Спосіб зварювання та пристрій для його здійснення
Номер патенту: 103640
Опубліковано: 11.11.2013
Автори: Драган Станіслав Володимирович, Галь Анатолій Феодосійович, Сімутєнков Іван Вікторович
Формула / Реферат
1. Спосіб зварювання, що полягає у вібраційному переміщенні торця електродного дроту відносно поверхні оброблюваного виробу за допомогою вібраційного приводу електродного дроту у вигляді магнітострикційного перетворювача електричної енергії, який відрізняється тим, що при зварюванні під флюсом на торці електродного дроту формують тонкий шар розплавленого металу, періодично відокремлюваний за рахунок вібраційного переміщення торця електродного дроту, і подають його в зону зварювання без замикання дугового проміжку.
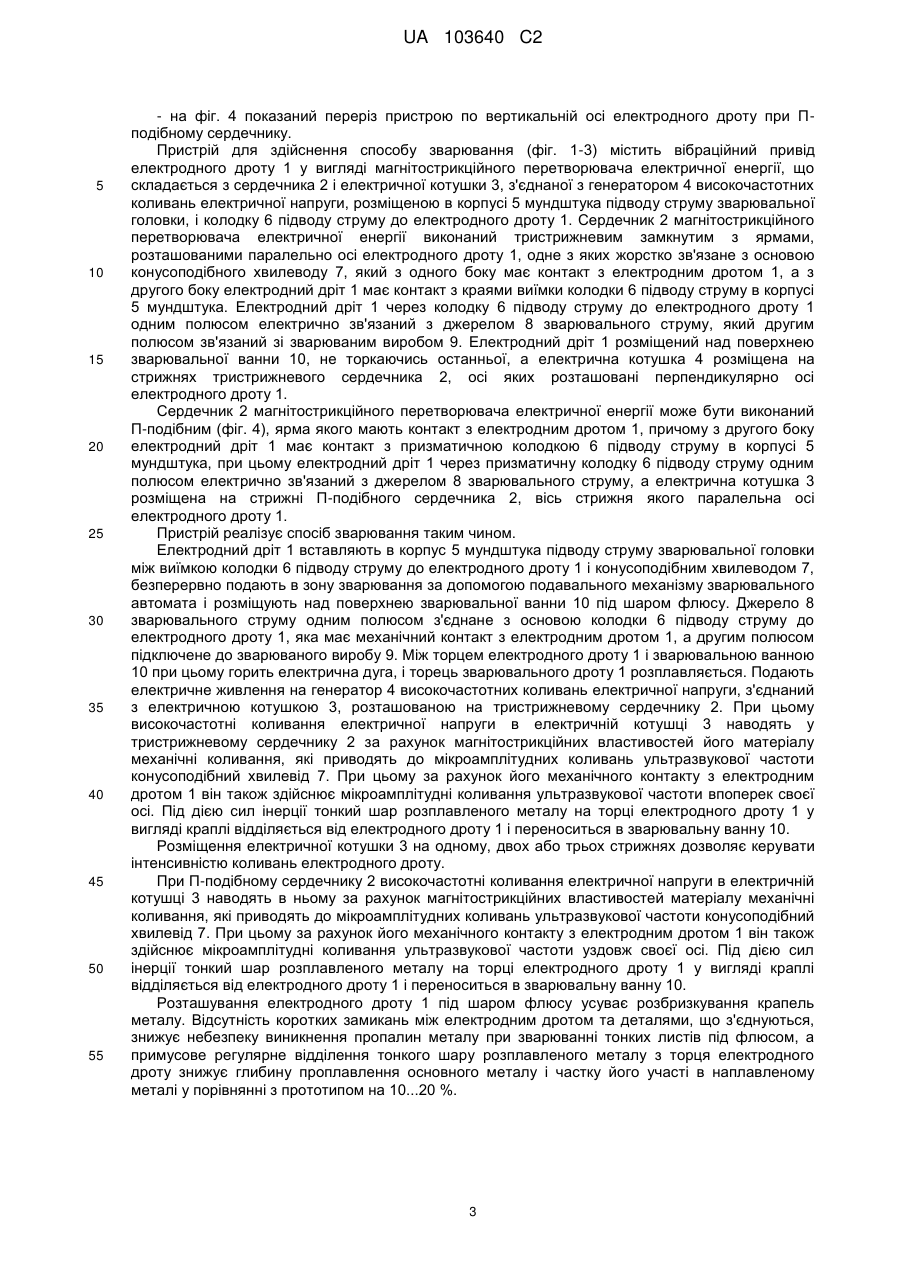
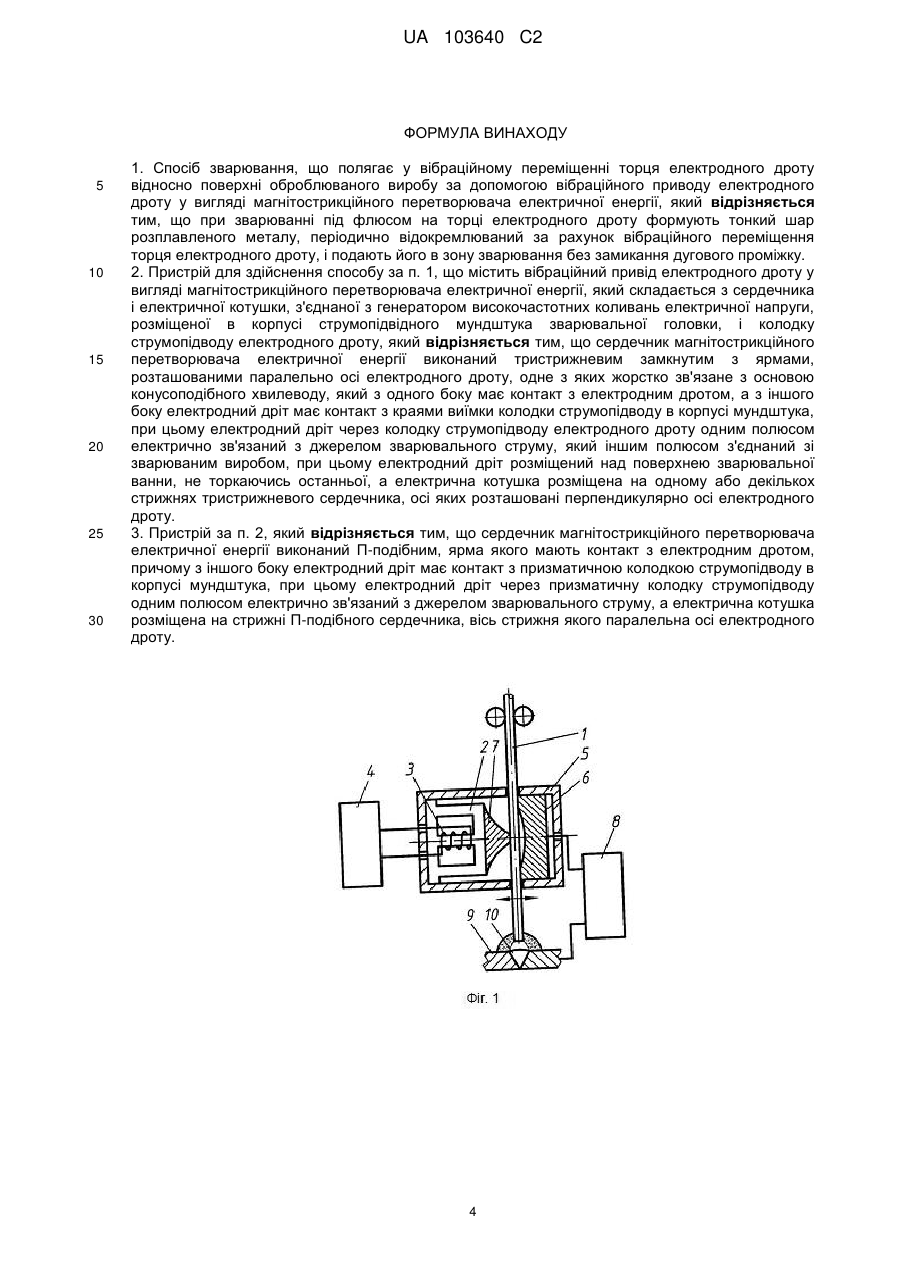
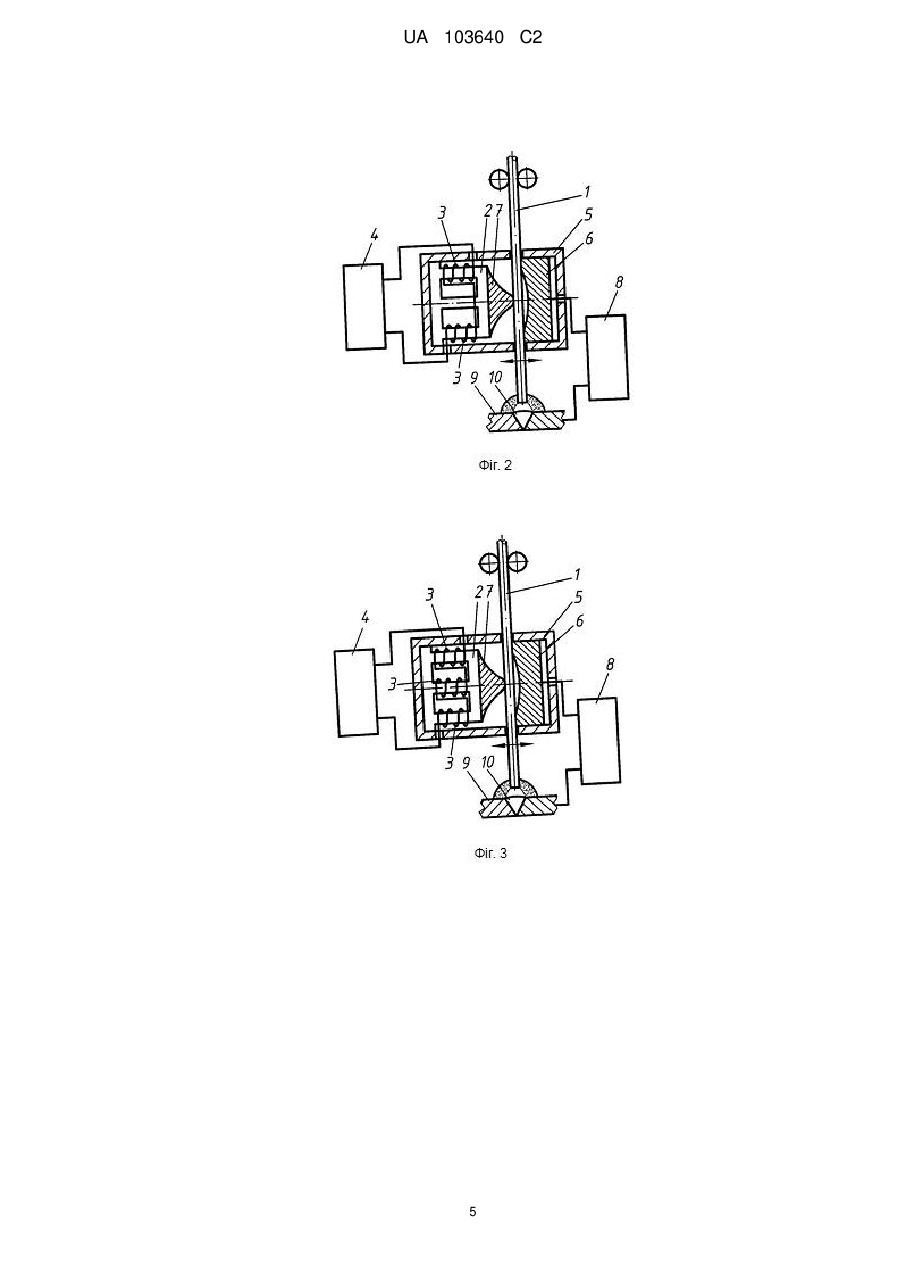
2. Пристрій для здійснення способу за п. 1, що містить вібраційний привід електродного дроту у вигляді магнітострикційного перетворювача електричної енергії, який складається з сердечника і електричної котушки, з'єднаної з генератором високочастотних коливань електричної напруги, розміщеної в корпусі струмопідвідного мундштука зварювальної головки, і колодку струмопідводу електродного дроту, який відрізняється тим, що сердечник магнітострикційного перетворювача електричної енергії виконаний тристрижневим замкнутим з ярмами, розташованими паралельно осі електродного дроту, одне з яких жорстко зв'язане з основою конусоподібного хвилеводу, який з одного боку має контакт з електродним дротом, а з іншого боку електродний дріт має контакт з краями виїмки колодки струмопідводу в корпусі мундштука, при цьому електродний дріт через колодку струмопідводу електродного дроту одним полюсом електрично зв'язаний з джерелом зварювального струму, який іншим полюсом з'єднаний зі зварюваним виробом, при цьому електродний дріт розміщений над поверхнею зварювальної ванни, не торкаючись останньої, а електрична котушка розміщена на одному або декількох стрижнях тристрижневого сердечника, осі яких розташовані перпендикулярно осі електродного дроту.
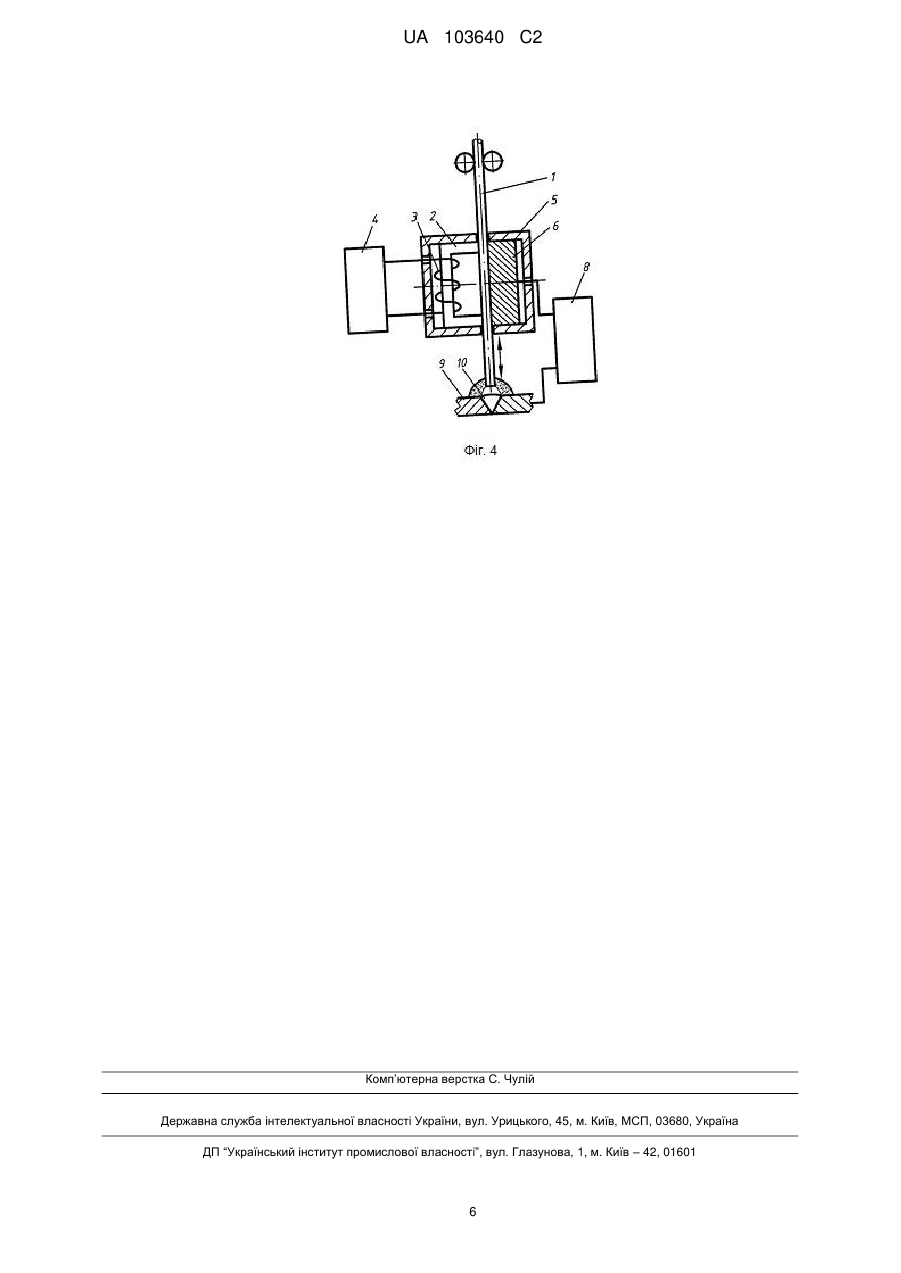
3. Пристрій за п. 2, який відрізняється тим, що сердечник магнітострикційного перетворювача електричної енергії виконаний П-подібним, ярма якого мають контакт з електродним дротом, причому з іншого боку електродний дріт має контакт з призматичною колодкою струмопідводу в корпусі мундштука, при цьому електродний дріт через призматичну колодку струмопідводу одним полюсом електрично зв'язаний з джерелом зварювального струму, а електрична котушка розміщена на стрижні П-подібного сердечника, вісь стрижня якого паралельна осі електродного дроту.
Текст
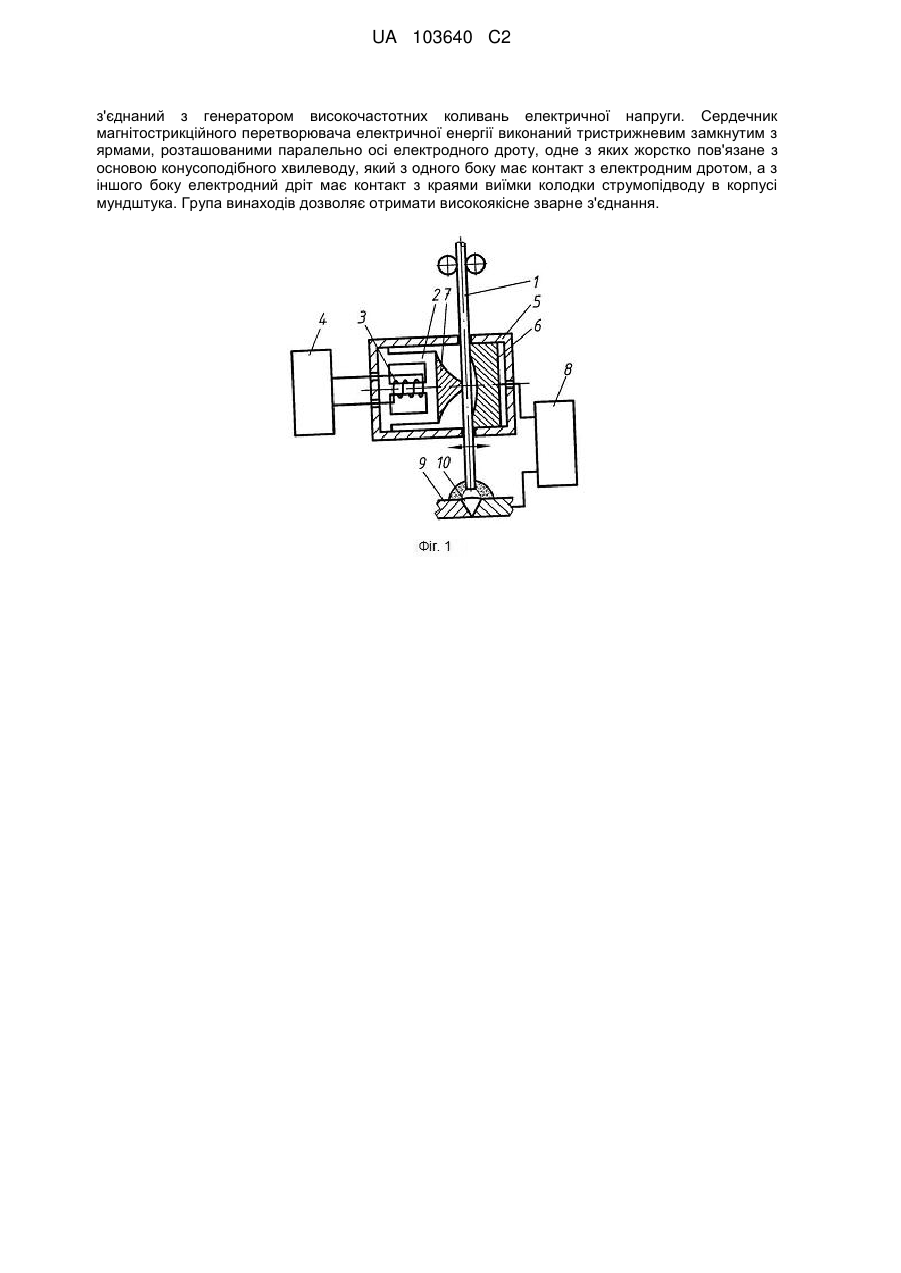
Реферат: Винахід належить до машинобудування і може бути використаний для зварювання під флюсом металевих виробів електродним дротом. Спосіб зварювання полягає у вібраційному переміщенні торця електродного дроту відносно поверхні оброблюваного виробу за допомогою магнітострикційного перетворювача електричної енергії, при цьому при зварюванні під флюсом на торці електродного дроту формують тонкий шар розплавленого металу, періодично відокремлюваний, і подають його в зону зварювання без замикання дугового проміжку. Пристрій для здійснення способу містить магнітострикційний перетворювач електричної енергії, UA 103640 C2 (12) UA 103640 C2 з'єднаний з генератором високочастотних коливань електричної напруги. Сердечник магнітострикційного перетворювача електричної енергії виконаний тристрижневим замкнутим з ярмами, розташованими паралельно осі електродного дроту, одне з яких жорстко пов'язане з основою конусоподібного хвилеводу, який з одного боку має контакт з електродним дротом, а з іншого боку електродний дріт має контакт з краями виїмки колодки струмопідводу в корпусі мундштука. Група винаходів дозволяє отримати високоякісне зварне з'єднання. UA 103640 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування і може бути використаний для зварювання під флюсом металевих виробів електродним дротом. Відомі способи зварювання з передачею ультразвукових коливань через основний метал безпосередньо до рідкого металу зварювальної ванни (див. Кравцов Т.Г., Севрюков В.В. Ультразвуковая обработка судовых деталей и сварных конструкций: Монография. - Николаев: УГ МТУ, 2001. - 126 с, рис. 7.1-7.3 на с. 90-91). Спосіб зварювання з передачею ультразвукових коливань у зварювальну ванну через основний метал і різного вигляду проміжні ланки зварюваній деталі здійснюється за допомогою трансформатора ультразвукових коливань, що мас безпосередній контакт з основним металом (див. Кравцов Т.Г., Севрюков В.В. Ультразвуковая обработка судовых деталей и сварных конструкций: Монография. - Николаев: УГМТУ, 2001. - 126 с., рис. 7.1 на с. 90). Проте цей спосіб не набув широкого застосування через велике розсіювання енергії в металі, погіршення зовнішнього вигляду зварного шва і утворення в наплавленому металі гарячих тріщин у зв'язку із значною відстанню місця дії ультразвукових коливань від поверхні кристалізації зварювальної ванни. Спосіб зварювання з передачею ультразвукових коливань через зварювальну ванну зануренням робочого інструменту в розплавлений метал (див. Кравцов Т.Г., Севрюков В.В. Ультразвуковая обработка судовых деталей и сварных конструкций: Монография. - Николаев: УГМТУ, 2001. - 126 с., рис. 7.2 на с. 90) здійснюють магнітострикційним перетворювачем через хвилевід і його робочу частину, занурену безпосередньо в рідку зварювальну ванну. Проте при зануренні робочої частини хвилеводу в зварювальну ванну хвилеутворююча система виходить з резонансу внаслідок зміни лінійних розмірів хвилеводу в результаті його підплавлення. Найбільш близьким за технічною суттю, істотними ознаками і позитивним ефектом є спосіб зварювання з передачею ультразвукових коливань через присадний дріт, який здійснюють з використанням для зварювання і наплавлення зварювального автомата, перед зварювальним мундштуком якого встановлюють магнітострикційний перетворювач, при цьому його хвилевід з'єднують з мундштуком для підведення зварювального струму до присадного дроту (див. Кравцов Т.Г., Севрюков В.В. Ультразвуковая обработка судовых деталей и сварных конструкций: Монография. - Николаев: УГМТУ, 2001. - 126 с., рис. 7.3-7.5 на с. 90-91). Проте така система передачі коливань з рухомим присадним дротом не забезпечує надійного акустичного контакту між хвилеводом і рухомим дротом у зв'язку з пружністю останнього. В основу винаходу поставлено задачу удосконалення способу зварювання, в якому при додатковій механічній дії на зварювальний дріт у вигляді вібраційного переміщення останнього забезпечують стійке горіння зварювальної дуги і стабільне відділення розплавленого шару металу з торця електродного дроту, за рахунок чого отримують високоякісне зварне з'єднання, що підвищує довговічність з'єднання і економічність зварювання. Поставлена задача розв'язується тим, що спосіб зварювання, який полягає у вібраційному переміщенні торця електродного дроту відносно поверхні оброблюваного виробу за допомогою вібраційного приводу електродного дроту у вигляді магнітострикційного перетворювача електричної енергії, при цьому, згідно з винаходом, зварювання здійснюється під флюсом, при цьому на торці електродного дроту формують тонкий шар розплавленого металу, що періодично відділяється на рахунок вібраційного переміщення торця електродного дроту в результаті мікроамплітудних коливань ультразвукової частоти без замикання дугового проміжку, і подають його в зону зварювання без замикання дугового проміжку. Відомий пристрій для подачі електродного дроту у вигляді механізму з квазіхвильовим перетворювачем, який є механізмом з перетворенням обертального руху вала привідного електродвигуна в імпульсне обертання подавальних роликів (див. Лебедев В.А., Пичак В.Г., Смолярко В.Б. Механизмы импульсной подачи электродной проволоки с регулированием параметров импульсов // Автоматическая сварка, 2001, № 5. - С. 31-37). Проте це пристрій для подачі електродного дроту у вигляді механізму з квазіхвильовим перетворювачем складний і ненадійний в роботі у зв'язку з наявністю великої кількості зв'язаних між собою деталей, що обертаються. Найбільш близьким за технічною суттю, істотними ознаками і позитивним ефектом є 7 пристрій для управління електричною дугою (див. патент РФ № 2257983 (RU), МПК В23K 9/00, В23K 10/00, Опубл. 10.08.2005) при обробці електродугою матеріалів, причому керування електричною дугою включає формування дугового розряду в зазорі між катодом, розміщеним в газоподавальному соплі інструменту для електротермічної обробки матеріалів і оброблюваним матеріалом, і обдування дугового розряду газовим потоком з високим ступенем турбулентності. Розміри крапель металу і частота їх переходу з торця електродного дроту в зварювальну ванну при підвищенні щільності зварювального струму зменшуються, причому відбувається послідовний перехід від крупнокрапельного з короткими замиканнями дугового проміжку до 1 UA 103640 C2 5 10 15 20 25 30 35 40 45 50 55 дрібнокрапельного і струменевого перенесення. Перенесення металу відбувається лише тоді, коли діаметр краплі більше діаметра електродного дроту (див. стор. 82, 83 в книзі Автоматизация сварочных процессов / Под ред. В.К. Лебедева, В.П. Черныша. - К.: Вища школа, Главное изд-во, 1986. - 296 с.). Проте цей пристрій реалізує зварювання в захисних газах, що супроводжується короткими замиканнями дугового проміжку, які сприяють підвищеному розбризкуванню металу і, як наслідок, зниженню якості зварювання. В основу винаходу поставлено задачу удосконалення пристрою для здійснення способу зварювання, в якому змінена схема механічної дії на електродний дріт для забезпечення стійкого руху електродного дроту і за рахунок цього отримання високоякісного зварного з'єднання, що підвищує довговічність виробу і економічність процесу зварювання. Поставлена задача розв'язується тим, що в пристрої для здійснення способу зварювання, який містить вібраційний привід електродного дроту у вигляді магнітострикційного перетворювача електричної енергії, що складається з сердечника та електричної котушки, зв'язаної з генератором високочастотних коливань електричної напруги, розміщеної в корпусі мундштука підводу струму зварювальної головки, і колодку підводу струму до електродного дроту, згідно з винаходом, сердечник магнітострикційного перетворювача електричної енергії виконаний тристрижневим замкнутим з ярмами, розташованими паралельно осі електродного дроту, одне з яких жорстко зв'язане з основою конусоподібного хвилеводу, який з одного боку має контакт з електродним дротом, а з іншого боку електродний дріт має контакт з краями виїмки колодки підводу струму в корпусі мундштука, при цьому електродний дріт через колодку підводу струму до електродного дроту одним полюсом електрично зв'язаний з джерелом зварювального струму, який іншим полюсом зв'язаний зі зварюваним виробом, при цьому електродний дріт розміщений над поверхнею зварювальної ванни, не торкаючись останньої, а електрична котушка розміщена на одному або декількох стрижнях тристрижневого сердечника, осі яких розташовані перпендикулярно осі електродного дроту. Виконання сердечника магнітострикційного перетворювача електричної енергії три стрижневим замкнутим з ярмами, розташованими паралельно осі електродного дроту, одне з яких жорстко зв'язане з основою конусоподібного хвилеводу, дозволяє розміщувати електричну обмотку на кожному зі стрижнів окремо або на двох, або на одному стрижні, що дає збільшення потужності магнітострикційного перетворювача і можливість керувати горизонтальним переміщенням електродного дроту за рахунок зміни плеча сили механічної дії на конусоподібнийхвилевід. Виконання хвилеводу конусоподібним дозволяє зосередити механічні дії на електродний дріт і таким чином підвищити інтенсивність вібраційного переміщення торця електродного дроту впоперек своєї осі. Сердечник магнітострикційного перетворювача електричної енергії можна виконати Пподібним, ярма якого мають контакт з електродним дротом, причому з іншого боку електродний дріт має контакт з призматичною колодкою підводу струму в корпусі мундштука, при цьому електродний дріт через призматичну колодку підводу струму одним полюсом електрично зв'язаний з джерелом зварювального струму, а електрична котушка розміщена на стрижні Пподібного сердечника, вісь стрижня якого паралельна осі електродного дроту. Виконання сердечника магнітострикційного перетворювача електричної енергії П-подібним, ярма якого мають контакт з електродним дротом, дозволяє здійснювати мікроамплітудні коливання ультразвукової частоти електродного дроту уздовж своєї осі. Фізика процесу полягає у відділенні крапель розплавленого металу з горця електродного дроту і перенесенні їх в зварювальну ванну за рахунок інерції при імпульсному вібраційному переміщенні торця електродного дроту відносно поверхні оброблюваного виробу з мікроамплітудними коливаннями ультразвукової частоти без замикання дугового проміжку. Очікуваний ефект полягає в тому, що глибина проплавлення основного металу і частка його участі в наплавленому металі повинні знизиться в порівнянні з прототипом на 10...20 %; при цьому знижується небезпека пропалин основного металу при зварювані тонких листів під флюсом. На кресленні наведена принципова схема пристрою: - на фіг. 1 показаний переріз пристрою по вертикальній осі електродного дроту з електричною котушкою на середньому стрижні тристрижневого сердечника; - на фіг. 2 показаний переріз пристрою по вертикальній осі електродного дроту з електричною котушкою на двох крайніх стрижнях тристрижневого сердечника; - на фіг. 3 показаний переріз пристрою по вертикальній осі електродного дроту з електричною котушкою на всіх трьох стрижнях тристрижневого сердечника; 2 UA 103640 C2 5 10 15 20 25 30 35 40 45 50 55 - на фіг. 4 показаний переріз пристрою по вертикальній осі електродного дроту при Пподібному сердечнику. Пристрій для здійснення способу зварювання (фіг. 1-3) містить вібраційний привід електродного дроту 1 у вигляді магнітострикційного перетворювача електричної енергії, що складається з сердечника 2 і електричної котушки 3, з'єднаної з генератором 4 високочастотних коливань електричної напруги, розміщеною в корпусі 5 мундштука підводу струму зварювальної головки, і колодку 6 підводу струму до електродного дроту 1. Сердечник 2 магнітострикційного перетворювача електричної енергії виконаний тристрижневим замкнутим з ярмами, розташованими паралельно осі електродного дроту 1, одне з яких жорстко зв'язане з основою конусоподібного хвилеводу 7, який з одного боку має контакт з електродним дротом 1, а з другого боку електродний дріт 1 має контакт з краями виїмки колодки 6 підводу струму в корпусі 5 мундштука. Електродний дріт 1 через колодку 6 підводу струму до електродного дроту 1 одним полюсом електрично зв'язаний з джерелом 8 зварювального струму, який другим полюсом зв'язаний зі зварюваним виробом 9. Електродний дріт 1 розміщений над поверхнею зварювальної ванни 10, не торкаючись останньої, а електрична котушка 4 розміщена на стрижнях тристрижневого сердечника 2, осі яких розташовані перпендикулярно осі електродного дроту 1. Сердечник 2 магнітострикційного перетворювача електричної енергії може бути виконаний П-подібним (фіг. 4), ярма якого мають контакт з електродним дротом 1, причому з другого боку електродний дріт 1 має контакт з призматичною колодкою 6 підводу струму в корпусі 5 мундштука, при цьому електродний дріт 1 через призматичну колодку 6 підводу струму одним полюсом електрично зв'язаний з джерелом 8 зварювального струму, а електрична котушка 3 розміщена на стрижні П-подібного сердечника 2, вісь стрижня якого паралельна осі електродного дроту 1. Пристрій реалізує спосіб зварювання таким чином. Електродний дріт 1 вставляють в корпус 5 мундштука підводу струму зварювальної головки між виїмкою колодки 6 підводу струму до електродного дроту 1 і конусоподібним хвилеводом 7, безперервно подають в зону зварювання за допомогою подавального механізму зварювального автомата і розміщують над поверхнею зварювальної ванни 10 під шаром флюсу. Джерело 8 зварювального струму одним полюсом з'єднане з основою колодки 6 підводу струму до електродного дроту 1, яка має механічний контакт з електродним дротом 1, а другим полюсом підключене до зварюваного виробу 9. Між торцем електродного дроту 1 і зварювальною ванною 10 при цьому горить електрична дуга, і торець зварювального дроту 1 розплавляється. Подають електричне живлення на генератор 4 високочастотних коливань електричної напруги, з'єднаний з електричною котушкою 3, розташованою на тристрижневому сердечнику 2. При цьому високочастотні коливання електричної напруги в електричній котушці 3 наводять у тристрижневому сердечнику 2 за рахунок магнітострикційних властивостей його матеріалу механічні коливання, які приводять до мікроамплітудних коливань ультразвукової частоти конусоподібний хвилевід 7. При цьому за рахунок його механічного контакту з електродним дротом 1 він також здійснює мікроамплітудні коливання ультразвукової частоти впоперек своєї осі. Під дією сил інерції тонкий шар розплавленого металу на торці електродного дроту 1 у вигляді краплі відділяється від електродного дроту 1 і переноситься в зварювальну ванну 10. Розміщення електричної котушки 3 на одному, двох або трьох стрижнях дозволяє керувати інтенсивністю коливань електродного дроту. При П-подібному сердечнику 2 високочастотні коливання електричної напруги в електричній котушці 3 наводять в ньому за рахунок магнітострикційних властивостей матеріалу механічні коливання, які приводять до мікроамплітудних коливань ультразвукової частоти конусоподібний хвилевід 7. При цьому за рахунок його механічного контакту з електродним дротом 1 він також здійснює мікроамплітудні коливання ультразвукової частоти уздовж своєї осі. Під дією сил інерції тонкий шар розплавленого металу на торці електродного дроту 1 у вигляді краплі відділяється від електродного дроту 1 і переноситься в зварювальну ванну 10. Розташування електродного дроту 1 під шаром флюсу усуває розбризкування крапель металу. Відсутність коротких замикань між електродним дротом та деталями, що з'єднуються, знижує небезпеку виникнення пропалин металу при зварюванні тонких листів під флюсом, а примусове регулярне відділення тонкого шару розплавленого металу з торця електродного дроту знижує глибину проплавлення основного металу і частку його участі в наплавленому металі у порівнянні з прототипом на 10...20 %. 3 UA 103640 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 1. Спосіб зварювання, що полягає у вібраційному переміщенні торця електродного дроту відносно поверхні оброблюваного виробу за допомогою вібраційного приводу електродного дроту у вигляді магнітострикційного перетворювача електричної енергії, який відрізняється тим, що при зварюванні під флюсом на торці електродного дроту формують тонкий шар розплавленого металу, періодично відокремлюваний за рахунок вібраційного переміщення торця електродного дроту, і подають його в зону зварювання без замикання дугового проміжку. 2. Пристрій для здійснення способу за п. 1, що містить вібраційний привід електродного дроту у вигляді магнітострикційного перетворювача електричної енергії, який складається з сердечника і електричної котушки, з'єднаної з генератором високочастотних коливань електричної напруги, розміщеної в корпусі струмопідвідного мундштука зварювальної головки, і колодку струмопідводу електродного дроту, який відрізняється тим, що сердечник магнітострикційного перетворювача електричної енергії виконаний тристрижневим замкнутим з ярмами, розташованими паралельно осі електродного дроту, одне з яких жорстко зв'язане з основою конусоподібного хвилеводу, який з одного боку має контакт з електродним дротом, а з іншого боку електродний дріт має контакт з краями виїмки колодки струмопідводу в корпусі мундштука, при цьому електродний дріт через колодку струмопідводу електродного дроту одним полюсом електрично зв'язаний з джерелом зварювального струму, який іншим полюсом з'єднаний зі зварюваним виробом, при цьому електродний дріт розміщений над поверхнею зварювальної ванни, не торкаючись останньої, а електрична котушка розміщена на одному або декількох стрижнях тристрижневого сердечника, осі яких розташовані перпендикулярно осі електродного дроту. 3. Пристрій за п. 2, який відрізняється тим, що сердечник магнітострикційного перетворювача електричної енергії виконаний П-подібним, ярма якого мають контакт з електродним дротом, причому з іншого боку електродний дріт має контакт з призматичною колодкою струмопідводу в корпусі мундштука, при цьому електродний дріт через призматичну колодку струмопідводу одним полюсом електрично зв'язаний з джерелом зварювального струму, а електрична котушка розміщена на стрижні П-подібного сердечника, вісь стрижня якого паралельна осі електродного дроту. 4 UA 103640 C2 5 UA 103640 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюSimutienkov Ivan Viktorovych, Drahan Stanislav Volodymyrovych, Hal Anatolii Feodosiiovych
Автори російськоюСимутенков Иван Викторович, Драган Станислав Владимирович, Галь Анатолий Феодосьевич
МПК / Мітки
МПК: B23K 9/00
Мітки: зварювання, здійснення, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/8-103640-sposib-zvaryuvannya-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання та пристрій для його здійснення</a>
Спосіб зварювання під флюсом та пристрій для його здійснення
Номер патенту: 72542
Опубліковано: 15.03.2005
Автори: Вахнін Юрій Миколайович, Моравецький Сергій Іванович, Царюк Анатолій Корнійович, Сидорук Володимир Степанович
МПК: B23K 9/18
Мітки: здійснення, зварювання, пристрій, спосіб, флюсом
Формула / Реферат:
1. Спосіб зварювання під флюсом, при якому обмежують площу перерізу потоків газообміну між зоною плавлення, що включає в себе розплавлений метал та розплавлений флюс, тобто шлак, і навколишнім середовищем за допомогою рухомого кожуха, а простір між зернами флюсу насичують захисною газоподібною речовиною, який відрізняється тим, що сполученням кожуха з поверхнею зварюваного з'єднання утворюють порожнину, в якій розпочинають і ведуть процеси...
Спосіб автоматичного електродугового зварювання обсадних труб
Номер патенту: 4992
Опубліковано: 15.02.2005
Автор: Палаш Роман Володимирович
МПК: B23K 9/00
Мітки: електродугового, спосіб, автоматичного, обсадних, труб, зварювання
Формула / Реферат:
Спосіб автоматичного електродугового зварювання обсадних труб, що включає їх центрування і багатошарове зварювання з використанням електродного дроту на основі заліза з формуванням шва, який відрізняється тим, що як електродний дріт використовують високомарганцевий порошковий, шов формують аустенітної структури із вмістом, % ваг.: вуглець 0,6-0,8; марганець 10-12 і відносною товщиною 0,45-0,8.
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Лисак Василь Васильович, Лобанов Леонід Михайлович, Патон Борис Євгенович, Іщенко Анатолій Якович
МПК: B23K 20/12
Мітки: здійснення, спосіб, диском, пристрій, тертям, зварювання, обертовим
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Спосіб зварювання аустенітної нержавіючої сталі і пристрій для його здійснення

Номер патенту: 79375
Опубліковано: 11.06.2007
Автори: Гальцов Ігор Олександрович, Каленська Ганна Василівна, Гедрович Анатолій Іванович
МПК: B23K 9/038, B23K 9/035
Мітки: аустенітної, сталі, спосіб, пристрій, нержавіючої, здійснення, зварювання
Формула / Реферат:
1. Спосіб зварювання аустенітної нержавіючої сталі, при якому метал перед зварюванням нагрівають протягом короткого терміну і швидко охолоджують, який відрізняється тим, що під виконуваним зварним швом і зоною пластичних деформацій "2Вп" розташовують охолодну рідину з нагрівальними елементами, метал зони пластичних деформацій "2Вп" перед зварюванням нагрівають до температури 100°С киплячим теплопоглиначем (водою), а рідкий...
Спосіб зварювання і пристрій для його реалізації
Номер патенту: 99238
Опубліковано: 25.07.2012
Автор: Кушнір Володимир Олександрович
МПК: B23K 9/24
Мітки: зварювання, реалізації, спосіб, пристрій
Формула / Реферат:
1. Спосіб зварювання двома електродами, що включає створення дуги між електродами і подачу розплаву в зону зварювання, який відрізняється тим, що створюють дугу, що обертається навколо центрального електрода, яка має протилежний потенціал щодо металу, що зварюється, при цьому потенціал електрода дуги, що обертається, і виробу, який зварюється, збігаються.2. Пристрій для зварювання двома електродами, який включає джерело живлення...
Попередній патент: Секція риштака
Наступний патент: Функціональна модель гральної системи як спосіб здійснення інтерактивної sms-гри