Штамп для багаторазового деформування заготівок з поворотом
Номер патенту: 112235
Опубліковано: 12.12.2016
Автори: Тарасов Олександр Федорович, Алтухов Олександр Валерійович
Формула / Реферат
Штамп для багаторазового деформування заготівок з поворотом, що містить матрицю з осьовим каналом, дві протилежні бокові сторони якого паралельні одна одній та контактують з торцями заготівки, верхній та нижній пуансони, які розташовані в каналі протилежно один одному та мають нахилені деформуючі поверхні і бокові стінки, при цьому вони разом з паралельними сторонами матриці утворюють порожнину з поперечним перерізом у вигляді паралелограма для деформування заготівок, а також заготівку, два протилежних гострих кути якої контактують на другому та подальших переходах деформування з тупими кутами між боковими стінками пуансонів та нахиленими деформуючими поверхнями, який відрізняється тим, що над заготівкою на нерухомому пуансоні і під нею на рухомому на бокових поверхнях стінок пуансонів виконано пази, паралельно поздовжній осі заготівки, при цьому загальна ширина поперечного розміру порожнини матриці з пазами становить не менше більшої діагоналі заготівки, бокові стінки на пуансонах розташовані з зазорами між ними та іншими пуансонами, а в зазорах за пазами відносно заготівки розміщені виступи.
Текст
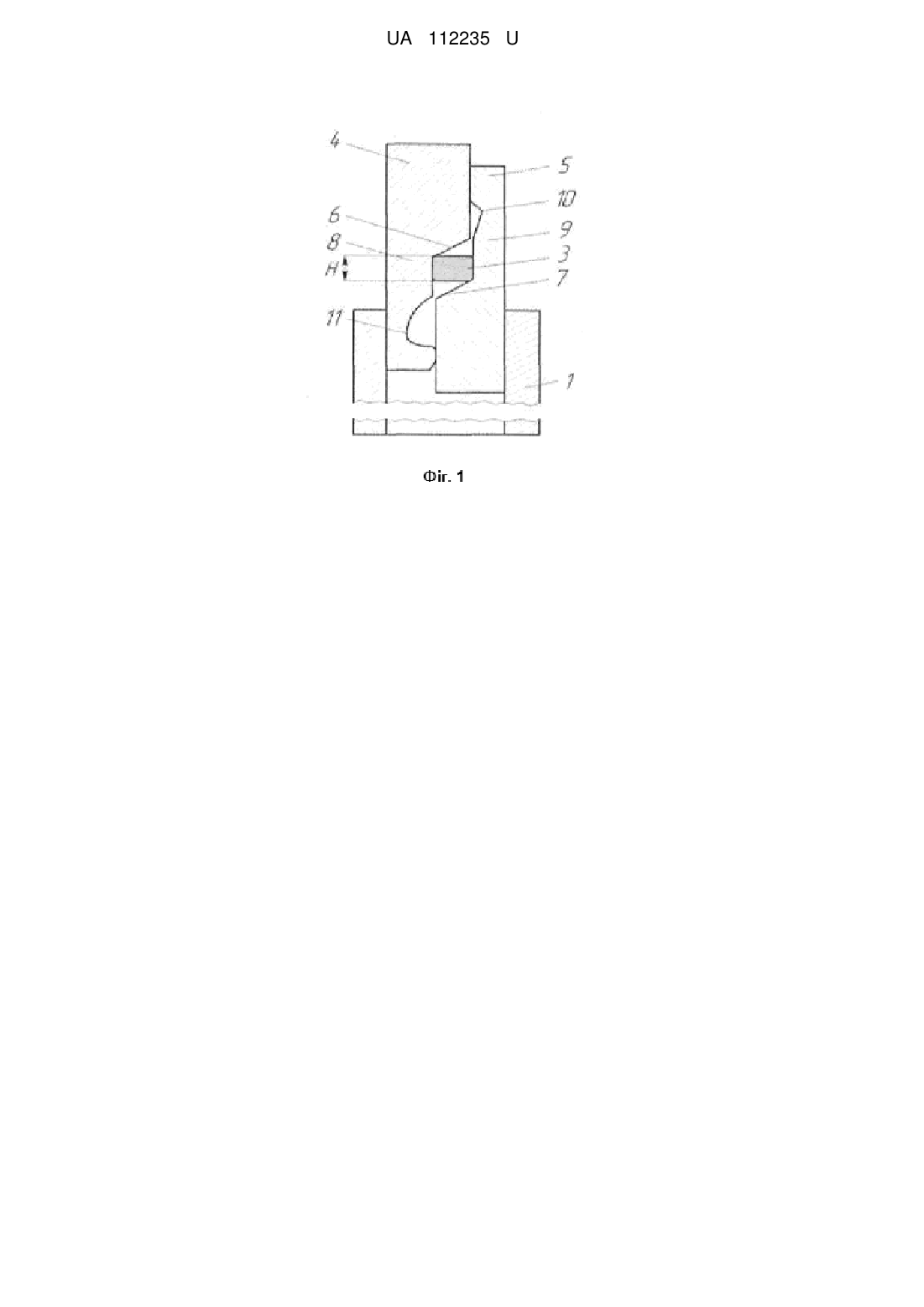
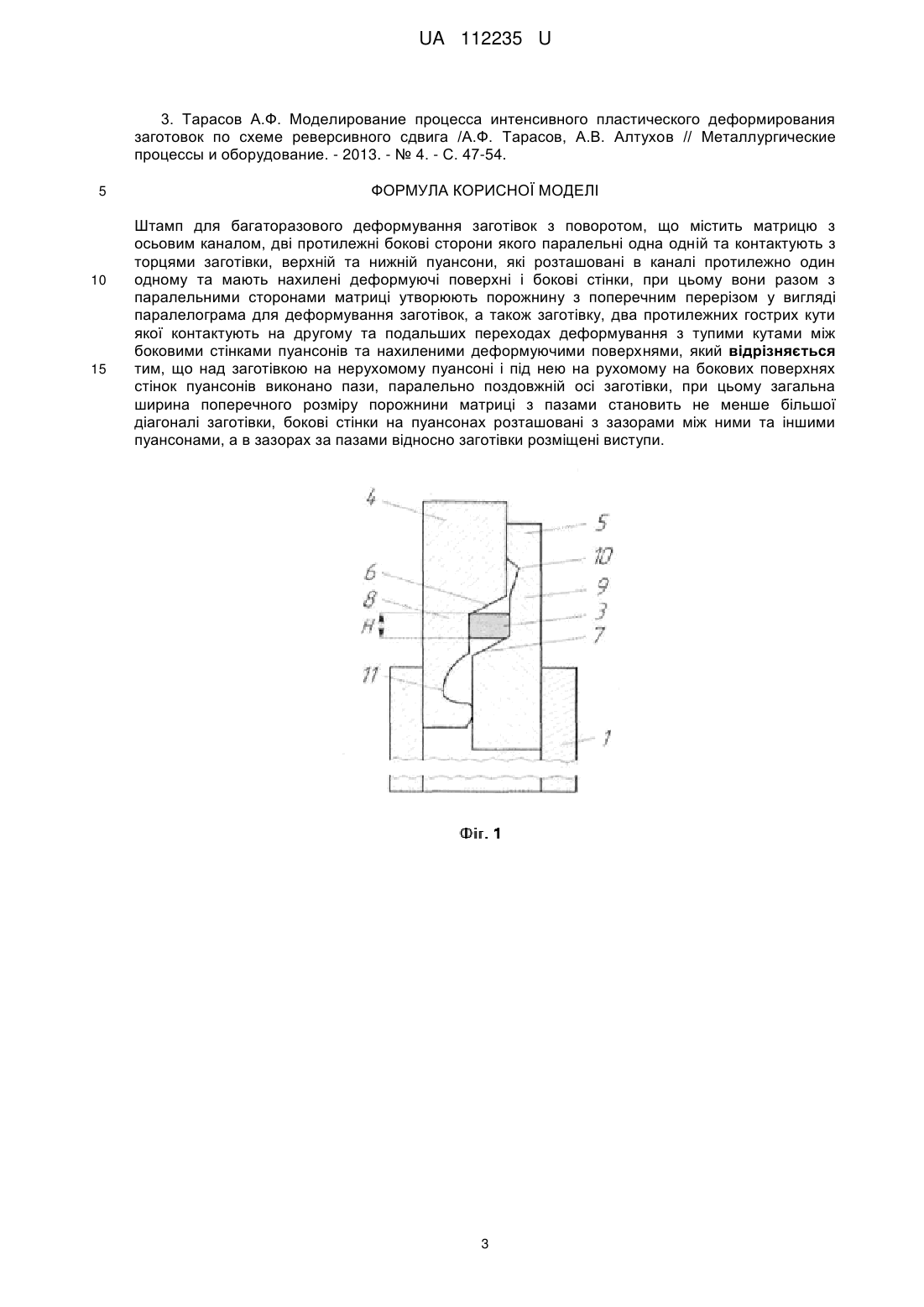
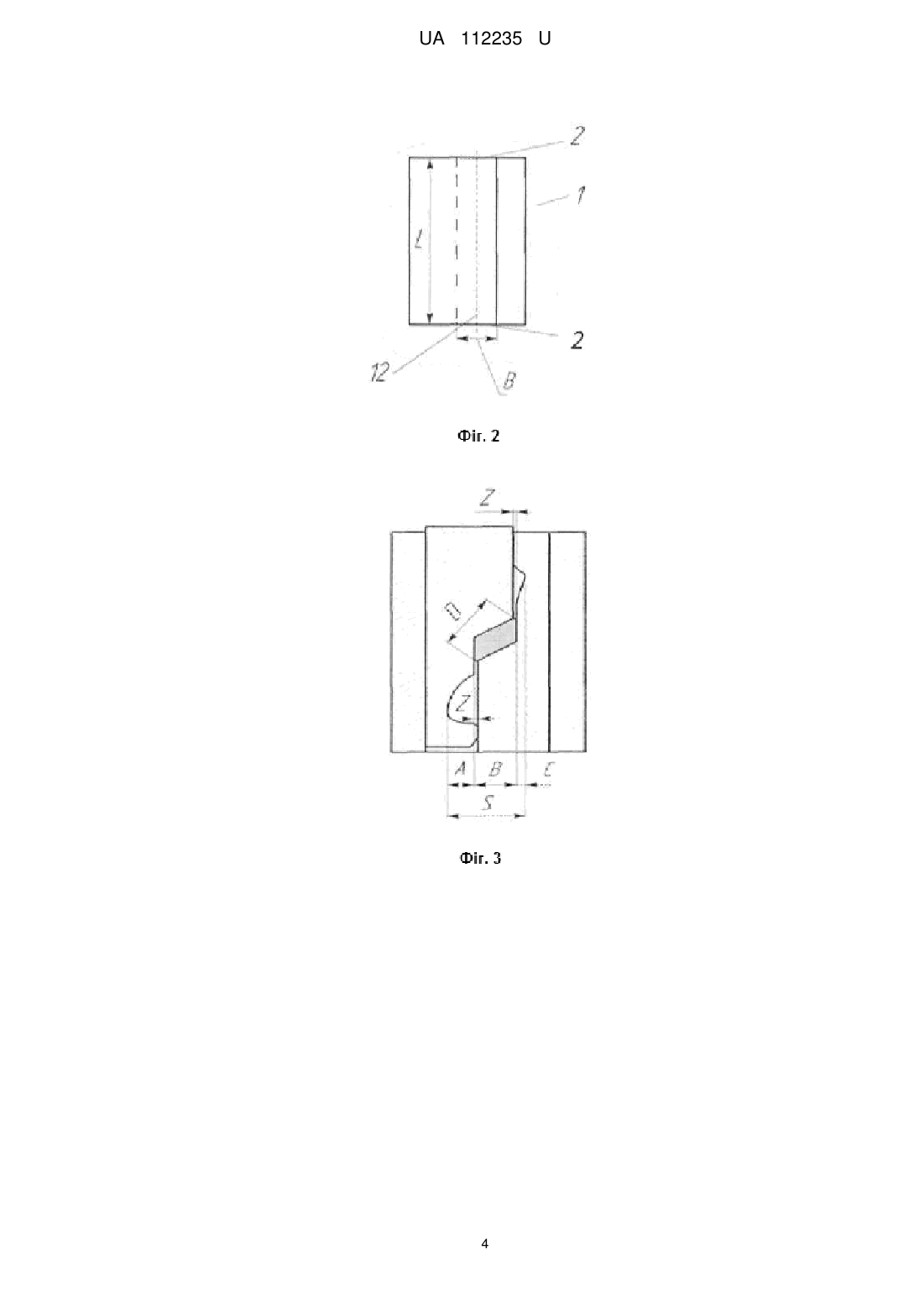
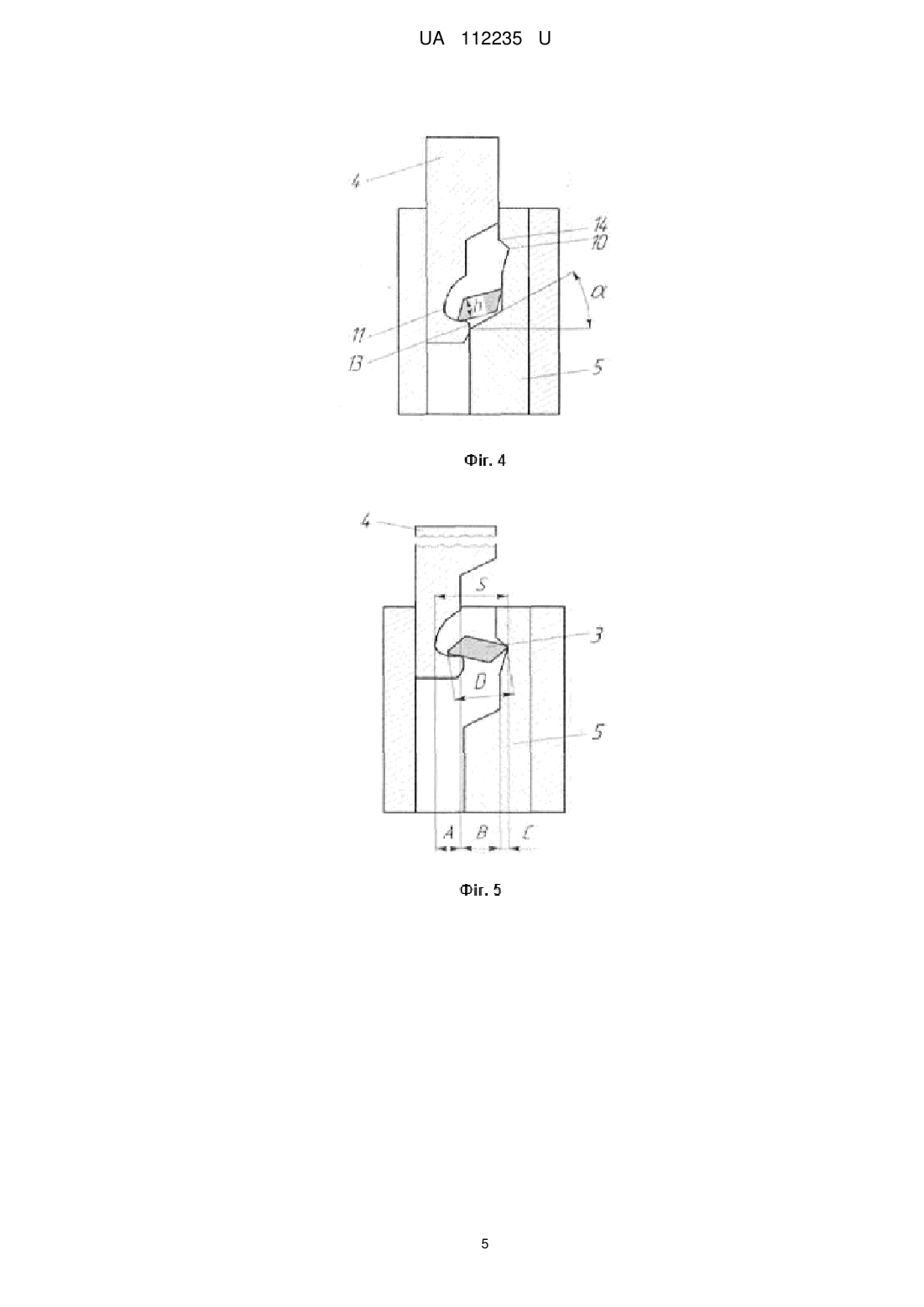
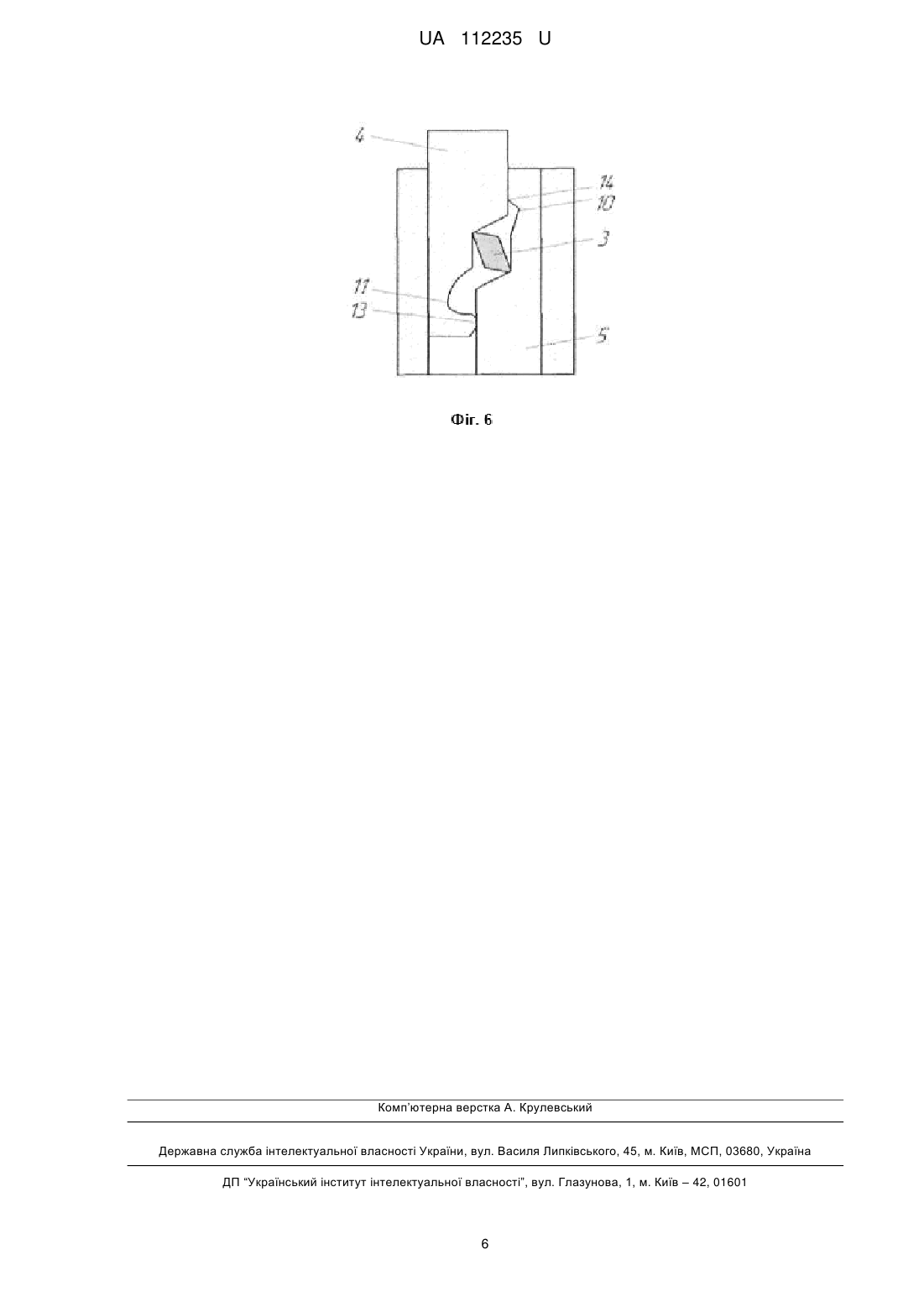
Реферат: Штамп для багаторазового деформування заготівок з поворотом містить матрицю з осьовим каналом, дві протилежні бокові сторони якого паралельні одна одній та контактують з торцями заготівки, верхній та нижній пуансони, які розташовані в каналі протилежно один одному та мають нахилені деформуючі поверхні і бокові стінки, при цьому вони разом з паралельними сторонами матриці утворюють порожнину з поперечним перерізом у вигляді паралелограма для деформування заготівок, а також заготівку, два протилежні гострі кути якої контактують на другому та подальших переходах деформування з тупими кутами між боковими стінками пуансонів та нахиленими деформуючими поверхнями. Над заготівкою на нерухомому пуансоні і під нею на рухомому на бокових поверхнях стінок пуансонів виконано пази паралельно поздовжній осі заготівки. Загальна ширина поперечного розміру порожнини матриці з пазами становить не менше більшої діагоналі заготівки. Бокові стінки на пуансонах розташовані з зазорами між ними та іншими пуансонами. В зазорах за пазами відносно заготівки розміщені виступи. UA 112235 U (54) ШТАМП ДЛЯ БАГАТОРАЗОВОГО ДЕФОРМУВАННЯ ЗАГОТІВОК З ПОВОРОТОМ UA 112235 U UA 112235 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана для отримання заготівок з металів та металевих матеріалів з ультрадисперсним зерном за допомогою багаторазової інтенсивної пластичної деформації і використана у машинобудуванні для обробки заготівок різного призначення з підвищеною продуктивністю. Відомий штамп для деформування листових заготівок, що містить матрицю з осьовим каналом, верхній та нижній пуансони, які розташовані протилежно один проти одного та мають деформуючі поверхні, при цьому вони разом з матрицею утворюють порожнину для деформування заготівок, а також виштовхувач заготівок, який контактує з матрицею і встановлений концентрично нижньому пуансону [1]. Відомий штамп для деформування заготівок, що містить матрицю з осьовим каналом бокова сторона якого контактує з заготівкою, верхній та нижній пуансони, які розташовані в каналі протилежно один до одного та мають деформуючі поверхні, при цьому вони разом з матрицею утворюють порожнину для деформування заготівок, а також виштовхувач заготівок у вигляді поперечини, який встановлений під нижнім пуансоном і зв'язаний з верхньою плитою штампа тягами [2]. Відомий штамп для реалізації багаторазової реверсивної інтенсивної деформації, вибраний нами як прототип, який містить матрицю з осьовим каналом дві протилежні бокові сторони якого паралельні одна одній та контактують з торцями заготівки, верхній та нижній пуансони, які розташовані в каналі протилежно один одному та мають нахилені деформуючі поверхні і бокові стінки, при цьому вони разом з паралельними сторонами матриці утворюють порожнину з поперечним перерізом у вигляді паралелограма для деформування заготівок, а також заготівку, два протилежних гострих кута якої контактують на другому та подальших переходах деформування з тупими кутами між боковими стінками пуансонів та нахиленими деформуючими поверхнями, а дві бокові поверхні якої контактують з стінками пуансонів [3]. Загальними суттєвими ознаками відомого штампа та того, що заявляється, є матриця з осьовим каналом дві протилежні бокові сторони якого паралельні один до одного та контактують з торцями заготівки, верхній та нижній пуансони, які розташовані в каналі протилежно один до одного та мають нахилені деформуючі поверхні і бокові стінки, при цьому вони разом з паралельними сторонами матриці утворюють порожнину з поперечним перерізом у вигляді паралелограма для деформування заготівок, а також заготівку, два протилежних гострих кути якої контактують на другому та подальших переходах деформування з тупими кутами між стінками пуансонів та нахиленими деформуючими поверхнями. Недоліками відомого штампа є відсутність пазів та виступів на бокових стінках пуансонів, що не дозволяє виконати поворот заготівки у просторі при зворотному руху верхнього пуансона, та потребує втручання людини, що знижує продуктивність праці. В основу корисної моделі поставлено задачу удосконалення відомого штампа за рахунок розміщення на бокових стінках пуансонів пазів та виступів, які забезпечують поворот заготівки у порожнині штампа під час зворотного руху верхнього пуансона. Поставлена задача вирішується за рахунок того, що над заготівкою на нерухомому пуансоні і під нею на рухомому на бокових поверхнях стінок пуансонів виконано пази паралельно поздовжній осі заготівки, при цьому загальна ширина поперечного розміру порожнини матриці з пазами становить не менше більшої діагоналі заготівки, а форма пазів дозволяє повернути заготівку навколо її поздовжньої осі, бокові стінки на пуансонах розташовані з зазорами між ними та іншими пуансонами, а в зазорах за пазами відносно заготівки розміщені виступи. Наявність бокових стінок на пуансонах та пазів дозволяє при зворотному ході рухомого пуансона виконати підхват та поворот заготівки у порожнині штампу за рахунок створення крутного моменту навколо її поздовжньої осі і таким чином забезпечити необхідне розташування заготівки перед наступним етапом її деформування. Таким чином конструкція штампа дає можливість уникнути витягування заготівки із його порожнини перед кожним наступним етапом деформування і виконувати поворот у просторі, та знову встановлювати у штамп, що суттєво підвищує продуктивність праці. Суть корисної моделі пояснюється кресленнями, де зображено: - фіг. 1 - схема штампа, що включає матрицю, пуансони та встановлену заготівку перед деформуванням; - фіг. 2 - вигляд зверху на матрицю та розташування пуансонів і заготівки у її порожнині; - фіг. 3 - схема штампа наприкінці кожної операції деформування; - фіг. 4 - схема штампа у момент підхоплення виступом верхнього пуансона заготівки на початку її повороту у порожнині штампа; - фіг. 5 - схема штампа в момент горизонтального положення діагоналі перерізу заготівки під час її повороту; 1 UA 112235 U 5 10 15 20 25 30 35 40 45 50 55 - фіг. 6 - схема штампа під час начала наступного етапу деформування. Штамп для багаторазового деформування заготівок з поворотом містить матрицю 1 (фіг. 1) з осьовим каналом дві протилежні бокові сторони 2 (фіг. 2) якого паралельні одна одній та контактують з торцями заготівки 3 (фіг. 1) висотою Η і довжиною L (фіг. 2), верхній рухомий 4 (фіг. 1) та нижній нерухомий в процесі деформування 5 пуансони, які розташовані в каналі протилежно один одному та мають нахилені деформуючі поверхні 6, 7 і бокові стінки 8, 9 відповідно, при цьому вони разом з сторонами 2 (фіг. 2) матриці 1 утворюють порожнину у вигляді паралелограма для деформування заготівок 3 (фіг. 1). Над заготівкою 3 на нерухомому пуансоні 5 і під нею на рухомому пуансоні 4 на бокових поверхнях стінок пуансонів 8, 9 виконано пази 10, 11 паралельно поздовжній осі 12 (фіг. 2) заготівки, при цьому загальна ширина поперечного розміру порожнини матриці з пазами S=А+В+С (фіг. 3), де В - ширина матриці між стінками 8 та 9 пуансонів 4, 5 (фіг. 1), Л, С - ширина пазів під 10 і над 11 заготівкою 3 відповідно становить не менше більшої діагоналі заготівки D (фіг. 3), а форма пазів дозволяє повернути заготівку навколо її поздовжньої осі 12 (фіг. 2), бокові стінки 8, 9 (фіг. 1) на пуансонах 4, 5 розташовані з зазорами Ζ (фіг. 3) між боковими стінками та іншими пуансонами, а в зазорах за пазами 10, 11 (фіг. 4) відносно заготівки розміщені виступи 13 та 14. Нахил деформуючих поверхонь 6, 7 (фіг. 1) пуансонів 4, 5 (фіг. 4) відносно горизонту становить . Штамп для багаторазового деформування заготівок з поворотом працює наступним чином: матрицю 1 (фіг. 1) встановлюють на стіл преса (не показаний), зверху встановлюють нижній (нерухомий при деформуванні) пуансон 5, який знаходиться в верхньому положенні. Потім в матрицю 1 встановлюють рухомий пуансон 4, який також знаходиться в верхньому положенні. Між ними збоку вздовж осі 12 (фіг. 2) перед деформуванням встановлюють заготівку 3 (фіг. 1), при цьому заготівка розташована між боковими стінками 8, 9 пуансонів, а вихідна форма її перерізу на цьому етапі не має значення. Пуансони одночасно переміщують разом з заготівкою в порожнину матриці таким чином, що дві протилежні бокові сторони 2 (фіг. 2) матриці контактують з торцями заготівки 3 (фіг. 1). Під час першого робочого ходу рух верхнього пуансона 4 відбувається вниз, та виконується деформування заготівки 3 нахиленими поверхнями пуансонів 6, 7, при цьому заготівка отримує форму паралелограма у поперечному перерізі (фіг. 3). Під час зворотного ходу рух верхнього пуансона 4 (фіг. 4) відбувається вверх, що забезпечує підхват заготівки 3 (фіг. 1) виступом 13 (фіг. 4), що розташований в межах зазору Ζ (фіг. 3), при цьому заготівка 3 (фіг. 1) починає зміщення вверх та поворот, частково зміщуючись у паз 10 (фіг. 4) нижнього пуансона 5 (фіг. 5). Нижній лівий на фіг. 4 гострий кут заготівки попадає в паз 11 верхнього рухомого пуансона 4, потім відбувається його фіксація в пазу 10 нижнього пуансона 5, що дозволяє обмежити рух заготівки 3 вверх та завершити її поворот на необхідний кут (фіг. 6), який необхідний для подальшого деформування. Поворот заготівки 3 відносно її поздовжньої осі між операціями деформування дорівнює (90° - ) (фіг. 4). Під час наступного робочого ходу рух верхнього пуансона 4 (фіг. 6) відбувається вниз, та спочатку виконується переміщення заготівки 3 нахиленою поверхнею пуансона 4. Заготівка попадає правим гострим кутом в тупий кут між стінкою пуансона 5 та нахиленою деформуючою поверхнею, а лівим гострим кутом в тупий кут між стінкою пуансона 4 та його нахиленою деформуючою поверхнею. При подальшому робочому ході верхнього пуансона 4 заготівка 3 отримує форму паралелограма у поперечному перерізі. Цикл роботи повторюється для накопичення необхідного ступеня деформації. Під час останнього робочого ходу верхнього пуансона 4 вниз хід деформування зменшується і переріз заготівки стає близьким до шестигранника. Після закінчення процесу деформування пуансони 4 та 5 одночасно переміщують разом з заготівкою вверх над матрицею 1 (фіг. 1) і витягають заготівку вбік вздовж осі 12 (фіг. 2). Застосування пропонованого пристрою дозволяє виконувати поворот заготівки у порожнині штампа без необхідності її витягування із штампа перед кожною наступною операцією, виконання повороту у просторі та нового розміщення у штампі, що забезпечує підвищення продуктивності праці. Джерела інформації: 1. Патент 12697 Україна, МПК B21D 28/24, B21D 35/00. Штамп для відбортовки отворів в листових заготовках / Д.І. Шумейко, П.Д. Шумейко, А.Д. Шумейко; Запорізький автомобільний завод "КОМУНАР" Виробничого об'єднання "АВТОЗАЗ" (UA). № 5003119/SU; заявл. 04.07.1991; опубл. 28.02.1997, бюл. № 1. 2. Холодная объемная штамповка. Справочник /Под ред. д-ра техн. наук, проф. Г.А. Навроцкого. М.: Машиностроение, 1973. - 496 с. 2 UA 112235 U 3. Тарасов А.Ф. Моделирование процесса интенсивного пластического деформирования заготовок по схеме реверсивного сдвига /А.Ф. Тарасов, А.В. Алтухов // Металлургические процессы и оборудование. - 2013. - № 4. - С. 47-54. 5 10 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Штамп для багаторазового деформування заготівок з поворотом, що містить матрицю з осьовим каналом, дві протилежні бокові сторони якого паралельні одна одній та контактують з торцями заготівки, верхній та нижній пуансони, які розташовані в каналі протилежно один одному та мають нахилені деформуючі поверхні і бокові стінки, при цьому вони разом з паралельними сторонами матриці утворюють порожнину з поперечним перерізом у вигляді паралелограма для деформування заготівок, а також заготівку, два протилежних гострих кути якої контактують на другому та подальших переходах деформування з тупими кутами між боковими стінками пуансонів та нахиленими деформуючими поверхнями, який відрізняється тим, що над заготівкою на нерухомому пуансоні і під нею на рухомому на бокових поверхнях стінок пуансонів виконано пази, паралельно поздовжній осі заготівки, при цьому загальна ширина поперечного розміру порожнини матриці з пазами становить не менше більшої діагоналі заготівки, бокові стінки на пуансонах розташовані з зазорами між ними та іншими пуансонами, а в зазорах за пазами відносно заготівки розміщені виступи. 3 UA 112235 U 4 UA 112235 U 5 UA 112235 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 31/00, B21D 37/00
Мітки: заготівок, багаторазового, штамп, деформування, поворотом
Код посилання
<a href="https://ua.patents.su/8-112235-shtamp-dlya-bagatorazovogo-deformuvannya-zagotivok-z-povorotom.html" target="_blank" rel="follow" title="База патентів України">Штамп для багаторазового деформування заготівок з поворотом</a>
Спосіб інтенсивного пластичного деформування заготівок
Номер патенту: 108568
Опубліковано: 25.07.2016
Автор: Алієва Лейла Іграмотдіновна
МПК: B21J 1/04
Мітки: спосіб, заготівок, деформування, інтенсивного, пластичного
Формула / Реферат:
Спосіб інтенсивного пластичного деформування заготівок, який полягає в деформуванні заготівки бойками з перехресним зсувом вздовж осі симетрії поперечного перерізу, що виконується з її поворотом, який відрізняється тим, що пластичне деформування заготівки виконується симетричними півматрицями (бойками) з двійним знакозмінним зсувом вздовж осі симетрії поперечного перерізу заготівки за рахунок зворотно-поступального зміщення однієї половинки...
Штамп для гарячого деформування
Номер патенту: 2374
Опубліковано: 15.03.2004
Автор: Грещишин Михайло Йосипович
МПК: B21D 22/06
Мітки: гарячого, деформування, штамп
Формула / Реферат:
1. Штамп для гарячого деформування, що містить верхню плиту, нижню плиту із запресованими напрямними колонками, роз'ємні матриці, закріплений у стакані верхній формувальний пуансон і верхні вкладки, який відрізняється тим, що він додатково містить нижній формувальний пуансон, закріплений у стакані, нижні вкладки і з'єднані втулкою підпружинені стулки, в яких закріплені роз'ємні матриці, причому одна із стулок виконана поворотною щодо втулки,...
Спосіб виготовлення секційних гвинтових заготівок
Номер патенту: 87309
Опубліковано: 10.02.2014
Автори: Радик Марія Дмитрівна, Васильків Василь Васильович, Левкович Михайло Генадійович
МПК: B21D 11/06
Мітки: гвинтових, секційних, виготовлення, заготівок, спосіб
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготівок, що включає одержання кільцевої секторної заготівки та деформування в її штампі за рахунок осьового переміщення гвинтової робочої поверхні пуансона в напрямку матриці до змикання такої поверхні із гвинтовою робочою поверхнею матриці по товщині заготівки до утворення секційної гвинтової заготівки, який відрізняється тим, що використовують матрицю і пуансон з кроком їх гвинтових поверхонь...
Спосіб інтенсивної пластичної деформації заготівки осадженням зі зміною напрямку деформування
Номер патенту: 102513
Опубліковано: 10.11.2015
Автори: Тарасов Олександр Федорович, Тарасов Сергій Олександрович
Мітки: спосіб, напрямку, пластичної, інтенсивної, заготівки, деформування, зміною, деформації, осадженням
Формула / Реферат:
Спосіб інтенсивної пластичної деформації заготівки осадженням зі зміною напрямку деформування, при якому виконують деформування заготівки заданої довжини за схемою плоскодеформованого стану, при цьому заготівка, одна зі сторін якої не перевищує ширину порожнини штампа, обмежена по одній осі (з двох сторін боковими стінками штампа), а рух металу відбувається у напрямку двох інших осей, при цьому заготівку деформують осадженням вздовж довжини...
Штамп з роз’ємною матрицею

Номер патенту: 88577
Опубліковано: 25.03.2014
Автори: Холодняк Юрій Сергійович, Цимбаліст Вадим Валентинович, Щербатих Сергій Васильович, Матвєєв Іван Анатолійович
МПК: B21J 13/02
Мітки: штамп, роз'ємною, матрицею
Формула / Реферат:
Штамп з роз'ємною матрицею, що містить вертикально розташований рухомий пуансон, матрицю з роз'ємом у одній площині з віссю пуансона, гніздо для запирання матриці, механізм її закриття-розкриття і розташований всередині матриці вкладиш, який має спільну з матрицею площину роз'єму і можливість вертикального зворотно-поступального руху відносно її, також наскрізний отвір уздовж осі пуансона, в якому розташовується частина стрижневої заготовки,...
Попередній патент: Біополімерний незабруднюючий буровий розчин
Наступний патент: Автогрейдер
Випадковий патент: Ливарний сплав системи al-mg