Хонінгувальна головка
Номер патенту: 118416
Опубліковано: 10.08.2017
Автори: Горбань Роман Миколайович, Євтухов Артем Віталійович, Кушніров Павло Васильович, Євтухов Віталій Геннадійович
Формула / Реферат
Хонінгувальна головка, що містить корпус, який виконаний з двох концентрично встановлених частин, зв'язаних між собою за допомогою фланця і дугоподібних пружин з можливістю відносного прокручування, у пазах зовнішньої частини корпусу розміщені два комплекти тримачів з ведучими та веденими шліфувальними брусками, сполученими через штовхачі з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків, один з яких закінчується поршнем, що входить в циліндр приводу радіального розтиску, тримачі ведучого комплекту брусків встановлені з можливістю тангенціального зміщення в пазах внутрішньої частини корпусу, а тримачі веденого комплекту брусків установлені на планках, закріплених на штовхачах, які нерухомо установлені відносно внутрішньої частини корпусу, яка відрізняється тим, що тримачі веденого комплекту брусків встановлені з можливістю зміщення по логарифмічній спіралі вздовж поверхонь планок, при цьому поверхні їх контакту виконані відповідно вигнутими і випуклими.
Текст
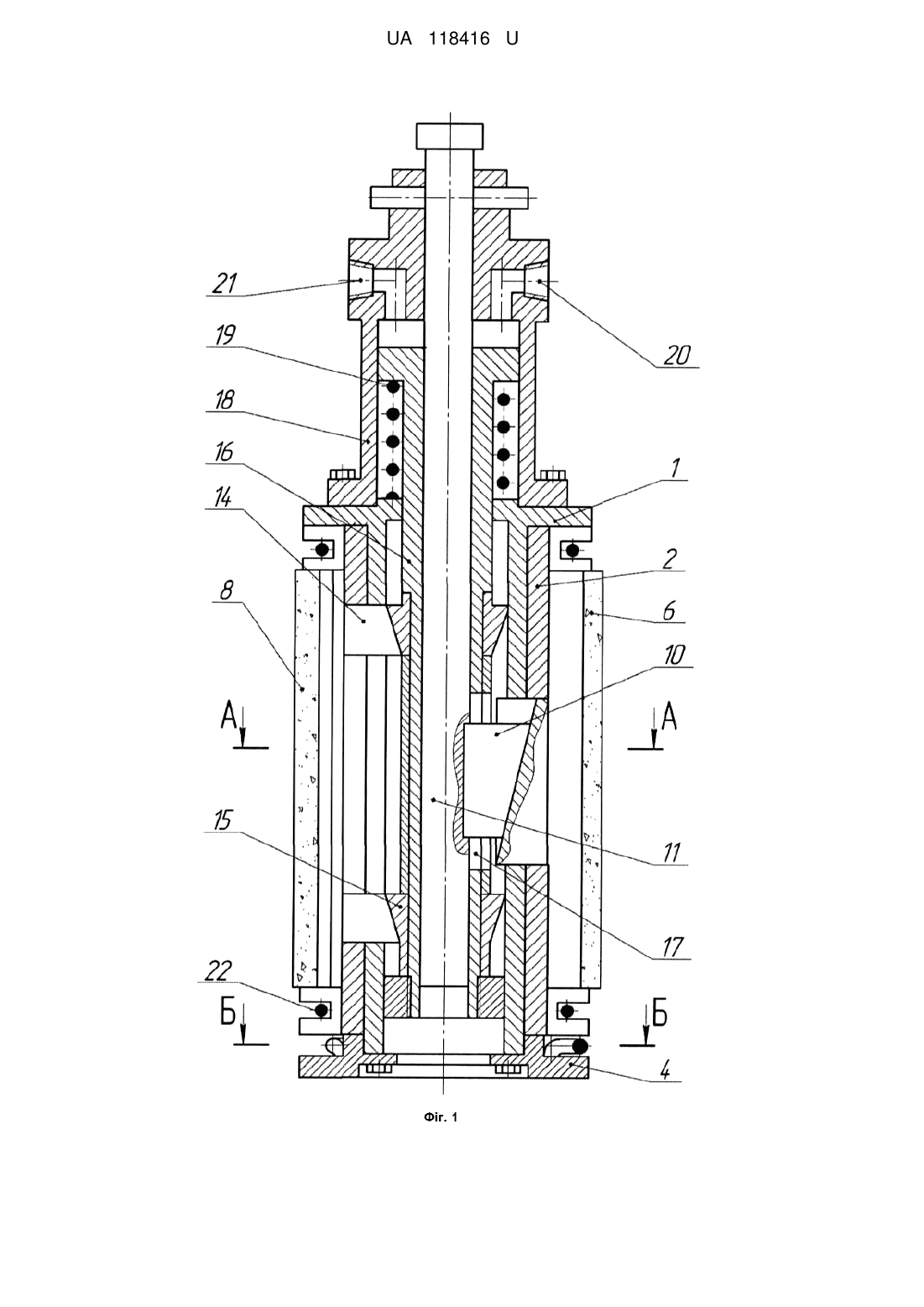
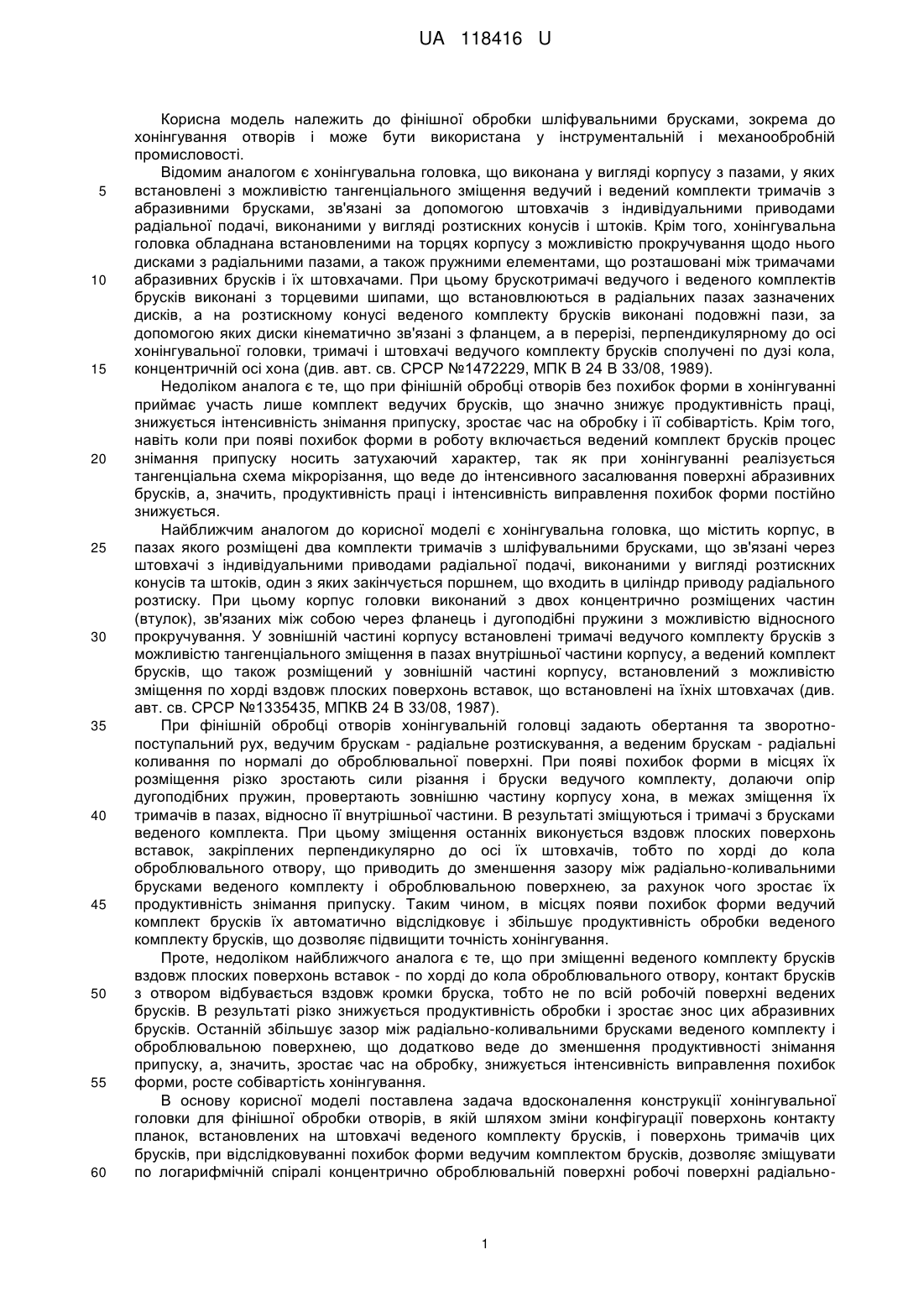
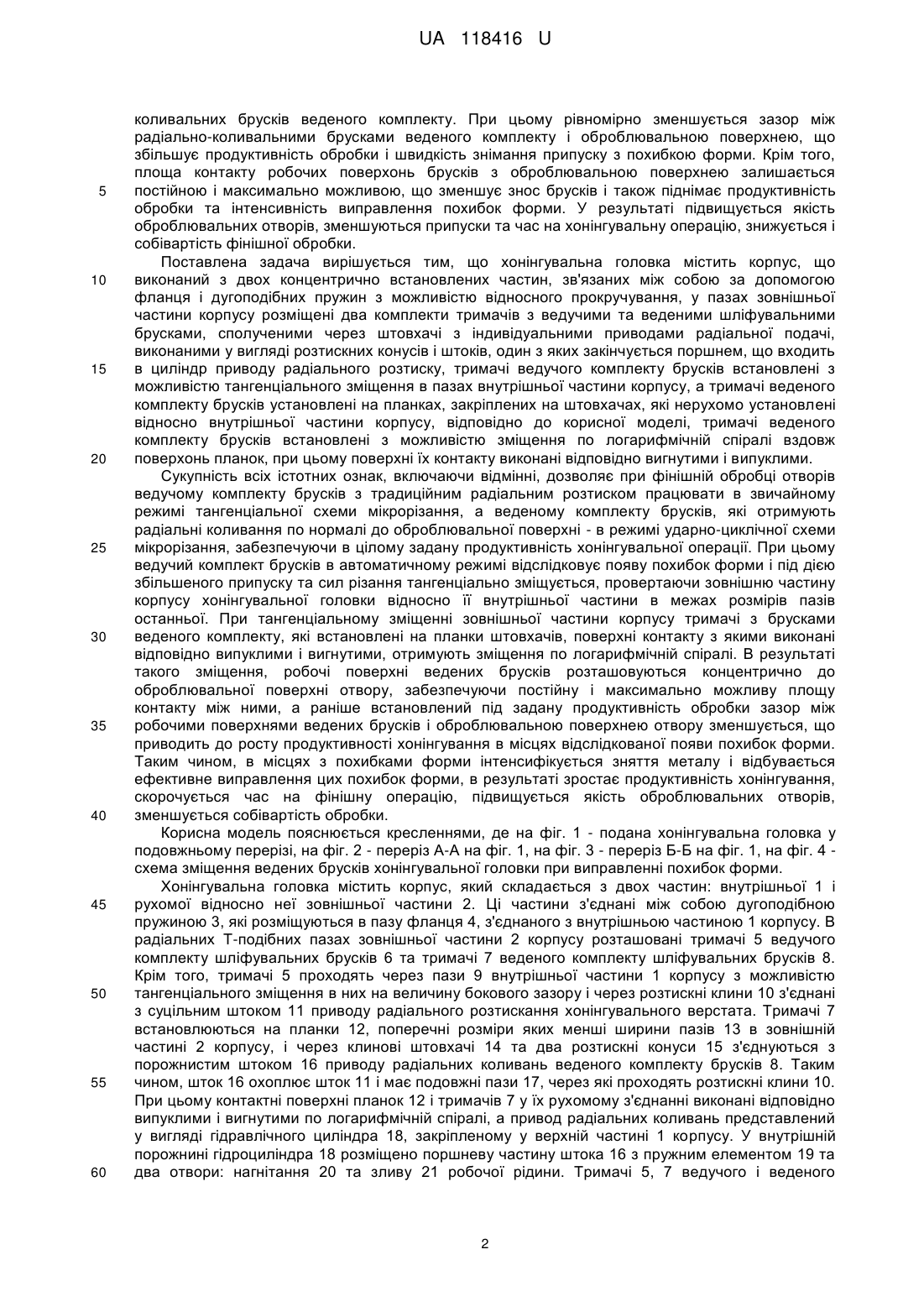
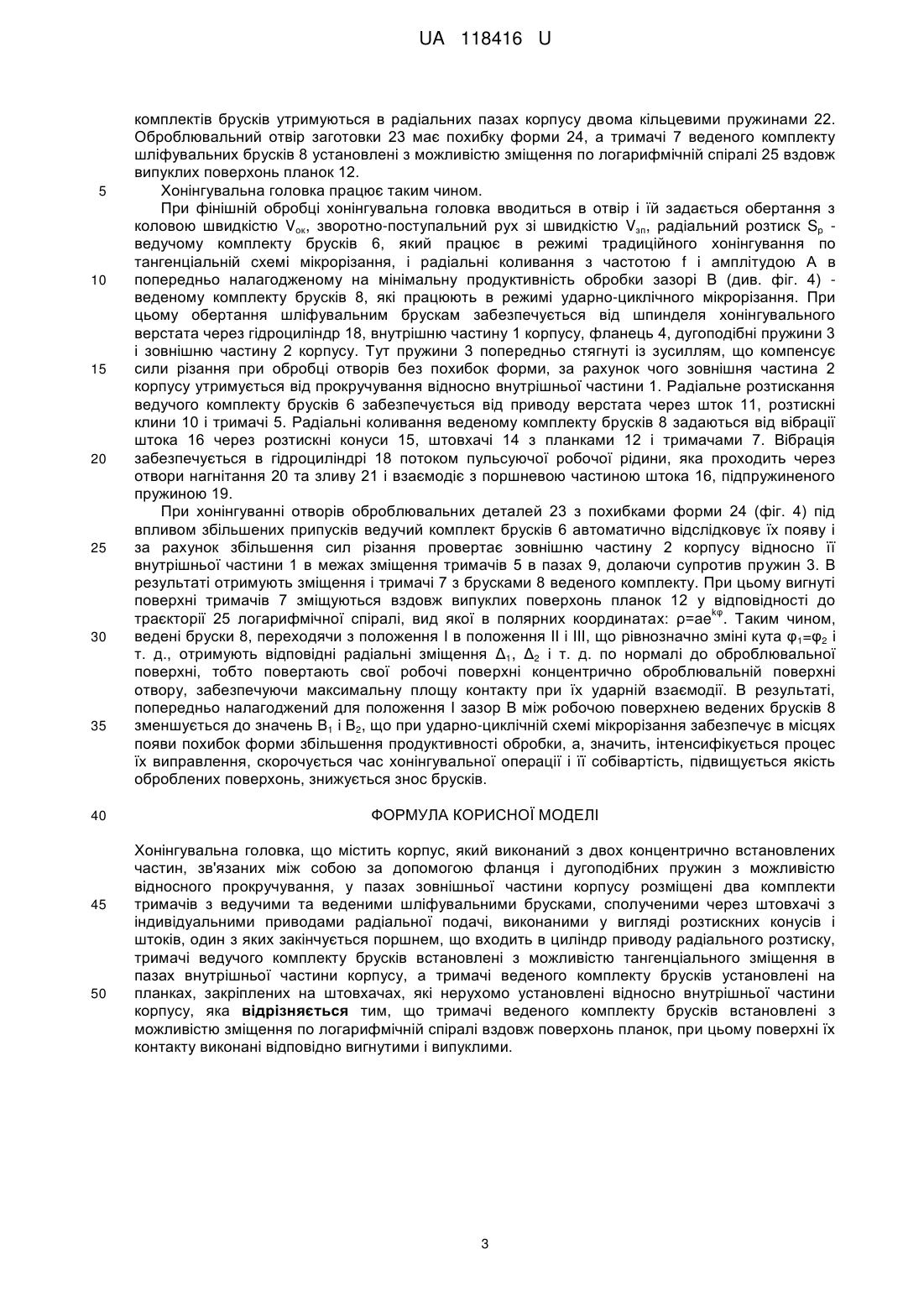
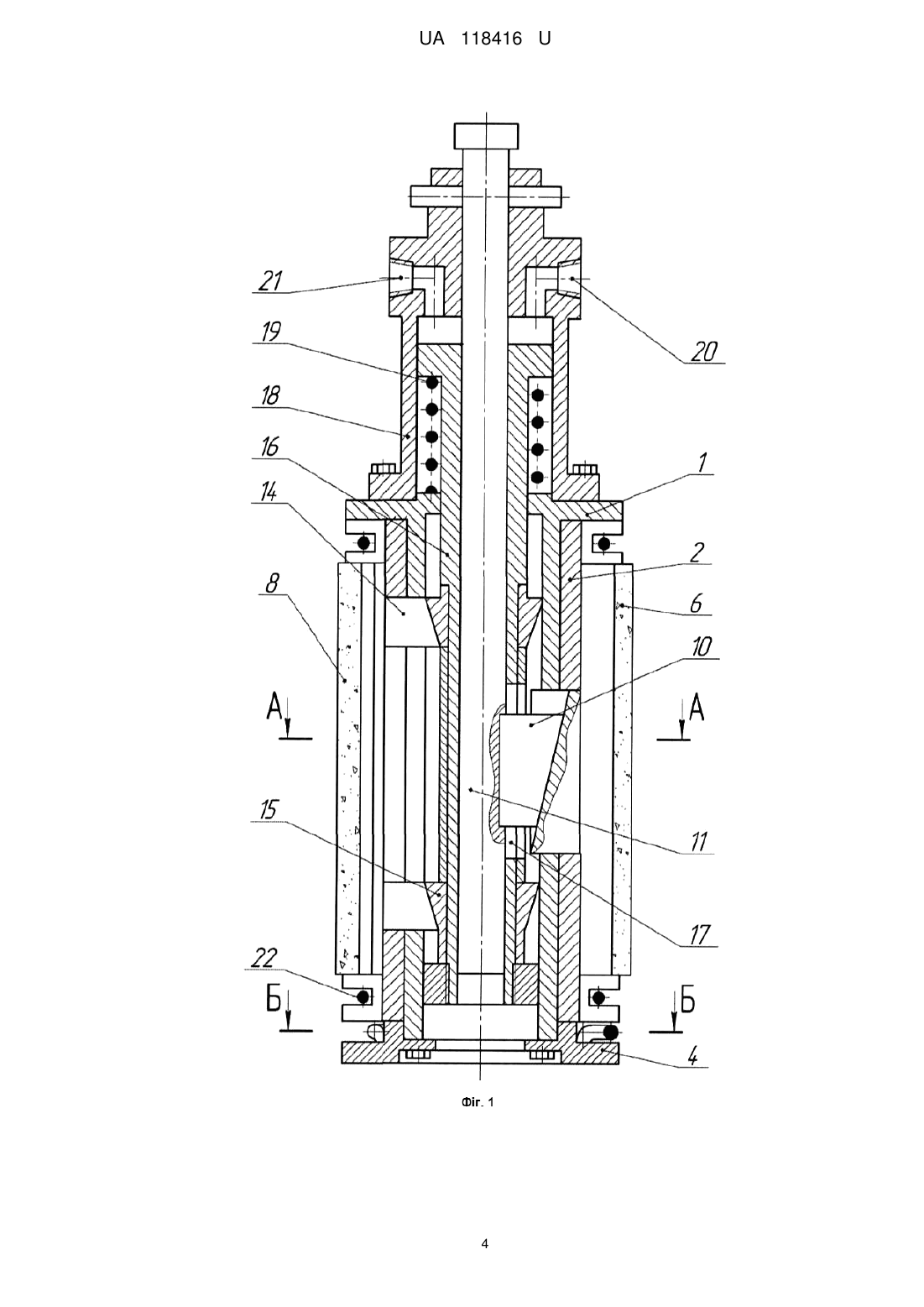
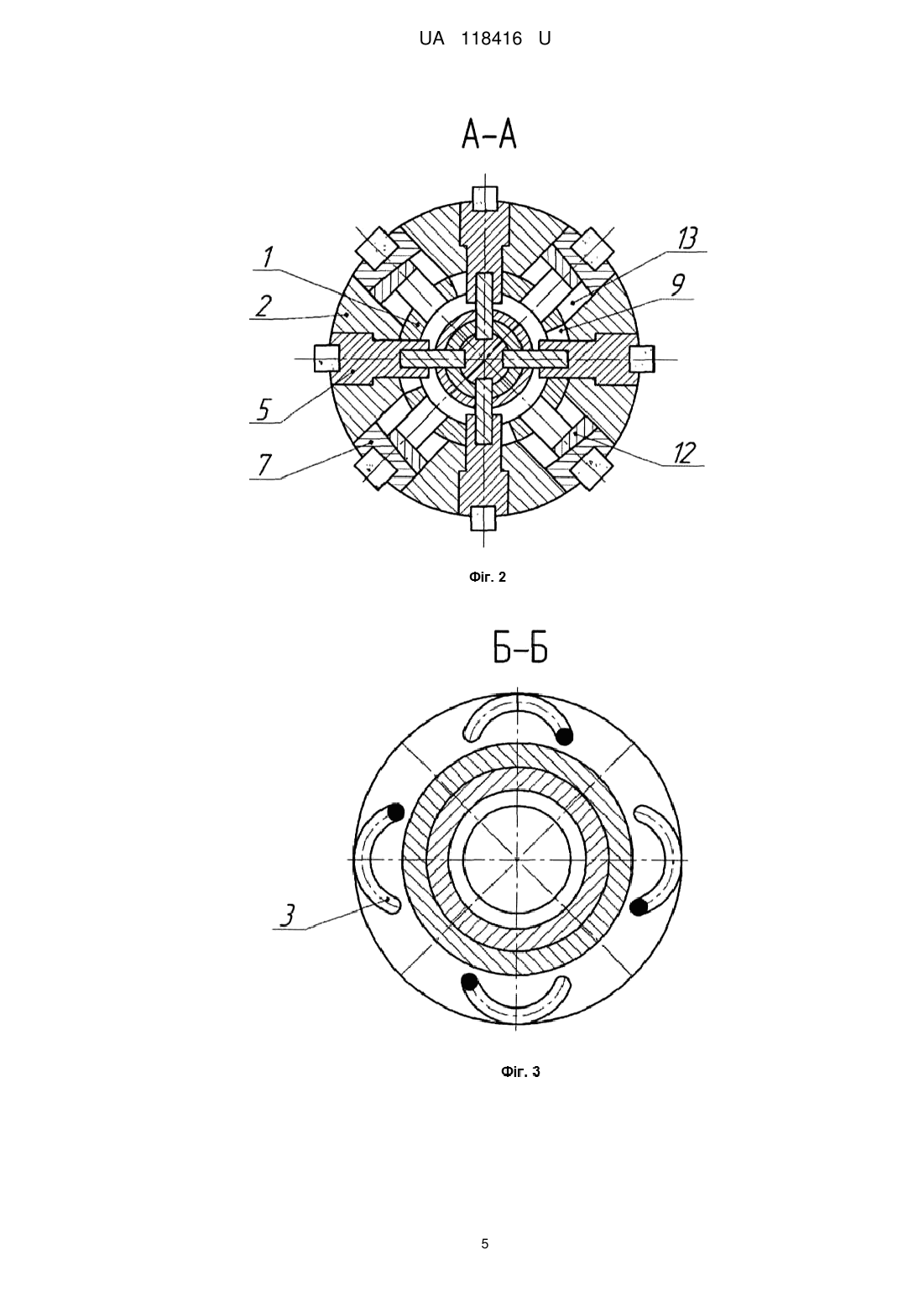
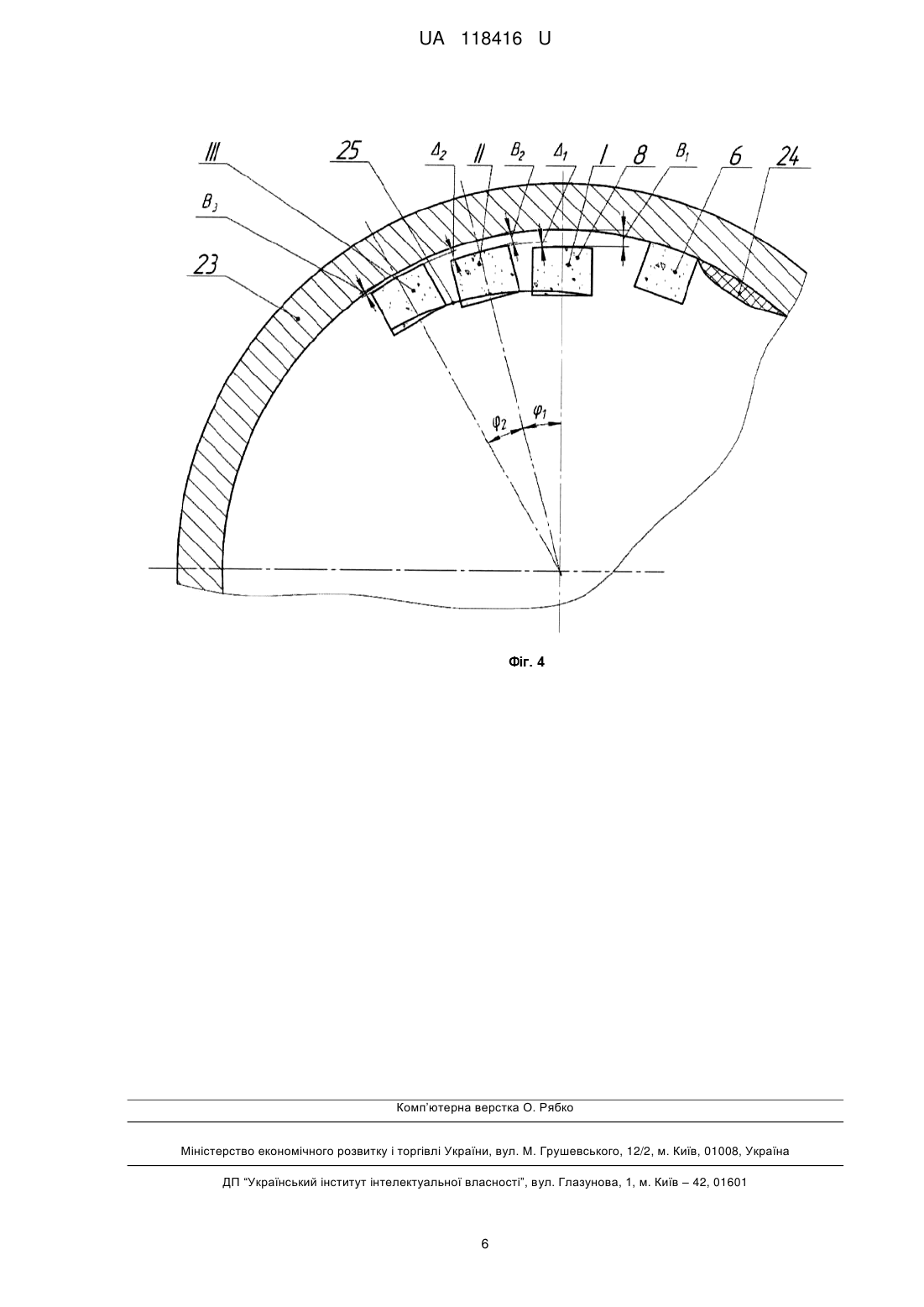
Реферат: Хонінгувальна головка містить корпус, який виконаний з двох концентрично встановлених частин, зв'язаних між собою за допомогою фланця і дугоподібних пружин з можливістю відносного прокручування. У пазах зовнішньої частини корпусу розміщені два комплекти тримачів з ведучими та веденими шліфувальними брусками. Бруски сполучені через штовхачі з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків. Один з яких закінчується поршнем, що входить в циліндр приводу радіального розтиску. Тримачі ведучого комплекту брусків встановлені з можливістю тангенціального зміщення в пазах внутрішньої частини корпусу. Тримачі веденого комплекту брусків установлені на планках, закріплених на штовхачах, які нерухомо встановлені відносно внутрішньої частини корпусу. Тримачі веденого комплекту брусків встановлені з можливістю зміщення по логарифмічній спіралі вздовж поверхонь планок. Поверхні їх контакту виконані відповідно вигнутими і випуклими. UA 118416 U (54) ХОНІНГУВАЛЬНА ГОЛОВКА UA 118416 U UA 118416 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до фінішної обробки шліфувальними брусками, зокрема до хонінгування отворів і може бути використана у інструментальній і механообробній промисловості. Відомим аналогом є хонінгувальна головка, що виконана у вигляді корпусу з пазами, у яких встановлені з можливістю тангенціального зміщення ведучий і ведений комплекти тримачів з абразивними брусками, зв'язані за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків. Крім того, хонінгувальна головка обладнана встановленими на торцях корпусу з можливістю прокручування щодо нього дисками з радіальними пазами, а також пружними елементами, що розташовані між тримачами абразивних брусків і їх штовхачами. При цьому брускотримачі ведучого і веденого комплектів брусків виконані з торцевими шипами, що встановлюються в радіальних пазах зазначених дисків, а на розтискному конусі веденого комплекту брусків виконані подовжні пази, за допомогою яких диски кінематично зв'язані з фланцем, а в перерізі, перпендикулярному до осі хонінгувальної головки, тримачі і штовхачі ведучого комплекту брусків сполучені по дузі кола, концентричній осі хона (див. авт. св. СРСР №1472229, МПК В 24 В 33/08, 1989). Недоліком аналога є те, що при фінішній обробці отворів без похибок форми в хонінгуванні приймає участь лише комплект ведучих брусків, що значно знижує продуктивність праці, знижується інтенсивність знімання припуску, зростає час на обробку і її собівартість. Крім того, навіть коли при появі похибок форми в роботу включається ведений комплект брусків процес знімання припуску носить затухаючий характер, так як при хонінгуванні реалізується тангенціальна схема мікрорізання, що веде до інтенсивного засалювання поверхні абразивних брусків, а, значить, продуктивність праці і інтенсивність виправлення похибок форми постійно знижується. Найближчим аналогом до корисної моделі є хонінгувальна головка, що містить корпус, в пазах якого розміщені два комплекти тримачів з шліфувальними брусками, що зв'язані через штовхачі з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів та штоків, один з яких закінчується поршнем, що входить в циліндр приводу радіального розтиску. При цьому корпус головки виконаний з двох концентрично розміщених частин (втулок), зв'язаних між собою через фланець і дугоподібні пружини з можливістю відносного прокручування. У зовнішній частині корпусу встановлені тримачі ведучого комплекту брусків з можливістю тангенціального зміщення в пазах внутрішньої частини корпусу, а ведений комплект брусків, що також розміщений у зовнішній частині корпусу, встановлений з можливістю зміщення по хорді вздовж плоских поверхонь вставок, що встановлені на їхніх штовхачах (див. авт. св. СРСР №1335435, МПКВ 24 В 33/08, 1987). При фінішній обробці отворів хонінгувальній головці задають обертання та зворотнопоступальний рух, ведучим брускам - радіальне розтискування, а веденим брускам - радіальні коливання по нормалі до оброблювальної поверхні. При появі похибок форми в місцях їх розміщення різко зростають сили різання і бруски ведучого комплекту, долаючи опір дугоподібних пружин, провертають зовнішню частину корпусу хона, в межах зміщення їх тримачів в пазах, відносно її внутрішньої частини. В результаті зміщуються і тримачі з брусками веденого комплекта. При цьому зміщення останніх виконується вздовж плоских поверхонь вставок, закріплених перпендикулярно до осі їх штовхачів, тобто по хорді до кола оброблювального отвору, що приводить до зменшення зазору між радіально-коливальними брусками веденого комплекту і оброблювальною поверхнею, за рахунок чого зростає їх продуктивність знімання припуску. Таким чином, в місцях появи похибок форми ведучий комплект брусків їх автоматично відслідковує і збільшує продуктивність обробки веденого комплекту брусків, що дозволяє підвищити точність хонінгування. Проте, недоліком найближчого аналога є те, що при зміщенні веденого комплекту брусків вздовж плоских поверхонь вставок - по хорді до кола оброблювального отвору, контакт брусків з отвором відбувається вздовж кромки бруска, тобто не по всій робочій поверхні ведених брусків. В результаті різко знижується продуктивність обробки і зростає знос цих абразивних брусків. Останній збільшує зазор між радіально-коливальними брусками веденого комплекту і оброблювальною поверхнею, що додатково веде до зменшення продуктивності знімання припуску, а, значить, зростає час на обробку, знижується інтенсивність виправлення похибок форми, росте собівартість хонінгування. В основу корисної моделі поставлена задача вдосконалення конструкції хонінгувальної головки для фінішної обробки отворів, в якій шляхом зміни конфігурації поверхонь контакту планок, встановлених на штовхачі веденого комплекту брусків, і поверхонь тримачів цих брусків, при відслідковуванні похибок форми ведучим комплектом брусків, дозволяє зміщувати по логарифмічній спіралі концентрично оброблювальній поверхні робочі поверхні радіально 1 UA 118416 U 5 10 15 20 25 30 35 40 45 50 55 60 коливальних брусків веденого комплекту. При цьому рівномірно зменшується зазор між радіально-коливальними брусками веденого комплекту і оброблювальною поверхнею, що збільшує продуктивність обробки і швидкість знімання припуску з похибкою форми. Крім того, площа контакту робочих поверхонь брусків з оброблювальною поверхнею залишається постійною і максимально можливою, що зменшує знос брусків і також піднімає продуктивність обробки та інтенсивність виправлення похибок форми. У результаті підвищується якість оброблювальних отворів, зменшуються припуски та час на хонінгувальну операцію, знижується і собівартість фінішної обробки. Поставлена задача вирішується тим, що хонінгувальна головка містить корпус, що виконаний з двох концентрично встановлених частин, зв'язаних між собою за допомогою фланця і дугоподібних пружин з можливістю відносного прокручування, у пазах зовнішньої частини корпусу розміщені два комплекти тримачів з ведучими та веденими шліфувальними брусками, сполученими через штовхачі з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків, один з яких закінчується поршнем, що входить в циліндр приводу радіального розтиску, тримачі ведучого комплекту брусків встановлені з можливістю тангенціального зміщення в пазах внутрішньої частини корпусу, а тримачі веденого комплекту брусків установлені на планках, закріплених на штовхачах, які нерухомо установлені відносно внутрішньої частини корпусу, відповідно до корисної моделі, тримачі веденого комплекту брусків встановлені з можливістю зміщення по логарифмічній спіралі вздовж поверхонь планок, при цьому поверхні їх контакту виконані відповідно вигнутими і випуклими. Сукупність всіх істотних ознак, включаючи відмінні, дозволяє при фінішній обробці отворів ведучому комплекту брусків з традиційним радіальним розтиском працювати в звичайному режимі тангенціальної схеми мікрорізання, а веденому комплекту брусків, які отримують радіальні коливання по нормалі до оброблювальної поверхні - в режимі ударно-циклічної схеми мікрорізання, забезпечуючи в цілому задану продуктивність хонінгувальної операції. При цьому ведучий комплект брусків в автоматичному режимі відслідковує появу похибок форми і під дією збільшеного припуску та сил різання тангенціально зміщується, провертаючи зовнішню частину корпусу хонінгувальної головки відносно її внутрішньої частини в межах розмірів пазів останньої. При тангенціальному зміщенні зовнішньої частини корпусу тримачі з брусками веденого комплекту, які встановлені на планки штовхачів, поверхні контакту з якими виконані відповідно випуклими і вигнутими, отримують зміщення по логарифмічній спіралі. В результаті такого зміщення, робочі поверхні ведених брусків розташовуються концентричнодо оброблювальної поверхні отвору, забезпечуючи постійну і максимально можливу площу контакту між ними, а раніше встановлений під задану продуктивність обробки зазор між робочими поверхнями ведених брусків і оброблювальною поверхнею отвору зменшується, що приводить до росту продуктивності хонінгування в місцях відслідкованої появи похибок форми. Таким чином, в місцях з похибками форми інтенсифікується зняття металу і відбувається ефективне виправлення цих похибок форми, в результаті зростає продуктивність хонінгування, скорочується час на фінішну операцію, підвищується якість оброблювальних отворів, зменшується собівартість обробки. Корисна модель пояснюється кресленнями, де на фіг. 1 - подана хонінгувальна головка у подовжньому перерізі, на фіг. 2 - переріз А-А на фіг. 1, на фіг. 3 - переріз Б-Б на фіг. 1, на фіг. 4 схема зміщення ведених брусків хонінгувальної головки при виправленні похибок форми. Хонінгувальна головка містить корпус, який складається з двох частин: внутрішньої 1 і рухомої відносно неї зовнішньої частини 2. Ці частини з'єднані між собою дугоподібною пружиною 3, які розміщуються в пазу фланця 4, з'єднаного з внутрішньою частиною 1 корпусу. В радіальних Т-подібних пазах зовнішньої частини 2 корпусу розташовані тримачі 5 ведучого комплекту шліфувальних брусків 6 та тримачі 7 веденого комплекту шліфувальних брусків 8. Крім того, тримачі 5 проходять через пази 9 внутрішньої частини 1 корпусу з можливістю тангенціального зміщення в них на величину бокового зазору і через розтискні клини 10 з'єднані з суцільним штоком 11 приводу радіального розтискання хонінгувального верстата. Тримачі 7 встановлюються на планки 12, поперечні розміри яких менші ширини пазів 13 в зовнішній частині 2 корпусу, і через клинові штовхачі 14 та два розтискні конуси 15 з'єднуються з порожнистим штоком 16 приводу радіальних коливань веденого комплекту брусків 8. Таким чином, шток 16 охоплює шток 11 і має подовжні пази 17, через які проходять розтискні клини 10. При цьому контактні поверхні планок 12 і тримачів 7 у їх рухомому з'єднанні виконані відповідно випуклими і вигнутими по логарифмічній спіралі, а привод радіальних коливань представлений у вигляді гідравлічного циліндра 18, закріпленому у верхній частині 1 корпусу. У внутрішній порожнині гідроциліндра 18 розміщено поршневу частину штока 16 з пружним елементом 19 та два отвори: нагнітання 20 та зливу 21 робочої рідини. Тримачі 5, 7 ведучого і веденого 2 UA 118416 U 5 10 15 20 25 30 35 40 45 50 комплектів брусків утримуються в радіальних пазах корпусу двома кільцевими пружинами 22. Оброблювальний отвір заготовки 23 має похибку форми 24, а тримачі 7 веденого комплекту шліфувальних брусків 8 установлені з можливістю зміщення по логарифмічній спіралі 25 вздовж випуклих поверхонь планок 12. Хонінгувальна головка працює таким чином. При фінішній обробці хонінгувальна головка вводиться в отвір і їй задається обертання з коловою швидкістю Vок, зворотно-поступальний рух зі швидкістю Vзп, радіальний розтиск Sp ведучому комплекту брусків 6, який працює в режимі традиційного хонінгування по тангенціальній схемі мікрорізання, і радіальні коливання з частотою f і амплітудою А в попередньо налагодженому на мінімальну продуктивність обробки зазорі В (див. фіг. 4) веденому комплекту брусків 8, які працюють в режимі ударно-циклічного мікрорізання. При цьому обертання шліфувальним брускам забезпечується від шпинделя хонінгувального верстата через гідроциліндр 18, внутрішню частину 1 корпусу, фланець 4, дугоподібні пружини 3 і зовнішню частину 2 корпусу. Тут пружини 3 попередньо стягнуті із зусиллям, що компенсує сили різання при обробці отворів без похибок форми, за рахунок чого зовнішня частина 2 корпусу утримується від прокручування відносно внутрішньої частини 1. Радіальне розтискання ведучого комплекту брусків 6 забезпечується від приводу верстата через шток 11, розтискні клини 10 і тримачі 5. Радіальні коливання веденому комплекту брусків 8 задаються від вібрації штока 16 через розтискні конуси 15, штовхачі 14 з планками 12 і тримачами 7. Вібрація забезпечується в гідроциліндрі 18 потоком пульсуючої робочої рідини, яка проходить через отвори нагнітання 20 та зливу 21 і взаємодіє з поршневою частиною штока 16, підпружиненого пружиною 19. При хонінгуванні отворів оброблювальних деталей 23 з похибками форми 24 (фіг. 4) під впливом збільшених припусків ведучий комплект брусків 6 автоматично відслідковує їх появу і за рахунок збільшення сил різання провертає зовнішню частину 2 корпусу відносно її внутрішньої частини 1 в межах зміщення тримачів 5 в пазах 9, долаючи супротив пружин 3. В результаті отримують зміщення і тримачі 7 з брусками 8 веденого комплекту. При цьому вигнуті поверхні тримачів 7 зміщуються вздовж випуклих поверхонь планок 12 у відповідності до kφ траєкторії 25 логарифмічної спіралі, вид якої в полярних координатах: ρ=аe . Таким чином, ведені бруски 8, переходячи з положення I в положення II і III, що рівнозначно зміні кута φ1=φ2 і т. д., отримують відповідні радіальні зміщення Δ1, Δ2 і т. д. по нормалі до оброблювальної поверхні, тобто повертають свої робочі поверхні концентрично оброблювальній поверхні отвору, забезпечуючи максимальну площу контакту при їх ударній взаємодії. В результаті, попередньо налагоджений для положення I зазор В між робочою поверхнею ведених брусків 8 зменшується до значень В1 і В2, що при ударно-циклічній схемі мікрорізання забезпечує в місцях появи похибок форми збільшення продуктивності обробки, а, значить, інтенсифікується процес їх виправлення, скорочується час хонінгувальної операції і її собівартість, підвищується якість оброблених поверхонь, знижується знос брусків. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Хонінгувальна головка, що містить корпус, який виконаний з двох концентрично встановлених частин, зв'язаних між собою за допомогою фланця і дугоподібних пружин з можливістю відносного прокручування, у пазах зовнішньої частини корпусу розміщені два комплекти тримачів з ведучими та веденими шліфувальними брусками, сполученими через штовхачі з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і штоків, один з яких закінчується поршнем, що входить в циліндр приводу радіального розтиску, тримачі ведучого комплекту брусків встановлені з можливістю тангенціального зміщення в пазах внутрішньої частини корпусу, а тримачі веденого комплекту брусків установлені на планках, закріплених на штовхачах, які нерухомо установлені відносно внутрішньої частини корпусу, яка відрізняється тим, що тримачі веденого комплекту брусків встановлені з можливістю зміщення по логарифмічній спіралі вздовж поверхонь планок, при цьому поверхні їх контакту виконані відповідно вигнутими і випуклими. 3 UA 118416 U 4 UA 118416 U 5 UA 118416 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B24B 33/08
Мітки: хонінгувальна, головка
Код посилання
<a href="https://ua.patents.su/8-118416-khoninguvalna-golovka.html" target="_blank" rel="follow" title="База патентів України">Хонінгувальна головка</a>
Хонінгувальна головка
Номер патенту: 34547
Опубліковано: 11.08.2008
Автори: Євтухов Віталій Геннадійович, Синяговська Вікторія Василівна
МПК: B24B 33/00
Мітки: головка, хонінгувальна
Формула / Реферат:
Хонінгувальна головка, що виконана у вигляді корпусу з пазами, у яких установлені з можливістю тангенціального зміщення ведучий і ведений комплекти тримачів зі шліфувальними брусками, зв'язаних між собою за допомогою, розташованих на торцях корпусу, дисків з радіальними пазами і шипів, що входять у радіальні пази дисків, а також додатково зв'язаними за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у вигляді...
Хонінгувальна головка для попереднього і остаточного хонінгування
Номер патенту: 58105
Опубліковано: 15.07.2003
Автор: Узлов Максим Геннадійович
МПК: B24B 33/00
Мітки: остаточного, попереднього, хонінгування, головка, хонінгувальна
Формула / Реферат:
Хонінгувальна головка для попереднього і остаточного хонінгування, що містить корпус, всередині якого розташований шток з двома двосторонніми конусами, що діють в залежності від положення поршня гідроциліндра подвійної дії на комплекти колодок з крупнозернистими або дрібнозернистими брусками, яка відрізняється тим, що на одній із колодок замість крупнозернистого бруска для попереднього хонінгування встановлені накатні ролики.
Суперфінішна головка
Номер патенту: 81162
Опубліковано: 10.12.2007
Автори: Іванов Віталій Олександрович, Савчук Володимир Іванович, Тєлєтов Михайло Олександрович
МПК: B24B 35/00
Мітки: головка, суперфінішна
Формула / Реферат:
1. Суперфінішна головка, що містить корпус, у верхній частині якого розташований вібратор, з'єднаний з компенсатором зносу брусків, розміщеним у нижній частині корпуса, напрямну опору кочення, з'єднану з поршнем компенсатора, шток вібратора, зв'язаний з компенсатором зносу за допомогою муфти та золотника, та з брускотримачем, яка відрізняється тим, що вібратор виконаний у вигляді конічного диференціалу, оснащеного зворотним механізмом, який...
Головка глибокого свердління
Номер патенту: 116287
Опубліковано: 10.05.2017
Автори: Іванов Сергій Олександрович, Носков Віталій Васильович, Паціора Андрій Павлович
МПК: B23B 51/06
Мітки: свердління, глибокого, головка
Формула / Реферат:
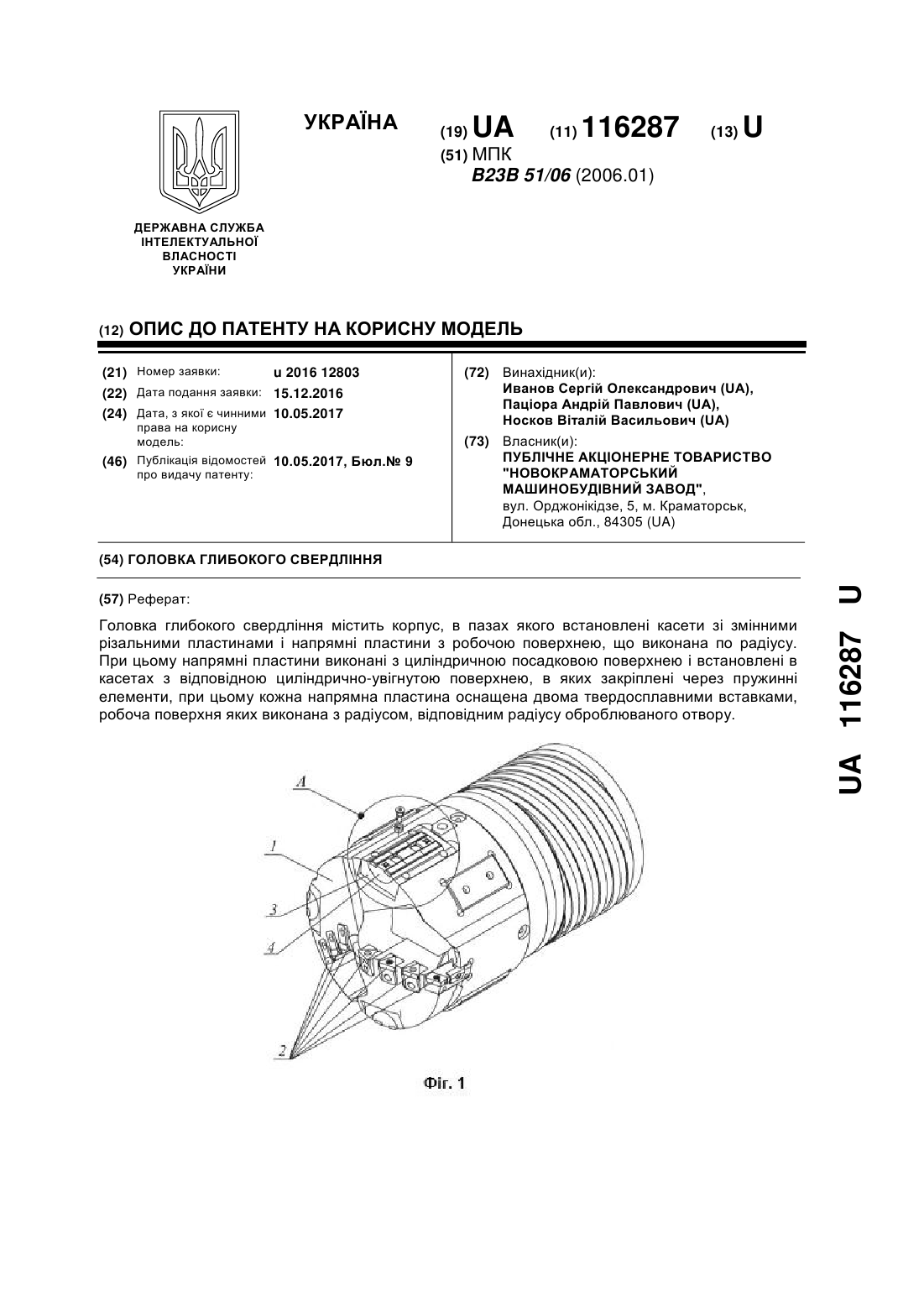
Головка глибокого свердління, що містить корпус, в пазах якого встановлені касети зі змінними різальними пластинами і напрямні пластини з робочою поверхнею, що виконана по радіусу, яка відрізняється тим, що напрямні пластини виконані з циліндричною посадковою поверхнею і встановлені в касетах з відповідною циліндрично-увігнутою поверхнею, в яких закріплені через пружинні елементи, при цьому кожна напрямна пластина оснащена двома...
Головка струмознімача для безрейкового електротранспорту
Номер патенту: 61978
Опубліковано: 15.12.2003
Автор: Кубай Роман Іванович
МПК: B60L 5/00
Мітки: безрейкового, електротранспорту, головка, струмознімача
Формула / Реферат:
Головка струмознімача для безрейкового електротранспорту, яка містить два тримачі струмознімальних елементів, дві тяги, шарнірно з’єднані в нижній частині з основою із наконечником, і пружину, яка відрізняється тим, що дві тяги верхньою частиною безпосередньо з’єднані двома шарнірами з двома тримачами струмознімальних елементів, причому тяги в середній частині підпружинені між собою в горизонтальній площині.
Попередній патент: Прилад вимірювання довжини зарядної камори (пвк) нарізних артилерійських гармат
Наступний патент: Спосіб прогнозування фіброзних змін в печінці у хворих з неалкогольною жировою хворобою печінки
Випадковий патент: Автоматичний зарядний пристрій акумуляторних батарей