Спосіб виробництва прокату методом багатостадійної контрольованої прокатки
Номер патенту: 115722
Опубліковано: 25.04.2017
Автори: Яковенко Владислав Анатолійович, Ростовський Сергій Костянтинович, Ростовський Костянтин Леонідович, Савченко Олег Євгенович, Савченко Євген Олегович, Гончаренко Анжела Федорівна

Формула / Реферат
Спосіб виробництва прокату методом багатостадійної контрольованої прокатки, що включає нагрівання сляба, прокатку на стані, яка включає двостадійну чорнову й чистову прокатки, охолодження прокату із низьколегованої сталі мікролегованої карбідоутворюючими й нітридоутворюючими елементами, який відрізняється тим, що нагрівання слябів здійснюють до температури початку утвору найпростіших карбідів хрому, крім того другу стадію чорнової прокатки виконують у нижній частині аустенітної області в діапазоні температур Ar3-Ar3+50 °C, a чистову прокатку виконують в одну стадію в нижній частині змішаної аустенітноферитної області в інтервалі температур Аr1+20 °С - Аr3-50 °С, причому обтиснення виконують таким чином, що сумарна деформація на кожній стадії чорнової й чистової прокатки становить не менш 60 %, а після чистової прокатки прокат охолоджують зі швидкістю 5...15 °С/с до температури 530-550 °С, а далі прокат охолоджують зі швидкістю 0,5-1,5 °С/с до температури 500-530 °С у процесі транспортування.
Текст
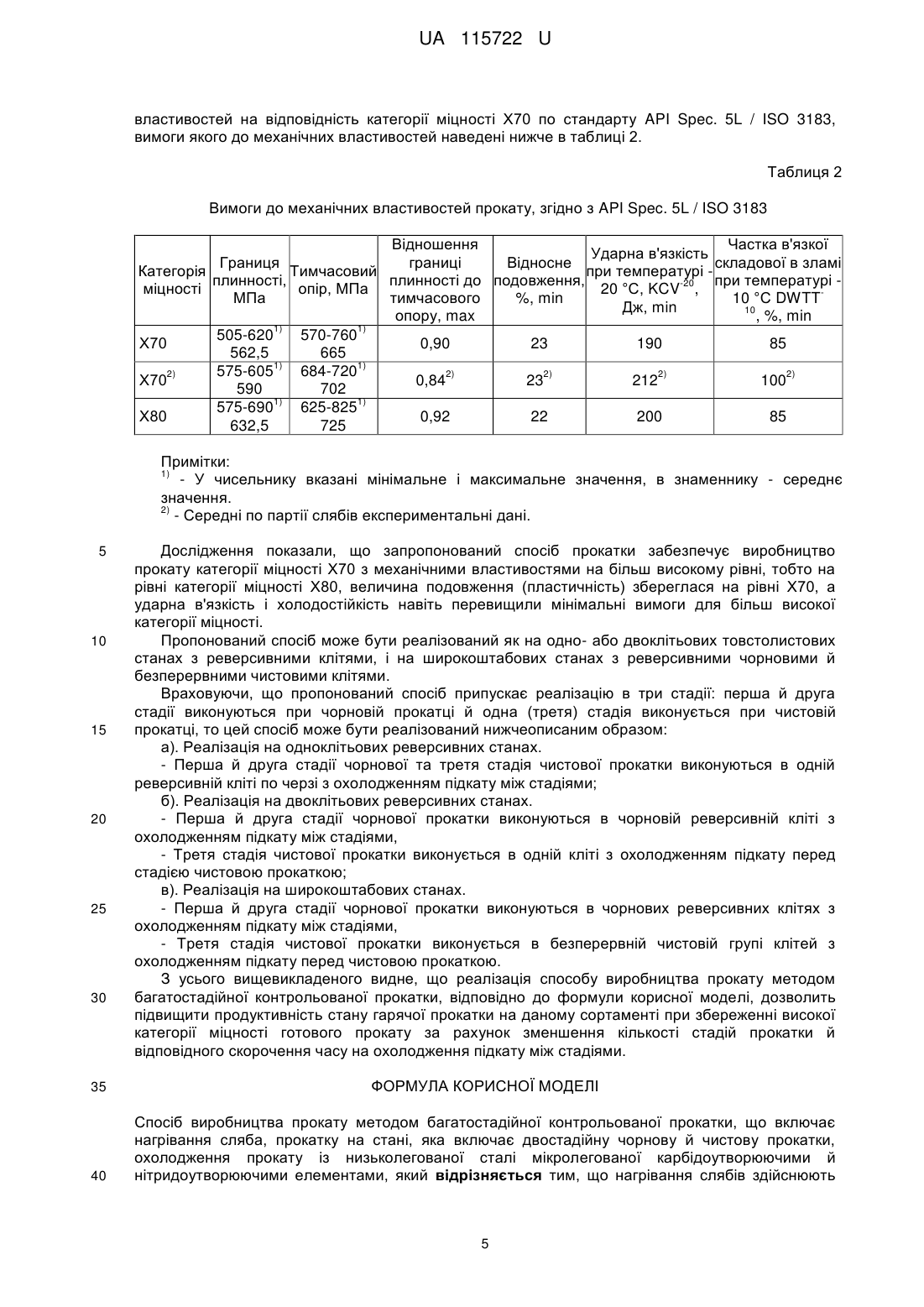
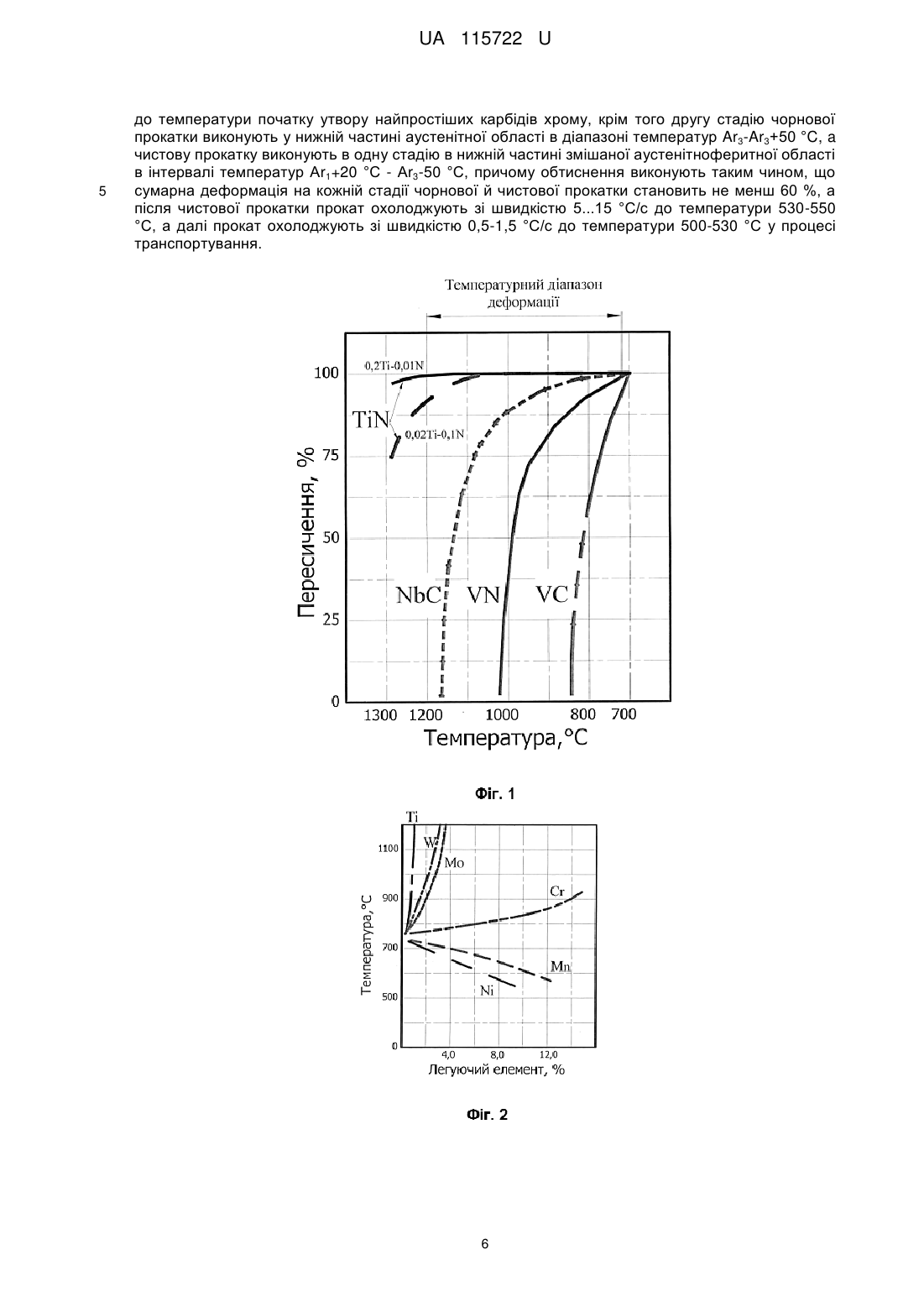
Реферат: Спосіб виробництва прокату методом багатостадійної контрольованої прокатки включає нагрівання сляба, прокатку на стані, яка включає двостадійну чорнову й чистову прокатки, охолодження прокату із низьколегованої сталі мікролегованої карбідоутворюючими й нітридоутворюючими елементами. Нагрівання слябів здійснюють до температури початку утвору найпростіших карбідів хрому. Другу стадію чорнової прокатки виконують у нижній частині аустенітної області в діапазоні температур Ar3-Ar3+50 °C, a чистову прокатку виконують в одну стадію в нижній частині змішаної аустенітноферитної області в інтервалі температур Аr1+20 °С Аr3-50 °С. Обтиснення виконують таким чином, що сумарна деформація на кожній стадії чорнової й чистової прокатки становить не менш 60 %, а після чистової прокатки прокат охолоджують зі швидкістю 5...15°С/с до температури 530-550 °С, а далі прокат охолоджують зі швидкістю 0,5-1,5 °С/с до температури 500-530 °С у процесі транспортування. UA 115722 U (12) UA 115722 U UA 115722 U 5 10 15 20 25 30 35 40 Корисна модель належить до прокатного виробництва чорної металургії й може бути використана безперервними широкоштабовими станами гарячої прокатки для виробництва гарячекатаних товстих штаб високої категорії міцності з низьколегованих сталей. Відомий прийнятий за аналог спосіб виробництва штрипсів з низьколегованої сталі (патент RU 2358024C1), що включає нагрівання слябів до температури аустенітизації, багатостадійну чорнову й чистову прокатку з регламентованою температурою кінця прокатки й охолодження штрипсів водою. При цьому чистову прокатку ведуть із сумарним відносним обтисненням не менш 50 %, температуру кінця прокатки підтримують рівною 700-880 °C, а охолодження штрипсів водою здійснюють зі швидкістю не менш 10 °C/с до температури не вище 580 °C. Однак цей спосіб виробництва штрипсів має ряд недоліків, основними з яких є: 1). Не враховується хімічний склад штрипсової сталі, який і визначає всі температурні діапазони, параметри деформації й охолодження. 2). При такому широкому діапазоні температур кінця прокатки, рівному 700-880 °C, чистова прокатка може бути завершена як в γ-області або в α-області або в перехідний (змішаної) γ+αобласті. Все це сприяє розкиданню механічних властивостей прокату по партії готового прокату. Відомо, що для забезпечення однорідних механічних властивостей прокату необхідно забезпечувати вузькі температурні діапазони закінчення деформації або охолодження, тобто діапазон повинен становити порядку 20-50 °C. 3). Інтенсивне охолодження штрипсів водою виконується до температури не вище 580 °C. Відомо, що для забезпечення високих механічних властивостей штрипсів необхідно знижувати температуру змотування, тобто забезпечувати температури закінчення інтенсивного охолодження мінімум на 30-50 °C нижче, а для деяких марок сталей і більш, тобто забезпечувати температуру на рівні 300-450 °C. 4). Інтенсивне охолодження, яке виконується зі швидкістю охолодження не менш 10 °C/с приводить до того, що готовий прокат буде сильно переохолоджений й приведе до різкого зростання його механічних властивостей. Також відомий спосіб виробництва прокату методом багатостадійної контрольованої прокатки (патент UA 54343), який прийнятий за прототип, за яким проводиться нагрівання заготовки під прокатку, багатостадійну контрольовану прокатку, яка містить у собі попередній (чорновий) і остаточний (чистовий) етапи прокатки, і охолодження прокату зі сталі хімічного складу, мас. %: вуглець (С) 0,003-0,16 кремній (Si) 0,1-0,4 марганець (Мn) 0,8-1,9 сірка (S) 0,001-0,015 фосфор (Р) 0,004-0,025 хром (Сr) 0,01-0,4 нікель (Ni) 0,01-0,6 мідь (Сu) 0,01-0,4 азот (N) 0,003-0,012 алюміній (Аl) 0,01-0,05 ніобій (Nb) 0,01-0,12 ванадій (V) 0,01-0,12 титан (Ті) 0,008-0,04 молібден (Мо) 0,05-0,5 кальцій (Са) 0,001-0,02 залізо (Fe) решта. При цьому нагрівання слябів перед прокаткою здійснюється до температури на 20-100 °C нижче температури розчинення титану. Чорнову прокатку ведуть у дві стадії. При цьому на 1-ій стадії метал деформують у верхній частині аустенітної області при температурі на 20-140 °C нижче температури нагрівання слябів, а на 2-ій стадії - у середній частині аустенітної області на 20-80 °C вище температури рекристалізації. Потім виконують чистову прокатку теж у дві стадії, причому на першій стадії чистової прокатки виконують у нижній частині аустенітної області на 20-100 °C вище температури Аr3, а другу стадію виконують переважно в змішаній γ+α-області в інтервалі температур Аr3+20 °C… Аr3-(10-90)°С. При цьому разові обтиснення за прохід на двох стадіях чорнової й першої стадії чистової прокатки становлять 8-20 %, а разові обтиснення за прохід на другій стадії чистової прокатки становлять 5-15 % із сумарним ступенем деформації 50-75 %. 1 UA 115722 U 5 10 15 20 25 30 35 40 45 50 55 60 Після чистової прокатки виконують охолодження прокату до температури 350-650 °C зі швидкістю охолодження 1,0-5,0 °C/с. Потім прокат охолоджують до температури 100-150 °C зі швидкістю охолодження 0,5-15 °C/година, після чого прокат охолоджують до температури навколишнього середовища зі швидкістю охолодження 0,1-2,0 °C/с. Цей спосіб, що прийнятий як прототип, усуває ряд недоліків відомого способу - аналога, таких як: - Визначений хімічний склад сталей, для яких застосовується багатостадійна контрольована прокатка, та термічно-деформаційні діапазони вже прив'язані до складу сталі; - Звужені приблизно до 50-100 °C температурні діапазони деформації, початку та кінця охолодження; - Визначений режим охолодження, який дозволяє забезпечувати високу однорідність механічних властивостей прокату. Але відомий спосіб - прототип також має свої недоліки, основні з яких: - Температура нагрівання сляба на 20-100 °C нижче температури розчинення титану не дозволяє однозначно визначитися з температурою нагрівання сляба. Тому, що розчинність титану збільшується як з ростом температури нагрівання, так і зі зниженням змісту вуглецю в сталі при тієї ж самій температурі. - Температурний діапазон першої стадії чорнового етапу прокатки дуже широкий і перетинається з другою стадією цього ж етапу. Із цього випливає, що двостадійний чорновий етап можна виконувати в одну стадію. Відомо, що між стадіями необхідно забезпечити паузу для охолодження металу. - Температурний діапазон першої стадії чистового етапу прокатки дуже широкий і перетинається з другою стадією цього ж етапу. Із цього видно, що двостадійний чистовий етап можна виконувати в одну стадію. Що також не дозволяє забезпечити охолодження металу між чистовими стадіями. - Велика кількість стадій та паузи між стадіями для охолодження металу можна реалізувати на реверсивному прокатному стані тільки із втратою продуктивності. - Реалізувати процес багатостадійної контрольованої прокатки на широкоштабовому стані гарячої прокатки за даною технологією не можливо, тому що не враховуються конструктивні й технологічні особливості цього типу станів. В основу корисної моделі поставлена задача підвищення продуктивності у виробництві прокату високої категорії міцності методом багатостадійної контрольованої прокатки. Технічний результат полягає в зміненні температурно-деформаційних режимів прокатки, котрі приводять до скорочення часу виробництва прокату високої категорії міцності. Поставлена задача вирішується тим, що в способі виробництва прокату методом багатостадійної контрольованої прокатки, що включає нагрівання сляба, прокатку на стані, яка включає двостадійну чорнову й чистову прокатки, охолодження прокату із низьколегованої сталі мікролегованої карбідоутворюючими й нітридоутворюючими елементами, згідно з корисною моделлю, нагрівання слябів здійснюють до температури початку утвору найпростіших карбідів хрому, крім того другу стадію чорнової прокатки виконують у нижній частині аустенітної області в діапазоні температур Аr3…Аr3+50 °C, а чистову прокатку виконують в одну стадію в нижній частині змішаної аустенітноферитної області в інтервалі температур Аr1+20 °C…Аr3-50 °C, причому обтиснення виконують таким чином, що сумарна деформація на кожній стадії чорнової й чистової прокатки становить не менш 60 %, а після чистової прокатки прокат охолоджують зі швидкістю 5-15 °C/с до температури 530-550 °C, а далі прокат охолоджують зі швидкістю 0,51,5 °C/с до температури 500-530 °C у процесі транспортування. У результаті порівняльного аналізу запропонованого способу виробництва прокату методом багатостадійної контрольованої прокатки з прототипом установлено, що вони мають наступні загальні ознаки: - нагрівання сляба; - прокатку на стані, яка включає двостадійну чорнову й чистову прокатки; - охолодження прокату із низьколегованої сталі мікролегованої карбідоутворюючими й нітридоутворюючими елементами; а також відмітні ознаки: - нагрівання слябів здійснюють до температури початку утвору найпростіших карбідів хрому; - другу стадію чорнової прокатки виконують у нижній частині аустенітної області в діапазоні температур Аr3…Аr3+50 °C; - чистову прокатку виконують в одну стадію в нижній частині змішаної аустенітноферитної області в інтервалі температур Аr1+20 °C-Аr3-50 °C; - обтиснення виконують таким чином, що сумарна деформація на кожній стадії чорнової й чистової прокатки становить не менш 60 %; 2 UA 115722 U 5 10 15 20 25 30 35 - після чистової прокатки прокат охолоджують зі швидкістю 5-15 °C/с до температури 530550 °C; - далі прокат охолоджують зі швидкістю 0,5-1,5 °C/с до температури 500-530 °C у процесі транспортування; Таким чином, запропонований спосіб виробництва прокату має нову операцію й нову послідовність виконання операцій. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом полягає у такому. Завдяки тому, що в запропонованій технології нагрівають сляби до температури початку утвору найпростіших карбідів хрому, крім того другу стадію чорнової прокатки виконують у нижній частині аустенітної області в діапазоні температур Аr3-Аr3+50 °C, а чистову прокатку виконують в одну стадію в нижній частині змішаної аустенітноферитної області в інтервалі температур Аr1+20 °C-Аr3-50 °C, причому обтиснення виконують таким чином, що сумарна деформація на кожній стадії чорнової й чистової прокатки становить не менш 60 %, а після чистової прокатки прокат охолоджують зі швидкістю 5-15 °C/с до температури 530-550 °C, а далі прокат охолоджують зі швидкістю 0,5-1,5 °C/с до температури 500-530 °C у процесі транспортування, стало можливим скоротити як кількість стадій чистовий прокатки, так й час охолодження між чистовими стадіями, що приводить до скорочення часу виробництва та зростанню продуктивності стану, а також дозволило реалізувати пропонований спосіб на широкоштабових станах гарячої прокатки при виробництві прокату високої категорії міцності. Виключення із зазначеної сукупності ознак відмітної ознаки не забезпечує вирішення поставленої задачі. Технічне рішення, що заявляється, промисловопридатне, тому що його виконання не представляє труднощів, та було проведено дослідно-промислове випробування пропонованого способу на стані 2500 гарячої прокатки в умовах ВАТ "ММК" (м. Магнітогорськ). Таким чином, пропонованому технічному рішенню може бути представлена правова охорона, тому що воно є новим та промислово застосовано. Суть способу, що заявляється, пояснюється нижче. Фіг. 1 - Діаграми залежності пересичення твердого розчину карбонітридоборидоутворюючих елементів в аустеніті від температур нагрівання й деформації для різних систем мікролегування. Фіг.2 - Діаграми впливу легуючих елементів на положення критичної точки Ас1 (Аr 1). Фіг.3 - Діаграми залежності частки структурних складових у мікроструктурі стали від температури змотування/закінчення інтенсивного охолодження. В умовах ВАТ "ММК" було проведено дослідно-промислове випробування способу, що заявляється. Із цією метою була виплавлена низьколегована сталь, хімічний склад якої наведений нижче в таблиці 1, і розлита в безперервнолиті сляби з поперечним перерізом 3502000 мм. Таблиця 1 Хімічний склад низьколегованої сталі, мас. % С Si Mn S р Cr Ni Сu N Al Nb V Ті Mo 0,07 0,45 1,90 0,01 0,015 0,20 0,25 0,25 0,008 0,05 0,10 0,03 0,03 0,25 40 W B Ca 0,001 При цьому співвідношення карбонітридоборидоутворюючих елементів у сталі визначалося по залежності: i l b V Cr o W 8. C 45 50 Загалом, вплив і ефективність застосування тих або інших мікролегуючих (карбонітридоборидоутворюючих) елементів можуть бути оцінені по їхньому впливу на три процеси (або характерні температури): - ріст зерна аустеніту (температура початку інтенсивного зростання зерна); - рекристалізація аустеніту (температура рекристалізації повного протікання Т95 і зупинки рекристалізації Т5); - перетворення аустеніту (критичні точки Аr1 і Аr3). Ефект уведення карбонітридоборидоутворюючих елементів пояснюється при розгляді їх розчинності в аустеніті (Фіг. 1). Рухома сила виділення фази при даній температурі обумовлена пересиченням твердого розчину, тобто: 3 UA 115722 U 5 10 15 20 25 30 35 40 45 50 55 60 - для системи Ti-N характерно значне пересичення при температурах вище застосовуваних при гарячій прокатці; - у системах V-C і V-N значне пересичення спостерігається, навпаки, у нижній частині температурної області деформації; - тільки для Nb і V характерно пересичення твердого розчину в необхідному температурному інтервалі гарячої деформації. Таким чином, титан (Ті) ефективний для керування структуроутворенням при високих температурах (нагрівання), ванадій (V) може бути збережений у твердому γ-розчині для дисперсійного твердіння у фериті, ніобій (Nb) ефективний у проміжній області (контроль рекристалізаційних процесів в аустеніті). Також враховуючи, що всі легуючі елементи, за винятком марганцю й нікелю гальмують ріст зерна аустеніту при нагріванні (Фіг. 2), а також, враховуючи, що найбільш сильно гальмують ріст зерна аустеніту саме карбонітридоборидоутворюючі елементи (вольфрам, молібден, ванадій, титан, ніобій, алюміній та інші), був визначений діапазон температур аустенізуючого нагрівання сляба, тобто температурний діапазон визначався з урахуванням композиції сталі і її структурного стану. Це дозволило запобігти як гарячому розтріскуванню слябів у процесі чорнової прокатки, так і знизити енергосилові параметри на цій першій стадії прокатки. Тому аустенізуюче нагрівання слябів у методичних печах було виконано до температури початку утвору найпростіших карбідів хрому, тобто в умовах широкоштабового стану 2500 гарячої прокатки сляби нагрівалися до температури 1180-1200 °C. Наступні температурні й деформаційні режими прокатки визначалися, виходячи з максимального розкриття ресурсів сталі, закладених її композицією (складом) мікролегуючих елементів. Після аустенізуючого нагрівання сляби потрапляли в лінію широкоштабового стану для виконання двостадійної чорнової прокатки в чорновій групі (на двох реверсивних клітях) і одностадійної чистової прокатки в чистовій безперервній групі (на семи нереверсивних клітях). У чорновій групі клітей першу стадію чорнової прокатки виконують в температурному діапазоні 1180-1090 °C, при цьому сляб з вихідної товщини 350 мм обтискають до товщини 140 мм за 6 проходів. Таким чином, виконують по 3 обтиснення в кожній чорновій реверсивній кліті, що дозволяє забезпечити сумарну деформацію на рівні 60,0 %. Це приводить до подрібнення зерен аустеніту й включень карбонітридоборидоутворюючих складових, а значить викликає деформаційну рекристалізацію аустеніту. Після цього підкат товщиною 140 мм на рольгангах охолоджують на повітрі до температури початку другої стадії чорнової прокатки, тобто до температури 940-950 °C. Охолоджений підкат товщиною 140 мм задається знову в чорнову реверсивну групу для реалізації другої стадії чорнової прокатки, яка виконується в температурному діапазоні 950890 °C. При виконанні другої стадії підкат обтискають з товщини 140 мм до товщини 55 мм за два проходи в кожній чорновій реверсивній кліті, і при цьому сумарна деформація складає приблизно 60,7 %. Після виконання другої стадії чорнової прокатки підкат товщиною 55 мм на рольгангах транспортують до чистової групи стану та охолоджують на повітрі. Охолоджений підкат товщиною 55 мм задається у чистову групу для виконання одностадійної чистової прокатки штаб товщиною 22 мм. При цьому температурний діапазон чистової прокатки складає 810-750 °C, а сумарна деформація при одностадійній чистовій прокатці - 60 %. Відомо, що в низьколегованій сталі мікролегованою карбонітридоборидоутворюючими елементами при зниженні температури змотування (закінчення інтенсивного охолодження) до 500 °C відбувається перехід від традиційної феритно-перлітної мікроструктури до феритнобейнітної мікроструктурі, основними складовими якої є квази-полігональний ферит та голчастий ферит (Фіг. 3), що дозволяє забезпечити необхідну комбінацію міцнісних і в'язко-пластичних властивостей готового прокату, а також, враховуючи, що максимальна кількість часток карбонітридоборидів розміром 3…8 нм, що забезпечує дисперсійне зміцнення прокату, випадає в діапазоні температур ближче до 500 °C, то був визначений діапазон температур змотування (діапазон температур закінчення інтенсивного охолодження), рівний 500-550 °C. Тому після закінчення чистової прокатки при транспортуванні готового прокату по рольгангах виконується водяне охолодження його із середньою швидкістю близько 10,0 °C/з до температури 530-550 °C, після чого прокат транспортується по рольгангах до збиральної групи й остигає за рахунок природного повітряного охолодження із середньою швидкістю ~0,5 °C/с. У результаті цього температура прокату в лінії збиральної групи складає близько 500-520 °C. Подальше остигання прокату здійснюється за рахунок природного охолодження до температури навколишнього середовища на складі готової продукції. Після повного остигання з готового прокату був вирізаний ряд зразків для виконання досліджень цільових механічних 4 UA 115722 U властивостей на відповідність категорії міцності Х70 по стандарту API Spec. 5L / ISO 3183, вимоги якого до механічних властивостей наведені нижче в таблиці 2. Таблиця 2 Вимоги до механічних властивостей прокату, згідно з API Spec. 5L / ISO 3183 Відношення Частка в'язкої Ударна в'язкість Границя границі Відносне складової в зламі Категорія Тимчасовий при температурі плинності, плинності до подовження, при температурі -20 міцності опір, МПа 20 °C, KCV , МПа тимчасового %, min 10 °C DWTT Дж, min 10 опору,max , %, min 1) 1) 505-620 570-760 Х70 0,90 23 190 85 562,5 665 1) 1) 575-605 684-720 2) 2) 2) 2) 2) Х70 0,84 23 212 100 590 702 1) 1) 575-690 625-825 Х80 0,92 22 200 85 632,5 725 Примітки: 1) - У чисельнику вказані мінімальне і максимальне значення, в знаменнику - середнє значення. 2) - Середні по партії слябів експериментальні дані. 5 10 15 20 25 30 Дослідження показали, що запропонований спосіб прокатки забезпечує виробництво прокату категорії міцності Х70 з механічними властивостями на більш високому рівні, тобто на рівні категорії міцності Х80, величина подовження (пластичність) збереглася на рівні Х70, а ударна в'язкість і холодостійкість навіть перевищили мінімальні вимоги для більш високої категорії міцності. Пропонований спосіб може бути реалізований як на одно- або двоклітьових товстолистових станах з реверсивними клітями, і на широкоштабових станах з реверсивними чорновими й безперервними чистовими клітями. Враховуючи, що пропонований спосіб припускає реалізацію в три стадії: перша й друга стадії виконуються при чорновій прокатці й одна (третя) стадія виконується при чистовій прокатці, то цей спосіб може бути реалізований нижчеописаним образом: а). Реалізація на одноклітьових реверсивних станах. - Перша й друга стадії чорнової та третя стадія чистової прокатки виконуються в одній реверсивній кліті по черзі з охолодженням підкату між стадіями; б). Реалізація на двоклітьових реверсивних станах. - Перша й друга стадії чорнової прокатки виконуються в чорновій реверсивній кліті з охолодженням підкату між стадіями, - Третя стадія чистової прокатки виконується в одній кліті з охолодженням підкату перед стадією чистовою прокаткою; в). Реалізація на широкоштабових станах. - Перша й друга стадії чорнової прокатки виконуються в чорнових реверсивних клітях з охолодженням підкату між стадіями, - Третя стадія чистової прокатки виконується в безперервній чистовій групі клітей з охолодженням підкату перед чистовою прокаткою. З усього вищевикладеного видне, що реалізація способу виробництва прокату методом багатостадійної контрольованої прокатки, відповідно до формули корисної моделі, дозволить підвищити продуктивність стану гарячої прокатки на даному сортаменті при збереженні високої категорії міцності готового прокату за рахунок зменшення кількості стадій прокатки й відповідного скорочення часу на охолодження підкату між стадіями. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 Спосіб виробництва прокату методом багатостадійної контрольованої прокатки, що включає нагрівання сляба, прокатку на стані, яка включає двостадійну чорнову й чистову прокатки, охолодження прокату із низьколегованої сталі мікролегованої карбідоутворюючими й нітридоутворюючими елементами, який відрізняється тим, що нагрівання слябів здійснюють 5 UA 115722 U 5 до температури початку утвору найпростіших карбідів хрому, крім того другу стадію чорнової прокатки виконують у нижній частині аустенітної області в діапазоні температур Ar3-Ar3+50 °C, a чистову прокатку виконують в одну стадію в нижній частині змішаної аустенітноферитної області в інтервалі температур Аr1+20 °С - Аr3-50 °С, причому обтиснення виконують таким чином, що сумарна деформація на кожній стадії чорнової й чистової прокатки становить не менш 60 %, а після чистової прокатки прокат охолоджують зі швидкістю 5...15 °С/с до температури 530-550 °С, а далі прокат охолоджують зі швидкістю 0,5-1,5 °С/с до температури 500-530 °С у процесі транспортування. 6 UA 115722 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: виробництва, контрольованої, прокатки, прокату, спосіб, методом, багатостадійної
Код посилання
<a href="https://ua.patents.su/9-115722-sposib-virobnictva-prokatu-metodom-bagatostadijjno-kontrolovano-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату методом багатостадійної контрольованої прокатки</a>
Спосіб виробництва прокату методом багатостадійної контрольованої прокатки
Номер патенту: 54343
Опубліковано: 10.11.2010
Автори: Багмет Олег Олександрович, Койфман Олександр Анатолійович, Курпе Олександр Геннадійович, Гоман Сергій Володимирович, Кумуржи Євген Володимирович, Матросов Юрій Івановіч, Ганошенко Ігор Володимирович, Шахпазов Євгєній Хрістофоровіч, Трет'яков Олександр Борисович, Лівшиц Дмітрій Арнольдовіч, Володарський Володимир Васильович
МПК: C21D 1/00, B21B 1/22, C22C 38/00
Мітки: виробництва, спосіб, методом, контрольованої, прокатки, прокату, багатостадійної
Формула / Реферат:
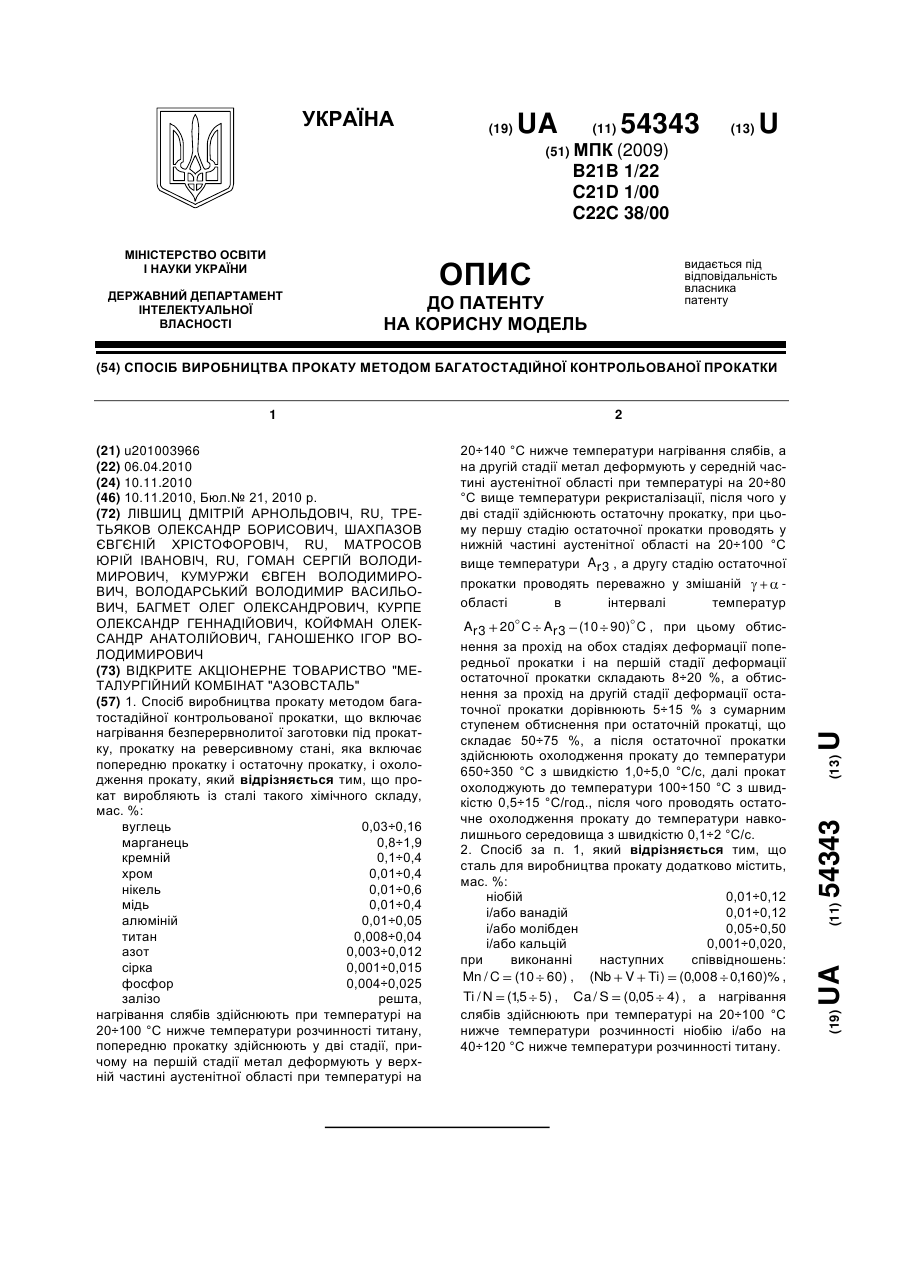
1. Спосіб виробництва прокату методом багатостадійної контрольованої прокатки, що включає нагрівання безперервнолитої заготовки під прокатку, прокатку на реверсивному стані, яка включає попередню прокатку і остаточну прокатку, і охолодження прокату, який відрізняється тим, що прокат виробляють із сталі такого хімічного складу, мас. %: вуглець 0,03÷0,16 марганець ...
Спосіб виробництва прокату методом багатостадійної термодифузної обробки
Номер патенту: 54506
Опубліковано: 10.11.2010
Автори: Кумуржи Євген Володимирович, Володарський Володимир Васильович, Гоман Сергій Володимирович, Трет'яков Олександр Борисович, Матросов Юрій Івановіч, Ганошенко Ігор Володимирович, Шахпазов Євгєній Хрістофоровіч, Очеретін Віктор Миколайович, Лівшиц Дмітрій Арнольдовіч, Курпе Олександр Геннадійович, Койфман Олександр Анатолійович
Мітки: методом, спосіб, обробки, термодифузної, прокату, багатостадійної, виробництва
Формула / Реферат:
1. Спосіб виробництва прокату методом багатостадійної термодифузної обробки, що включає безперервне розливання сталі, нагрівання безперервнолитих слябів під прокатку, прокатку на реверсивному стані і подальше багатостадійне охолоджування отриманого прокату, який відрізняється тим, що прокат виробляють із сталі наступного хімічного складу, мас. %: вуглець 0,04÷0,70 марганець ...
Спосіб виробництва прокату методом багатостадійної термодифузної обробки
Номер патенту: 54507
Опубліковано: 10.11.2010
Автори: Матросов Юрій Івановіч, Койфман Олександр Анатолійович, Ганошенко Ігор Володимирович, Гоман Сергій Володимирович, Очеретін Віктор Миколайович, Трет'яков Олександр Борисович, Лівшиц Дмітрій Арнольдовіч, Володарський Володимир Васильович, Шахпазов Євгєній Хрістофоровіч, Курпе Олександр Геннадійович, Кумуржи Євген Володимирович
Мітки: виробництва, спосіб, багатостадійної, прокату, термодифузної, обробки, методом
Формула / Реферат:
1. Спосіб виробництва прокату методом багатостадійної термодифузної обробки, що включає безперервне розливання сталі, нагрівання безперервнолитих слябів під прокатку, прокатку на реверсивному стані і подальше багатостадійне охолоджування отриманого прокату, який відрізняється тим, що прокат виробляють із сталі наступного хімічного складу, мас. %: вуглець 0,04¸0,70 марганець ...
Спосіб виробництва прокату методом нормалізуючої прокатки
Номер патенту: 56651
Опубліковано: 25.01.2011
Автори: Койфман Олександр Анатолійович, Володарський Володимир Васильович, Ганошенко Ігор Володимирович, Трет'яков Олександр Борисович, Курпе Олександр Геннадійович, Гоман Сергій Володимирович, Лівшиц Дмітрій Арнольдовіч, Матросов Юрій Івановіч, Шахпазов Євгєній Хрістофоровіч, Чубань Андрій Михайлович, Кумуржи Євген Володимирович
МПК: B21B 1/22, C22C 38/00, C21D 8/00
Мітки: методом, виробництва, прокатки, прокату, нормалізуючої, спосіб
Формула / Реферат:
1. Спосіб виробництва прокату методом нормалізуючої прокатки, що включає аустенізацію безперервнолитої заготовки, яка містить вуглець, марганець, кремній, алюміній, сірку, фосфор, хром, нікель, мідь і залізо, багатостадійну прокатку заготовки у реверсивному режимі при температурах аустенітної області і остаточне охолоджування отриманого прокату, який відрізняється тим, що безперервнолиту заготовку із сталі, що містить, мас. %: ...
Спосіб виробництва прокату методом нормалізаційної прокатки
Номер патенту: 43370
Опубліковано: 17.12.2001
Автори: Гоцуляк Анатолій Олександрович, Харчевніков Валерій Павлович, Бітков Володимир Миколайович, Чанаях Михайло Іванович, Булянда Олексндр Олексійович, Сагіров Іван Васильович, Морозов Юрій Дімітровіч, Тихонюк Леонід Сергійович, Матросов Юрій Івановіч, Ремпель Олександр Генріхович, Курдюков Анатолій Андрійович, Володарський Володимир Васильович, Носоченко Олег Василійович
Мітки: прокатки, спосіб, методом, нормалізаційної, прокату, виробництва
Формула / Реферат:
1. Способ производства проката методом нормализационной прокатки, включающий нагрев заготовки до температуры (1150...1270)°С, деформацию в аустенитной области в две стадии и охлаждение, отличающийся тем, что сталь, содержащую (% по массе): углерод 0,05...0,40 марганец 0,30...2,00 кремний 0,10...1,50 алюминий ...
Попередній патент: Агрегат для диференційованої термічної обробки прокатних валків
Наступний патент: Спосіб одержання екстракту з горобини чорноплідної
Випадковий патент: Респіратор