Пристрій і спосіб горизонтального лиття металевої штаби
Номер патенту: 112740
Опубліковано: 25.10.2016
Автори: Франц Рольф, Менгель Крістіан, Йєпсен Олаф Норман, Шпітцер Карл-Хайнц, Айххольц Хелльфрід
Формула / Реферат
1. Пристрій для горизонтального лиття металевої штаби (4), що включає наступні компоненти:
- подавальну ємність (3) для розплаву (1),
- розташований в напрямку лиття позаду подавальної ємності (3) охолоджуваний стрічковий транспортер (6), який проходить між двома відхиляючими роликами (7, 7') і на якому транспортується металева штаба (4),
який відрізняється тим, що пристрій включає в себе щонайменше один профілюючий ролик (8, 8', 8", 9, 9'), який встановлений відносно металевої штаби для здійснення впливу на профіль товщини металевої штаби.
2. Пристрій за п. 1, який відрізняється тим, що щонайменше один профілюючий ролик (8, 9) розташований в зоні між відхиляючими роликами (7, 7') і/або зверху одного з відхиляючих роликів (7, 7').
3. Пристрій за п. 1 або 2, який відрізняється тим, що декілька профілюючих роликів (8, 8', 8", 9, 9') розташовані вище і нижче металевої штаби (4).
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що містить щонайменше один верхній профілюючий ролик (8, 8''), який розташований вище металевої штаби (4), і, навпроти нього, щонайменше один нижній профілюючий ролик (9, 9'), який розташований нижче металевої штаби (4), при цьому щонайменше один верхній профілюючий ролик (8, 8'') і щонайменше один нижній профілюючий ролик (9, 9') утворюють щонайменше одну роликову пару (8, 9; 8'', 9') профілюючих роликів.
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що охолоджуваний стрічковий транспортер (6) утворює зону охолоджування металевої штаби (4), і, крім того, пристрій включає в себе зону для підтримування встановленого температурного режиму, яка розташована в напрямку лиття позаду охолоджуваного стрічкового транспортера (6), при цьому в цій зоні підтримування встановленого температурного режиму і/або в зоні охолоджування металевої штаби (4) пристрій містить щонайменше один профілюючий ролик (8', 9').
6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що щонайменше один з профілюючих роликів (8, 8', 8", 9, 9') встановлений з можливістю повороту.
7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що щонайменше один профілюючий ролик (8, 8', 8", 9, 9') має бочкоподібний контур і/або виконаний горизонтально переміщуваним, і/або зігнутий вздовж своєї поздовжньої осі.
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що щонайменше один нижній профілюючий ролик (9, 9') розташований нижче металевої штаби (4) і знаходиться на висоті лінії зіткнення з металевою штабою (4).
9. Спосіб горизонтального лиття металевої штаби (4), в якому передбачений розташований в напрямку лиття позаду подавальної ємності (3) охолоджуваний стрічковий транспортер (6), який проходить між двома відхиляючими роликами (7, 7') і на якому транспортується металева штаба (4),
який відрізняється тим, що
- встановлюють щонайменше один профілюючий ролик (8, 8', 8", 9, 9') відносно металевої штаби (4) і за допомогою нього здійснюють вплив на профіль товщини металевої штаби (4).
10. Спосіб за п. 9, який відрізняється тим, що здійснюють вплив на профіль товщини металевої штаби (4) в зоні між двома відхиляючими роликами (7, 7') або зверху одного з відхиляючих роликів (7, 7').
11. Спосіб за п. 9 або 10, який відрізняється тим, що профілюючі ролики (8, 8', 8'', 9, 9') встановлюють вище і нижче металевої штаби (4).
12. Спосіб за будь-яким з пп. 9-11, який відрізняється тим, що охолоджуваний стрічковий транспортер утворює зону охолоджування металевої штаби (4), і, крім того, передбачена зона для підтримування встановленого температурного режиму, яка розташована в напрямку лиття позаду охолоджуваного стрічкового транспортера (6), причому в цій зоні підтримування встановленого температурного режиму і/або в зоні охолоджування металевої штаби (4) на металеву штабу (4) впливають за допомогою щонайменше одного профілюючого ролика.
13. Спосіб за п. 9, який відрізняється тим, що щонайменше один з профілюючих роликів (8, 8', 8'', 9, 9") виконаний з можливістю повороту і цілеспрямованого впливу на клиноподібність металевої штаби (4).
14. Спосіб за будь-яким з пп. 9-13, який відрізняється тим, що передбачені профілюючі ролики (8, 8', 8", 9, 9') з бочкоподібним контуром і/або зігнуті ролики (8, 8', 8", 9, 9'), і/або горизонтально переміщувані профілюючі ролики (8, 8', 8", 9, 9').
15. Спосіб за будь-яким з пп. 9-14, який відрізняється тим, що щонайменше один нижній профілюючий ролик (9, 9') встановлюють на висоті лінії зіткнення з металевою штабою (4).
16. Спосіб за будь-яким з пп. 9-15, який відрізняється тим, що щонайменше один профілюючий ролик (8, 8', 8'', 9, 9') встановлюють відносно металевої штаби (4) з гідравлічним або механічним силовим і/або позиційним регулюванням тиску.
17. Спосіб за будь-яким з пп. 9-16, який відрізняється тим, що виконують лиття тонкої штаби і виготовлення чорнової штаби (4) з товщиною, що не перевищує 40 мм.
18. Спосіб за будь-яким з пп. 9-17, який відрізняється тим, що за допомогою щонайменше одного профілюючого ролика (8, 8', 8'', 9, 9') виконують деформацію металевої штаби (4) зі зміною металургійної структури металевої штаби (4).
19. Спосіб за будь-яким з пп. 9-18, який відрізняється тим, що хвилястості поверхні з квадратичною складовою або складовою вищого порядку, які утворюються на поверхні металевої штаби (4), пригладжують за допомогою щонайменше одного профілюючого ролика (8, 8', 8", 9, 9") або щонайменше однієї пари профілюючих роликів (8, 9; 8', 9').
Текст
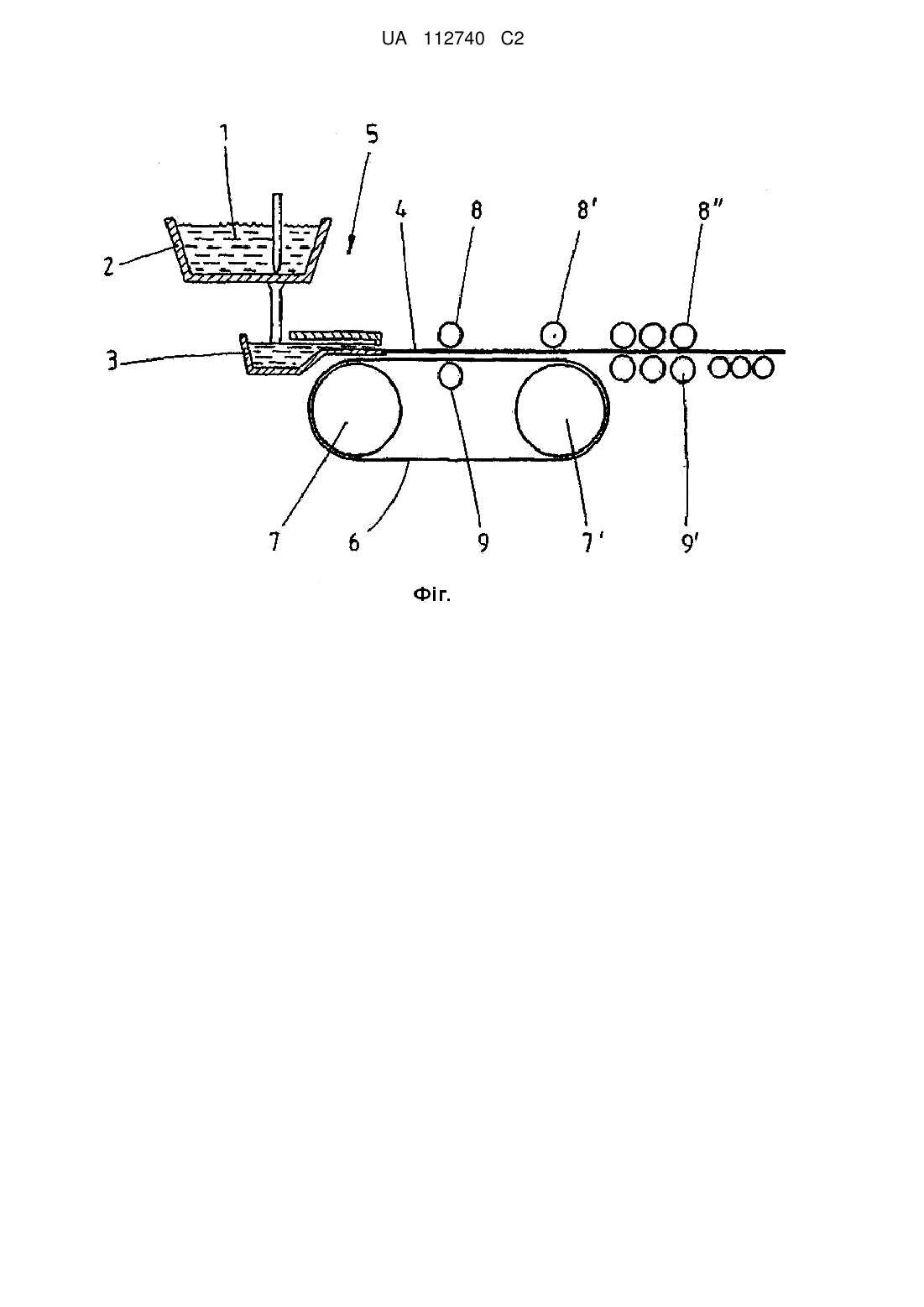
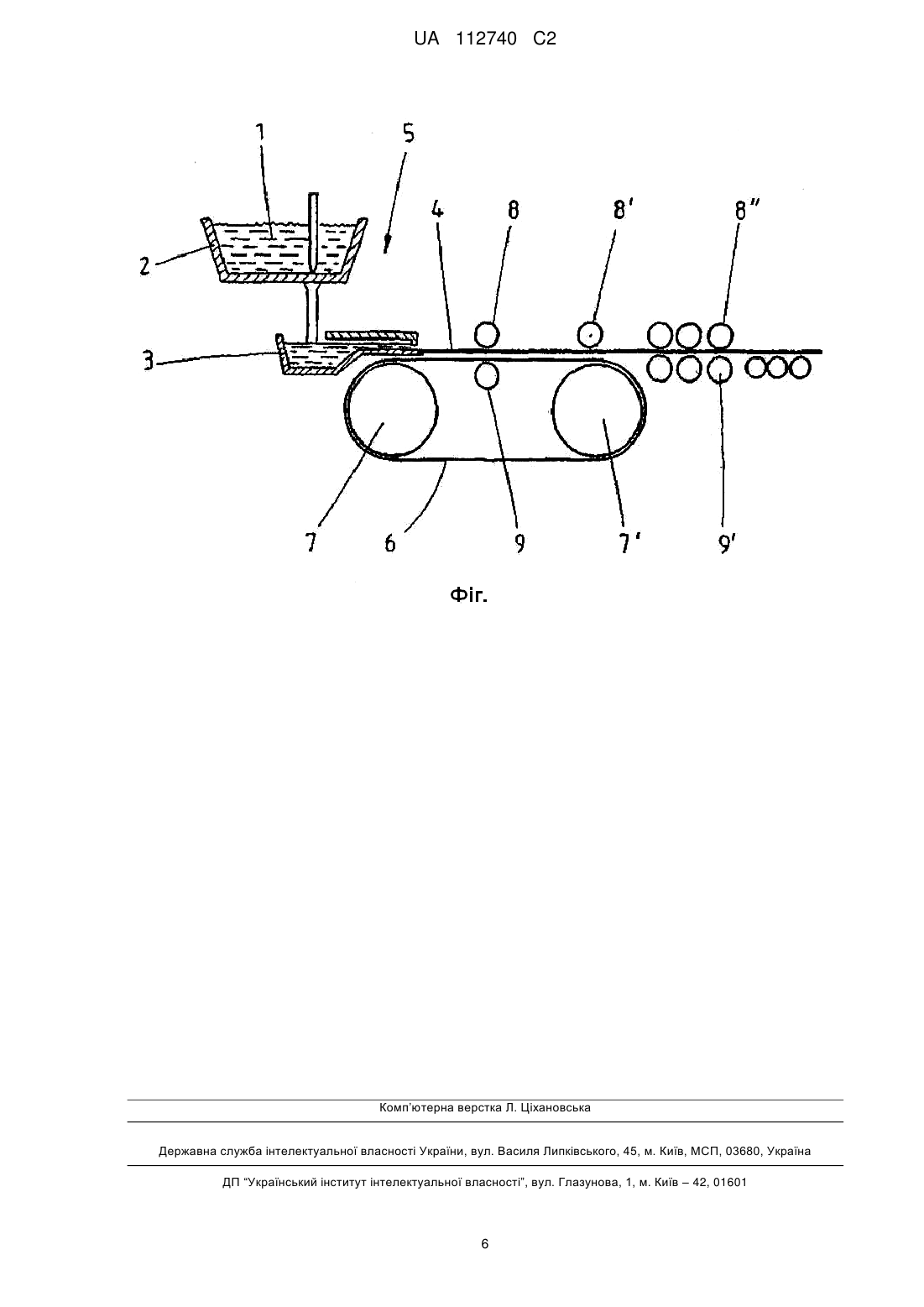
Реферат: Винахід належить до конструкції пристрою, а також способу горизонтального лиття металевої штаби (4). При цьому пристрій включає подавальну ємність (3) для розплаву (1), а також розташований в напрямку лиття позаду подавальної ємності (3) охолоджуваний стрічковий транспортер (6), який проходить між двома відхиляючими роликами (7, 7') і на якому може транспортуватися металева штаба (4), і при цьому пристрій включає щонайменше один профілюючий ролик (8, 8', 8", 9, 9'), який встановлюється для надання профілю металевій штабі (4). За рахунок цієї й інших переважних форм здійснення пристрою забезпечується завчасний і, отже, кращий вплив на профіль металевої штаби (4), тобто чорнової штаби (4). UA 112740 C2 (12) UA 112740 C2 UA 112740 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Винахід стосується галузі горизонтального лиття штаби. При цьому розплав з подавальної ємності надходить на охолоджуваний стрічковий транспортер, на якому розплав починає тверднути, формуючи штабу. Рівень техніки З рівня техніки відомі способи горизонтального лиття штаби і відповідні установки, в яких литий продукт або вже затверділа металева штаба подається на подальші стадії обробки, наприклад, процес прокатки. Характеристикою виготовленої таким чином сталевої штаби є профіль або профіль поперечного перерізу (бочкоподібність), тобто різнотовщинність по ширині штаби. У цьому процесі прокатки одержаний в результаті процесу лиття профіль чорнової штаби піддається тільки обмеженому і важко здійсненному впливу. Причина полягає часто у відносно тонкому поперечному перерізі штаби. У цьому випадку надання профілю і площинності взаємопов'язані, оскільки необхідне для зміни профілю поперечне протікання металу обмежене. У документі WO 2006/066552 А1 показаний такий пристрій для горизонтального лиття штаби зі сталі. При цьому розплав подається на стрічковий транспортер, який утворює зону охолоджування. До цієї зони охолоджування прилягає друга зона підтримування встановленого температурного режиму. При вході штаби у другу зону штаба залежно від температурного режиму вже повністю затверділа. При цьому можуть утворюватися спрямовані вгору загини країв, які можуть мати негативні впливи на процес лиття. У публікації згадуються пристрої, наприклад, в формі роликових пар, які протидіють цьому явищу і притискають штабу. Вплив на профіль поперечного перерізу тут, проте, не передбачений. Профіль поперечного перерізу чорнової штаби утворюється в процесі лиття, і в подальшому процесі прокатки залежно від граничної умови він не може більше піддаватися значному впливу. Але ця проблема виникає, не тільки в способі лиття тонкої штаби, в якому відливають штабу товщиною, що не перевищує 40 мм. Критичні профілі поперечного перерізу по товщині можуть являти собою профілі з клиноподібною складовою або також хвилястістю з квадратичною складовою або складовою вищого порядку. Такі критичні профілі відомі фахівцеві. У публікації WO 2009/018973 А1 показаний схожий пристрій, в якому ролики згладжування або подачі розташовані в напрямку лиття позаду стрічкового транспортера, а також зверху одного відхиляючого ролика стрічкового транспортера. Описані в цій публікації ролики також не забезпечують вплив на профіль поперечного перерізу металевої штаби. Вони дозволяють лише перешкодити вигинанню кромок штаби, що також є метою розкритої в цій публікації роликової проводки. Профіль або профіль товщини, тобто різнотовщинність штаби в напрямку ширини штаби, не піддається скільки-небудь помітному впливу. Загалом, на профіль товщини металевої штаби необхідно впливати як можна раніше, зокрема при максимально високих температурах, тобто, зокрема, при невисокому ступені міцності металевої штаби, оскільки умови для поперечного протікання металу поліпшуються зі зниженням міцності, тобто також при високій температурі. При цьому можливість деформації матеріалу штаби обмежена пластичністю матеріалу, тобто здатністю до деформації без механічного пошкодження, наприклад, утворення тріщин, що зменшується при підвищенні температури. Технічна задача полягає, отже, передусім в тому, щоб створити пристрій, а також спосіб, щоб як можна раніше впливати на профіль поперечного перерізу металевої штаби. Розкриття суті винаходу Запропонований винахід дозволяє вирішити вищеназвану технічну задачу і включає насамперед пристрій для горизонтального лиття металевої штаби, який, в свою чергу, містить подавальну ємність для розплаву і розташований в напрямку лиття позаду подавальну ємності охолоджуваний стрічковий транспортер, який проходить між двома відхиляючими роликами і на якому металева штаба може транспортуватися, при цьому пристрій включає щонайменше один профілюючий ролик, встановлений відносно металевої штаби для впливу на її профіль товщини. За рахунок виконаного відповідно до винаходу пристрою можна з великим попередженням здійснювати вплив на профіль товщини металевої штаби і таким чином помітно поліпшити форму і якість литого продукту. Щонайменше в ході подальшого процесу прокатки тепер може бути досягнутий заданий профіль або задана площинність. У переважній формі здійснення пристрою встановлюваний відносно штаби щонайменше один ролик для надання їй профілю розташований в зоні між відхиляючими роликами і/або зверху одного з відхиляючих роликів. Це розташування роликів забезпечує регулювання профілю товщини вже в зоні стрічкового транспортера. 1 UA 112740 C2 5 10 15 20 25 30 35 40 45 50 55 В іншій переважній формі здійснення пристрою, вище і нижче металевої штаби розташовано декілька роликів, що встановлюються відносно металевої штаби для надання їй профілю. В іншій переважній формі здійснення пристрою, вище металевої штаби для надання їй профілю розташований встановлюваний відносно штаби щонайменше один верхній ролик, а нижче металевої штаби розташований інший встановлюваний відносно металевої штаби щонайменше один нижній ролик, так що щонайменше один верхній ролик і щонайменше один нижній ролик утворюють щонайменше одну роликову пару, що встановлюється відносно штаби. За рахунок утворення щонайменше однієї профілюючої роликової пари весь профіль товщини металевої штаби може цілеспрямовано піддаватися впливу, а саме в площині, розташованій перпендикулярно напрямку лиття. В іншій переважній формі здійснення пристрою, стрічковий транспортер утворює першу зону охолоджування, при цьому пристрій включає, крім того, зону підтримування встановленого температурного режиму, яка прилягає в напрямку лиття позаду до стрічкового транспортера, при цьому пристрій в цій зоні підтримування встановленого температурного режиму і/або в зоні охолоджування містить щонайменше один ролик, що встановлюється відносно металевої штаби для надання їй профілю. В іншій переважній формі здійснення пристрою, ролик може бути виконаний з можливістю повороту. Таким чином, можна цілеспрямовано впливати на клиноподібність штаби. В іншій переважній формі здійснення пристрою щонайменше один ролик, що встановлюється відносно штаби для надання їй профілю (профілювання), має бочкоподібний контур і/або може переміщуватися в горизонтальному напрямку і/або може бути зігнутий вздовж своєї подовжньої осі. Якщо ролики для профілювання мають бочкоподібний контур, профіль штаби може цілеспрямовано піддаватися впливу за допомогою поверхневого рельєфу ролика роликами. На випадок якщо ролики можуть переміщуватися в горизонтальному напрямку, залежно від бочкоподібного контуру може цілеспрямовано регулюватися профіль поперечного перерізу і, зокрема, під час процесу лиття і при змінних умовах процесу (наприклад, при зносі роликів). Оскільки ролики можуть бути зігнутими, профіль поперечного перерізу під час процесу лиття і при змінних умовах процесу може гнучко регулюватися. В іншій переважній формі здійснення пристрою щонайменше один нижній ролик, що встановлюється відносно штаби для профілювання, розташований під металевою штабою і знаходиться на висоті по лінії зіткнення з металевою штабою. Крім заявленого пристрою для горизонтального лиття металевої штаби, винахід включає також відповідний спосіб, при цьому спосіб передбачає розташований в напрямку лиття позаду подавальної ємності охолоджуваний стрічковий транспортер, який проходить між двома відхиляючими роликами і на якому транспортується металева штаба, і містить щонайменше один ролик, який встановлюється відносно металевої штаби для надання їй профілю, при цьому профіль товщини металевої штаби піддається впливу щонайменше одного ролика, що встановлюється відносно металевої штаби для надання їй профілю. Переваги способу по суті відповідають перевагам вищеописаного пристрою згідно з винаходом. У переважній формі здійснення способу, профілювання виготовляється в зоні між відхиляючими роликами або зверху одного з відхиляючих роликів. В іншій переважній формі здійснення способу, спосіб включає декілька роликів, що встановлюються для профілювання вище або нижче металевої штаби, при цьому профілювання здійснюється цими роликами. В іншій переважній формі здійснення способу, стрічковий транспортер утворює зону охолоджування і, крім того, спосіб включає зону підтримування встановленого температурного режиму, яка прилягає в напрямку лиття позаду до стрічкового транспортера, при цьому на металеву штабу в цій зоні підтримування встановленого температурного режиму і/або в зоні охолоджування впливає щонайменше один ролик, що встановлюється відносно металевої штаби для надання їй профілю. У переважній формі здійснення способу, спосіб передбачає ролики, що встановлюються для профілювання з бочкоподібним контуром і/або зігнуті ролики і/або горизонтально переміщувані ролики, при цьому металева штаба піддається профілюючому впливу за допомогою одного або декількох таких роликів. У переважній формі здійснення способу, спосіб включає встановлений відносно металевої штаби для профілювання щонайменше один нижній ролик, який розташований на висоті лінії зіткнення з металевою штабою. 2 UA 112740 C2 5 10 15 20 25 30 35 40 45 50 55 60 У переважній формі здійснення способу, на металевій штабі розташований щонайменше один ролик встановлюваний для профілювання щонайменше один ролик з гідравлічним або механічним силовим і/або позиційним регулюванням. Так, ролики можуть бути встановлені відносно металевої штаби з силовим і/або позиційним регулюванням за допомогою певної сили і впливати на точне профілювання або профілювання по товщині. В іншій переважній формі здійснення способу, спосіб являє собою спосіб лиття тонкої штаби для виготовлення чорнової штаби, зокрема, з товщиною, що не перевищує 40 мм. Саме в способі лиття тонкої штаби важко здійснити вплив на профіль чорнової штаби після процесу лиття. Тому заявлений спосіб особливо переважний, зокрема, у випадку лиття тонкої штаби. В іншій переважній формі здійснення способу встановлюваний відносно металевої штаби для профілювання щонайменше один ролик деформує металеву штабу таким чином, що змінюється металургійна структура металевої штаби. Іншими словами це означає, що ініціюється, наприклад, процес рекристалізації. В іншій переважній формі здійснення способу, за допомогою встановлюваного відносно металевої штаби для профілювання щонайменше одного ролика або встановлюваної для профілювання відносно металевої штаби щонайменше однієї пари роликів пригладжуються хвилястості поверхні з квадратичною складовою або складовою вищого порядку, які утворюються на поверхні металевої штаби. Короткий опис фігури креслення Нижче стисло описується креслення прикладу здійснення згідно з винаходом. Подальші деталі можна дізнатися з детального опису прикладу здійснення. При цьому показані: Фігура креслення - схематичний поперечний переріз прикладу здійснення заявленого пристрою. При цьому металева штаба відливається горизонтально, і профілювання здійснюється різними роликами або валками. Детальний опис прикладів здійснення На фігурі показаний приклад здійснення винаходу. У представленій установці 5 для горизонтального лиття рідкий розплав 1 подається спочатку з розливного ковша/розподільного жолоба 2 в подавальну ємність 3. Звідти рідкий розплав 1 подається на стрічковий транспортер 6, який переважно виконаний охолоджуваним і утворює зону охолоджування. Стрічковий транспортер 6 проходить навколо двох відхиляючих роликів 7, 7'. При цьому розплав 1 на стрічковому транспортері 6 починає тверднути, в результаті чого утворюється металева штаба 4. Такі вимоги або процеси відомі фахівцеві. Утворюючий металеву штабу 4, переважно частково затверділий розплав 1 піддається, згідно з винаходом, профільованому впливу щонайменше одного ролика 8, 8', 8", 9, 9', тобто деформується з наданням профілю. Ролики 8, 8', 8", 9, 9' можуть бути встановлені відносно металевої штаби для профілювання металевої штаби 4 зверху або знизу стрічкового транспортера 6 або також встановлені в напрямку лиття для профілювання металевої штаби 4 позаду стрічкового транспортера 6. При цьому ролик 8, 8', 8", 9, 9' переважно прикладають зусилля до поверхні штаби 4. Встановлення ролика 8, 8', 8", 9, 9' відносно металевої штаби може здійснюватися з силовим або позиційним регулюванням. Крім того, при приданні профілю металевої штаби також взаємопов'язаним чином може відбуватися зменшення товщини металевої штаби 4. У цьому місці потрібно ще раз указати на те, що профіль або профіль товщини являє собою розподіл товщини металевої штаби 4 в напрямку ширини металевої штаби 4. При цьому напрямок по ширині перпендикулярний напрямку лиття. Поняття "профіль" або, який також називається "профілем товщини" не відповідає, зокрема, однойменному поняттю, що використовується з нагоди в деяких інших публікаціях, що описує, наприклад, зігнуту загалом в напрямку по ширині металеву штабу 4 і в якому мова не йде про зміну профілю або профілю товщини у власному значенні, як, наприклад, зміна клиноподібної форми. Як видно далі з фігури, профілюючі ролики 8, 8', 8", 9, 9' можуть утворювати, зокрема, профілюючу роликову пару 8, 9, 9'. На ділянці між двома відхиляючими роликами 7, 7' і/або також в напрямку лиття позаду правого відхиляючого ролика 7' на розгляд можуть бути вміщені в горизонтальному положенні також декілька цих профілюючих роликових пар 8, 9, 8', 9'. Крім того, допустимо також, що профілюючий ролик 8" розташований точно зверху одного з відхиляючих роликів 7, 7', зокрема, як показано на фігурі, зверху останнього (правого) в напрямку лиття відхиляючого ролика 7'. Переважно, зона пристрою, яка розташована позаду стрічкового транспортера 6, може бути виконана як зона для підтримування встановленого температурного режиму, так що в цій зоні металева штаба 4 не нагрівається, тобто утримується, наприклад, при певній температурі, або 3 UA 112740 C2 5 10 15 20 25 30 35 40 охолоджується, наприклад, розпилювальними соплами. Такі зони або пристрої для підтримування встановленого температурного режиму відомі з рівня техніки. Зокрема, в цій зоні, згідно з винаходом, в напрямку лиття позаду стрічкового транспортера 6 можуть бути встановлені відносно металевої штаби для профілювання металевої штаби 4 ролики 8', 9' ще до того, як металева штаба 4 повністю затвердне або також при максимально високих температурах. Крім того, позаду стрічкового транспортера 6 може бути встановлене деяке число відхиляючих роликів. Такі вимоги відносно відхиляючих роликів з іншими функціями також відомі з рівня техніки. Всі ролики 9, 9', які знаходяться нижче металевої штаби 4, можуть бути встановлені відносно металевої штаби 4 таким чином, що вони мають лише спрямовуючу функцію, тобто, розташовані на висоті лінії зіткнення з металевою штабою 4. Однак допустимо також, що ролики 9, 9', також як і ролики 8, 8', 8", встановлені з прикладанням тиску або сили натиску на металеву штабу 4. Переважно, окремі або всі ролики 8, 8', 8", 9, 9' мають бочкоподібний контур. Переважно, профілюючі ролики 8, 8', 8", 9, 9' можуть бути виконані також з можливістю горизонтального переміщення, зокрема, осьового переміщення. Крім того, ролики 8, 8', 8", 9, 9' шляхом додавання сили можуть бути також зігнуті перпендикулярно напрямку лиття, тобто, зігнуті в своєму подовжньому напрямку, так що на металевій штабі 4 утворюється змінний профіль товщини. При цьому встановлювані відносно металевої штаби 4 для профілювання ролики 8, 8', 8", 9, 9' можуть бути встановлені таким чином, що ініціюється процес рекристалізації частково затверділої металевої штаби 4 або що металева штаба 4 змінює свою металургійну структуру. Крім того, профілюючі ролики 8, 8', 8", 9, 9' прогладжують поверхневу хвилястість на поверхні металевої штаби 4. Таким чином, залежно від форми роликів 8, 8', 8", 9, 9' може здійснюватися оптимальне профілювання або профілювання по товщині металевої штаби 4. У заявленому способі мова йде переважно, але не виключно, про спосіб лиття тонкої штаби для виготовлення чорнової штаби, яка, зокрема, має товщину, що не перевищує 40 мм. Всі вищеназвані ознаки можуть, при певній умові, комбінуватися одна з одною в будь-якій можливій формі, що представляється для фахівця, або можуть бути використані згідно зі спеціальними умовами або вимогами. Перелік позицій на кресленні 1 Розплав 2 Розливний ківш/розподільний жолоб 3 Подавальна ємність 4 Металева штаба 5 Установка для лиття штаби 6 Стрічковий транспортер 7, 7' відхиляючі ролики 8, 8', 8" Верхні ролики 9, 9' Нижні ролики ФОРМУЛА ВИНАХОДУ 45 50 55 60 1. Пристрій для горизонтального лиття металевої штаби (4), що включає наступні компоненти: - подавальну ємність (3) для розплаву (1), - розташований в напрямку лиття позаду подавальної ємності (3) охолоджуваний стрічковий транспортер (6), який проходить між двома відхиляючими роликами (7, 7') і на якому транспортується металева штаба (4), який відрізняється тим, що пристрій включає в себе щонайменше один профілюючий ролик (8, 8', 8", 9, 9'), який встановлений відносно металевої штаби для здійснення впливу на профіль товщини металевої штаби. 2. Пристрій за п. 1, який відрізняється тим, що щонайменше один профілюючий ролик (8, 9) розташований в зоні між відхиляючими роликами (7, 7') і/або зверху одного з відхиляючих роликів (7, 7'). 3. Пристрій за п. 1 або 2, який відрізняється тим, що декілька профілюючих роликів (8, 8', 8", 9, 9') розташовані вище і нижче металевої штаби (4). 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що містить щонайменше один верхній профілюючий ролик (8, 8''), який розташований вище металевої штаби (4), і, навпроти нього, щонайменше один нижній профілюючий ролик (9, 9'), який розташований нижче металевої штаби (4), при цьому щонайменше один верхній профілюючий ролик (8, 8'') і 4 UA 112740 C2 5 10 15 20 25 30 35 40 45 50 щонайменше один нижній профілюючий ролик (9, 9') утворюють щонайменше одну роликову пару (8, 9; 8'', 9') профілюючих роликів. 5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що охолоджуваний стрічковий транспортер (6) утворює зону охолоджування металевої штаби (4), і, крім того, пристрій включає в себе зону для підтримування встановленого температурного режиму, яка розташована в напрямку лиття позаду охолоджуваного стрічкового транспортера (6), при цьому в цій зоні підтримування встановленого температурного режиму і/або в зоні охолоджування металевої штаби (4) пристрій містить щонайменше один профілюючий ролик (8', 9'). 6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що щонайменше один з профілюючих роликів (8, 8', 8", 9, 9') встановлений з можливістю повороту. 7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що щонайменше один профілюючий ролик (8, 8', 8", 9, 9') має бочкоподібний контур і/або виконаний горизонтально переміщуваним, і/або зігнутий вздовж своєї поздовжньої осі. 8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що щонайменше один нижній профілюючий ролик (9, 9') розташований нижче металевої штаби (4) і знаходиться на висоті лінії зіткнення з металевою штабою (4). 9. Спосіб горизонтального лиття металевої штаби (4), в якому передбачений розташований в напрямку лиття позаду подавальної ємності (3) охолоджуваний стрічковий транспортер (6), який проходить між двома відхиляючими роликами (7, 7') і на якому транспортується металева штаба (4), який відрізняється тим, що - встановлюють щонайменше один профілюючий ролик (8, 8', 8", 9, 9') відносно металевої штаби (4) і за допомогою нього здійснюють вплив на профіль товщини металевої штаби (4). 10. Спосіб за п. 9, який відрізняється тим, що здійснюють вплив на профіль товщини металевої штаби (4) в зоні між двома відхиляючими роликами (7, 7') або зверху одного з відхиляючих роликів (7, 7'). 11. Спосіб за п. 9 або 10, який відрізняється тим, що профілюючі ролики (8, 8', 8'', 9, 9') встановлюють вище і нижче металевої штаби (4). 12. Спосіб за будь-яким з пп. 9-11, який відрізняється тим, що охолоджуваний стрічковий транспортер утворює зону охолоджування металевої штаби (4), і, крім того, передбачена зона для підтримування встановленого температурного режиму, яка розташована в напрямку лиття позаду охолоджуваного стрічкового транспортера (6), причому в цій зоні підтримування встановленого температурного режиму і/або в зоні охолоджування металевої штаби (4) на металеву штабу (4) впливають за допомогою щонайменше одного профілюючого ролика. 13. Спосіб за п. 9, який відрізняється тим, що щонайменше один з профілюючих роликів (8, 8', 8'', 9, 9") виконаний з можливістю повороту і цілеспрямованого впливу на клиноподібність металевої штаби (4). 14. Спосіб за будь-яким з пп. 9-13, який відрізняється тим, що передбачені профілюючі ролики (8, 8', 8", 9, 9') з бочкоподібним контуром і/або зігнуті ролики (8, 8', 8", 9, 9'), і/або горизонтально переміщувані профілюючі ролики (8, 8', 8", 9, 9'). 15. Спосіб за будь-яким з пп. 9-14, який відрізняється тим, що щонайменше один нижній профілюючий ролик (9, 9') встановлюють на висоті лінії зіткнення з металевою штабою (4). 16. Спосіб за будь-яким з пп. 9-15, який відрізняється тим, що щонайменше один профілюючий ролик (8, 8', 8'', 9, 9') встановлюють відносно металевої штаби (4) з гідравлічним або механічним силовим і/або позиційним регулюванням тиску. 17. Спосіб за будь-яким з пп. 9-16, який відрізняється тим, що виконують лиття тонкої штаби і виготовлення чорнової штаби (4) з товщиною, що не перевищує 40 мм. 18. Спосіб за будь-яким з пп. 9-17, який відрізняється тим, що за допомогою щонайменше одного профілюючого ролика (8, 8', 8'', 9, 9') виконують деформацію металевої штаби (4) зі зміною металургійної структури металевої штаби (4). 19. Спосіб за будь-яким з пп. 9-18, який відрізняється тим, що хвилястості поверхні з квадратичною складовою або складовою вищого порядку, які утворюються на поверхні металевої штаби (4), пригладжують за допомогою щонайменше одного профілюючого ролика (8, 8', 8", 9, 9") або щонайменше однієї пари профілюючих роликів (8, 9; 8', 9'). 5 UA 112740 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for horizontal casting of a metal band
Автори англійськоюFranz, Rolf, Mengel, Christian, Jepsen, Olaf Norman, Spitzer, Karl-Heinz, Eichholz, Hellfried
Автори російськоюФранц Рольф, Менгель Кристиан, Йепсен Олаф Норман, Шпитцер Карл-Хайнц, Айххольц Хелльфрид
МПК / Мітки
МПК: B22D 11/045, B22D 11/06, B22D 11/12, B22D 11/14
Мітки: металевої, горизонтального, штаби, пристрій, лиття, спосіб
Код посилання
<a href="https://ua.patents.su/8-112740-pristrijj-i-sposib-gorizontalnogo-littya-metalevo-shtabi.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб горизонтального лиття металевої штаби</a>
Пристрій і спосіб для намотування штаби зі змінюваною товщиною штаби, зокрема металевої штаби
Номер патенту: 101431
Опубліковано: 25.03.2013
Автори: Резе Хайнріх, Цилєнбах Міхаель
МПК: B65H 35/00, B21C 47/04, B21C 47/26, B21C 47/00, B65H 39/00
Мітки: намотування, пристрій, зокрема, металевої, змінюваною, товщиною, штаби, спосіб
Формула / Реферат:
1. Пристрій для намотування штаби (3) зі змінюваною товщиною штаби в рулон (2), який містить пристрій (1) нанесення, призначений для подачі матеріалу, що деформується, на намотувану штабу (3), причому пристрій (1) нанесення включає в себе засоби (11, 22) для отримання піддатливого, зокрема еластичного, матеріалу або само розширюваного, або спінюваного матеріалу і нанесення матеріалу близько до поверхні на металеву штабу (3) під час...
Пристрій для виготовлення металевої штаби за допомогою безперервного лиття
Номер патенту: 92796
Опубліковано: 10.12.2010
Автори: Мерц Юрген, Зудау Петер, Кіппінг Маттіас, Зайдель Юрген
МПК: B23Q 11/10, B23C 5/00, B22D 11/12
Мітки: безперервного, пристрій, металевої, допомогою, штаби, виготовлення, лиття
Формула / Реферат:
1. Пристрій для виготовлення металевої штаби (1) за допомогою безперервного лиття, який містить розливну машину (2), в якій відливається плоска заготовка (3), при цьому в напрямку (F) транспортування заготовки (3) після розливної машини (2) розташований щонайменше один фрезерний верстат (4), в якому фрезерується щонайменше одна поверхня плоскої заготовки (3), переважно дві протилежні поверхні, при цьому на фрезерному верстаті (4) або в ньому...
Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Хохенбіхлер Геральд, Аузінгер Дітмар, Чімані Крістіан, Хубмер Герхард Ф., Етцелсдорфер Курт
МПК: B22D 11/06, G05B 17/00, G05B 13/04, B22D 11/16, B22D 11/12
Мітки: процесу, двовалкового, металевої, штаби, безперервного, лиття, шляхом, тонкої, спосіб
Формула / Реферат:
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття...
Спосіб і пристрій для виробництва металевої штаби
Номер патенту: 90295
Опубліковано: 26.04.2010
Автор: Денкер Вольфганг
МПК: B21B 37/48, B21B 38/00
Мітки: спосіб, штаби, пристрій, металевої, виробництва
Формула / Реферат:
1. Спосіб виробництва металевої штаби (1), при якому металева штаба (1) проводиться по декількох роликах (2, 3, 4, 5) під таким натягненням (S) штаби і рухається в такому напрямку (F) подачі, що вона є по суті гладкою щонайменше між двома роликами (2, 3), причому діючі внутрішні напруження розтягнення в металевій штабі (1) стають оптично видимими, після чого визначають внутрішні напруження розтягнення або різниці внутрішніх напружень...
Пристрій для вимірювання натягнення металевої штаби
Номер патенту: 94068
Опубліковано: 11.04.2011
Автори: Тушхофф Маттіас, Кіппінг Маттіас, Ніхюс Хайнц, Ебенбек Мартіна
МПК: B21B 38/00
Мітки: металевої, штаби, натягнення, пристрій, вимірювання
Формула / Реферат:
1. Пристрій (1) для вимірювання натягнення металевої штаби, зокрема стальної штаби, який містить плоский стіл (2), виконаний з можливістю проходження штаби по ньому, і на одному кінці (3) якого розташована множина вимірювальних елементів (4), придатних для вимірювання натягнення штаби, при цьому передбачені охолоджуючі елементи (5), розташовані під столом (2), і за допомогою яких охолоджуюча рідина, зокрема вода, підводитися в ділянку...
Попередній патент: Уф-отверджуваний самоклеючий матеріал з низькою липкістю для повторно закупорюваних упаковок
Наступний патент: Спосіб керування електричним перемикачем і електричний перемикач
Випадковий патент: Топка для спалювання деревини або тирсобрикетів