Спосіб виготовлення вісесиметричних деталей
Номер патенту: 112987
Опубліковано: 10.01.2017
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"


Формула / Реферат
Спосіб виготовлення вісесиметричних деталей, що полягає в тому, що пруток навивають на оправку, розрізають в поздовжньому напрямку, зварюють одним суцільним швом, зачищають зварний шов, відділяють заготовки, який відрізняється тим, що навивання здійснюють на багатокутній оправці.
Текст
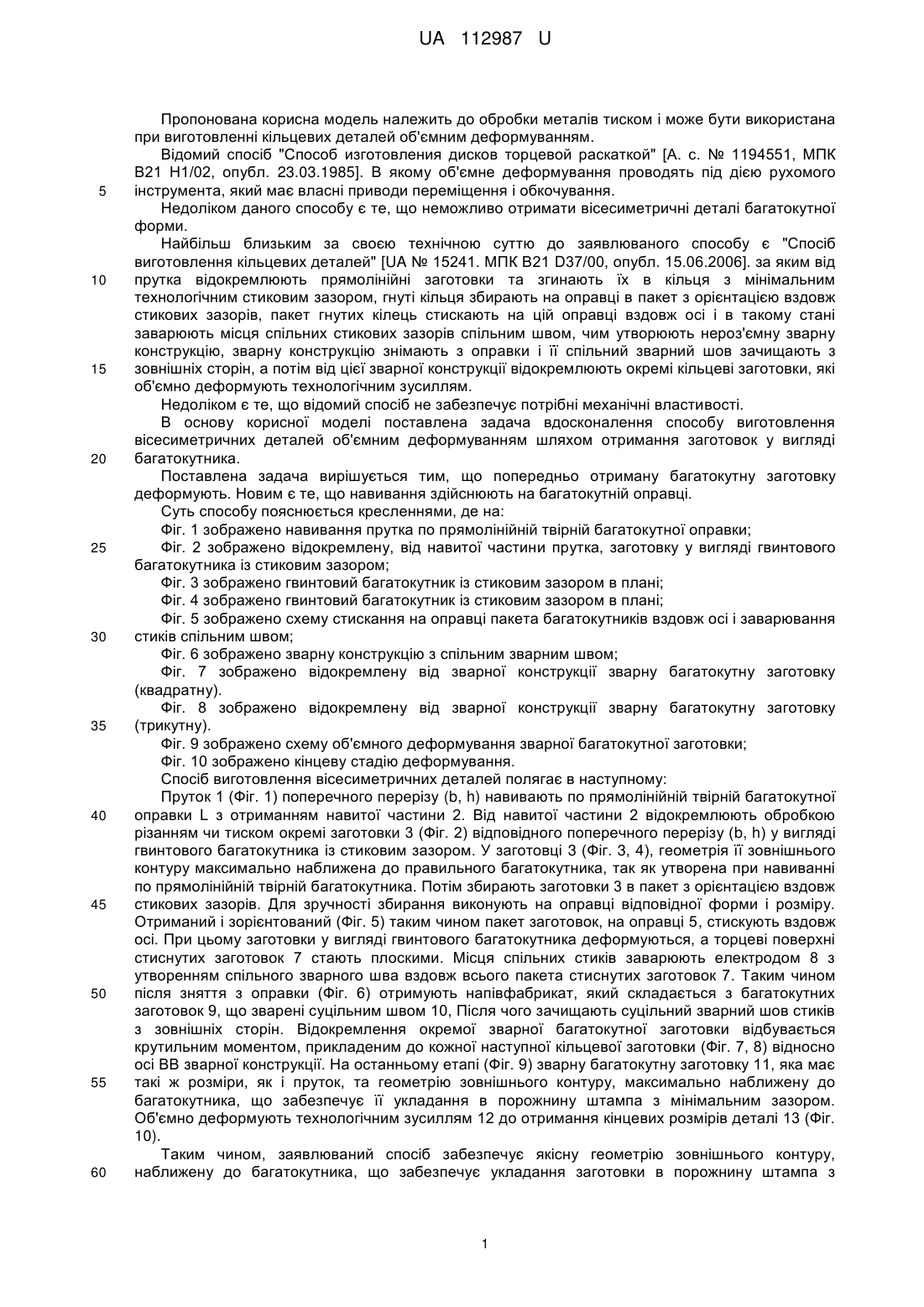
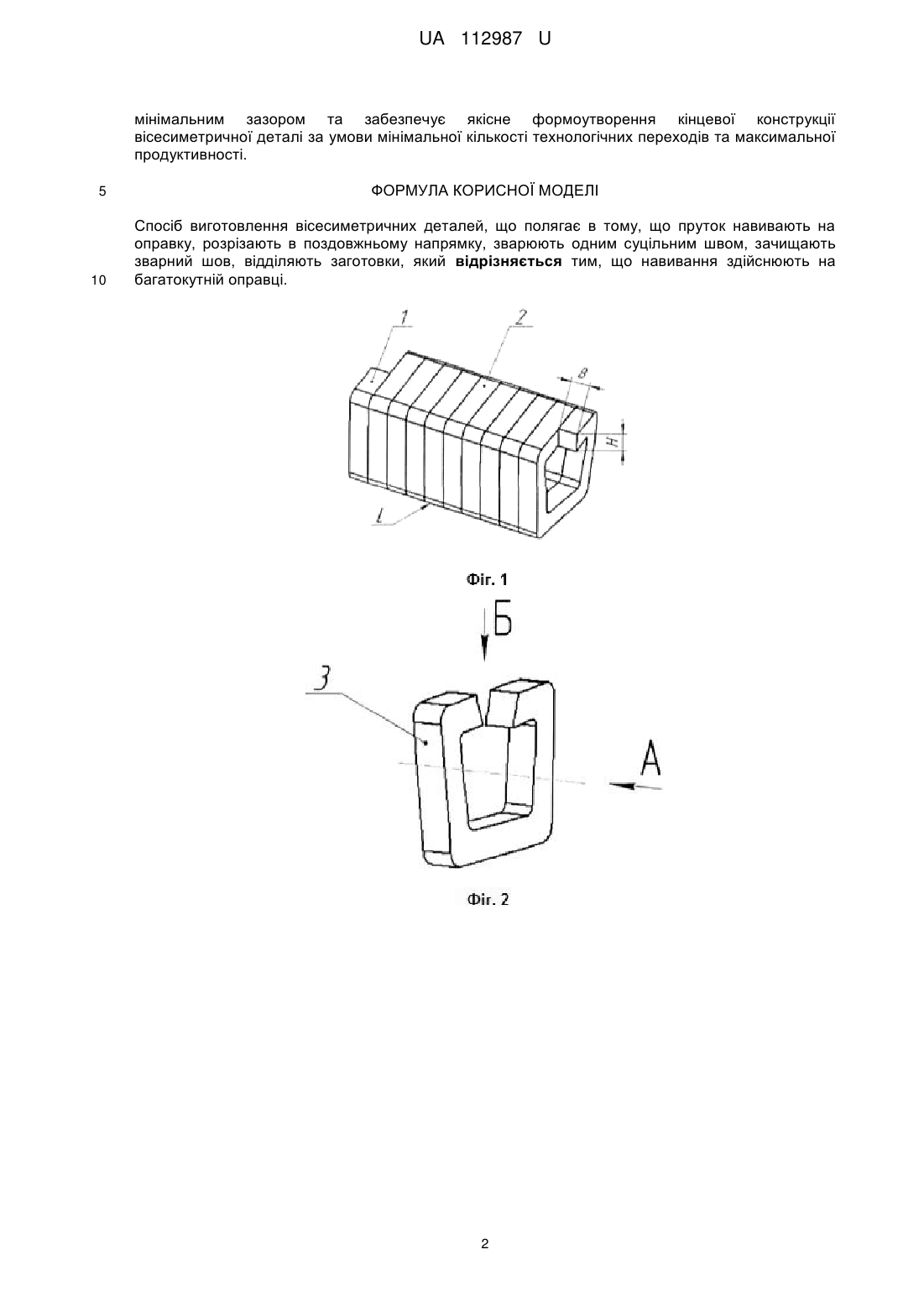
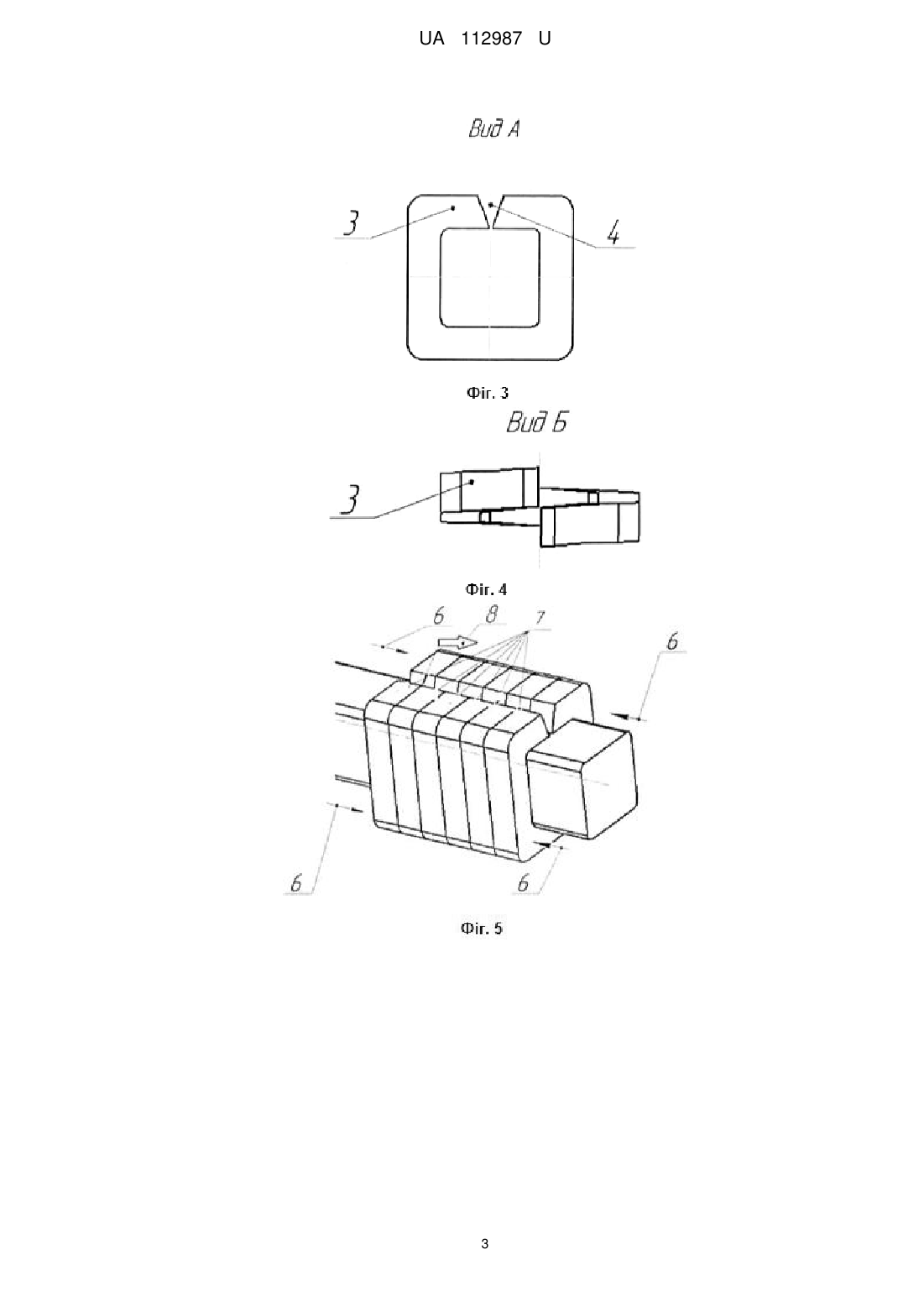
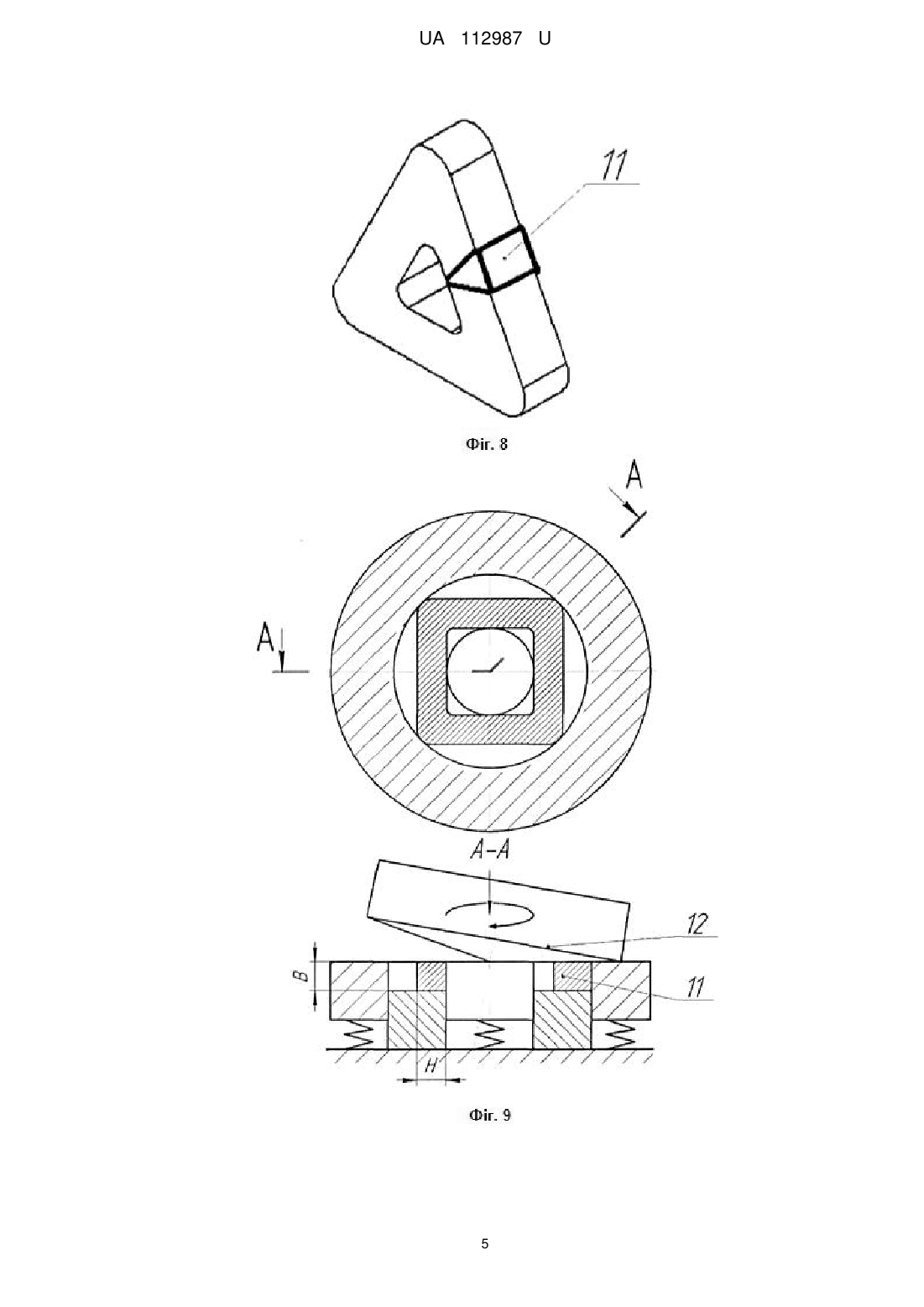
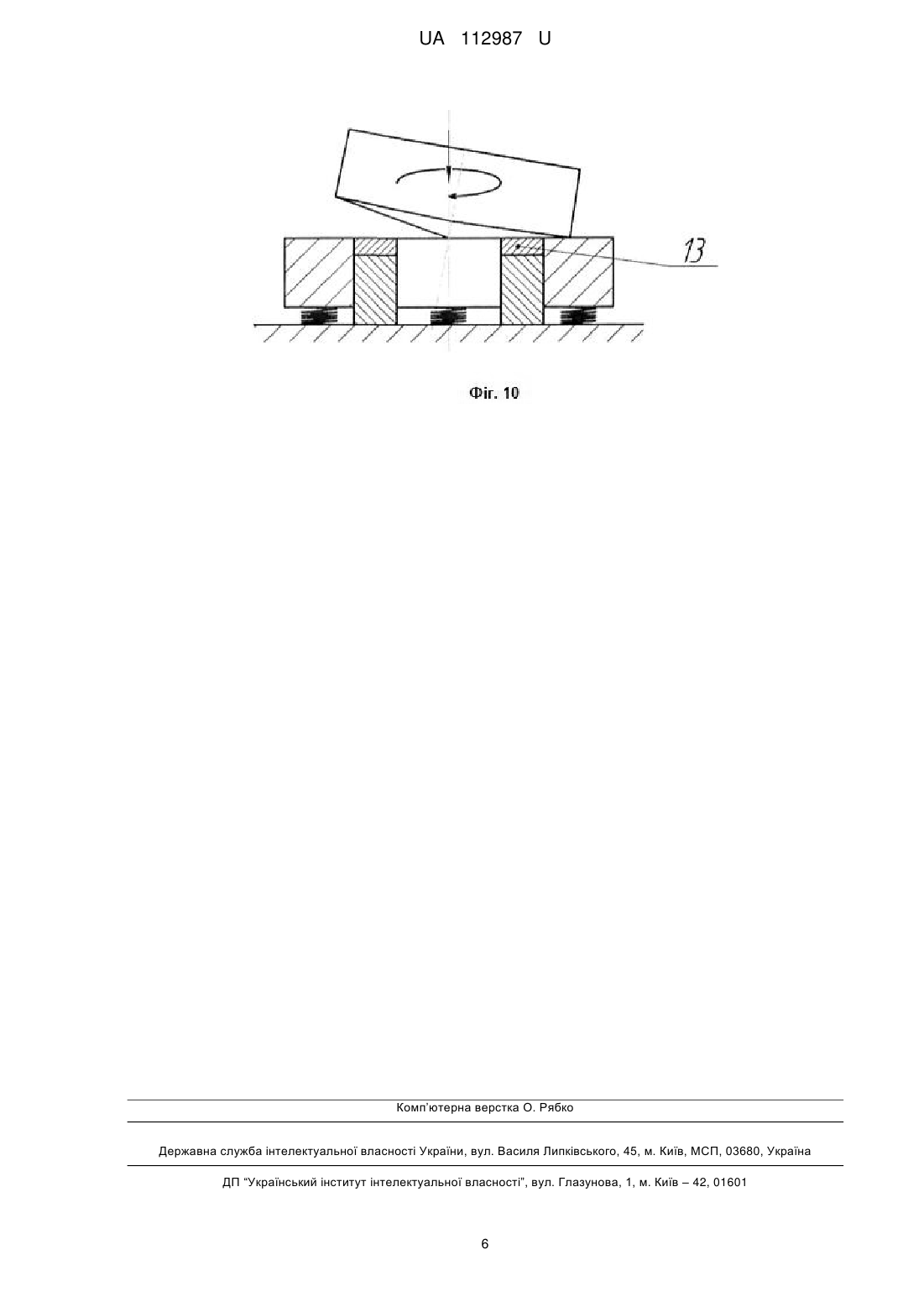
Реферат: UA 112987 U UA 112987 U 5 10 15 20 25 30 35 40 45 50 55 60 Пропонована корисна модель належить до обробки металів тиском і може бути використана при виготовленні кільцевих деталей об'ємним деформуванням. Відомий спосіб "Способ изготовления дисков торцевой раскаткой" [А. с. № 1194551, МПК В21 Н1/02, опубл. 23.03.1985]. В якому об'ємне деформування проводять під дією рухомого інструмента, який має власні приводи переміщення і обкочування. Недоліком даного способу є те, що неможливо отримати вісесиметричні деталі багатокутної форми. Найбільш близьким за своєю технічною суттю до заявлюваного способу є "Спосіб виготовлення кільцевих деталей" [UA № 15241. МПК В21 D37/00, опубл. 15.06.2006]. за яким від прутка відокремлюють прямолінійні заготовки та згинають їх в кільця з мінімальним технологічним стиковим зазором, гнуті кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, зварну конструкцію знімають з оправки і її спільний зварний шов зачищають з зовнішніх сторін, а потім від цієї зварної конструкції відокремлюють окремі кільцеві заготовки, які об'ємно деформують технологічним зусиллям. Недоліком є те, що відомий спосіб не забезпечує потрібні механічні властивості. В основу корисної моделі поставлена задача вдосконалення способу виготовлення вісесиметричних деталей об'ємним деформуванням шляхом отримання заготовок у вигляді багатокутника. Поставлена задача вирішується тим, що попередньо отриману багатокутну заготовку деформують. Новим є те, що навивання здійснюють на багатокутній оправці. Суть способу пояснюється кресленнями, де на: Фіг. 1 зображено навивання прутка по прямолінійній твірній багатокутної оправки; Фіг. 2 зображено відокремлену, від навитої частини прутка, заготовку у вигляді гвинтового багатокутника із стиковим зазором; Фіг. 3 зображено гвинтовий багатокутник із стиковим зазором в плані; Фіг. 4 зображено гвинтовий багатокутник із стиковим зазором в плані; Фіг. 5 зображено схему стискання на оправці пакета багатокутників вздовж осі і заварювання стиків спільним швом; Фіг. 6 зображено зварну конструкцію з спільним зварним швом; Фіг. 7 зображено відокремлену від зварної конструкції зварну багатокутну заготовку (квадратну). Фіг. 8 зображено відокремлену від зварної конструкції зварну багатокутну заготовку (трикутну). Фіг. 9 зображено схему об'ємного деформування зварної багатокутної заготовки; Фіг. 10 зображено кінцеву стадію деформування. Спосіб виготовлення вісесиметричних деталей полягає в наступному: Пруток 1 (Фіг. 1) поперечного перерізу (b, h) навивають по прямолінійній твірній багатокутної оправки L з отриманням навитої частини 2. Від навитої частини 2 відокремлюють обробкою різанням чи тиском окремі заготовки 3 (Фіг. 2) відповідного поперечного перерізу (b, h) у вигляді гвинтового багатокутника із стиковим зазором. У заготовці 3 (Фіг. 3, 4), геометрія її зовнішнього контуру максимально наближена до правильного багатокутника, так як утворена при навиванні по прямолінійній твірній багатокутника. Потім збирають заготовки 3 в пакет з орієнтацією вздовж стикових зазорів. Для зручності збирання виконують на оправці відповідної форми і розміру. Отриманий і зорієнтований (Фіг. 5) таким чином пакет заготовок, на оправці 5, стискують вздовж осі. При цьому заготовки у вигляді гвинтового багатокутника деформуються, а торцеві поверхні стиснутих заготовок 7 стають плоскими. Місця спільних стиків заварюють електродом 8 з утворенням спільного зварного шва вздовж всього пакета стиснутих заготовок 7. Таким чином після зняття з оправки (Фіг. 6) отримують напівфабрикат, який складається з багатокутних заготовок 9, що зварені суцільним швом 10, Після чого зачищають суцільний зварний шов стиків з зовнішніх сторін. Відокремлення окремої зварної багатокутної заготовки відбувається крутильним моментом, прикладеним до кожної наступної кільцевої заготовки (Фіг. 7, 8) відносно осі ВВ зварної конструкції. На останньому етапі (Фіг. 9) зварну багатокутну заготовку 11, яка має такі ж розміри, як і пруток, та геометрію зовнішнього контуру, максимально наближену до багатокутника, що забезпечує її укладання в порожнину штампа з мінімальним зазором. Об'ємно деформують технологічним зусиллям 12 до отримання кінцевих розмірів деталі 13 (Фіг. 10). Таким чином, заявлюваний спосіб забезпечує якісну геометрію зовнішнього контуру, наближену до багатокутника, що забезпечує укладання заготовки в порожнину штампа з 1 UA 112987 U мінімальним зазором та забезпечує якісне формоутворення кінцевої конструкції вісесиметричної деталі за умови мінімальної кількості технологічних переходів та максимальної продуктивності. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб виготовлення вісесиметричних деталей, що полягає в тому, що пруток навивають на оправку, розрізають в поздовжньому напрямку, зварюють одним суцільним швом, зачищають зварний шов, відділяють заготовки, який відрізняється тим, що навивання здійснюють на багатокутній оправці. 2 UA 112987 U 3 UA 112987 U 4 UA 112987 U 5 UA 112987 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 37/00
Мітки: деталей, виготовлення, вісесиметричних, спосіб
Код посилання
<a href="https://ua.patents.su/8-112987-sposib-vigotovlennya-visesimetrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вісесиметричних деталей</a>
Спосіб виготовлення кільцевих деталей
Номер патенту: 15241
Опубліковано: 15.06.2006
Автори: Гожій Сергій Петрович, Кривда Леонід Трохимович
МПК: B21D 37/00
Мітки: спосіб, кільцевих, деталей, виготовлення
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що попередньо отриману кільцеву заготовку об'ємно деформують технологічним зусиллям, який відрізняється тим, що від прутка відокремлюють прямолінійні заготовки і згинають їх в кільця з мінімальним технологічним стиковим зазором, гнуті кільця збирають на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет гнутих кілець стискають на цій оправці вздовж осі і в такому стані...
Спосіб виготовлення кільцевих деталей
Номер патенту: 25420
Опубліковано: 10.08.2007
Автори: Кривда Леонід Трохимович, Гожій Сергій Петрович, Демченко Діна Сергіївна
МПК: B21D 37/00
Мітки: виготовлення, спосіб, кільцевих, деталей
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що з прутка отримують заготовки у вигляді кільця зі стиковим зазором, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі і в такому стані заварюють місця спільних стикових зазорів спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з зовнішніх сторін, потім від цієї...
Спосіб виготовлення кільцевих деталей
Номер патенту: 58189
Опубліковано: 11.04.2011
Автори: Ландар Роман Миколайович, Гожій Сергій Петрович, Носенко Андрій Ігорович, Кліско Андрій Валерійович
МПК: B21D 11/06, B21D 53/16
Мітки: деталей, кільцевих, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндра та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів, пакет заготовок стискають на цій оправці вздовж осі, при стисканні пакета кілець на оправці їх торцеві поверхні стають плоскими, і в такому стані...
Спосіб виготовлення кільцевих деталей
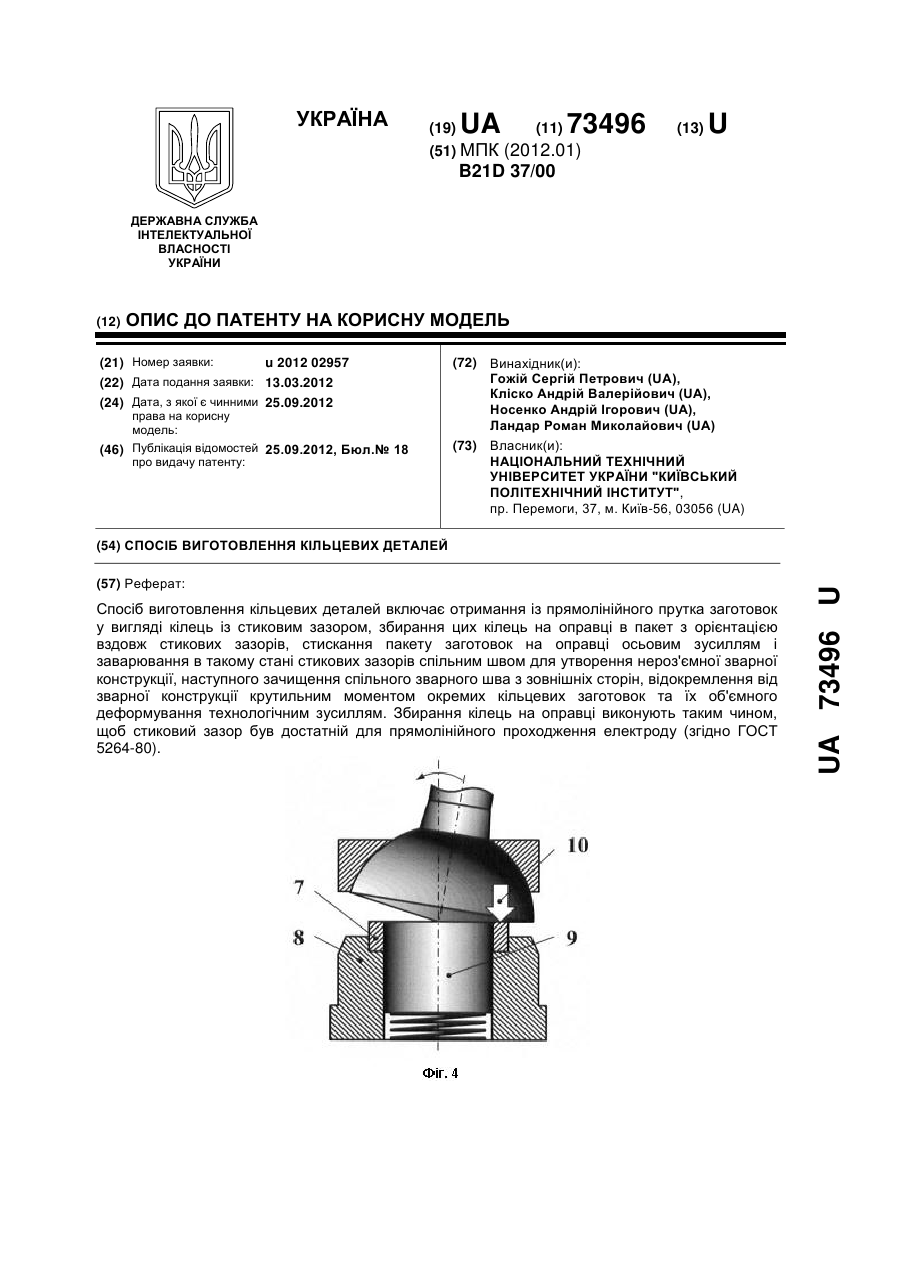
Номер патенту: 73496
Опубліковано: 25.09.2012
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"
МПК: B21D 37/00
Мітки: спосіб, деталей, кільцевих, виготовлення
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, що включає отримання із прямолінійного прутка заготовок у вигляді кілець із стиковим зазором, збирання цих кілець на оправці в пакет з орієнтацією вздовж стикових зазорів, стискання пакету заготовок на оправці осьовим зусиллям і заварювання в такому стані стикових зазорів спільним швом для утворення нероз'ємної зварної конструкції, наступного зачищення спільного зварного шву з зовнішніх сторін,...
Спосіб виготовлення кільцевих деталей
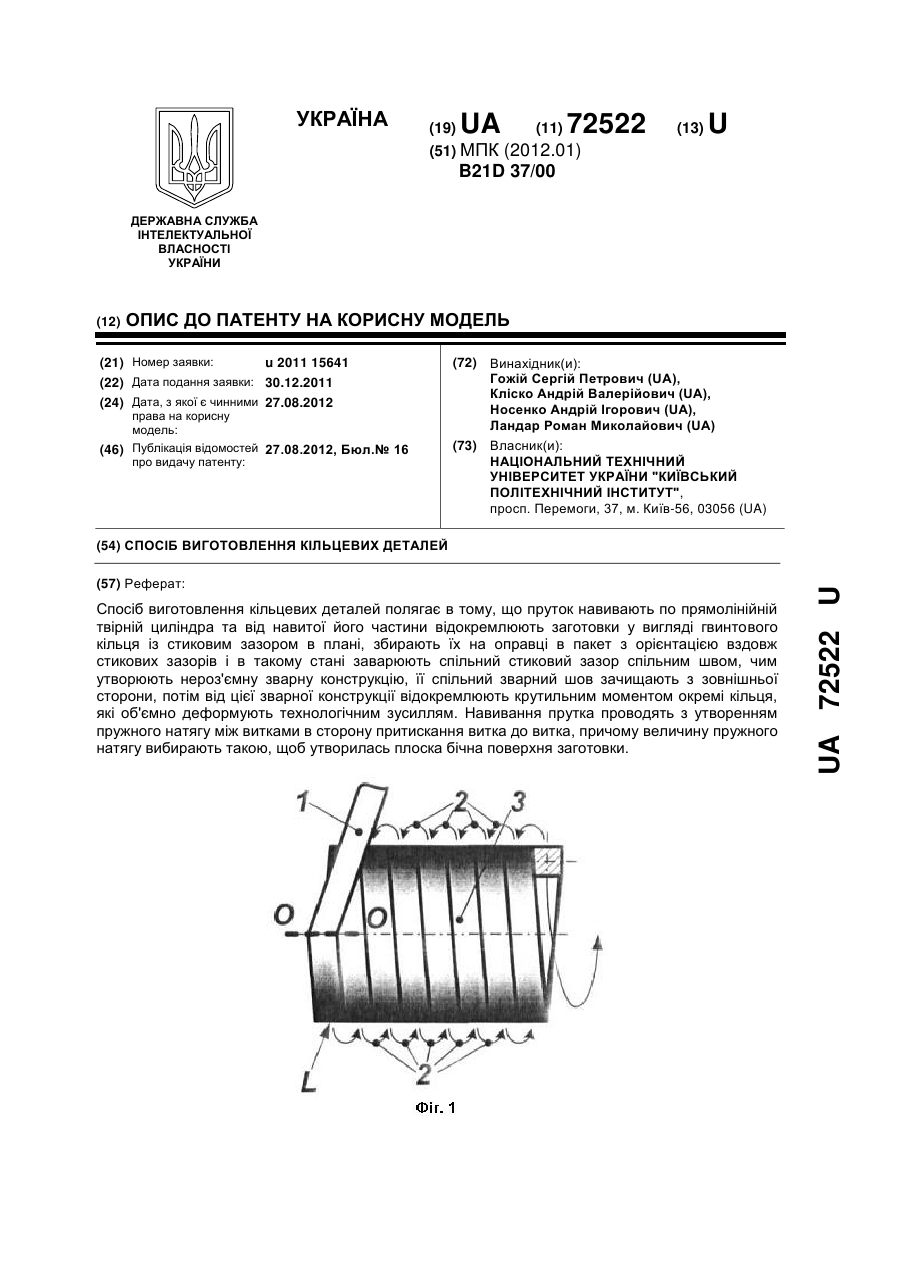
Номер патенту: 72522
Опубліковано: 27.08.2012
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"
МПК: B21D 37/00
Мітки: спосіб, кільцевих, виготовлення, деталей
Формула / Реферат:
Спосіб виготовлення кільцевих деталей, який полягає в тому, що пруток навивають по прямолінійній твірній циліндра та від навитої його частини відокремлюють заготовки у вигляді гвинтового кільця із стиковим зазором в плані, збирають їх на оправці в пакет з орієнтацією вздовж стикових зазорів і в такому стані заварюють спільний стиковий зазор спільним швом, чим утворюють нероз'ємну зварну конструкцію, її спільний зварний шов зачищають з...
Попередній патент: Уніфікований багатофункціональний вулик промислового типу
Наступний патент: Спосіб синтезу нікель-кобальтової (ni-, co-) шпінелі
Випадковий патент: Розкидач органічних добрив