЩИНУ UA 88728 U UA 88728 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до профілювання складних оболонок і може бути використана, наприклад, при проектуванні і виготовленні високоефективних м'яких вітрил, переважно яхт, сферичних і напівсферичних поверхонь, таких як м'які купола шатрів, наметів, зонтичних поверхонь/оболонок, тентів і т.п. Під оболонкою поверхні прийнято розуміти покриття будь-якої поверхні, товщина якого непорівняно мала по відношенню до площі, що покривається, за обов'язкової умови щільного прилягання. При щільному приляганні кожній точці в оболонці відповідає тільки одна точка на поверхні. В оболонці не повинно бути розривів і складок. При профілюванні складних оболонок використовують торсову поверхню, тобто поверхню, яка може бути розгорнута на площину усіма її точками без складок і розривів, при цьому довжина кривих і кути між будь-якими кривими, що належать поверхні, не змінюються [1]. При побудові викрійок складних кривих поверхонь виникає необхідність у побудові та виводі рівняння торсових поверхонь, що включають в себе дві опорні напрямні криві. Такий спосіб побудови умовних розгорток нерозгортних поверхонь застосовується для будь-якої математичної поверхні і дає практичну точність за площами [2]. Останнім часом все більша увага приділяється дослідженням оболонок дуже складних форм у зв'язку із збільшеними практичними запитами, тому наближена заміна будь-якої складної поверхні, яка рідко описується простими рівняннями, більш простою, наприклад, торсовою, має великий практичний інтерес. Відомий метод розгортання складних поверхонь з використанням сіток, розроблений математиком П.Л. Чебишевим [3], який широко застосовується в техніці. За допомогою цього методу проектують складні тентові покриття при будівництві будівель і споруд із залізобетону, каркаси судів, розраховують конструкції парашутів і т.п. Метод допоміжної сітки-канви має цілий ряд переваг у порівнянні з наближеними методами конструювання. Перш за все, цей метод відрізняється обґрунтованістю вихідних даних. При проектуванні виробів у вигляді складних оболонок необхідні такі вихідні дані, як: відомості про форму поверхні проектованого виробу; відомості про властивості матеріалів; відомості про технологічні засоби, за допомогою яких можна перевести матеріал у стан оболонки поверхні і зафіксувати його в деформованому стані. Проектування розгорток засноване на використанні заданої форми виробу. Форма проектованого виробу розробляється в натуральну величину у вигляді жорсткого макета, вона може бути детально вивчена, а також оцінена з точки зору відповідності естетичним, технічним, економічним, експлуатаційним, ергономічним і іншим вимогам. Наявність заданої форми проектованого виробу дозволяє вибрати оптимальний варіант отримання розгорток окремих деталей і виробу в цілому. Це, перш за все, вибір оптимального членування поверхні виробу на вузли та деталі з урахуванням естетичних, функціональних, економічних та інших вимог. Для кожної деталі можна вибрати оптимальні умови розгортання, тобто оптимальне положення вихідних ліній розгортання - осей координат, яке б забезпечило отримання необхідної і стійкої в експлуатації просторової форми деталі з урахуванням властивостей конкретного матеріалу при мінімальному перекосі ниток або елементів структури матеріалу, з мінімально можливою площею розгортки, з мінімальними технологічними деформаціями по зрізах розгорток і т.д. Особливо великі переваги метод допоміжної сітки-канви дає при проектуванні складної оболонки, наприклад, одягу з трикотажу. Розгортки, отримані цим методом, відрізняються економічністю, тому що мають мінімальну кількість швів з рівномірною шириною перекриття полотнищ, раціональну конфігурацію, оптимальну деформацію по зрізах. Вироби, виготовлені за такими розгортками, характеризуються високою формостійкістю, заданим ступенем стійкості до стираючих навантажень і т.д. Однак, даний спосіб не забезпечує достатніх характеристик міцності складної оболонки при підвищених аеродинамічних навантаженнях, що обумовлено еластичністю з'єднання полотнищ, що призводить до деформації або навіть до руйнування цілісності полотнища складної оболонки. Крім того, виконання ширини перекриття полотнищ рівномірним, також погіршує характеристики міцності складної оболонки, що піддається великому аеродинамічному навантаженню. Крім того, при такому способі виникає необхідність у подальшому посиленні найбільш навантажених ділянок оболонки додатковими елементами в кілька шарів, що призводить до східчастого змінення напруг, а також впливає на собівартість виготовлення складної оболонки. Відомий спосіб виготовлення складної оболонки, нерозгортної на площину, заснований на дослідженнях, проведених В.А. Сладковим, який визначає можливість конструювання, наприклад, тентових поверхонь певного класу як лінійчатих [4]. Така постановка питання дозволяє використовувати положення геометрії торсів для конструювання поверхонь тентових 1 UA 88728 U 5 10 15 20 25 30 35 40 45 50 55 60 покриттів. Спосіб виготовлення складної оболонки, нерозгортної на площину, включає апроксимацію складної оболонки на розгортну оболонку, що складається з полотнищ, заданої конфігурації, виконаних у вигляді розгортних поверхонь, розкрій згаданих полотнищ, формування апроксимованої оболонки, розгортної на площину, і яка має певний контур, заданий робочий профіль із заданим розподілом кривини в межах її площі, з'єднання згаданих полотнищ між собою швом вздовж всієї довжини лінії їх з'єднання, посилення найбільш навантажених ділянок оболонки. Даний спосіб апроксимації складної поверхні шматками розгортних поверхонь забезпечує плавність сполучення ділянок розгортних поверхонь. Однак, даний спосіб має недоліки, що обумовлено тим, що ширину перекриття полотнищ виконують рівномірною, що погіршує характеристики міцності складної оболонки, що піддається великим аеродинамічним навантаженням. Крім того, такий спосіб передбачає після зшивання полотнищ проводити подальше посилення найбільш навантажених ділянок оболонки додатковими елементами в кілька шарів, що призводить до східчастого змінення напруг, а також впливає на собівартість виготовлення складної оболонки. В основу корисної моделі поставлена задача створення такого способу виготовлення складної оболонки, нерозгортної на площину, в якому шляхом виконання певним чином перекриття полотнищ заданої конфігурації, що з'єднуються, досягається плавна зміна величини напруг розгортних поверхонь і підвищуються експлуатаційні якості складної оболонки, що піддається великому аеродинамічному навантаженню, а також збільшується термін експлуатації при зниження собівартості. Поставлена задача вирішується тим, що у відомому способі виготовлення складної оболонки, нерозгортної на площину, що включає апроксимацію складної оболонки на розгортну оболонку, яка складається з полотнищ заданої конфігурації, виконаних у вигляді розгортних поверхонь, розкрій згаданих полотнищ, формування апроксимованої оболонки, розгортної на площину, і яка має певний контур, заданий робочий профіль з заданим розподілом кривини в межах її площі, шляхом з'єднання згаданих полотнищ між собою швом вздовж всієї довжини лінії їх з'єднання, з посиленням найбільш навантажених ділянок оболонки, згідно з корисною моделлю, шов з'єднання полотнищ виконують шляхом перекриття згаданих полотнищ між собою, при цьому ширину перекриття виконують змінною, а посилення найбільш навантажених ділянок оболонки здійснюють шляхом максимального перекриття полотнищ. Завдяки виконанню шва з'єднання полотнищ шляхом перекриття згаданих полотнищ між собою досягається зниження напруги розтягнення шва з'єднання, що забезпечує натяг полотнищ оболонки без деформування її робочого профілю, і збільшує термін експлуатації складної оболонки, яка піддається великому аеродинамічному навантаженню. Завдяки виконанню змінної ширини перекриття розгортних поверхонь, що складають складну оболонку, досягається плавна зміна величини напруг найбільш навантажених ділянок оболонки, що сприяє поліпшенню умов обтікання та підвищення тягової сили, забезпечує підвищення ефективності роботи складної оболонки, що піддається великим аеродинамічним навантаженням. Виконання максимального перекриття розгортних поверхонь у місцях виникнення найбільших напружень, забезпечує їх додаткове посилення і рівномірний розподіл напружень по площі складної оболонки, і підвищує здатність складної оболонки витримувати різні аеродинамічні навантаження без пошкодження цілісності полотнищ і деформації профілю. При цьому таке виконання дозволяє зменшити кількість деталей полотнищ складної оболонки при збереженні міцності, що знижує собівартість виготовлення. Суть корисної моделі пояснюється на зображеннях, де представлені схеми розкрою складної оболонки, нерозгортної на площину: Фіг. 1 - схема розкрою складної оболонки, нерозгортної на площину. Фіг. 2 - схема складної оболонки, нерозгортної на площину (у зборі). Корисна модель здійснюється наступним чином. Для виготовлення складної оболонки, нерозгортної на площину виконують апроксимацію складної оболонки на розгортну оболонку, яка складається з полотнищ заданої конфігурації, наприклад, полотнищ 1, 2, 3, 4 (фіг. 1, 2), виконаних у вигляді розгортних поверхонь, і проводять розкрій полотнищ. Потім здійснюють формування апроксимованої оболонки, що розгортна на площину, і має певний контур, заданий робочий профіль з заданим розподілом кривини в межах її площі. Далі з'єднують полотнища 1-4 між собою швами вздовж всієї довжини ліній їх з'єднання з посиленням найбільш навантажених ділянок оболонки. При цьому шов з'єднання полотнищ виконують шляхом перекриття 5 полотнищ між собою, ширину перекриття виконують змінною, а посилення найбільш навантажених ділянок 6 оболонки здійснюють шляхом максимального перекриття полотнищ. 2 UA 88728 U 5 10 15 20 25 30 35 40 45 50 55 Таке виконання забезпечує оптимальний розподіл аеродинамічної ефективності складної оболонки, нерозгортної на площину і забезпечує плавну зміну величини напруг розгортних поверхонь, підвищує експлуатаційні якості складної оболонки, що піддається великому аеродинамічному навантаженню, а також збільшує термін експлуатації при зниженні собівартості. Приклад Для виготовлення складної оболонки, нерозгортної на площину, наприклад, вітрила, використовують технологію виготовлення складної оболонки за розробленим кресленням, виконують апроксимацію складної оболонки на розгортну оболонку, яка складається з полотнищ 1-4, заданої конфігурації, виконаних у вигляді розгортних поверхонь і проводять розкрій полотнищ. При цьому технологічний процес виготовлення вітрила розбитий на кілька основних операцій: розкрій полотнищ оболонки, з'єднання полотнищ, виконання посилення найбільш навантажених ділянок оболонки, обрізка по контуру, первинна обробка і остаточна обробка вітрила. Полотнища викреслюють в натуральну величину з припуском. Потім у заздалегідь визначених точках на передній, задній і нижній шкаторинах відкладають характерні розміри для побудови полотнища заданої конфігурації. Далі розгортають рулон вибраної тканини, переносять на нього креслення полотнищ заданої конфігурації з припуском на зшивання полотнищ між собою і наносять мітки, відповідні точкам шва полотнищ, що з'єднуються. Далі суміщають парні мітки, нанесені на обох полотнищах під час розкрою, для контролю положення полотнищ при зшиванні. Далі з'єднують згадані полотнища між собою швом вздовж всієї довжини лінії їх з'єднання. При цьому шов з'єднання полотнищ виконують шляхом перекриття 5 полотнищ 1-4 між собою, а ширину перекриття 5 виконують змінною, що забезпечує зниження напруги розтягнення шва з'єднання, в результаті чого досягається натяг полотнищ вітрила без деформування його робочого профілю, що збільшує термін експлуатації складної оболонки, яка піддається великому аеродинамічному навантаженню. Одночасно проводять посилення найбільш навантажених ділянок 6 оболонки, для чого здійснюють максимальне перекриття 5 полотнищ 1-4, що забезпечує їх додаткове посилення і рівномірний розподіл напружень по площі складної оболонки. Крім того, таке виконання дозволяє зменшити кількість деталей полотнищ складної оболонки, тому що відпадає необхідність у застосуванні боутів чи інших підсилюючих елементів в місцях концентрації напружень полотнищ, що знижує собівартість виготовлення вітрила. При цьому контролюють величину крою крайок полотнищ у шві для виключення спотворення профілю. Коли всі полотнища зшиті, проводять підкрій. Для цього вітрило укладають на креслення, за яким проводився розкрій, щоб підвернути шкаторини точно по лініях розмітки (в чистий розмір) і загладити складки по периметру вітрила. При підкрої вітрила суворо витримують всі контрольовані розміри. Підвернута кромка вітрила утворює підсилюючу смугу (не показано), яка стає потім підсилюючим елементом шкаторини. Підсилюючі смуги по шкаторинах утворюють при підкрої простим підгинанням тканини, для чого обрізану крайку розташовують усередині смуги. При цьому можуть утворюватися зморшки (особливо, якщо шкаторина криволінійна або нитки в полотнищах розташовуються під кутом до лінії шкаторини). Доцільно відрізати підсилюючу смугу від кромки вітрила, накласти її зверху на шкаторину і пришити, що значно знижує небезпеку неправильної деформації шкаторини, звівши її до мінімальної. Далі нашивають кишені (не показано) для лат, які обладнують еластичним елементом (не показано), пришитим з внутрішнього кінця, що забезпечує те, що лата, яку розташовують в кишені, буде злегка розпирати кишеню і надійно утримувати задню шкаторину. Внутрішні кінці кишень виконують з парою нейлонових накладок-протекторів, які пришивають з кожного боку для запобігання зношення вітрила. Далі проводять остаточну обробку вітрила, встановлюючи на ньому допоміжні деталі - трос, люверси, фалового дощечку, карабіни і т. п. Таким чином, отримують вітрило, що являє собою складну оболонку, нерозгортну на площину, що має плавну зміну величини напруг розгортних поверхонь, поліпшені експлуатаційні 3 UA 88728 U 5 10 15 якості складної оболонки, яка піддається великому аеродинамічному навантаженню, а також збільшений термін експлуатації при зниженні собівартості. Вищенаведений приклад характеризує здійснення даного технічного рішення і носить ілюстративний характер та не обмежує інші варіанти виконання складних оболонок, нерозгортних на площину, і може бути використано, наприклад, при виготовленні різних сферичних і напівсферичних поверхонь, таких як м'які купола шатрів, наметів, зонтичних поверхонь/оболонок, тентів і т.п. Джерела інформації: 1. Крівошапко С.Н. Торсовые поверхности и оболочки - Довідник. Москва, видавництво Університету дружби народів, 1991 р. 2. "Велика Енциклопедія Нафти Газа. Напрямна крива", знайдено в Інтернет: < URL: http://www.ngpedia.ru/id119453p3.html. 3. "Лекції з аналітичного розрахунку оболонок", знайдено в Інтернет: < URL: http://lib.rushkolnik.ru/text/4795/index-1.html. 4. Кущ Н.В. "Конструирование линейчатых поверхностей, аппроксимирующих на тентовые на основе выделения из множества линий //Прикладная геометрия и инженерная графика", вип. 16, Київ, 1973, - С.56-59. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Спосіб виготовлення складної оболонки, нерозгортної на площину, що включає апроксимацію складної оболонки на розгортну оболонку, яка складається з полотнищ заданої конфігурації, виконаних у вигляді розгортних поверхонь, розкрій згаданих полотнищ, формування апроксимованої оболонки, розгортної на площину, і яка має певний контур, заданий робочий профіль з заданим розподілом кривини в межах її площі, шляхом з'єднання згаданих полотнищ між собою швом вздовж всієї довжини лінії їх з'єднання, з посиленням найбільш навантажених ділянок оболонки, який відрізняється тим, що шов з'єднання полотнищ виконують шляхом перекриття згаданих полотнищ між собою, при цьому ширину перекриття виконують змінною, а посилення найбільш навантажених ділянок оболонки здійснюють шляхом максимального перекриття полотнищ. 4 UA 88728 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
МПК / Мітки
МПК: E04H 15/26, E04H 15/00
Мітки: виготовлення, нерозгортної, спосіб, складної, площину, оболонки
Код посилання
<a href="https://ua.patents.su/7-88728-sposib-vigotovlennya-skladno-obolonki-nerozgortno-na-ploshhinu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення складної оболонки, нерозгортної на площину</a>
Спосіб виготовлення порошкових виробів складної форми
Номер патенту: 65025
Опубліковано: 25.11.2011
Автори: Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович, Добриднєва Алла Ігорівна
Мітки: складної, порошкових, виробів, форми, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми, що включає пресування пористої заготовки простої форми, спікання, гаряче штампування, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструменту, який відрізняється тим, що на першій стадії заготовку деформують без підпору, а на другій - формують і ущільнюють бічний відросток додатковими пуансонами і підпорами.
Спосіб виготовлення порошкових виробів складної форми з бічними відростками
Номер патенту: 77860
Опубліковано: 25.02.2013
Автори: Рябічева Людмила Олександрівна, Нікітін Юрій Миколайович, Білянська Ірина Олександрівна
МПК: B22F 5/00
Мітки: виготовлення, форми, порошкових, спосіб, бічними, складної, відростками, виробів
Формула / Реферат:
Спосіб виготовлення порошкових виробів складної форми з бічними відростками, який полягає у пресуванні пористої заготовки простої форми, спіканні, штампуванні, яке виконують в умовах всебічного стиску у дві стадії за один хід пресового інструмента, на першій стадії доущільнюють заготовку простої конфігурації, а на другій формують і ущільнюють бічний відросток, який відрізняється тим, що заготовку штампують на холодну, де на першій стадії...
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу
Номер патенту: 45553
Опубліковано: 10.11.2009
Автори: Зінченко Станіслав Володимирович, Чаловський Михайло Федорович, Крючкова Євгенія Григорівна, Трегубов Микола Федорович
МПК: C04B 35/18, C03C 10/00
Мітки: великогабаритних, сіталу, спосіб, форми, літійалюмосилікатного, складної, виготовлення, виробів
Формула / Реферат:
Спосіб виготовлення великогабаритних виробів складної форми з літійалюмосилікатного ситалу, який полягає в подрібненні матеріалу мокрим способом, формуванні виробів методом шлікерного литва в пористі гіпсові форми та термообробці, який відрізняється тим, що формування заготовок виконується свіжоприготовленим шлікером зі щільністю 1,8...1,9 г/см3, вологістю 18...20 %, тониною помолу 1...5,5 %, в'язкістю 10...20 сек., витримується у формі до...
Спосіб виготовлення високощільних порошкових деталей складної форми
Номер патенту: 68518
Опубліковано: 16.08.2004
Автори: Потапова Інна Георгіївна, Циркін Аркадій Тимофійович, Рябічева Людмила Олександрівна
МПК: B22F 3/12
Мітки: виготовлення, складної, високощільних, деталей, спосіб, порошкових, форми
Формула / Реферат:
Спосіб виготовлення високощільних порошкових деталей складної форми, що включає підготовку форми, готування суміші з металевого порошку і водного розчину полівінілацетатної емульсії, заповнення форми і ущільнення суміші, сушіння заготовки до твердіння, який відрізняється тим, що суміш готують з 85...90% порошків необхідного за умовами роботи деталі складу і 10-15% водного розчину полівінілацетатної емульсії, формують набиванням, потім...
Спосіб виготовлення сітчастого рукава для оболонки ковбаси
Номер патенту: 40543
Опубліковано: 10.04.2009
Автор: Тітов Вадим Віталійович
МПК: A22C 13/00
Мітки: ковбаси, сітчастого, оболонки, спосіб, виготовлення, рукава
Формула / Реферат:
1. Спосіб виготовлення сітчастого рукава для оболонки ковбаси, що включає обв'язування чи обплітання оболонки текстильним матеріалом, який відрізняється тим, що попередньо підготовлену оболонку для ковбаси затискають з одного торця, подають до її порожнини стиснене повітря до отримання центральною ділянкою оболонки потрібної опуклої форми і жорсткості, герметизують оболонку, затискуючи її з обох торців, підтримуючи певний тиск повітря у...
Попередній патент: Фільтр-сепаратор
Наступний патент: Спосіб консервативного лікування хронічного геморою
Випадковий патент: Спосіб розробки рудних родовищ