Спосіб управління розкроєм прокату на безперервному дрібносортному стані
Номер патенту: 107908
Опубліковано: 25.02.2015
Автори: Бешта Олександр Степанович, Потап Олег Юхимович, Єгоров Олександр Петрович, Куваєв Володимир Миколайович, Кузьменко Михайло Юрійович, Бойко Олег Олександрович
Формула / Реферат
Спосіб розкрою прокату на безперервному дрібносортному стані, що включає розрізання прокату на виході з чистової групи клітей летючими ножицями на відрізки (стрижні) такої довжини, яка є кратною довжині мірного прутка, який відрізняється тим, що під час перебування заднього кінця заготовки у чорновій групі клітей здійснюють прогнозування довжини готового прокату, що буде прокатаним з даної заготовки, обчислюють очікувану довжину кінцевого немірного відрізку (стрижня) та аварійними ножицями, які розміщені між чорновою та чистовою групами клітей, відрізають від заднього кінця заготовки цей кінцевий відрізок.
Текст
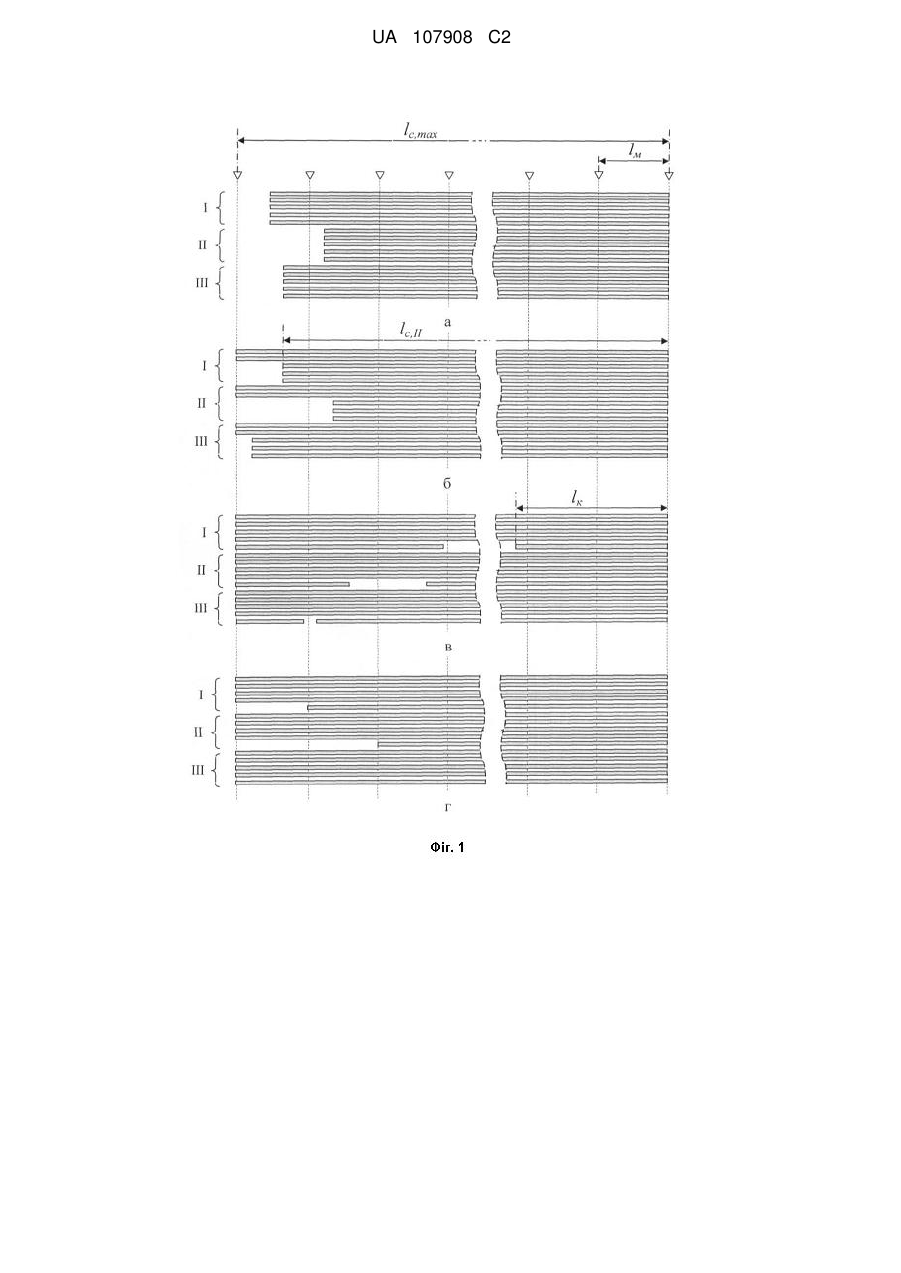
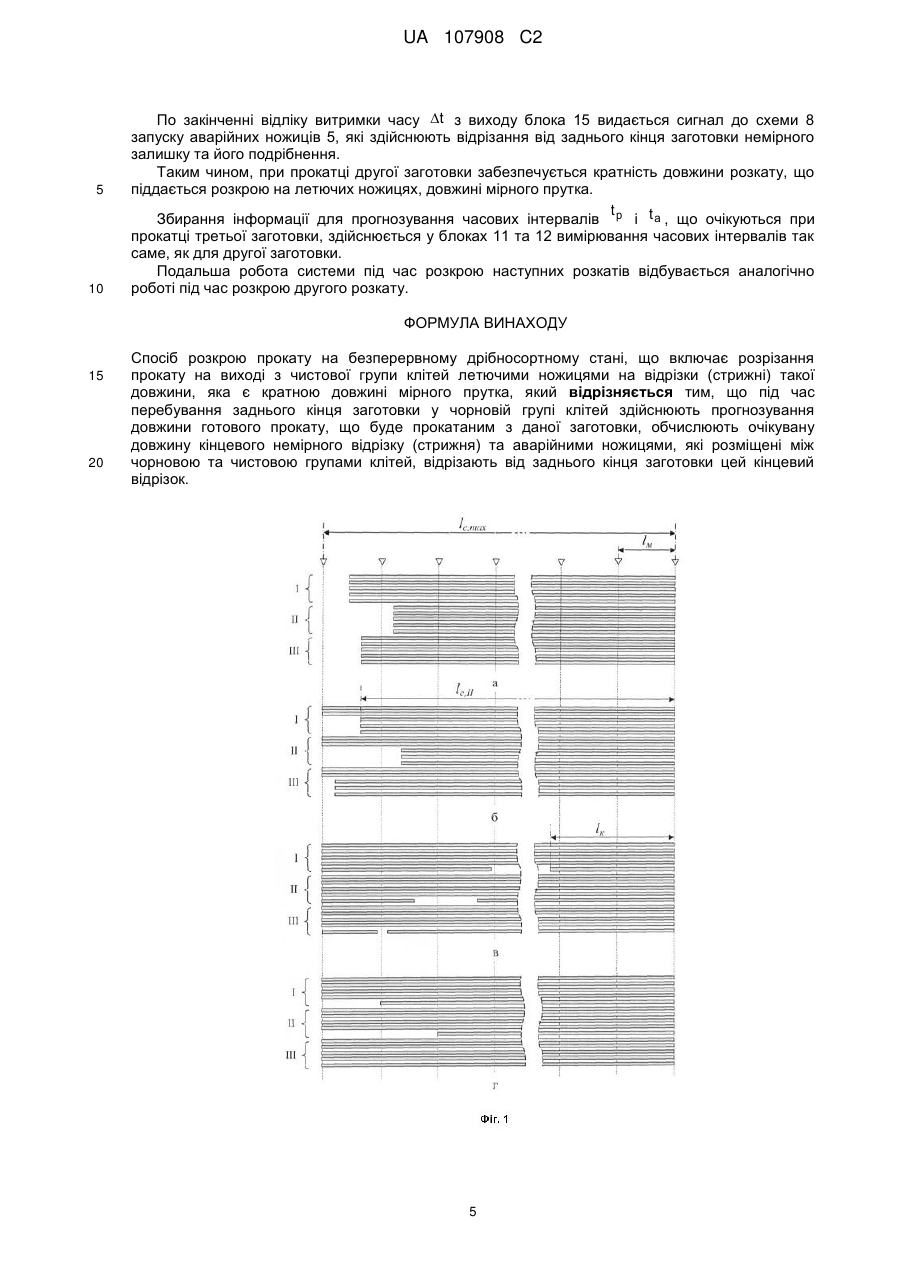
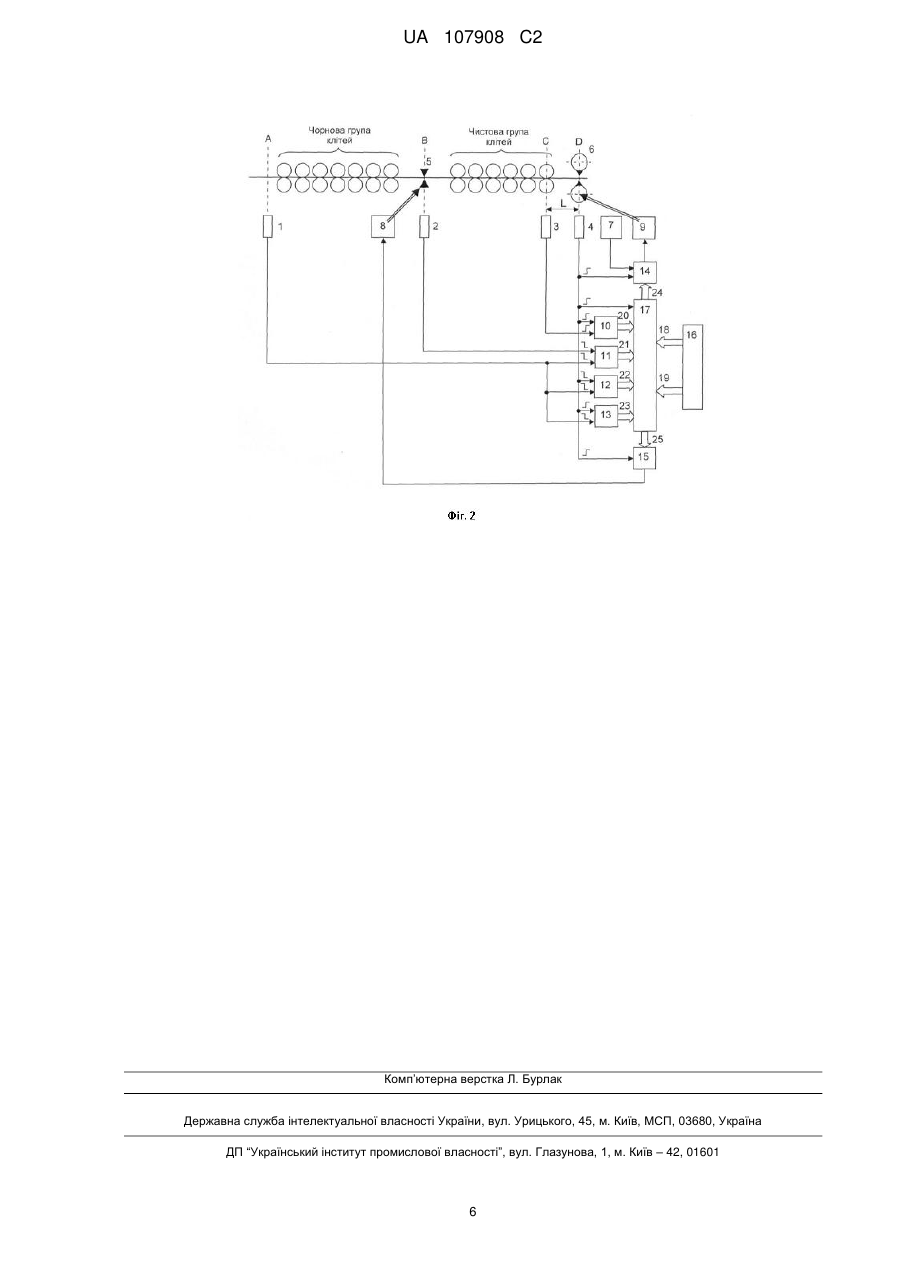
Реферат: Винахід належить до прокатного виробництва і може бути використаний при реалізації режимів розкрою прокату на безперервних дрібносортних прокатних станах. Спосіб розкрою прокату на безперервному дрібносортному стані включає розрізання прокату на виході з чистової групи клітей летючими ножицями на відрізки (стрижні) такої довжини, яка є кратною довжині мірного прутка, причому під час перебування заднього кінця заготовки у чорновій групі клітей здійснюють прогнозування довжини готового прокату, що буде прокатаним з даної заготовки, обчислюють очікувану довжину кінцевого немірного відрізку (стрижня) та аварійними ножицями, які розміщені між чорновою та чистовою групами клітей, відрізають від заднього кінця заготовки цей кінцевий відрізок. Винахід забезпечує збільшення виходу мірного прокату за рахунок уникнення під час розкрою розкатів летючими ножицями утворення кінцевого стрижня, довжина якого не є кратною довжині мірного прокату. UA 107908 C2 (12) UA 107908 C2 UA 107908 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до прокатного виробництва і може бути використаний при реалізації режимів розкрою прокату на безперервних дрібносортних прокатних станах. На безперервному дрібносортному стані прокатку ведуть у клітях, які об'єднані у дві неперервні групи: чорнову та чистову. Іноді кількість груп клітей може бути й більшою. Розкрій прокатаного металу відбувається у дві стадії. Після прокатки у чорновій та чистовій групах клітей розкат, що виходить з останньої чистової кліті, розрізається летючими ножицями на відрізки (стрижні) довжиною від 60 до 110 м (перша стадія розкрою). Відрізані від розкату стрижні транспортуються до холодильника і за допомогою клапанного скидача перекладаються на його настил. На холодильнику здійснюється охолодження стрижнів та вирівнювання їхніх передніх торців шляхом підтягування за допомогою убудованого рольганга. З охолоджених та вирівняних стрижнів комплектуються пакети (по 20-50 стрижнів), що рольгангом подаються до стаціонарних ножиців для розкрою на пачки мірних прутків, довжина яких визначається замовленням і може коливатись від 6 до 12 м (друга стадія розкрою). Довжина стрижнів, що утворяться в результаті розкрою на летючих ножицях, обмежується зверху габаритами холодильника, а знизу - тривалістю циклу роботи клапанного скидача. Так, наприклад, при швидкості руху прокату на виході зі стана V 15 м / с та тривалості робочого l V tц 15 4 60 м циклу скидача tц 4 с мінімальна довжина стрижня становитиме c,min . Якщо довжина стрижня буде меншою за мінімальну, разом із ним на холодильник буде скидатись початок наступного стрижня, який рушить слідом, що призведе до аварії на холодильнику. Якщо після розкрою пакета у пачках прутків відсутні прутки немірної довжини, такі пачки вважаються мірними і можуть бути реалізовані за максимально високою ціною. Наявність же у пачках немірних прутків призводить до зменшення ціни готового прокату, або вимагає додаткових витрат на здійснення розбраковки - вишукування та вилучення немірних прутків з пачок. З огляду на забезпечення максимального виходу мірної пруткової продукції ідеальний результат першої стадії розкрою полягає у тому, щоб довжина усіх стрижнів на холодильнику була кратною довжині мірного прутка (перша вимога) і при цьому не перебільшувала максимально припустимої й не була менше мінімально припустимої довжини стрижня (друга вимога). Відомим є спосіб розкрою розкату на стрижні, за технічним рішенням [авт. свід. № 519237, МПК В21В37/00, опубліковано 12.07.76], який передбачає прогнозування довжини розкату на момент появи металу в перерізі летючих ножиців та подальший його розкрій на стрижні однакової довжини lp n lc , lp де - довжина розкату, lc - довжина стрижня, n - кількість стрижнів, що утворюються під час розкрою даного розкату. Розміщення на холодильнику стрижнів, що отримані в результаті застосування цього способу розкрою, після вирівнювання їхніх торців наведене на фіг. 1, а. Координати місць різу стаціонарних ножиців під час розкрою пакетів на пачки прутків позначені трикутниками та пунктирними лініями. Недолік цього способу полягає у тому, що його застосування забезпечує лише другу вимогу до розкрою розкату, тоді як перша вимога не виконується, адже довжина розкату не є кратною довжині мірного прутка. В результаті після розкрою пакетів стаціонарними ножицями утворюються немірні пачки прутків. До того ж мінливість довжини розкатів обумовлює значну відмінність довжини стрижнів на різних розкатах, внаслідок чого значно збільшується кількість немірних пачок прутків при подальшій обробці. Відомий також спосіб [Система автоматизированного управления раскроем раскатов на стане 250 / B.C. Егоров, О.Е. Потап, В.Н. Куваев и др. // Сталь. - 1992. - № 11. - С. 48-50], за яким розкат розкроюється на стрижні двох модифікацій довжини. Спочатку від розкату відрізаються стрижні, довжина яких є максимально можливою з огляду на габарити холодильника й кратною довжині мірного прутка (перша модифікація довжини). Після потрапляння заднього кінця заготовки до клітей чорнової групи відбувається прогнозування довжини розкату, що буде прокатаний зі ще не розкроєної частки даної заготовки, та здійснюється розкрій цієї частки на стрижні однакової довжини (друга модифікація довжини) lp m lc, max n lc,II l l де m та c, max - кількість та довжина стрижнів першої модифікації, n та c,II - кількість та довжина стрижнів другої модифікації. Розміщення на холодильнику стрижнів, що отримані в 1 UA 107908 C2 5 10 15 20 25 30 35 40 результаті застосування цього способу розкрою, після вирівнювання їхніх торців наведене на фіг. 1, б. Недолік цього способу розкрою полягає у тому, що в результаті його застосування повністю забезпечується лише друга вимога до розкрою розкату, тоді як перша вимога забезпечується частково - лише для стрижнів першої модифікації довжини. То ж, під час подальшого розкрою цих стрижнів на прутки неминучо утворюватимуться немірні пачки. Найбільш близьким до пропонованого технічного рішення за сукупністю ознак є прийнятий за прототип спосіб розкрою прокату на дрібносортному стані [Автоматизация непрерывных мелкосортных станов / А.В. Праздников, B.C. Егоров, С.Д. Гринберг и др.- М.: Металургия, 1975. - 216 с.], за яким від розкатів послідовно відрізаються стрижні, довжина яких є кратною довжині мірного прутка і найбільш наближеною до максимально можливої довжини за габаритами холодильника. При цьому кінцевий стрижень, що утворюється на задньому кінці розкату, може мати довільну довжину lp m lc, max l , l - довжина кінцевого стрижня. Якщо розрив між суміжними розкатами є невеликим, то де від переднього кінця наступного розкату стрижень відрізатиметься таким чином, що з l урахуванням розриву між кінцевими стрижнями їхня спільна довжина становитиме c, max Розміщення на холодильнику стрижнів, що отримані в результаті застосування цього способу розкрою наведене на фіг. 1, в. Його недоліком також є утворення великої кількості немірних пачок прутків після розкрою пакетів на стаціонарних ножицях. Задачею винаходу є збільшення виходу мірного прокату за рахунок уникнення появи немірних кінцевих стрижнів під час розкрою розкатів на летючих ножицях. Поставлена задача вирішується тим, що в способі управління розкроєм прокату на безперервному дрібносортному стані, що включає розрізання прокату на виході з чистової групи клітей летючими ножицями на відрізки (стрижні) такої довжини, яка є кратною довжині мірного прутка, згідно з винаходом, під час перебування заднього кінця заготовки у чорновій групі клітей здійснюють прогнозування довжини готового прокату, що буде прокатаним з даної заготовки, обчислюють очікувану довжину кінцевого немірного відрізку (стрижня) та аварійними ножицями, які розміщені між чорновою та чистовою групами клітей, відрізають від заднього кінця заготовки цей кінцевий відрізок. Суть пропозиції полягає у наступному. 1. Перед переходом до виробництва пруткового прокату нової мірної довжини lм l визначають кратну їй задану довжину стрижня c, max , яка є максимально можливою за габаритами холодильника lx lc, max k lм , (1) lx - довжина настилу холодильника, k - кількість мірних прутків, що може бути утворена де зі стрижня. В подальшому замість довжини розкатів і стрижнів використовують часові інтервали, що є еквівалентними тривалості пересування стрижнів і розкатів через переріз летючих ножиців. 2. При прокатці вимірюють швидкість V прокату на виході з останньої чистової кліті і визначають часовий інтервал tc , який відповідає заданій довжині стрижня tc 45 lc, max V , (2) l а потім, відраховуючи його, послідовно відрізають від розкату стрижні довжиною c, max Визначають також проміжок часу t м , впродовж якого через переріз летючих ножиців проходитиме відрізок розкату довжиною lм l tм м М . (3) 3. В момент появи переднього кінця розкату у перерізі летючих ножиців, використовуючи t відомі з практики методи, здійснюють прогнозування часового інтервалу p , впродовж якого розкат буде присутнім у перерізі летючих ножиців, та часу t a , що залишився до моменту виходу 2 UA 107908 C2 5 заднього кінця прокату з перерізу аварійних ножиців. Після цього обчислюють часовий інтервал, що відповідає довжині кінцевого стрижня за формулою tp t tp E t c t c , (4) tp E де t c - ціле від частки, яке являє собою кількість стрижнів заданої довжини, що будуть відрізані від даного розкату. 4. Обчислюють часовий інтервал, який є еквівалентним довжині залишку, що має бути відрізаним аварійними ножицями для того, щоб довжина кінцевого стрижня була кратною довжині мірного прутка t t зал t E tм tм , (5) 10 15 20 25 30 35 40 45 t E де tм - ціле від частки, яке являє собою кількість мірних прутків, що будуть утворені під час розкрою кінцевого стрижня; 5. Здійснюють відлік часового інтервалу t ta t зал , по завершенні якого видають команду аварійним ножицям на відрізання та подрібнення немірного залишку. Таким чином, здійснюється коректування довжини розкату на виході з чистової кліті і забезпечується її кратність довжині мірного прутка. Розміщення на холодильнику стрижнів, що будуть отримані в результаті застосування пропонованого способу розкрою, після вирівнювання їхніх торців наведене на фіг. 1, г. Якщо після розрахунку за формулою (4) довжина кінцевого стрижня виявляється меншою за мінімально допустиму довжину t t c, min , тобто t t c, min V, забезпечують збільшення довжини кінцевого стрижня на необхідну кількість r кратностей l t ' t r tм c,min V за рахунок відповідного зменшення довжини попередніх стрижнів. Реалізація пропонованого способу розкрою прокату може бути забезпечена системою, функціональна схема якої наведена на фіг. 2. Система містить датчики 1, 2, 3 та 4 наявності прокату на вході до чорнової групи клітей, у перетині аварійних ножиців 5, на виході з чистової кліті та у перерізі летючих ножиців 6 відповідно, датчик 7 спрацьовування летючих ножиців, схему 8 вмикання аварійних ножиців, схему 9 вмикання летючих ножиців, блоки 10, 11, 12 та 13 вимірювання часових інтервалів, блоки 14 та 15 витримки часу, блок 16 уведення уставок та обчислювальний блок 17, інформаційні входи 18 та 19 якого підключені до виходів блока 16 уведення уставок, інформаційні входи 20, 21, 22 та 23 - до виходів блоків 10, 11, 12 та 13 вимірювання часових інтервалів відповідно, а виходи 24 та 25 - до інформаційних входів блоків 14 та 15 витримки часу, виходи яких підключені до входів блока 9 вмикання летючих та блока 8 вмикання аварійних ножиців, при цьому вихід датчика 1 наявності прокату на вході до чорнової групи клітей підключений до перших входів блоків 11, 12 та 13 вимірювання часових інтервалів, вихід датчика 2 наявності прокату у перетині аварійних ножиців - до другого входу блока11 вимірювання часових інтервалів, вихід датчика 3 наявності прокату на виході з чистової кліті до першого входу блока 10 вимірювання часових інтервалів, а вихід датчика 4 наявності прокату у перерізі летючих ножиців - до других входів блоків 10, 12 та 13 вимірювання часових інтервалів, першого керуючого входу блока 14 витримки часу та керуючих входів обчислювального блоку 17 і блоку 15 витримки часу, вихід датчика 7 спрацьовування летючих ножиців - до другого керуючого входу блока 14 витримки часу. Функціонування системи відбувається наступним чином. 3 UA 107908 C2 5 10 Перед початком прокатки оператор виставляє на виходах блока 16 уведення уставок l значення мірної довжини lм та заданої довжини стрижня c, max , які надходять на інформаційні входи 18 та 19 обчислювального блока 17. l Перший (контрольний) розкат розкроюється на стрижні довжиною c, max з утворенням кінцевого стрижня довільної довжини l . З появою переднього кінця першого розкату на виході з чистової групи клітей спрацьовує датчик наявності прокату 3, який своїм сигналом запускає блок 10 вимірювання часових інтервалів. В момент, коли передній кінець розкату дістається перетину D летючих ножиців 6, спрацьовує датчик 4. Сигналом цього датчика: - припиняється робота блока 10, після чого з його виходу на інформаційний вхід 20 обчислювального блоку 17 передається інформація щодо проміжку часу tCD , впродовж якого передній кінець розкату проходить базову відстань L між датчиками 3 та 4; 15 20 25 30 V L t CD та часового - ініціюється обчислення у блоці 17 швидкості прокату за формулою інтервалу t c за формулою (2), який з виходу 24 блока 17 видається на інформаційний вхід блоку 14 витримки часу; - запускається відлік витримки часу t c у блоці 14. По закінченні відліку витримки часу t c з виходу блоку 14 видається сигнал до схеми 9 запуску летючих ножиців 6. В момент відрізання стрижня спрацьовує датчик 7 спрацьовування летючих ножиців і своїм сигналом знову запускає відлік часу t c у блоці 14 для відрізання наступного стрижня. У такий спосіб відбувається розкрій усього першого (контрольного) розкату. Для здійснення розкрою другого розкату необхідно спрогнозувати значення часових t інтервалів p та t a , очікувані при його прокатці. Для цього на першому розкаті вимірюється час t AD пересування його заднього кінця від перетину, що контролюється датчиком 1 (перетин A ), до перерізу, що контролюється датчиком 4 (переріз D ), а також час t AB пересування його заднього кінця від перерізу, що контролюється датчиком 1 (переріз A ), до перерізу, що контролюється датчиком 2 (переріз B ). Приймається, що тривалості пересування заднього кінця другого розкату між зазначеними датчиками будуть такими ж самими. Отже, під час прокатки першого (контрольного) розкату здійснюється збирання інформації t для прогнозування часових інтервалів p та t a , що очікуються при прокатці другої заготовки. Накопичення цієї інформації відбувається у блоках 11, 12 та 13 вимірювання часових інтервалів за сигналами датчиків 1, 2 та 4 наявності прокату: - у блоці 11 фіксується часовий інтервал t AB , що відповідає часу пересування заднього кінця заготовки між перерізами стана A та B ; 35 40 45 - у блоці 12 фіксується часовий інтервал t AD , що відповідає часу пересування заднього кінця заготовки між перерізами стана A та D . Розкрій другого розкату на летючих ножицях 6 відбувається аналогічно розкрою першого (контрольного) розкату. При цьому у блоці 13 вимірювання часового інтервалу за сигналами датчиків наявності прокату 1 та 4 визначається проміжок часу t A D - від моменту виходу заднього кінця другого розкату з перерізу A до моменту появи переднього кінця цього розкату в перерізі D . В момент появи переднього кінця розкату у перерізі D сигналом датчика 4: t - ініціюється розрахунок в обчислювальному блоці 17 часових інтервалів p за формулою tp t AD t A D t м , а формулою (3), t a за формулою tа t AВ t A D та t за формулами (4-6); - з виходу 25 обчислювального блока 17 видається на інформаційний вхід блока 15 витримки часу обчислене значення часового інтервалу t ; - запускається відлік витримки часу t у блоці 15. 4 UA 107908 C2 5 10 По закінченні відліку витримки часу t з виходу блока 15 видається сигнал до схеми 8 запуску аварійних ножиців 5, які здійснюють відрізання від заднього кінця заготовки немірного залишку та його подрібнення. Таким чином, при прокатці другої заготовки забезпечується кратність довжини розкату, що піддається розкрою на летючих ножицях, довжині мірного прутка. t Збирання інформації для прогнозування часових інтервалів p і t a , що очікуються при прокатці третьої заготовки, здійснюється у блоках 11 та 12 вимірювання часових інтервалів так саме, як для другої заготовки. Подальша робота системи під час розкрою наступних розкатів відбувається аналогічно роботі під час розкрою другого розкату. ФОРМУЛА ВИНАХОДУ 15 20 Спосіб розкрою прокату на безперервному дрібносортному стані, що включає розрізання прокату на виході з чистової групи клітей летючими ножицями на відрізки (стрижні) такої довжини, яка є кратною довжині мірного прутка, який відрізняється тим, що під час перебування заднього кінця заготовки у чорновій групі клітей здійснюють прогнозування довжини готового прокату, що буде прокатаним з даної заготовки, обчислюють очікувану довжину кінцевого немірного відрізку (стрижня) та аварійними ножицями, які розміщені між чорновою та чистовою групами клітей, відрізають від заднього кінця заготовки цей кінцевий відрізок. 5 UA 107908 C2 Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюYehorov Oleksandr Petrovych, Beshta Oleksandr Stepanovych
Автори російськоюЕгоров Александр Петрович, Бешта Александр Степанович
МПК / Мітки
МПК: B21B 37/72, B23D 25/00, B21B 37/70, B21B 1/18
Мітки: дрібносортному, розкроєм, прокату, безперервному, стані, спосіб, управління
Код посилання
<a href="https://ua.patents.su/8-107908-sposib-upravlinnya-rozkroehm-prokatu-na-bezperervnomu-dribnosortnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління розкроєм прокату на безперервному дрібносортному стані</a>
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Кулаков Леонід Васильович, Жучков Сергій Михайлович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович, Лохматов Олександр Павлович, Шеремет Володимир Олександрович, Спіняков Віктор Костянтинович, Кекух Анатолій Володимирович
Мітки: виробництва, дрібносортному, стані, безперервному, арматурного, спосіб, прокату
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані
Номер патенту: 82350
Опубліковано: 10.04.2008
Автори: Шеремет Володимир Олександрович, Найдьонов Володимир Сергійович, Жучков Сергій Михайлович, Бабенко Михайло Антонович, Хрустенко Юрій Михайлович, Костюченко Михайло Іванович, Кокшаров Олександр Миколайович
МПК: B21B 1/04, B21B 1/02, B21B 1/00
Мітки: прокатки, безперервному, середньосортних, профілів, спосіб, дрібносортному, стані
Формула / Реферат:
Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані, що включає послідовну деформацію металу в системі калібрів робочих клітей стана до одержання готового прокату з регламентованими швидкісними умовами прокатки в його робочих клітях, головні лінії приводів яких мають задані діапазони частот обертання валків, який відрізняється тим, що регламентацію швидкісних умов прокатки виконують шляхом відключення ряду клітей...
Спосіб виробництва сортового прокату на безперервному стані
Номер патенту: 75995
Опубліковано: 15.06.2006
Автори: Жучков Сергій Михайлович, Костюченко Михайло Іванович, Кекух Анатолій Володимирович, Паламар Дмитро Григорович, Шеремет Володимир Олександрович, Горбаньов Аркадій Олексійович, Кулаков Леонід Васильович, Лохматов Олександр Павлович, Сокуренко Анатолій Валентинович, Тряпічкін Михайло Георгійович
МПК: B21B 1/22
Мітки: безперервному, сортового, стані, виробництва, прокату, спосіб
Формула / Реферат:
Спосіб виробництва сортового прокату на безперервному стані, що включає нагрів заготовки перед прокаткою в нагрівальній печі з температурою нагріву, яка змінюється по довжині заготовки від її переднього кінця до заднього кінця по ходу технологічного процесу, і прокатку на безперервному стані з заданими деформаційно-швидкісними умовами прокатки, який відрізняється тим, що нагрів заготовок у нагрівальній печі перед прокаткою здійснюють з...
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Токмаков Павло Вадимович, Жучков Сергій Михайлович, Курочкін Олександр Федорович, Білий Микола Павлович, Паламар Дмитро Григорович, Хрустенко Юрій Михайлович, Макаренко Олександр Анатолійович
МПК: B21B 1/02
Мітки: смугових, профілів, стані, безперервному, спосіб, прокатки
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Білий Микола Павлович, Жучков Сергій Михайлович, Макаренко Олександр Анатолійович, Токмаков Павло Вадимович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: прокатки, стані, спосіб, безперервному, профілів, кутових
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...