Агрегат для диференційованої термічної обробки прокатних валків
Номер патенту: 115721
Опубліковано: 25.04.2017
Автори: Плугатар Віктор Семенович, Титаренко Олександр Іванович, Грибінюк Віктор Васильович, Волошин Олексій Іванович, Лаухін Олександр Іванович
Формула / Реферат
Агрегат для диференційованої термічної обробки прокатних валків, що містить у технологічній послідовності окремо розташовані спреєрну установку з рядом форсунок на водяних колекторах і піч швидкісного нагрівання, яка виконана подовжньо рознімною з димовитяжним каналом й пальниками, а також візок для переміщення валка з механізмом обертання валка, який відрізняється тим, що піч швидкісного нагрівання розташована від спреєрної установки на відстані менше довжини бочки оброблюваного валка, причому величина ходу рознімної півкамери печі, в якій розташований димовитяжний канал, менше величини ходу другої рознімної півкамери печі, в якій пальники встановлені вертикально, крім того, верхні ряди форсунок спреєрної установки закріплені на штангах, обладнаних шарніром.
Текст
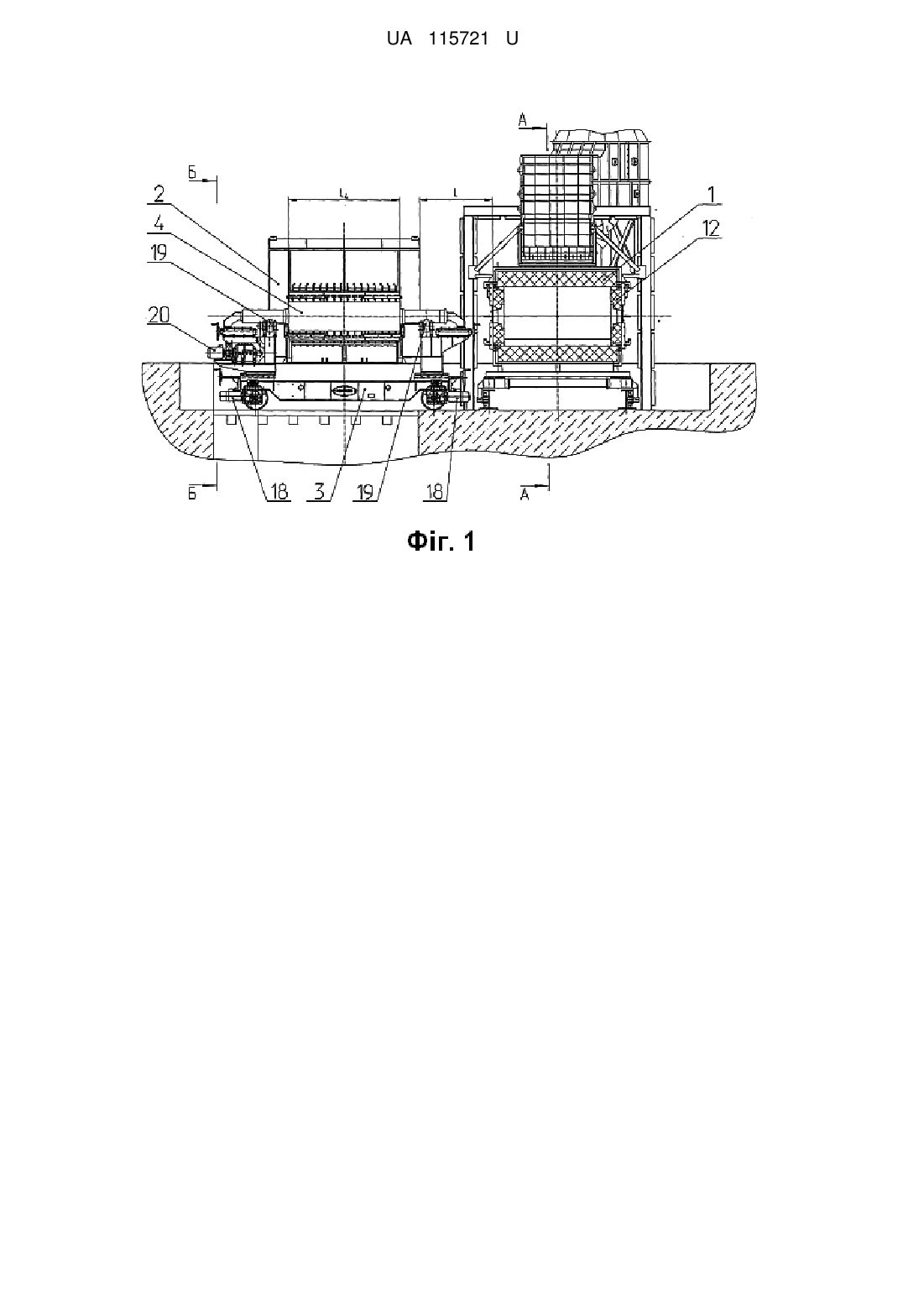
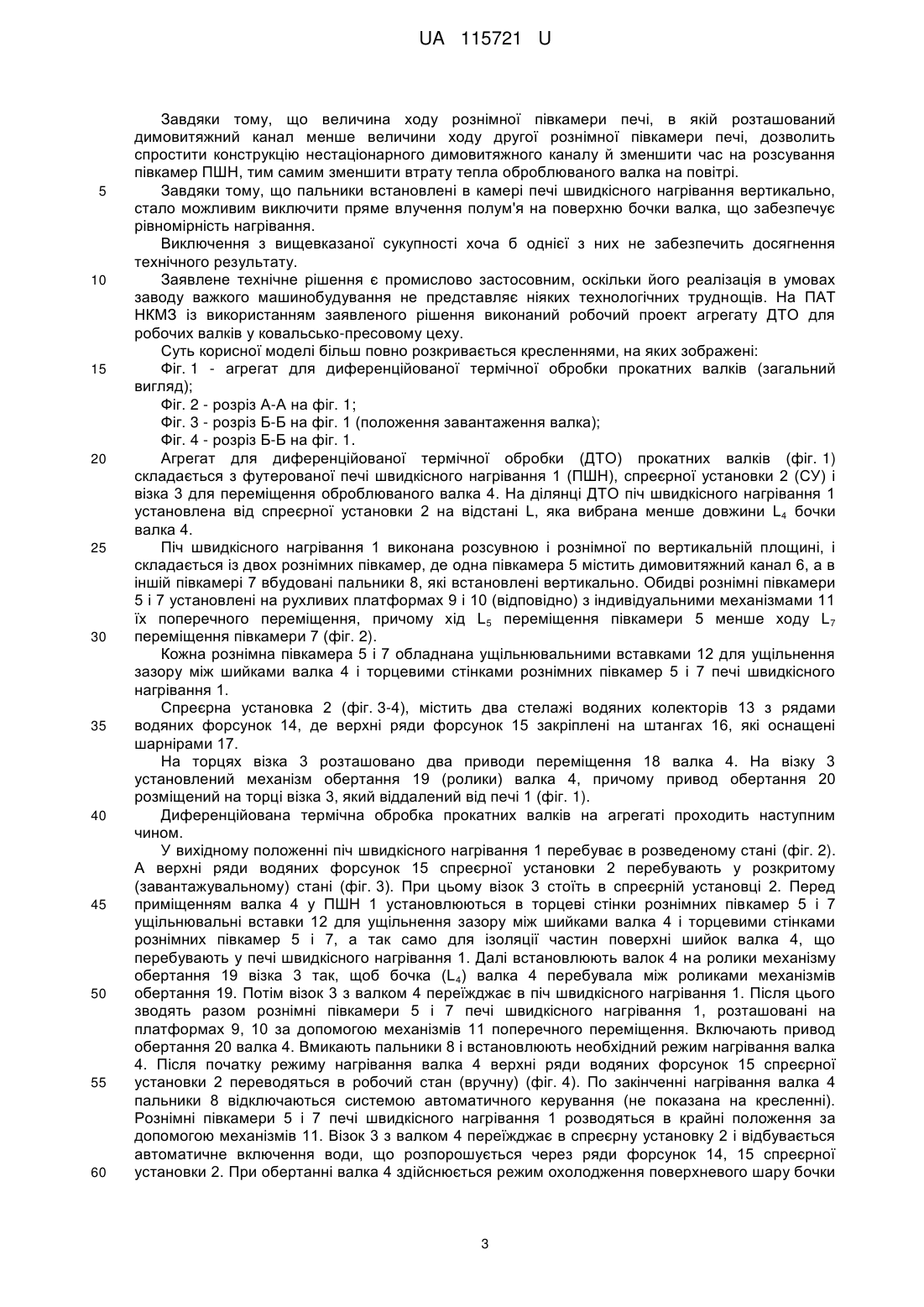
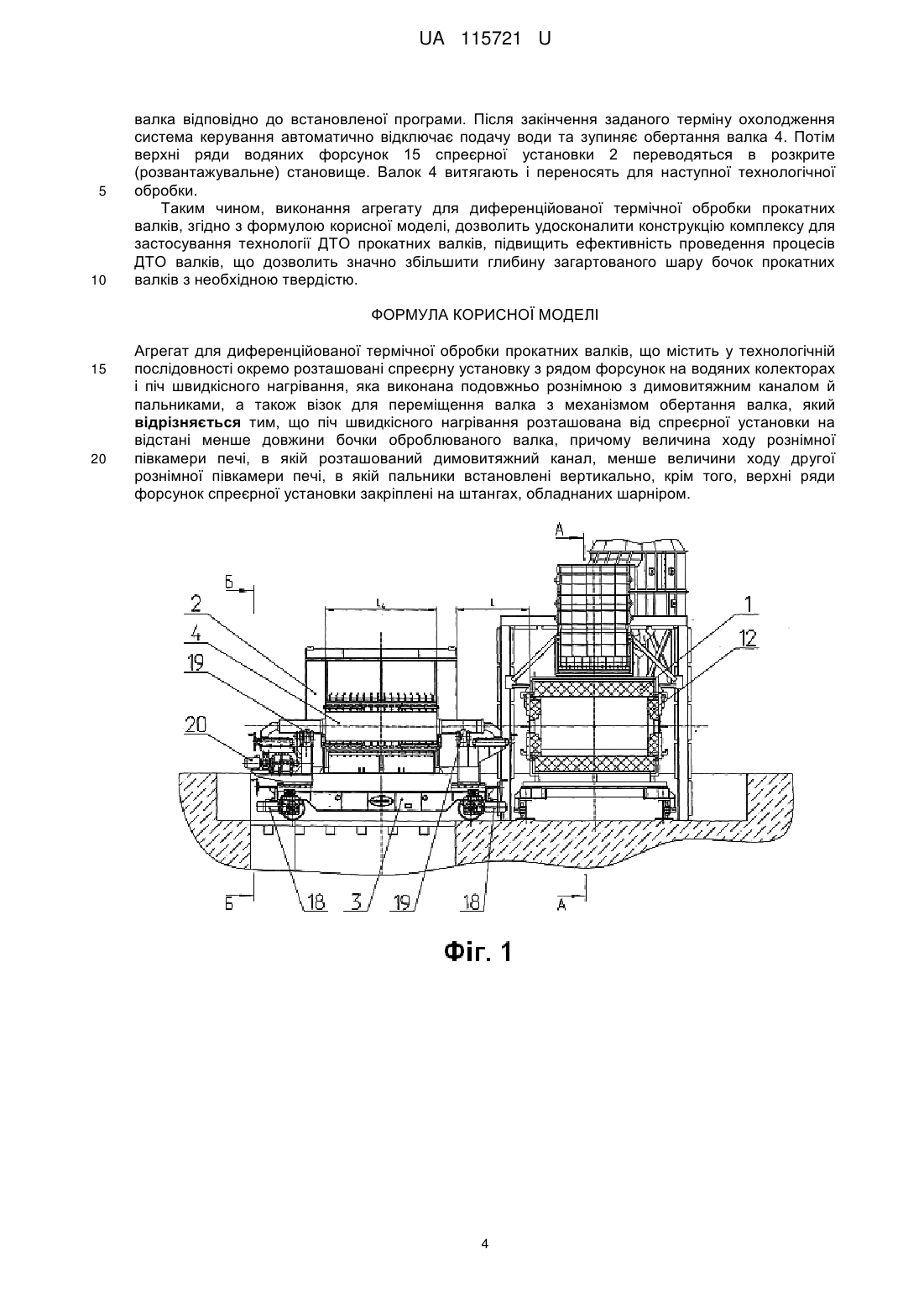
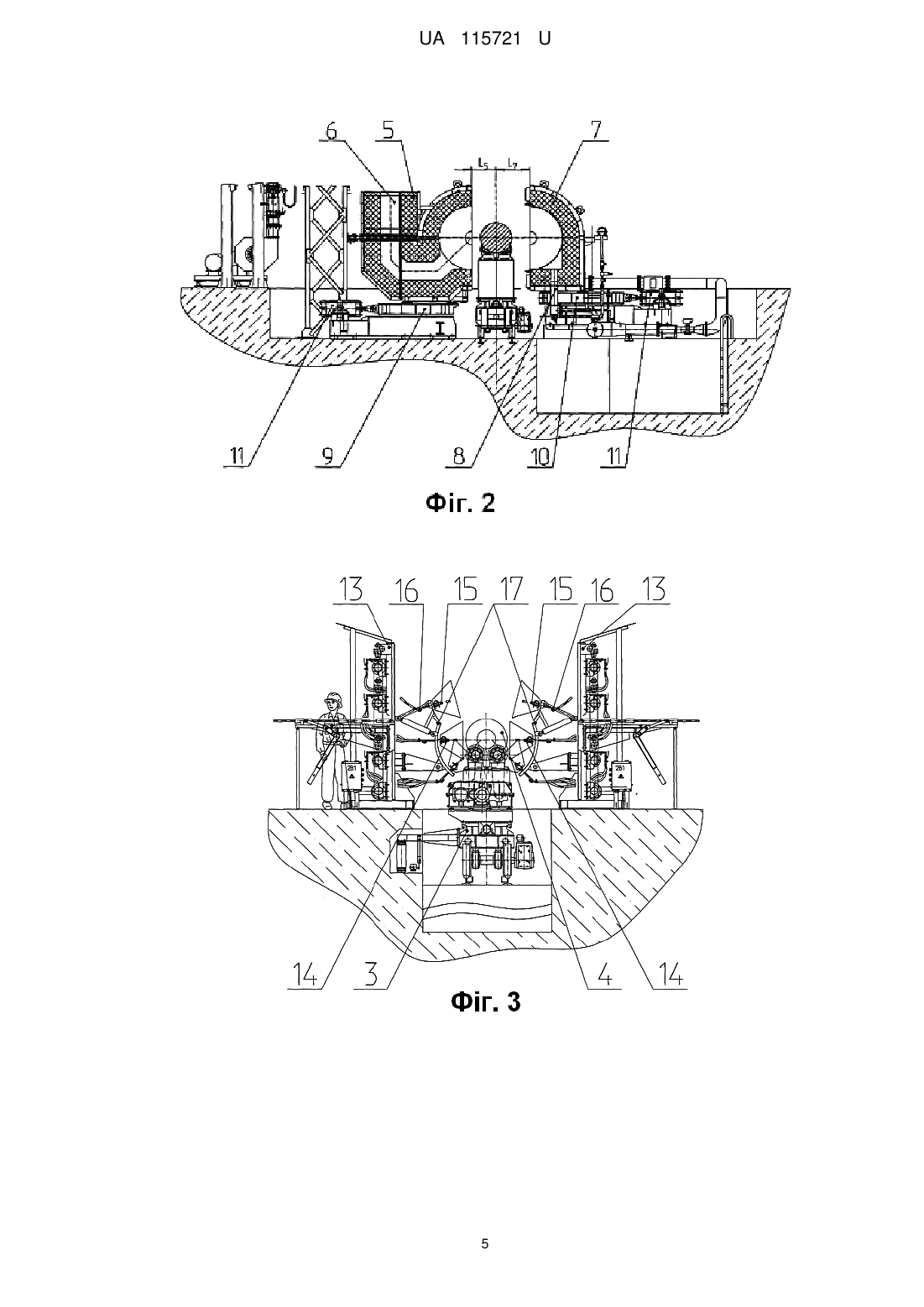
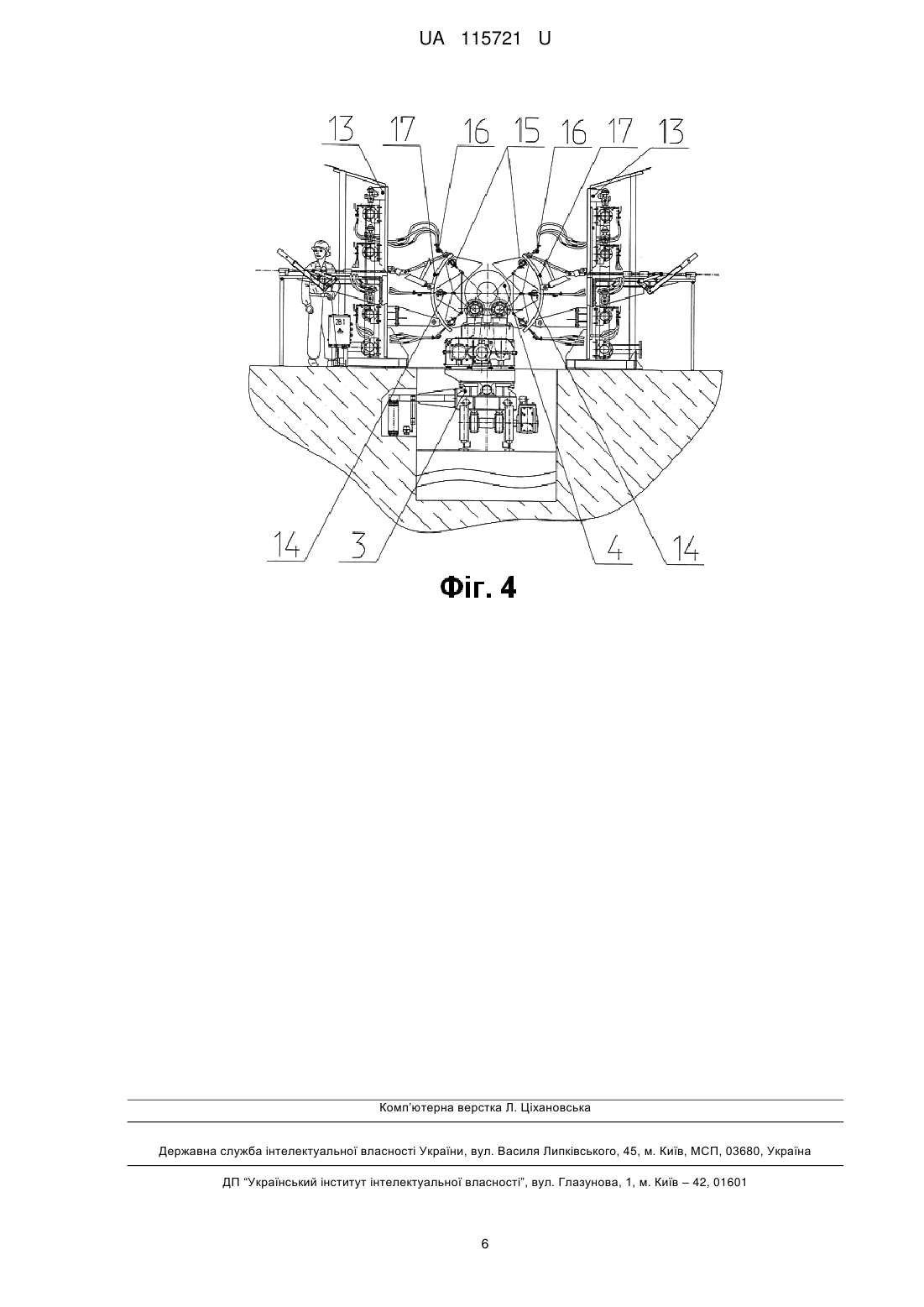
Реферат: Агрегат для диференційованої термічної обробки прокатних валків містить у технологічній послідовності окремо розташовані спреєрну установку з рядом форсунок на водяних колекторах і піч швидкісного нагрівання, яка виконана подовжньо рознімною з димовитяжним каналом й пальниками, а також візок для переміщення валка з механізмом обертання валка. Піч швидкісного нагрівання розташована від спреєрної установки на відстані менше довжини бочки оброблюваного валка. Величина ходу рознімної півкамери печі, в якій розташований димовитяжний канал, менше величини ходу другої рознімної півкамери печі, в якій пальники встановлені вертикально. Верхні ряди форсунок спреєрної установки закріплені на штангах, обладнаних шарніром. UA 115721 U (12) UA 115721 U UA 115721 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до диференційованої термічної обробки (ДТО), зокрема до пристроїв, призначених для термічної обробки валків прокатних станів, а також елементів конструкції таких пристроїв, і може використовуватися в машинобудуванні та металургії. Найбільш важливою вимогою для прокатних валків станів холодної прокатки є висока твердість поверхні бочки й достатня глибина загартованого шару. Рівномірна твердість валків повинна забезпечити надалі високу якість поверхні прокатного листа, збільшити зносостійкість робочого шару валка й зменшити швидкість його руйнування. Для вирішення цих проблем впроваджують інтенсивне нагрівання газовим полум'ям і регульоване спреєрне охолодження (технологія диференційованої термічної обробки (ДТО). Відомий пристрій для термообробки валків у горизонтальному положенні (патент RU 2176274, C21D1/667), який передбачає термічну піч й спреєр. Спреєр складається з камери з механізмом обертання і пристроєм розпилення водоповітряної суміші. Пристрій розпилення водоповітряної суміші складається із двох гребінок, розташованих по обидва боки механізму обертання, за допомогою гідроциліндрів гребінки переводяться з положення завантаження валка в робоче положення загартування. Регулювання положення гребінок проводиться відносно поверхні валка залежно від діаметра бочки валка. На важелях гребінок із внутрішнього боку закріплені колектори краплинного й водоповітряного зрошення з форсунками. Нагрітий у термічній печі валок мостовим краном транспортується до установки водоповітряного загартування й укладається на ролики механізму обертання валка, гребінки з колекторами зводяться в положення загартування. Зміна швидкості охолодження валків у процесі загартування й рівномірність охолодження забезпечується автоматичною витратою води й обертанням валка з певною швидкістю. Недоліком відомого технічного рішення є складність конструкції, обумовлена значною кількістю приводів: для відкриття кришок для завантаження, для зміни положення гребінок, для вентиляторів відкачки пари. Відомий пристрій для термічної обробки робочих валків стану холодної прокатки (патент на корисну модель RU 160919, C21D9/38), який містить футеровану нагрівальну камеру, виконану подовжньо рознімної по вертикальній площині, високошвидкісні пальники, спреєрне обладнання, механізм поперечного переміщення рознімних частин нагрівальної камери. Пристрій постачений приямком, розташованим під основою нагрівальної камери, і захисними поворотними екранами для перекриття приямка й ізоляції його та розташованого в ньому спреєра від нагрівальної камери печі. Нагрівальна камера обладнана рекуператором для нагрівання повітря, що йде через повітропровід у високошвидкісні пальники на горіння газу. Спреєр містить розташовані у два ряди уздовж валка водоповітряні форсунки й захисні шторки, призначені для захисту футерівки від води. Пристрій для термічної обробки робочих валків стану холодної прокатки працює наступним чином. У вихідному положенні нагрівальна камера перебуває в розведеному стані, а спреєрний пристрій займає нижнє положення в приямку. При цьому піч закрита екранами, що перекривають приямок та ізолюють його від нагріву. Установлюють валок у нагрівальну камеру так, щоб бочка валка перебувала усередині нагрівальної камери, а неізольовані шейки валка опираються на нерухливих опорах. Потім підводять ролики механізму обертання до шийок валка й з їхньою допомогою центрують його відносно поздовжньої осі нагрівальної камери. Після цього зводять разом рознімні частини нагрівальної камери й включають приводи обертання валка. Далі вмикають швидкісні пальники і встановлюють необхідний режим нагрівання валка. По закінченні нагрівання валка рознімні частини нагрівальної камери розводяться в крайні положення. Спреєрний пристрій піднімається механізмом підйому й опускання в робоче верхнє положення, і відбувається автоматичне включення води через форсунки. При обертанні валка здійснюють режим охолодження поверхневого шару бочки валка відповідно до встановленої програми. Після закінчення заданого часу охолодження система керування автоматично відключає подачу води й зупиняє обертання валка. Валок витягають мостовим краном. Відомий пристрій для диференційованої термічної обробки прокатних валків має ряд недоліків. По-перше, складність конструкції комбінованої установки ДТО прокатних валків, а саме: розташування в одній камері печі швидкісного нагрівання (ПШН), спреєра, механізму підйому спреєра, захисних екранів, систем відводу води і т.д. По-друге, надійність ПШН різко знижується в результаті прискореного охолодження через влучення водоповітряної суміші на розігріту футерівку печі. Найбільш близьким аналогом (прототипом) є агрегат для термічної обробки прокатних валків, описаний в авторському посвідченні СРСР 1740457 (МПК C21D 9/36) у розділі "Рівень 1 UA 115721 U 5 10 15 20 25 30 35 40 45 50 55 60 техніки". Агрегат для диференційованої термічної обробки (ДТО) валків містить секційну піч швидкісного нагрівання (ПШН), механізм обертання валка й окремо встановлену камеру охолодження із системою охолодження (спреєр), а також засіб для переміщення валка у вигляді візка. З камери печі (ПШН) на рухливому візку валок направляють у камеру охолодження (спреєр), але тому, що камери двох установок розташовані на різних цехових ділянках, то валок транспортується з однієї камери в іншу досить тривалий час. За сукупністю суттєвих ознак описаний пристрій є найбільш близьким аналогом (прототипом). Недоліком пристрою є вихолодження валка на повітрі під час його транспортування із ПШН у спреєрну установку. Тривале транспортування валка приводить до того, що в період охолодження на повітрі поверхневий шар бочки валка швидко втрачає тепло і у поверхневих шарах валків відбувається процес виділення карбідів, що знижує твердість і ударну в'язкість активного шару бочки, а отже, і ресурс роботи валка в цілому. Таким чином, тривалість переносу валка із ПШН до спреєрної установки повинна бути зведена до мінімуму. В основу корисної моделі поставлена задача підвищення ефективності проведення процесів ДТО прокатних валків і підвищення продуктивності встаткування, на якому впроваджують технологію ДТО для прокатних валків. Поставлена задача вирішується удосконаленням технології ДТО прокатних валків, що дозволить значно побільшати товщину загартованого шару бочки валків із забезпеченням необхідної твердості. Для досягнення зазначеного технічного результату в агрегаті для диференційованої термічної обробки прокатних валків, що містить у технологічній послідовності окремо розташовані спреєрну установку з рядом форсунок на водяних колекторах і піч швидкісного нагрівання, яка виконана подовжньо рознімною з димовитяжним каналом й пальниками, а також візок для переміщення валка з механізмом обертання валка, згідно з корисною моделлю піч швидкісного нагрівання розташована від спреєрної установки на відстані менше довжини бочки оброблюваного валка, причому величина ходу рознімної півкамери печі, в якій розташований димовитяжний канал менше величини ходу другої рознімної півкамери печі, в якій пальники встановлені вертикально, крім того, верхні ряди форсунок спреєрної установки закріплені на штангах, обладнаних шарніром. В результаті порівняльного аналізу відомого пристрою, та технічного рішення, яке заявляється, установлено, що вони мають наступні загальні ознаки: - у технологічній послідовності окремо розташовані спреєрну установку з рядом форсунок на водяних колекторах і піч швидкісного нагрівання, яка виконана подовжньо рознімною з димовитяжним каналом й пальниками; - візок для переміщення валка з механізмом обертання валка; і відмітні ознаки: - піч швидкісного нагрівання розташована від спреєрної установки на відстані менше довжини бочки оброблюваного валка; - величина ходу рознімної півкамери печі, в якій розташований димовитяжний канал, менше величини ходу другої рознімної півкамери печі; - пальники встановлені в печі вертикально; - верхні ряди форсунок спреєрної установки закріплені на штангах, обладнаних шарніром. Таким чином, пропонований агрегат для диференційованої термічної обробки прокатних валків має новий взаємозв'язок елементів. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що піч швидкісного нагрівання розташована від спреєрної установки на відстані менше довжини бочки оброблюваного валка, стало можливим скоротити шлях транспортування й зменшити тривалість переносу валка із ПШН до спреєрної установки, тим самим зменшити втрату тепла поверхневого шару бочки валка на повітрі. Завдяки тому, що верхні ряди форсунок спреєрної установки закріплені на штангах, обладнаних шарніром, стало можливим відсувати верхні ряди форсунок для зручності завантаження/вивантаження через камеру спреєрної установки оброблюваного валка на візок з механізмом обертання для початку й закінчення термообробки валка на агрегаті ДТО, тим самим збільшити продуктивність агрегату в цілому. На спреєрній установці виконується інтенсивне водяне охолодження й м'яке регульоване водоповітряне охолодження з відігріванням поверхні згідно з технологією ДТО. 2 UA 115721 U 5 10 15 20 25 30 35 40 45 50 55 60 Завдяки тому, що величина ходу рознімної півкамери печі, в якій розташований димовитяжний канал менше величини ходу другої рознімної півкамери печі, дозволить спростити конструкцію нестаціонарного димовитяжного каналу й зменшити час на розсування півкамер ПШН, тим самим зменшити втрату тепла оброблюваного валка на повітрі. Завдяки тому, що пальники встановлені в камері печі швидкісного нагрівання вертикально, стало можливим виключити пряме влучення полум'я на поверхню бочки валка, що забезпечує рівномірність нагрівання. Виключення з вищевказаної сукупності хоча б однієї з них не забезпечить досягнення технічного результату. Заявлене технічне рішення є промислово застосовним, оскільки його реалізація в умовах заводу важкого машинобудування не представляє ніяких технологічних труднощів. На ПАТ НКМЗ із використанням заявленого рішення виконаний робочий проект агрегату ДТО для робочих валків у ковальсько-пресовому цеху. Суть корисної моделі більш повно розкривається кресленнями, на яких зображені: Фіг. 1 - агрегат для диференційованої термічної обробки прокатних валків (загальний вигляд); Фіг. 2 - розріз А-А на фіг. 1; Фіг. 3 - розріз Б-Б на фіг. 1 (положення завантаження валка); Фіг. 4 - розріз Б-Б на фіг. 1. Агрегат для диференційованої термічної обробки (ДТО) прокатних валків (фіг. 1) складається з футерованої печі швидкісного нагрівання 1 (ПШН), спреєрної установки 2 (СУ) і візка 3 для переміщення оброблюваного валка 4. На ділянці ДТО піч швидкісного нагрівання 1 установлена від спреєрної установки 2 на відстані L, яка вибрана менше довжини L4 бочки валка 4. Піч швидкісного нагрівання 1 виконана розсувною і рознімної по вертикальній площині, і складається із двох рознімних півкамер, де одна півкамера 5 містить димовитяжний канал 6, а в іншій півкамері 7 вбудовані пальники 8, які встановлені вертикально. Обидві рознімні півкамери 5 і 7 установлені на рухливих платформах 9 і 10 (відповідно) з індивідуальними механізмами 11 їх поперечного переміщення, причому хід L5 переміщення півкамери 5 менше ходу L7 переміщення півкамери 7 (фіг. 2). Кожна рознімна півкамера 5 і 7 обладнана ущільнювальними вставками 12 для ущільнення зазору між шийками валка 4 і торцевими стінками рознімних півкамер 5 і 7 печі швидкісного нагрівання 1. Спреєрна установка 2 (фіг. 3-4), містить два стелажі водяних колекторів 13 з рядами водяних форсунок 14, де верхні ряди форсунок 15 закріплені на штангах 16, які оснащені шарнірами 17. На торцях візка 3 розташовано два приводи переміщення 18 валка 4. На візку 3 установлений механізм обертання 19 (ролики) валка 4, причому привод обертання 20 розміщений на торці візка 3, який віддалений від печі 1 (фіг. 1). Диференційована термічна обробка прокатних валків на агрегаті проходить наступним чином. У вихідному положенні піч швидкісного нагрівання 1 перебуває в розведеному стані (фіг. 2). А верхні ряди водяних форсунок 15 спреєрної установки 2 перебувають у розкритому (завантажувальному) стані (фіг. 3). При цьому візок 3 стоїть в спреєрній установці 2. Перед приміщенням валка 4 у ПШН 1 установлюються в торцеві стінки рознімних півкамер 5 і 7 ущільнювальні вставки 12 для ущільнення зазору між шийками валка 4 і торцевими стінками рознімних півкамер 5 і 7, а так само для ізоляції частин поверхні шийок валка 4, що перебувають у печі швидкісного нагрівання 1. Далі встановлюють валок 4 на ролики механізму обертання 19 візка 3 так, щоб бочка (L4) валка 4 перебувала між роликами механізмів обертання 19. Потім візок 3 з валком 4 переїжджає в піч швидкісного нагрівання 1. Після цього зводять разом рознімні півкамери 5 і 7 печі швидкісного нагрівання 1, розташовані на платформах 9, 10 за допомогою механізмів 11 поперечного переміщення. Включають привод обертання 20 валка 4. Вмикають пальники 8 і встановлюють необхідний режим нагрівання валка 4. Після початку режиму нагрівання валка 4 верхні ряди водяних форсунок 15 спреєрної установки 2 переводяться в робочий стан (вручну) (фіг. 4). По закінченні нагрівання валка 4 пальники 8 відключаються системою автоматичного керування (не показана на кресленні). Рознімні півкамери 5 і 7 печі швидкісного нагрівання 1 розводяться в крайні положення за допомогою механізмів 11. Візок 3 з валком 4 переїжджає в спреєрну установку 2 і відбувається автоматичне включення води, що розпорошується через ряди форсунок 14, 15 спреєрної установки 2. При обертанні валка 4 здійснюється режим охолодження поверхневого шару бочки 3 UA 115721 U 5 10 валка відповідно до встановленої програми. Після закінчення заданого терміну охолодження система керування автоматично відключає подачу води та зупиняє обертання валка 4. Потім верхні ряди водяних форсунок 15 спреєрної установки 2 переводяться в розкрите (розвантажувальне) становище. Валок 4 витягають і переносять для наступної технологічної обробки. Таким чином, виконання агрегату для диференційованої термічної обробки прокатних валків, згідно з формулою корисної моделі, дозволить удосконалити конструкцію комплексу для застосування технології ДТО прокатних валків, підвищить ефективність проведення процесів ДТО валків, що дозволить значно збільшити глибину загартованого шару бочок прокатних валків з необхідною твердістю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Агрегат для диференційованої термічної обробки прокатних валків, що містить у технологічній послідовності окремо розташовані спреєрну установку з рядом форсунок на водяних колекторах і піч швидкісного нагрівання, яка виконана подовжньо рознімною з димовитяжним каналом й пальниками, а також візок для переміщення валка з механізмом обертання валка, який відрізняється тим, що піч швидкісного нагрівання розташована від спреєрної установки на відстані менше довжини бочки оброблюваного валка, причому величина ходу рознімної півкамери печі, в якій розташований димовитяжний канал, менше величини ходу другої рознімної півкамери печі, в якій пальники встановлені вертикально, крім того, верхні ряди форсунок спреєрної установки закріплені на штангах, обладнаних шарніром. 4 UA 115721 U 5 UA 115721 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 1/667, C21D 9/38
Мітки: обробки, термічної, диференційованої, валків, прокатних, агрегат
Код посилання
<a href="https://ua.patents.su/8-115721-agregat-dlya-diferencijjovano-termichno-obrobki-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Агрегат для диференційованої термічної обробки прокатних валків</a>
Спосіб термічної обробки прокатних валків
Номер патенту: 22301
Опубліковано: 25.04.2007
Автори: Волков Олександр Степанович, Шрайдер Артур Вікторович, Лиманський Олександр Вадимович, Фельдман Вячеслав Євгенович, Грушко Юрій Олексійович, Свиридов Олег Віталійович, Вейнов Андрій Маркович
МПК: C21D 1/42
Мітки: прокатних, валків, обробки, термічної, спосіб
Формула / Реферат:
Спосіб термічної обробки композитних прокатних валків з наплавленим робочим шаром, при якому виконують попередній наскрізний підігрів нижче точки АС1, нагрівання під нормалізацію і нормалізацію з наступним відпусканням на задану твердість, який відрізняється тим, що нагрівання під нормалізацію виконують індукційним методом до температури 1100-1150°С зі швидкістю 2500-3000°С/годину, після чого валок рівномірно охолоджують зі швидкістю...
Спосіб термічної обробки прокатних валків
Номер патенту: 11472
Опубліковано: 15.12.2005
Автори: Сокуренко Анатолій Валентинович, Панішко Сергій Олександрович, Бабенко Михайло Антонович, Дьомічев Сергій Володимирович, Босий Володимир Миколайович, Шапаренко Олександр Володимирович, Горяний Анатолій Григорович, Кушнаренко Олексій Валерійович, Шеремет Володимир Олександрович
МПК: C21D 1/09, B21B 27/06
Мітки: обробки, спосіб, прокатних, валків, термічної
Формула / Реферат:
1. Спосіб термічної обробки прокатних валків, що включає нагрівання мікроплазмовою дугою валка, що обертається, з послідовним зміщенням анодної плями по поверхні валка, який відрізняється тим, що спочатку для неробочої поверхні оброблюваного валка при оптимальних значеннях таких параметрів, як частота обертання валка, напруга на мікроплазмовій дузі і витрата плазмоутворювального і захисного газу, визначають значення струму мікроплазмової...
Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків
Номер патенту: 70145
Опубліковано: 25.05.2012
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B21B 37/00
Мітки: обробки, твердосплавних, електроерозійної, прокатних, циліндричних, чорнової, спосіб, валків, поверхонь
Формула / Реферат:
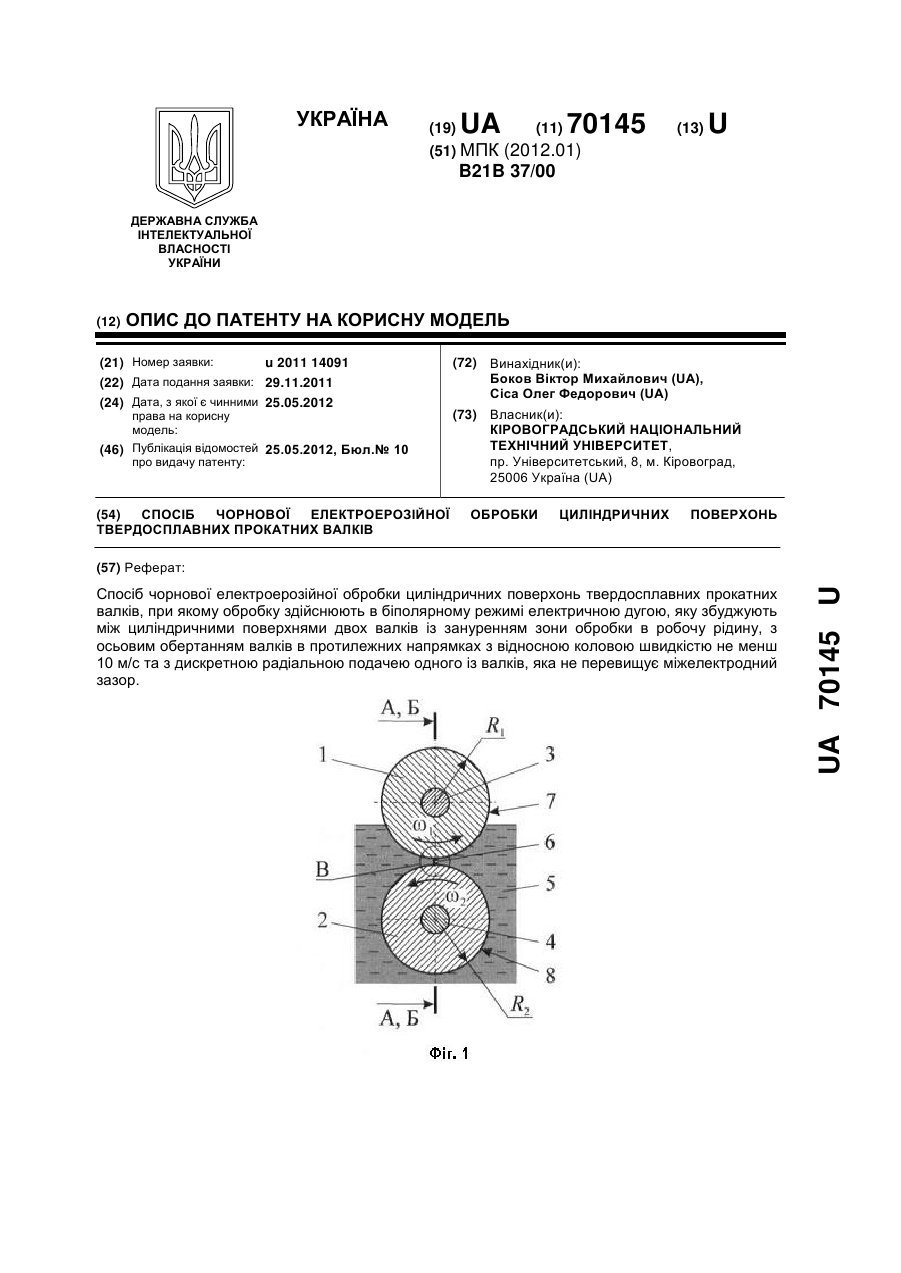
1. Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, який відрізняється тим, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не...
Система охолодження прокатних валків з системою змащування
Номер патенту: 105739
Опубліковано: 11.04.2016
Автори: Сирота Артем Михайлович, Грабовський Георгій Генадійович
МПК: B21B 45/02
Мітки: прокатних, змащування, системою, охолодження, валків, система
Формула / Реферат:
Система охолодження прокатних валків, яка складається з насосної станції для перекачування води, форсунок, гідророзподільників, яка відрізняється тим, що для зменшення тертя між валками і прокатом, а також для попередження займання змащувально-охолоджуючої рідини (для кольорових металів) до води системи охолодження додається суспензія води з терморозширеним графітом.
Спосіб лиття прокатних валків
Номер патенту: 113331
Опубліковано: 10.01.2017
Автори: Міняйло Олена Валеріївна, Хричиков Валерій Євгенович, Осипенко Ірина Олександрівна, Білий Олександр Петрович, Іванова Людмила Харитонівна
МПК: B22D 25/00, B22D 27/20, B22D 27/04, B22D 15/00, C21D 9/38
Мітки: спосіб, валків, прокатних, лиття
Формула / Реферат:
Спосіб лиття прокатних валків, що включає заливання чавуну в комбіновану кокільно-піщану форму та охолодження виливка у формі, який відрізняється тим, що після охолодження робочого шару бочки валка нижче температури евтектоїдного фазового перетворення на 10-200 °C, зовнішню поверхню ливарної форми теплоізолюють від навколишнього середовища.
Попередній патент: 7-n-метилбензил-8-бензиліденгідразінотеофілін, який виявляє антигіпоксичну та антиоксидантну дії
Наступний патент: Спосіб виробництва прокату методом багатостадійної контрольованої прокатки
Випадковий патент: Фільєрний живильник