Пристрій для нанесення покриття на металеву заготовку зануренням в розплав
Номер патенту: 90323
Опубліковано: 26.04.2010
Автори: Хартунг Ханс Георг, Цербе Рюдігер, Брісбергер Рольф, Беренс Хольгер
Формула / Реферат
1. Пристрій для нанесення покриття на металеву заготовку (1, 1', 1", 1"'), зокрема сталеву штабу, зануренням в розплав, причому в пристрої передбачено пропускання металевої заготовки (1, 1', 1", 1"') вертикально через ванну для нанесення покриття (3, 3', 3", 3'"), яка містить розплавлений метал (2, 2', 2", 2'"), і через включений перед нею направляючий канал (4, 4', 4", 4'"), в зоні якого з обох сторін металевої заготовки (1, 1', 1", 1"') встановлені щонайменше два індуктори (5) для створення електромагнітного поля для утримання металу (2, 2', 2", 2'") для нанесення покриття у ванні (3, 3', 3", 3'"), і в зоні від верхньої половини (Н/2) до верхньої третини (Н/3) індукторів (5) і їх магнітного поля створений збільшений об'єм металу (2, 2', 2", 2'") для нанесення покриття, який відрізняється тим, що збільшений об'єм утворений за рахунок опуклості (10) стінок (6") направляючого каналу (4").
2. Пристрій за п.1, який відрізняється тим, що додатково збільшений об'єм утворений за рахунок бічного підведення додаткового розплавленого металу (2"') для нанесення покриття.
3. Пристрій за п. 2, який відрізняється тим, що для бічного підведення передбачені щонайменше дві труби (11).
4. Пристрій за п. 3, який відрізняється тим, що направляючий канал (4'") має прямокутний поперечний переріз, і до кожної вузької сторони підведена щонайменше одна труба (11).
Текст
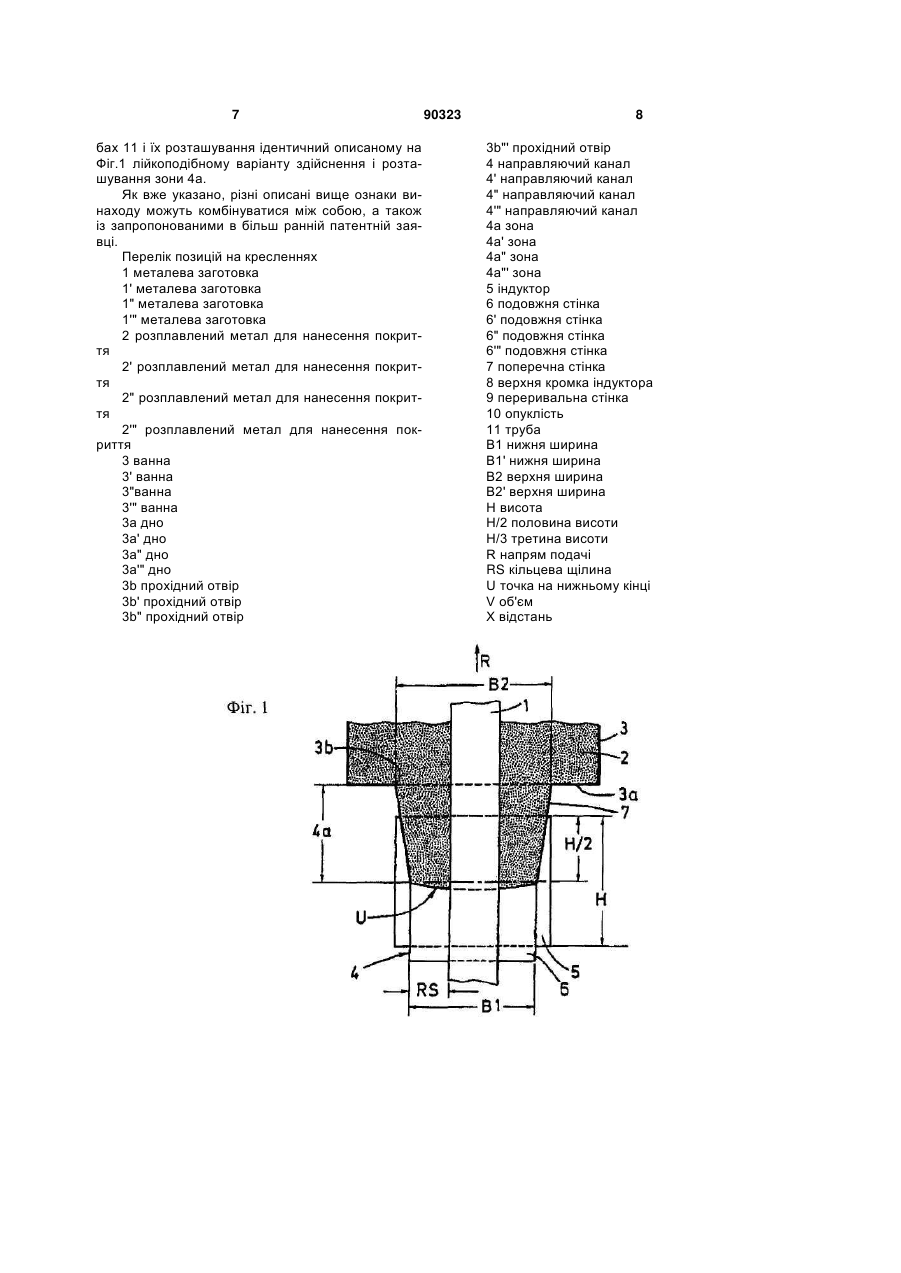
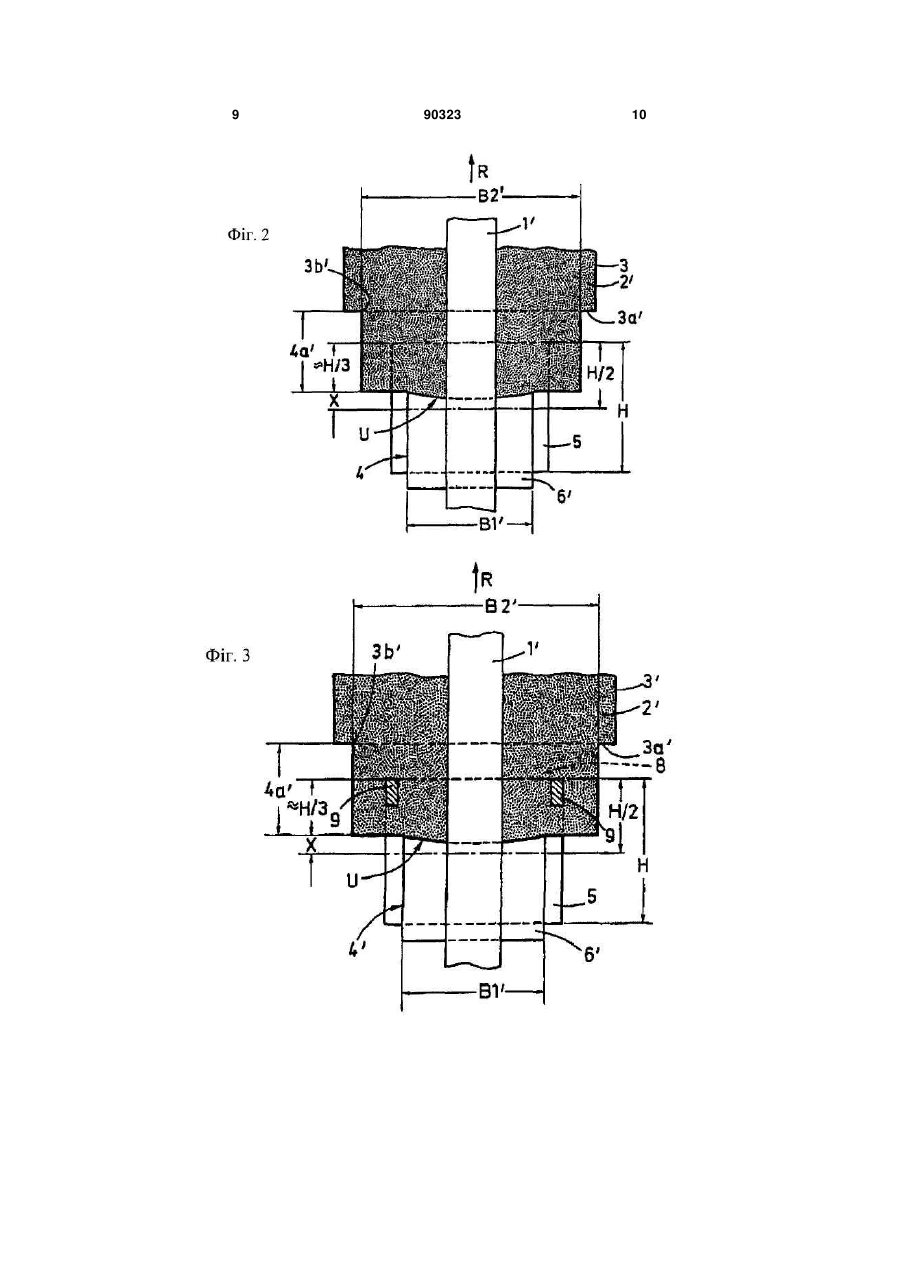
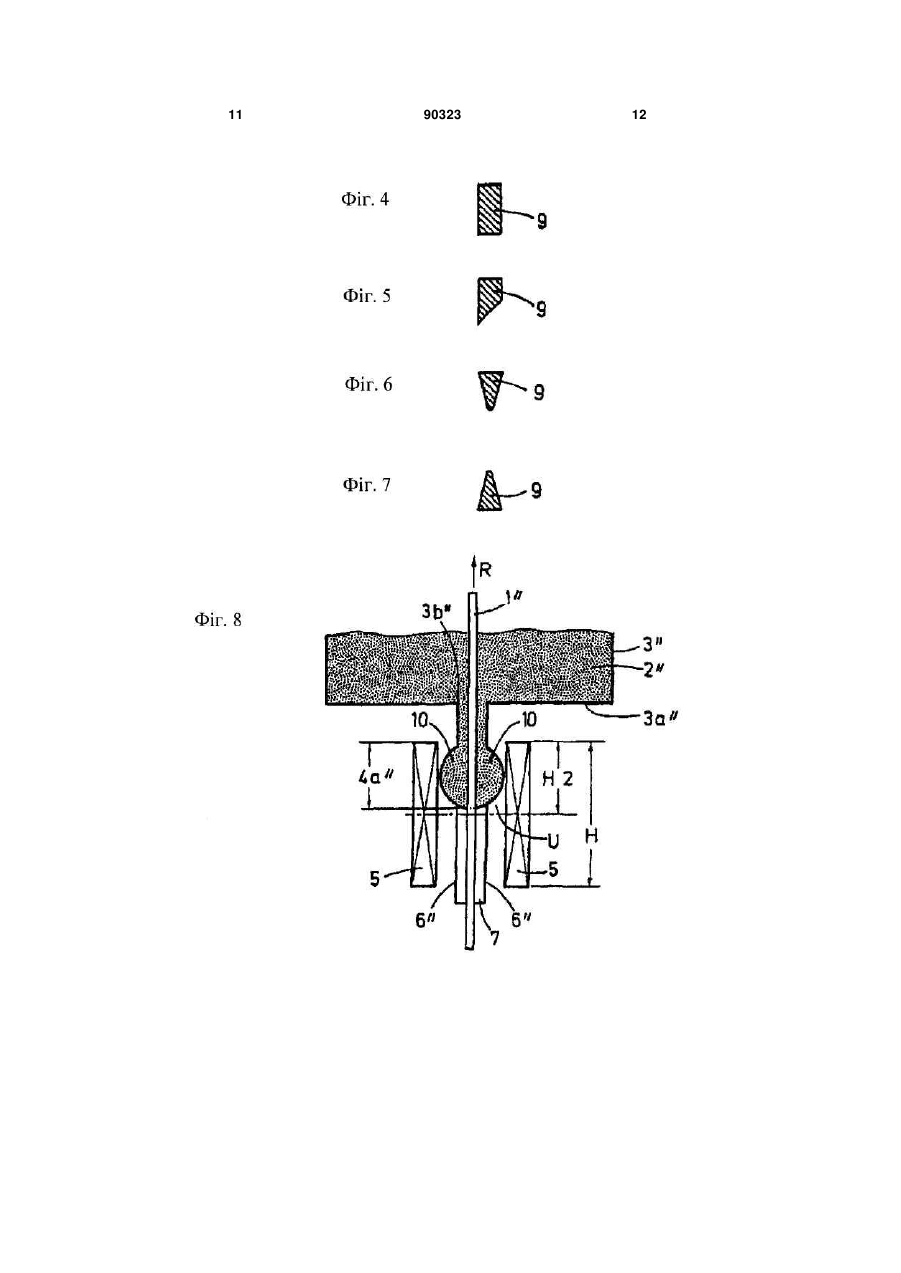
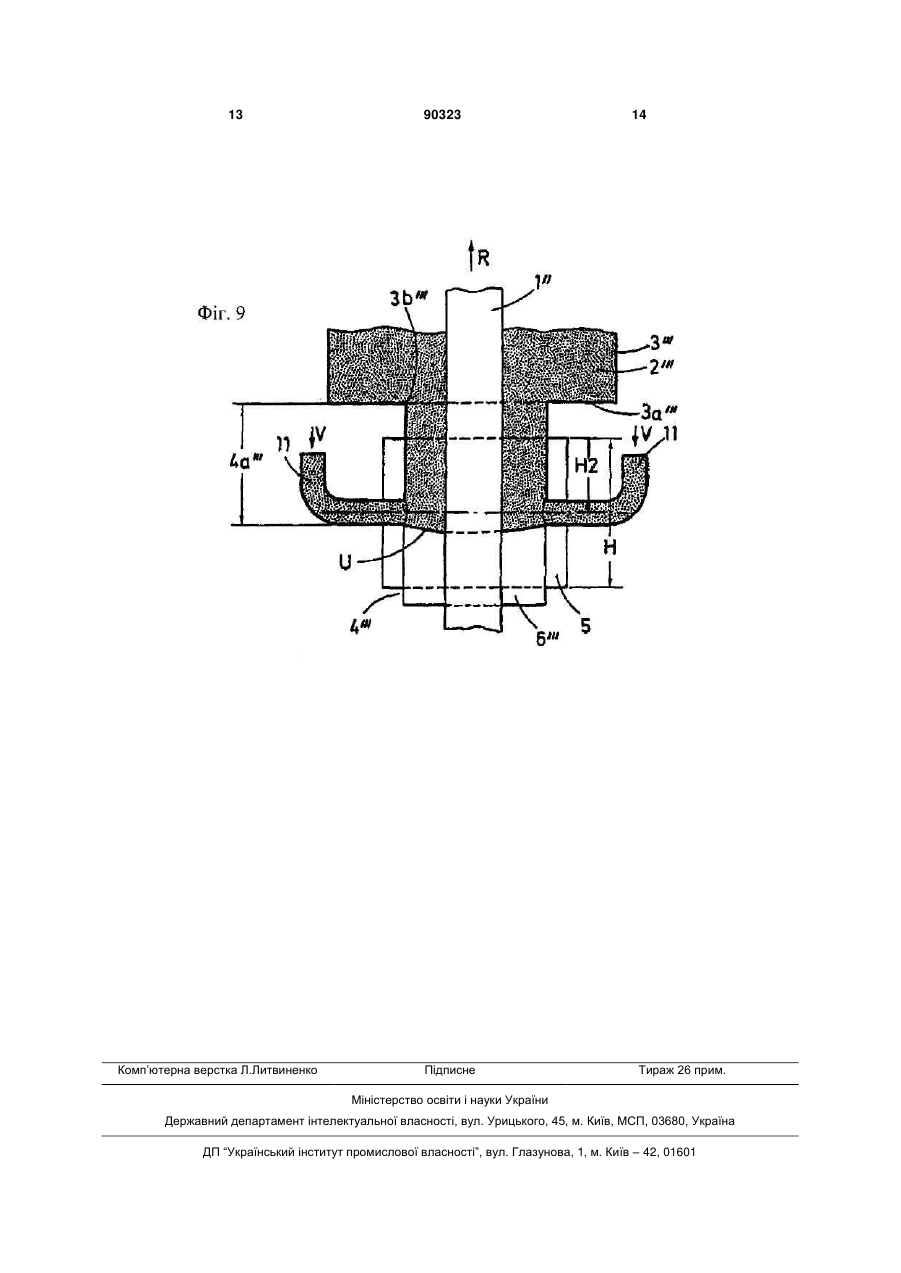
1. Пристрій для нанесення покриття на металеву заготовку (1, 1', 1", 1"'), зокрема сталеву штабу, зануренням в розплав, причому в пристрої передбачено пропускання металевої заготовки (1, 1', 1", 1"') вертикально через ванну для нанесення покриття (3, 3', 3", 3'"), яка містить розплавлений C2 2 (19) 1 3 в області направляючого каналу і служить відправною точкою пропонованого винаходу. Задача даного винаходу полягає в тому, щоб запропонувати подальші заходи, що дозволяють зберегти спокійним розплав для занурення при використанні електромагнітного затвора, щоб таким чином підвищити якість покриття. Рішення цієї задачі згідно з винаходом характеризується тим, що передбачається збільшення об'єму в зоні магнітного поля індукторів. У більш ранній патентній заявці збільшення об'єму розплавленого металу передбачалося або в придонній зоні ванни, або в направляючому каналі, але в будь-якому випадку зверху над індукторами. Отже, згідно з прототипом збільшений об'єм знаходиться щонайменше в своїй основній масі за межами дії магнітного поля індукторів. Згідно ж з даним винаходом, навпаки, збільшений об'єм знаходиться цілеспрямовано в зоні магнітного поля індукторів, що приводить до того, що зона із збільшеним об'ємом піддається впливу магнітного поля. У переважному варіанті передбачено, що збільшення об'єму передбачене в зоні від верхньої половини до верхньої третини індукторів. Для створення збільшеного об'єму згідно з винаходом пропонуються різні заходи. Так, в першому варіанті може бути передбачено, що збільшення об'єму досягається за рахунок лійкоподібного збільшення догори ширини стінок направляючого каналу. Цей варіант може бути реалізований в новій конструкції або при переобладнанні старої з особливо незначними витратами, якщо направляючий канал виконаний як окрема і, отже, змінна труба. Такі ж переваги забезпечує другий варіант, в якому передбачено, що збільшений об'єм створюється за рахунок ступеневого бічного збільшення ширини стінок направляючого каналу. Нарешті, на продовження другого варіанта також може бути передбачено, що всередині розширення і біля верхньої кромки індукторів розташовано по одній переривальній стінці. Вона може сприяти подальшому заспокоєнню розплавленого металу і, відповідно, його поверхні. У модифікації другого варіанта переривальна стінка може бути оформлена особливим чином, зокрема так, що верхня або нижня, або обидві кромки переривальної стінки виконані з кутами, щонайменше просто скошеними, конусоподібними або скругленими. Крім того, можна передбачити, що переривальна стінка виконана електропровідною або непровідною. Матеріалами тут можуть бути, наприклад, кераміка або інші матеріали, стійкі до температури або агресивності розплавленого металу для нанесення покриття. У третьому варіанті передбачено, що збільшений об'єм досягнутий за рахунок бічної опуклості стінок направляючого каналу. Тут також можливе удосконалення існуючих пристроїв шляхом заміни направляючого каналу з незначними витратами. Четвертий варіант здійснення винаходу передбачає для збільшення об'єму, що замість описаного розширення в поперечному перерізі або на 90323 4 доповнення до нього збільшення об'єму досягається за рахунок бічного підведення додаткового розплавленого металу. Тут, отже, об'ємний потік розплавленого металу, що подається додатково в направляючий канал, забезпечує, можливо також додаткове, збільшення об'єму. На продовження четвертого варіанта ефективне збільшення об'єму досягається за рахунок того, що бічне підведення здійснюють щонайменше двома трубами, які переважно виходять на вузьких сторонах прямокутного направляючого каналу. Завдяки запропонованим заходам досягається те, що поверхня розплавленого металу для нанесення покриття всередині ванни зберігається відносно спокійною, так що досягається висока якість покриття шляхом занурення. На кресленні представлені приклади здійснення винаходу. При цьому показані: Фіг.1 - в схематичному зображенні нижня частина пристрою для нанесення покриття зануренням в розплав, з металевою заготовкою, що пропускається через нього, в розрізі посередині і вздовж металевої заготовки, при цьому показані лише зона дна ванни для розплавленого металу і направляючий канал з індукторами, що приєднується знизу, в першому варіанті здійснення винаходу у формі лійкоподібного розширення направляючого каналу, Фіг.2 - другий варіант здійснення винаходу, відповідний Фіг.1, у формі ступеневого бічного розширення направляючого каналу, Фіг.3- третій варіант здійснення винаходу, відповідний Фіг.1, з переривальною стінкою, Фіг.4 - перший варіант поперечного перерізу переривальної стінки за Фіг.3, Фіг.5 - другий варіант поперечного перерізу переривальної стінки за Фіг.3, Фіг.6 - третій варіант поперечного перерізу переривальної стінки за Фіг.3, Фіг.7 - четвертий варіант поперечного перерізу переривальної стінки за Фіг.3, Фіг.8 - четвертий варіант здійснення винаходу, відповідний Фіг.1, але в перерізі посередині і упоперек металевої заготовки, в формі опуклості, і Фіг.9 - п'ятий варіант здійснення винаходу, відповідний Фіг.1, але в формі бічного підведення розплавленого металу для нанесення покриття в направляючий канал. У представленому лише частково на Фіг.1 пристрої металеву заготовку 1 у вигляді стальної штаби, на яку має бути нанесене покриття, протягують переважно вертикально вгору в напрямі подачі R через розплавлений метал 2, що використовується для нанесення покриття. Металом 2 для покриття може бути, зокрема, цинк або алюміній, який помішують в придатну для цього і лише позначену ванну 3 без доступу повітря. У дні 3а ванни 3 виконаний прохідний отвір 3b для металевої заготовки 1. На дні 3а до прохідного отвору 3b приєднується знизу направляючий канал 4 в принципі у вигляді вузької, прямокутної труби. Штабову металеву заготовку 1 пропускають по направляючому каналу 4 із зазором зі всіх сто 5 рін, при цьому поперечний переріз направляючого каналу 4 у вигляді кільцевої щілини RS, що залишається вільним, через спеціальний вертикальний прохід заповнюють металевим розплавом 2 для нанесення покриття, так що металева заготовка 1 у верхній зоні 4а направляючого каналу 4 оточена розплавленим металом 2 покриття. Таким чином, розплавлений метал 2 для нанесення покриття являє собою у верхній зоні 4а свого роду рідке кільцеве ущільнення, яке заповнює кільцеву щілину RS вниз до точки U. Для забезпечення герметичності цього кільцевого ущільнення, тобто для тривалої і надійної герметичності кільцевої щілини RS знизу в направляючому каналі 4, з обох сторін подовжніх стінок 6 направляючого каналу 4 встановлені індуктори 5. Індуктори 5 створюють сильне магнітне поле в зоні направляючого каналу 4, протидіюче силі тяжіння кільцеподібного тут розплавленого металу 2 для нанесення покриття, так що метал 2 покриття не може витікати вниз з направляючого каналу 4, а по суті застиг нерухомо в точці U. Показаний на Фіг.1 зазор і, отже, також кільцева щілина RS, заради ясності зображення представлені з великим збільшенням і не відповідними за масштабом. Об'єм виступаючого як кільцеве ущільнення у верхній зоні 4а направляючого каналу 4 кільцевого розплавленого металу 2 для нанесення покриття може бути насправді дуже невеликим. Тип індукторів 5 і їх принцип дії, а також використання непоказаних коректуючих котушок, рівно як і інші ознаки пристрою описані детально в названій, більш ранній німецькій заявці на патент, взятій за прототип. Щоб забезпечити заспокоєння поверхні розплаву у ванні, в зоні магнітного поля індукторів 5, зокрема безпосередньо біля індукторів 5, в направляючому каналі 4 передбачений збільшений об'єм розплавленого металу 2 для нанесення покриття. З цією метою в представленому на Фіг.1 першому варіанті здійснення винаходу верхня зона 4а направляючого каналу 4, що входить в прохідний отвір 3b дна 3а, виконана лійкоподібною, так що ширина В1 подовжніх стінок 6 внизу збільшується догори до ширини В2. При цьому одержуваний нахил вузьких поперечних стінок 7 під гострим кутом до вертикалі складає приблизно від 1 до 15 градусів. Розширення подовжніх стінок 6 направляючого каналу 4, і відповідно зона 4а, починається внизу, приблизно на рівні піввисоти Н/2 висоти Η індукторів 5, і проходить далі за висоту Н, переходячи потім в подовжні сторони прямокутного прохідного отвору 3b в дні 3а ванни 3. Об'єм металу для нанесення покриття збільшується тут в зоні кільцевої щілини RS, а саме на вузьких поперечних сторонах металевої заготовки 1. Завдяки описаній лійкоподібній конструкції направляючого каналу 4 і його просторовому взаємозв'язку з магнітним полем індукторів 5 викликані магнітним полем турбулентні рухи в розплавленому металі 2 для нанесення покриття значно змен 90323 6 шуються і розплав, зокрема на своїй поверхні, заспокоюється. На всіх подальших фігурах креслення однакові деталі позначені однаковими, але з додаванням індексу позиціями. На Фіг.2 представлений другий варіант здійснення винаходу. Тут збільшений об'єм металу 2 для нанесення покриття досягається за рахунок зони 4а', що ступенево розширяється, направляючого каналу 4'. З цією метою подовжні стінки 6' від нижньої ширини В1' ступенево збільшуються до верхньої ширини В2' і утворюють таким чином ступеневу зону 4а', що входить в прохідний отвір 3b' дна 3а'. Ступеневе розширення подовжніх стінок 6' направляючого каналу 4', і відповідно зони 4а', починається внизу на відстані X від рівня половинної висоти Н/2 висоти Н, і відповідно приблизно у верхній третині Н/3 висоти Η або приблизно на рівні половинної висоти Н/2 висоти Η індукторів 5, і продовжується далі за висоту Н, а потім переходить в подовжні стінки прямокутного прохідного отвору 3b' в дні 3а' ванни 3'. Ефект впливу ступеневої зони 4а' і її розташування ідентичний описаному на Фіг.1 лійкоподібному варіанту здійснення зони 4а. На Фіг.3 представлений третій варіант здійснення винаходу. По суті він відповідає варіанту за Фіг.2, крім наступних доповнень: На ділянці 4а' і біля верхніх кромок 8 індукторів розташовано по одній переривальній стінці 9. Ця переривальна стінка 9 служить для керування потоком і заспокоєння розплаву, зокрема також у взаємодії із заходами, детальніше описаними в більш ранній патентній заявці - прототипі. На Фіг.4-7 показані можливі форми поперечного перерізу переривальної стінки 9, 9', 9" і 9'". Переривальна стінка 9-9'" може бути виготовлена з електропровідного або також з непровідного матеріалу, зокрема з металу або кераміки, і в поперечному перерізі бути з кутами, наприклад, з прямими кутами, з простим або подвійним скосом, зокрема під кутом від 15 до 60 градусів до вертикалі, або, також, вміщати між собою кут від 15 до 60 градусів, конусоподібний або лійкоподібний зі скругленням зверху і/або знизу. На Фіг.8 представлений четвертий варіант здійснення винаходу, відповідний Фіг.1, але в центральному перерізі і упоперек металевої заготовки 1. Тут направляючий канал 4" на висоті верхньої половини Н/2 висоти Η індукторів 5 має бічну, приблизно конусоподібну опуклість 10 подовжніх стінок 6" і, отже, збільшує там об'єм рідкого металу 2 для нанесення покриття в кільцевій щілині, а конкретно тут на подовжніх сторонах металевої заготовки 1. На Фіг.9 представлений п'ятий варіант здійснення винаходу, відповідний Фіг.1, але у формі бічного підведення розплавленого металу 2'" для нанесення покриття в направляючий канал 4'". Підведення здійснюють через дві труби 11, які приблизно горизонтально входять в направляючий канал 4'" на половині Н/2 висоти Η індукторів 5 і збільшують там об'єм металу 2'" для нанесення покриття практично по всій кільцевій щілині. Переважний ефект впливу бічного підведення по тру 7 бах 11 і їх розташування ідентичний описаному на Фіг.1 лійкоподібному варіанту здійснення і розташування зони 4а. Як вже указано, різні описані вище ознаки винаходу можуть комбінуватися між собою, а також із запропонованими в більш ранній патентній заявці. Перелік позицій на кресленнях 1 металева заготовка 1' металева заготовка 1" металева заготовка 1'" металева заготовка 2 розплавлений метал для нанесення покриття 2' розплавлений метал для нанесення покриття 2" розплавлений метал для нанесення покриття 2'" розплавлений метал для нанесення покриття 3 ванна 3' ванна 3"ванна 3'" ванна 3а дно 3а' дно 3а" дно 3а'" дно 3b прохідний отвір 3b' прохідний отвір 3b" прохідний отвір 90323 8 3b"' прохідний отвір 4 направляючий канал 4' направляючий канал 4" направляючий канал 4'" направляючий канал 4а зона 4а' зона 4а" зона 4а"' зона 5 індуктор 6 подовжня стінка 6' подовжня стінка 6" подовжня стінка 6'" подовжня стінка 7 поперечна стінка 8 верхня кромка індуктора 9 переривальна стінка 10 опуклість 11 труба B1 нижня ширина В1' нижня ширина B2 верхня ширина В2' верхня ширина Η висота Н/2 половина висоти Н/3 третина висоти R напрям подачі RS кільцева щілина U точка на нижньому кінці V об'єм X відстань 9 90323 10 11 90323 12 13 Комп’ютерна верстка Л.Литвиненко 90323 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for coating application on metal bar by immersion into the melt
Автори англійськоюBehrens Holger, Brisberger Rolf, Hartung Hans-Georg, Zerbe Rudiger
Назва патенту російськоюУстройство для нанесения покрытия на металлическую заготовку погружением в расплав
Автори російськоюБеренс Хольгер, Брисбергер Рольф, Хартунг Ханс-Георг, Цербе Рюдигер
МПК / Мітки
МПК: C23C 2/14
Мітки: покриття, пристрій, розплав, заготовку, нанесення, металеву, зануренням
Код посилання
<a href="https://ua.patents.su/7-90323-pristrijj-dlya-nanesennya-pokrittya-na-metalevu-zagotovku-zanurennyam-v-rozplav.html" target="_blank" rel="follow" title="База патентів України">Пристрій для нанесення покриття на металеву заготовку зануренням в розплав</a>
Спосіб і пристрій для нанесення покриття на металеву заготовку зануренням в розплав
Номер патенту: 80608
Опубліковано: 10.10.2007
Автори: Беренс Хольгер, Тенькхофф Бернхард, Цилєнбах Міхель, Брісбергер Рольф, Хартунг Ханс Георг, Траковскі Вальтер
МПК: C23C 2/00, C23C 2/14, C23C 2/36
Мітки: пристрій, металеву, спосіб, розплав, нанесення, зануренням, заготовку, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на металеву заготовку (1), зокрема сталеву стрічку, зануренням в розплав, при якому металеву заготовку (1) пропускають вертикально через місткість (3), що містить розплавлений метал (2) покриття, і через розташований перед місткістю напрямний канал (4) певної висоти (Н), при цьому в ділянці напрямного каналу (4) встановлюють щонайменше два розташованих по обох сторонах від металевої заготовки (1) індуктори (5), що...
Пристрій для нанесення покриття на безперервнолиту металеву заготовку зануренням у металевий розплав
Номер патенту: 79112
Опубліковано: 25.05.2007
Автори: Йєпсен Олаф Норман, Беренс Хольгер, Траковскі Вальтер, Бергманн Франк, Ціленбах Міхель
МПК: B05C 3/09, C23C 2/14, C23C 2/36, C23C 2/00, B05C 3/02
Мітки: заготовку, нанесення, покриття, пристрій, зануренням, безперервнолиту, розплав, металеву, металевій
Формула / Реферат:
1. Пристрій для нанесення покриття на безперервнолиту металеву заготовку (1), зокрема сталеву стрічку, зануренням у металевий розплав, який містить заповнений розплавленим металом покриття (2) резервуар (3) та розташований перед резервуаром (3) напрямний канал (4), виконані з можливістю вертикального пропускання через них вказаної металевої заготовки (1), причому у зоні напрямного каналу розташований електромагнітний індуктор (5),...
Пристрій для нанесення покриття на заготовку металевого прокату зануренням в металевий розплав
Номер патенту: 79109
Опубліковано: 25.05.2007
Автори: Траковскі Вальтер, Хартунг Ханс Георг
Мітки: прокату, пристрій, металевого, зануренням, металевій, покриття, заготовку, розплав, нанесення
Формула / Реферат:
1. Пристрій для нанесення покриття на заготовку металевого прокату (1), зокрема сталеву штабу, зануренням в металевий розплав, який включає заповнений розплавленим металом покриття (2) резервуар (3), який призначений для щонайменше часткового вертикального пропускання вказаної заготовки (1), щонайменше один встановлений на опорах ролик (4) для вертикального направлення вказаної заготовки, причому ролик (4) або його вісь (5) проходить крізь...
Спосіб і пристрій для нанесення покриття на металевий виріб зануренням у розплав
Номер патенту: 79175
Опубліковано: 25.05.2007
Автори: Брісбергер Рольф, Фалькенхан Бодо, Тенькхофф Бернхард, Траковскі Вальтер, Ціленбах Міхаель, Беренс Хольгер, Юргенс Роберт
Мітки: пристрій, металевій, нанесення, розплав, виріб, зануренням, спосіб, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на металевий виріб, зокрема на сталеву штабу зануренням у розплав металу, при якому металевий виріб (1) по вертикалі подають через ємність (3), що містить розплавлений метал (2) покриття і через розташований перед ємністю напрямний канал (4), причому для втримання металу (2) покриття в ємності (3) в ділянці напрямного каналу (4) створюють електромагнітне поле за допомогою щонайменше двох індукторів (5),...
Спосіб нанесення покриття зануренням в розплав та пристрій для його здійснення
Номер патенту: 78722
Опубліковано: 25.04.2007
Автори: Траковскі Вальтер, Брісбергер Рольф
Мітки: пристрій, розплав, нанесення, здійснення, покриття, зануренням, спосіб
Формула / Реферат:
1. Спосіб нанесення покриття на поверхню, зокрема стрічкоподібного матеріалу, наприклад стрічки з кольорових металів або сталевої стрічки (1), щонайменше одного металевого покриття при проходженні через щонайменше одну ємність, що містить розплавлений матеріал (3) покриття, при цьому матеріал покриття вводять з приймального резервуара (8) в зазор (7) між роторами (5, 5'), що обертаються в протилежному напрямі, і стрічку (1) пропускають зверху...
Попередній патент: Спосіб одержання скріпленої мінеральної вати, зв’язуюче для цього та скріплений мінераловатний продукт
Наступний патент: Спосіб одержання графітованих виробів
Випадковий патент: Спосіб тимчасового гемостазу при ушкодженнях печінки