Шаблон для виготовлення футерівки металургійних ковшів
Номер патенту: 89802
Опубліковано: 25.04.2014
Автори: Нагорняк Віталій Федорович, Передістий Генадій Леонідович, Єрмоленко Ганна Володимирівна, Антонов Юрій Григорович, Недбайло Микола Миколайович, Музирін Олександр Олегович, Слівченко Анатолій Іванович, Завгородній Максим Сергійович
Формула / Реферат
Шаблон для виготовлення футеровки металургійних ковшів, переважно промковшів, який містить корпус, опори вібраторів, що встановлені симетрично поперечній осі шаблона, і кріпильні вузли з амортизаторами, який відрізняється тим, що корпус в своїй верхній частині по периметру стінок і боковин додатково містить горизонтальні зв'язки з елементами жорсткості, а опори вібраторів виконані у вигляді вертикальних діафрагм з вікнами, жорстко з'єднаних з нижньою основою, стінками і горизонтальними зв'язками корпусу, монтажних плит, розташованих в вікнах вертикальних діафрагм, і перемичок, встановлених між нижньою основою корпусу та монтажною плитою і жорстко з'єднаних з вертикальною діафрагмою.
Текст
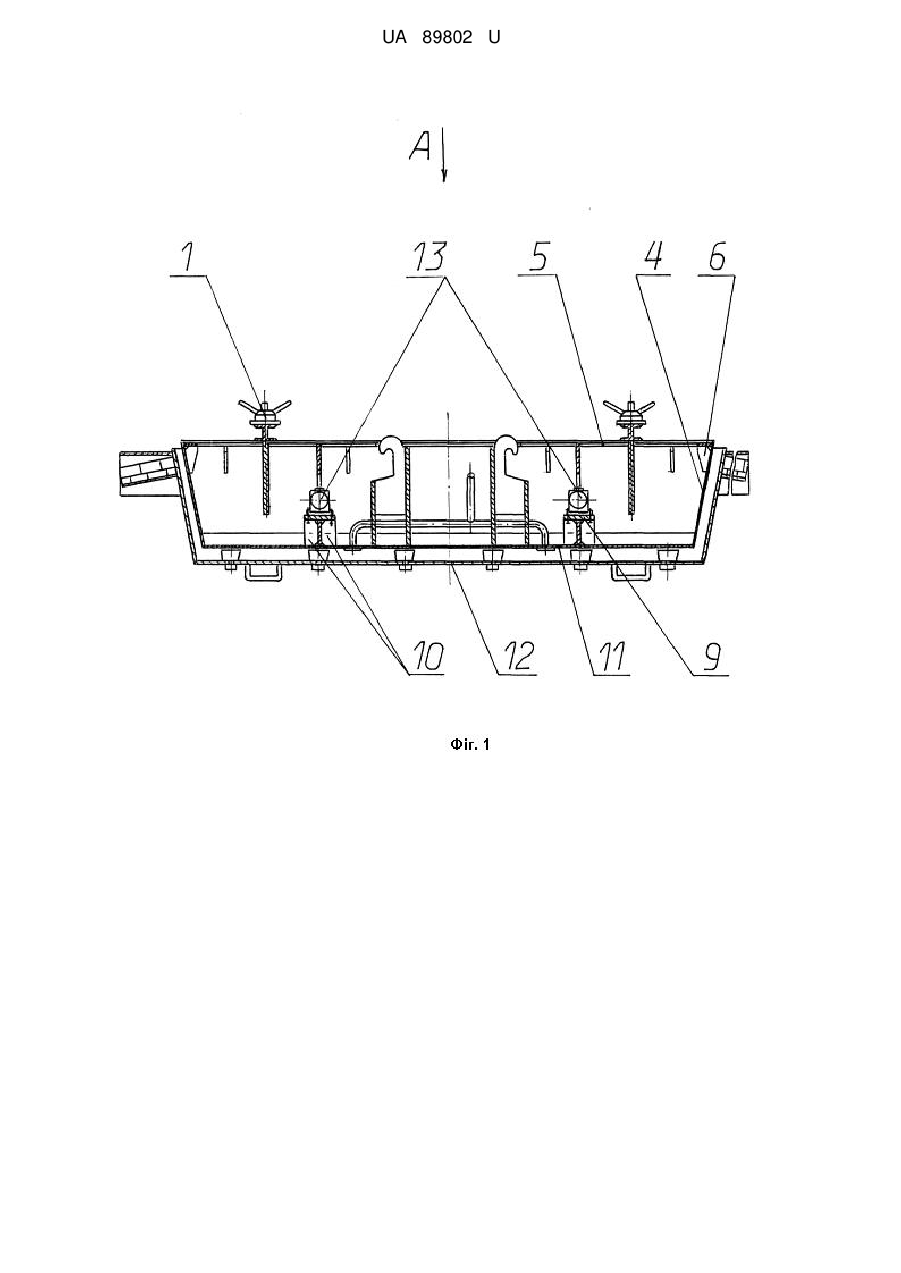
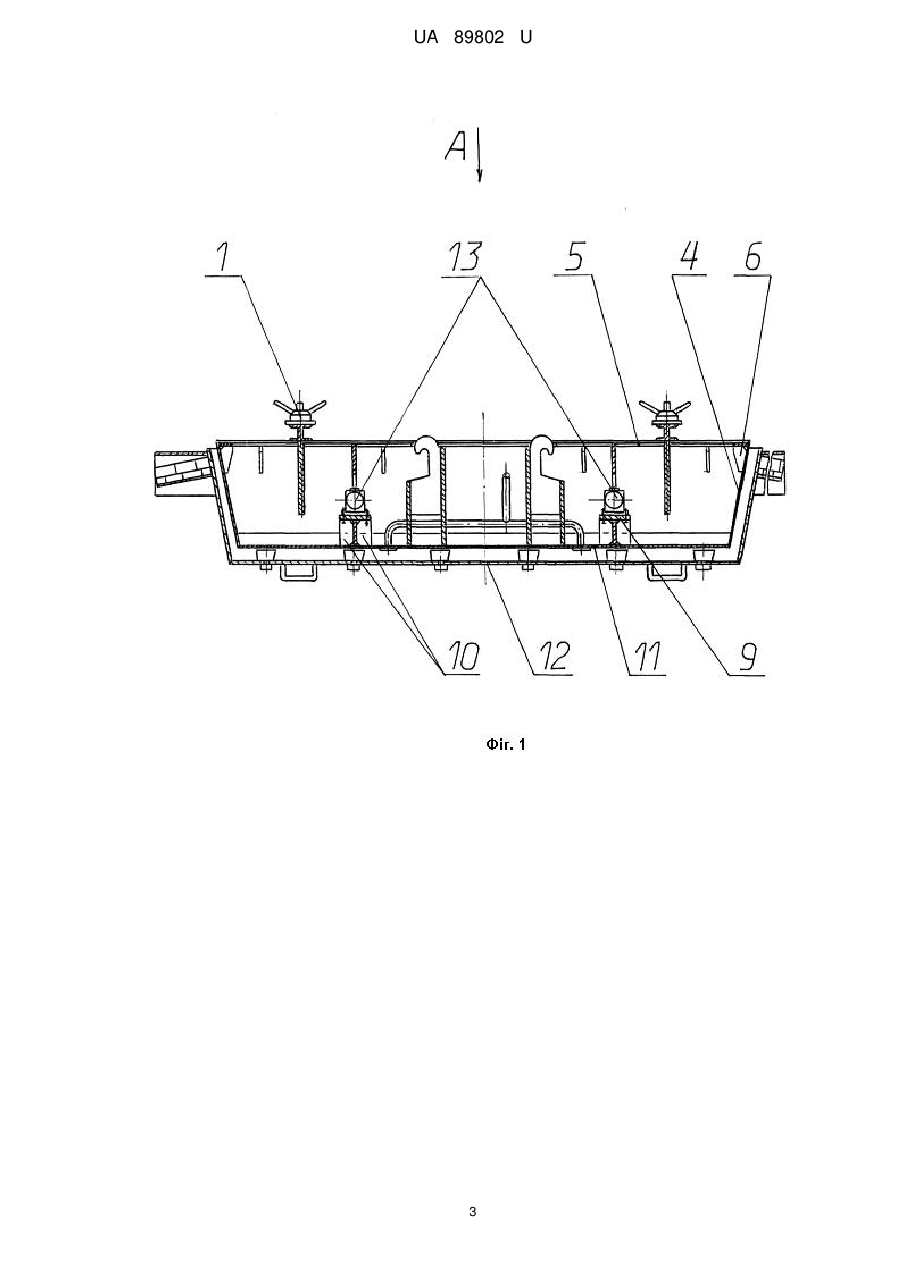
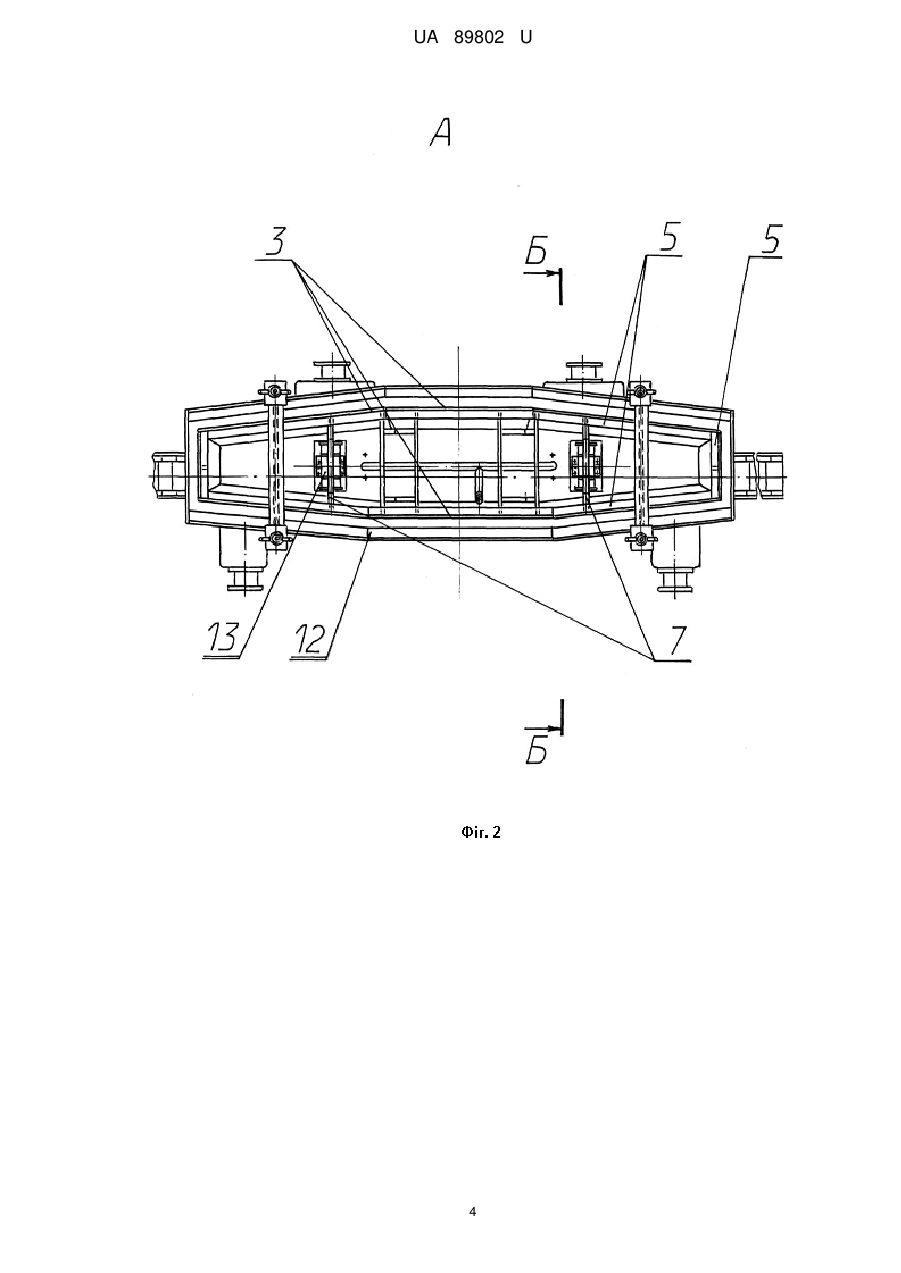
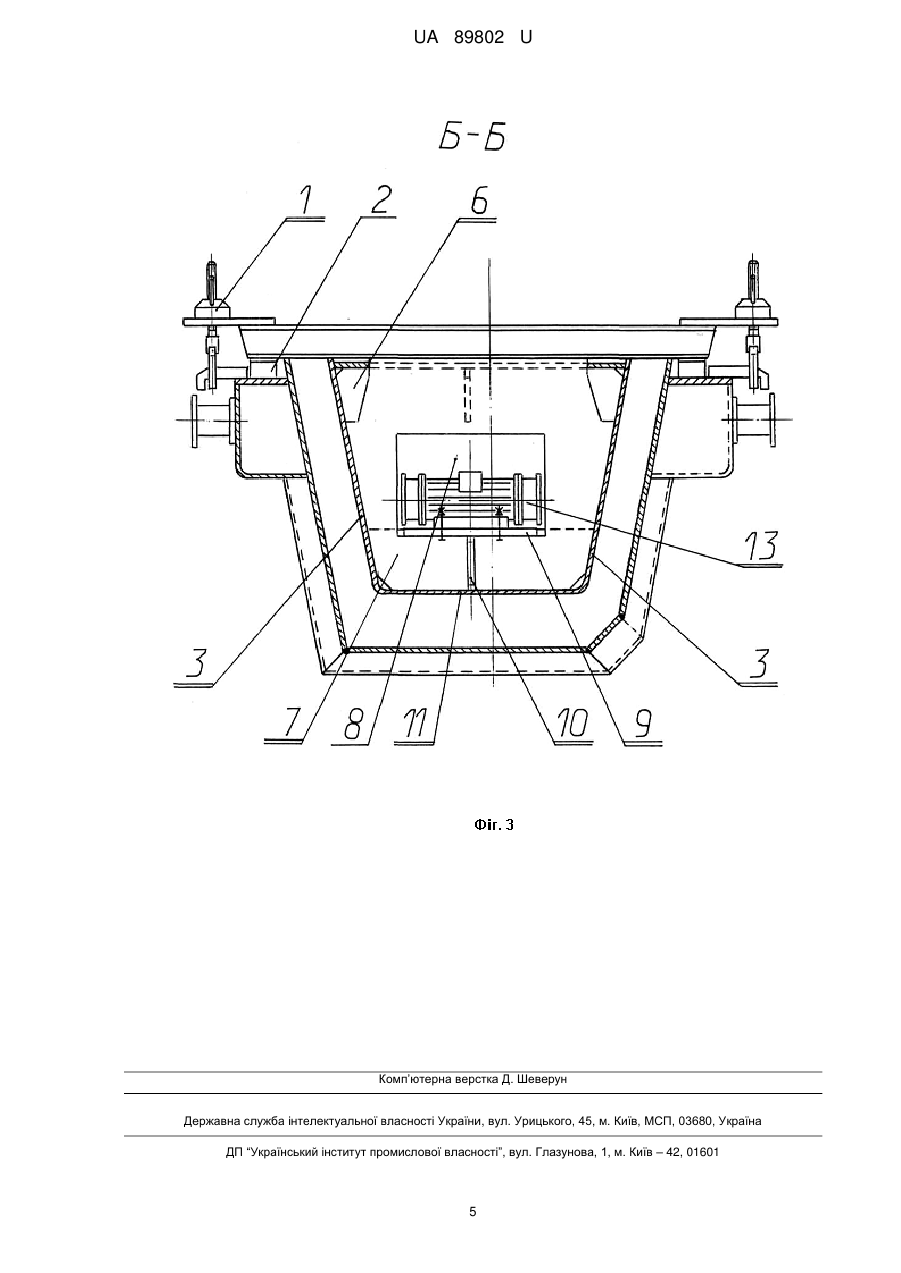
Реферат: Шаблон для виготовлення футерівки металургійних ковшів, переважно промковшів містить корпус, опори вібраторів, що встановлені симетрично поперечній осі шаблона, і кріпильні вузли з амортизаторами. Корпус в своїй верхній частині по периметру стінок і боковин додатково містить горизонтальні зв'язки з елементами жорсткості, а опори вібраторів виконані у вигляді вертикальних діафрагм з вікнами, жорстко з'єднаних з нижньою основою, стінками і горизонтальними зв'язками корпусу, монтажних плит, розташованих в вікнах вертикальних діафрагм, і перемичок, встановлених між нижньою основою корпусу та монтажною плитою і жорстко з'єднаних з вертикальною діафрагмою. UA 89802 U (12) UA 89802 U UA 89802 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії і може бути використана для виготовлення монолітних футерівок металургійних ковшів, переважно промковшів машин безперервного лиття заготовок. Відомий пристрій для виготовлення наливної футерівки сталерозливних ковшів, що містить порожнистий шаблон, вібратор, що укріплений в порожнині шаблона на його осі, підпружинені вантажі, які встановлені під кутом до осі шаблона на кришці і днищі шаблона [А.с. СРСР № 1011336, B22D 41/02, 1983]. Наявність підпружинених вантажів, які встановлені під кутом до осі шаблона на кришці і днищі шаблона, дозволяє забезпечити коливання шаблона в вертикальній площині, що, в деякій мірі, збільшує щільність футерівки днища ковша. Недоліком даного пристрою є неможливість виконання футерівки конфігурацією, відмітною від циліндра, трудомісткість збирання і установки шаблона в ківш, необхідність точного розрахунку маси і положення підпружинених вантажів для збудження їх реактивної маси під впливом вібратора, що укріплений в порожнині шаблона на його осі. При переході на футерувальні маси з іншими фізичними характеристиками, необхідні переналагодження положення вантажів у шаблоні і зміна їх мас в той чи інший бік. Для виходу всієї вібраційної системи пристрою на робочий режим необхідний час, що, в свою чергу, збільшує тривалість процесу виготовлення футерівки. Крім цього ущільнення футерувальної маси в пристрої здійснюється за рахунок двох різних систем: вібратора, укріпленого в порожнині шаблона по його осі та підпружинених вантажів, які встановлені на кришці і днищі шаблона під кутом до його осі. Це призводить до отримання футерівки неоднорідної щільності, так як кругові вібраційні коливання в горизонтальній площині сильніші за прямолінійні коливання шаблона по вертикалі. Найбільш близьким по технічній суті і результату, що досягається, є шаблон для формування монолітних футерівок металургійних ємностей, який містить корпус, вібратори спрямованих коливань, що установлені на опорах нижньої основи корпусу симетрично поперечній осі шаблона, і кріпильні вузли з амортизаторами [Патент України № 30828, В22D 41/00, 2008]. Симетрична установка вібраторів відносно поперечної осі шаблона, синхронізація їх роботи, дозволяють, після їх включення, практично миттєво здійснити вібраційну обробку футерувальної маси. Конструкція шаблона дозволяє футерувати не тільки циліндричні ємності, а перехід на інші марки вогнетривких мас не потребує яких-небудь переналагоджень обладнання. Однак вібраційні коливання, які передаються на нижню основу, стінки та боковини корпусу різні, що, по-перше, обумовлено розміщенням опор вібраторів на днищі шаблона та жорстким з'єднанням тільки з ним, а, по-друге - конфігурацією самого порожнистого корпусу. Все це призводить до отримання різної по щільності футерівки, що знижує її якість і стійкість. В основу корисної моделі поставлена задача удосконалення шаблона для виготовлення футерівки металургійних ковшів шляхом зміни конструкції корпусу і опор вібраторів, що дозволить забезпечити однакові амплітуду і збуджуючу силу вібраційних коливань всіх елементів конструкції шаблона як у вертикальній, так і в горизонтальній площинах і, за рахунок цього, забезпечити однорідність щільності футерівки промковша, а також підвищити її якість та стійкість при скороченні часу на її виробництво і зменшенні витрат дорогих футерувальних матеріалів. Поставлена задача вирішується тим, що в шаблоні для виготовлення футерівки металургійних ковшів, переважно промковшів, який містить корпус, опори вібраторів, що встановлені симетрично поперечній осі шаблона, і кріпильні вузли з амортизаторами, відповідно до корисної моделі, корпус в своїй верхній частині по периметру стінок і боковин додатково містить горизонтальні зв'язки з елементами жорсткості, а опори вібраторів виконані у вигляді вертикальних діафрагм з вікнами, жорстко з'єднаних з нижньою основою, стінками і горизонтальними зв'язками корпусу, монтажних плит, розташованих в вікнах вертикальних діафрагм, і перемичок, встановлених між нижньою основою корпусу та монтажною плитою і жорстко з'єднаних з вертикальною діафрагмою. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 зображений шаблон для виготовлення футерівки металургійних ковшів, розріз; на фіг. 2 - вид А на фіг. 1; на фіг. 3 розріз Б-Б на фіг.2. Шаблон для виготовлення футерівки металургійних ковшів містить корпус, опори вібраторів, що встановлені симетрично поперечній осі шаблона, кріпильні вузли 1 з амортизаторами 2. Всередині верхньої частини корпусу, по периметру його стінок 3 і боковин 4, установлені горизонтальні зв'язки 5 з елементами жорсткості 6. Опори вібраторів виконані у вигляді вертикальних діафрагм 7 з вікнами 8, монтажних плит 9 і перемичок 10. При цьому вертикальні 1 UA 89802 U 5 10 15 20 25 30 35 40 діафрагми 7 жорстко з'єднані з нижньою основою 11 корпусу, його стінками 3 та боковинами 4, а монтажні плити 9 розташовані в вікнах 8 вертикальних діафрагм 7. Перемички 10 установлені між нижньою основою 11 корпусу і монтажною плитою 9 та жорстко з'єднані з вертикальною діафрагмою 7. Шаблон для виготовлення футерівки металургійних ковшів працює наступним чином. Перед установкою шаблона в промківш 12 попередньо забезпечують збирання системи коливального руху корпусу шаблона. Для цього симетрично поперечній осі шаблона монтують вертикальні діафрагми 7 з вікнами 8. Установку вертикальних діафрагм 7 виконують таким чином, щоб вони з'єднували в одне ціле нижню основу 11 корпусу і стінки 3. Після цього виконують монтаж горизонтальних зв'язків 5 з елементами жорсткості 6, при цьому горизонтальні зв'язки 5 установлюють по периметру верхньої частини корпусу шаблона і жорстко кріплять їх до стінок 3 та боковин 4. В місцях контакту горизонтальних зв'язків 5 і вертикальних діафрагм 7 виконують їх кріплення між собою. В вікна 8 вертикальних діафрагм 7 установлюють монтажні плити 9, монтують вібратори 13 і синхронізують їх роботу. Шаблон готовий до роботи. Підготовлений до футерівки промківш 12 подають на стенд. Перед установленням шаблона його зовнішню поверхню покривають захисною емульсією. Далі шаблон, з допомогою електромостового крана, установлюють в промківш 12 і забезпечують його проектне положення. Для цього шаблон спирають амортизаторами 2 на металоконструкцію промковша 12 та фіксують положення шаблона за допомогою кріпильних вузлів 1. В зазор між корпусом шаблона і стінками промковша 12 заливають футерувальну масу і, для більш швидкого та рівномірного її розподілу і ущільнення, включають вібратори 13. Дебаланси, обертаючись з валом ротора електродвигуна вібратора 13, створюють відцентрову (змушуючу) силу. Колові коливання вібраторів 13 передаються монтажним плитам 9, вертикальним діафрагмам 7 та перемичкам 10 і далі - нижній основі 11 корпусу. В той же час, коливання через вертикальні діафрагми 7 розповсюджуються на стінки 3 і горизонтальні зв'язки 5, а через останні - на боковини 4 корпусу. Таким чином генерується вібрація шаблона як у вертикальній, так і в горизонтальній площинах. При цьому наявність амортизаторів 2 практично виключає передачу вібраційних коливань на металоконструкцію промковша 12. Футерувальна маса, під впливом вібраційних коливань, розтікаючись під нижньою основою 11 корпусу шаблона у всіх напрямках і рівномірно заповнюючи зазор між шаблоном і промковшем 12 по всьому периметру, створює монолітну футеровку. Вібратори 13 відключають. Потім подають наступну порцію футерувальної маси із короткочасним включенням вібраторів 13. Процес повторюють до повного формування футерівки промковша. Після затвердіння футерувальної маси та витримки шаблона в ковші, ослаблюють кріпильні вузли 1 і виймають шаблон з ковша. Промківш подають на сушку і далі використовують в процесі розливу сталі, а шаблон готують до футерівки наступного промковша. Таким чином, використання шаблона заявленої конструкції дозволяє забезпечити однорідність щільності футерівки промковша, значно підвищити, тим самим, якість і стійкість футерівки, скоротити час на її виготовлення і затрати футерувальних матеріалів, що приведе до зниження собівартості сталі. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Шаблон для виготовлення футерівки металургійних ковшів, переважно промковшів, який містить корпус, опори вібраторів, що встановлені симетрично поперечній осі шаблона, і кріпильні вузли з амортизаторами, який відрізняється тим, що корпус в своїй верхній частині по периметру стінок і боковин додатково містить горизонтальні зв'язки з елементами жорсткості, а опори вібраторів виконані у вигляді вертикальних діафрагм з вікнами, жорстко з'єднаних з нижньою основою, стінками і горизонтальними зв'язками корпусу, монтажних плит, розташованих в вікнах вертикальних діафрагм, і перемичок, встановлених між нижньою основою корпусу та монтажною плитою і жорстко з'єднаних з вертикальною діафрагмою. 2 UA 89802 U 3 UA 89802 U 4 UA 89802 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Автори англійськоюZavgorodnii Maksym Sergiyovych, Slyvchenko Anatolii Ivanovych, Nahorniak Vitalii Fedorovych, Antonov Yurii Hryhorovych, Yermolenko Hanna Volodymyrivna, Muzyrin Oleksandr Olehovych
Автори російськоюЗавгородний Максим Сергеевич, Сливченко Анатолий Иванович, Нагорняк Виталий Федорович, Антонов Юрий Григорьевич, Ермоленко Анна Владимировна, Музырин Александр Олегович
МПК / Мітки
МПК: B22D 41/00, B22D 41/02
Мітки: шаблон, футерівки, виготовлення, ковшів, металургійних
Код посилання
<a href="https://ua.patents.su/7-89802-shablon-dlya-vigotovlennya-futerivki-metalurgijjnikh-kovshiv.html" target="_blank" rel="follow" title="База патентів України">Шаблон для виготовлення футерівки металургійних ковшів</a>
Шаблон для виготовлення футерівки металургійних ковшів
Номер патенту: 53221
Опубліковано: 15.01.2003
Автори: Макшеєв Володимир Миколайович, Івко Володимир Вікторович, Тонконог Анатолій Олексійович, Учитель Лев Михайлович, Сітало Олександр Олексійович, Слівченко Анатолій Іванович, Музирін Олександр Олегович, Несвіт Володимир Васильович
МПК: B22D 41/02
Мітки: ковшів, шаблон, металургійних, футерівки, виготовлення
Формула / Реферат:
Шаблон для виготовлення футерівки металургійних ковшів, що містить установлені одна на одну і з’єднані між собою із зазором конусоподібні секції, верхня з яких виконана з вушками, пристрій для взаємного регулювання секцій і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що вушка виконані не виступаючими за зовнішню поверхню верхньої секції, а величина зазору між нижньою секцією та попередньою перевищує величину...
Шаблон для виготовлення футеровки металургійних ковшів
Номер патенту: 692
Опубліковано: 15.11.2000
Автори: Зеленін Іван Матвійович, Музирін Олександр Олегович, Анісімов Леонід Олександрович, Бродський Сергій Сергійович, Тарасенко Віталій Андрійович, Учитель Лев Михайлович, Слівченко Анатолій Іванович
МПК: B22D 41/02
Мітки: шаблон, виготовлення, металургійних, футеровки, ковшів
Формула / Реферат:
Шаблон для виготовлення футеровки металургійних ковшів, що містить установлені одна на одну і з'єднані між собою конусоподібні секції, пристрій для їх взаємного регулювання і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що нижня опорна секція виконана у вигляді основи і контактуючого з нею за допомогою кульової опори плаваючого сегменту, а механізм їх з'єднання суміщений з механізмом регулювання положення...
Установка для піскометного набивання футерівки металургійних ковшів
Номер патенту: 65795
Опубліковано: 15.04.2004
Автори: Несвіт Володимир Васильович, Тонконог Анатолій Олексійович, Гринюк Сергій Іванович, Єрмоленко Ганна Володимирівна, Івко Володимир Вікторович, Слівченко Анатолій Іванович, Музирін Олександр Олегович
МПК: B22D 41/02, B22C 15/00
Мітки: установка, набивання, ковшів, металургійних, футерівки, піскометного
Формула / Реферат:
Установка для піскометного набивання футерівки металургійних ковшів, що містить піскометні головки з системою подавання вогнетривкої маси, встановлені на обертовій круговій рамі, і секційний шаблон на кульовій опорі, яка відрізняється тим, що вона додатково містить пристрій для захисту футерівки, виконаний у вигляді горизонтального диска з кільцевим елементом жорсткості, встановлений на монолітну футерівку із зазором відносно верхньої секції...
Шаблон для формування монолітних футерівок металургійних ємкостей
Номер патенту: 30828
Опубліковано: 11.03.2008
Автори: Родь Олександр Григорович, Дубина Олег Вікторович, Тонконог Анатолій Олексійович, Публіка Ганна Яківна, ТРОЩІЙ Сергій Володимирович, Слівченко Анатолій Іванович, Величенко Людмила Іванівна, Гринюк Сергій Іванович
МПК: B22D 41/00
Мітки: ємкостей, формування, монолітних, металургійних, футерівок, шаблон
Формула / Реферат:
Шаблон для формування монолітних футерівок металургійних ємкостей, переважно промковшів, що містить корпус з нижньою основою і вібратори, який відрізняється тим, що корпус у верхній частині додатково містить кріпильні вузли з амортизаторами, нижня основа з вмонтованими в неї пневмоклапанами виконана як одне ціле зі стінками корпуса, а вібратори спрямованих коливань установлені на опорах нижньої основи симетрично поперечній осі шаблона.
Установка для виготовлення наливної футерівки металургійних ємкостей
Номер патенту: 76656
Опубліковано: 10.01.2013
Автори: Тонконог Анатолій Олексійович, Завгородній Максим Сергійович, Колобов Ігор Васильович, Антонов Юрій Григорович, Щербина Дем'ян Павлович, Музирін Олександр Олегович, Івко Володимир Вікторович, Кравченко Юрій Володимирович, Мосьпан Вячеслав Вікторович, Родь Олександр Григорович, Слівченко Анатолій Іванович, Єрмоленко Ганна Володимирівна
МПК: B22D 41/00
Мітки: установка, ємкостей, наливної, виготовлення, футерівки, металургійних
Формула / Реферат:
Установка для виготовлення наливної футерівки металургійних ємкостей, переважно промковшів, що містить шаблон, розміщений у промковші, та вузли готування і подавання вогнетривкої маси, яка відрізняється тим, що на броню днища промковша по осях сталевипускних отворів додатково встановлені основою меншого діаметра металеві порожнисті конуси, основа більшого діаметра яких являє собою розташований нижче торця конуса кільцевий елемент, на верхню...
Попередній патент: Теплоізоляційний мат “фольгохолст”
Наступний патент: Змішувач
Випадковий патент: Таблетки кальцій-валеотон і спосіб їх приготування