Пристрій для насічки валків станів листової прокатки
Номер патенту: 3691
Опубліковано: 27.12.1994
Автори: Пилипенко Сергій Степанович, Суханов Віктор Михайлович, Кудрин Володимир Іванович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович
Формула / Реферат
Устройство для насечки валков станов листовой прокатки, включающее корпус с каналом, установленное в корпусе металлокерамическое сопло с отверстием, связанным с каналом корпуса, приемник дроби и соединяющие его с соплом переходный патрубок с гайкой, отличающееся тем, что сопло установлено со стороны приемника дроби, а канал корпуса выполнен с выходным раструбом и с размерами, определяемыми следующими соотношениями:
d = (0,05 - 0,07) · L;
l = (0,05 - 0,1) · L,
φ = 1 - 1,5.
где d - диаметр канала корпуса, мм;
L - длина корпуса, мм;
φ - угол конуса выходного раструба, град;
I - длина выходного раструба, мм.
Текст
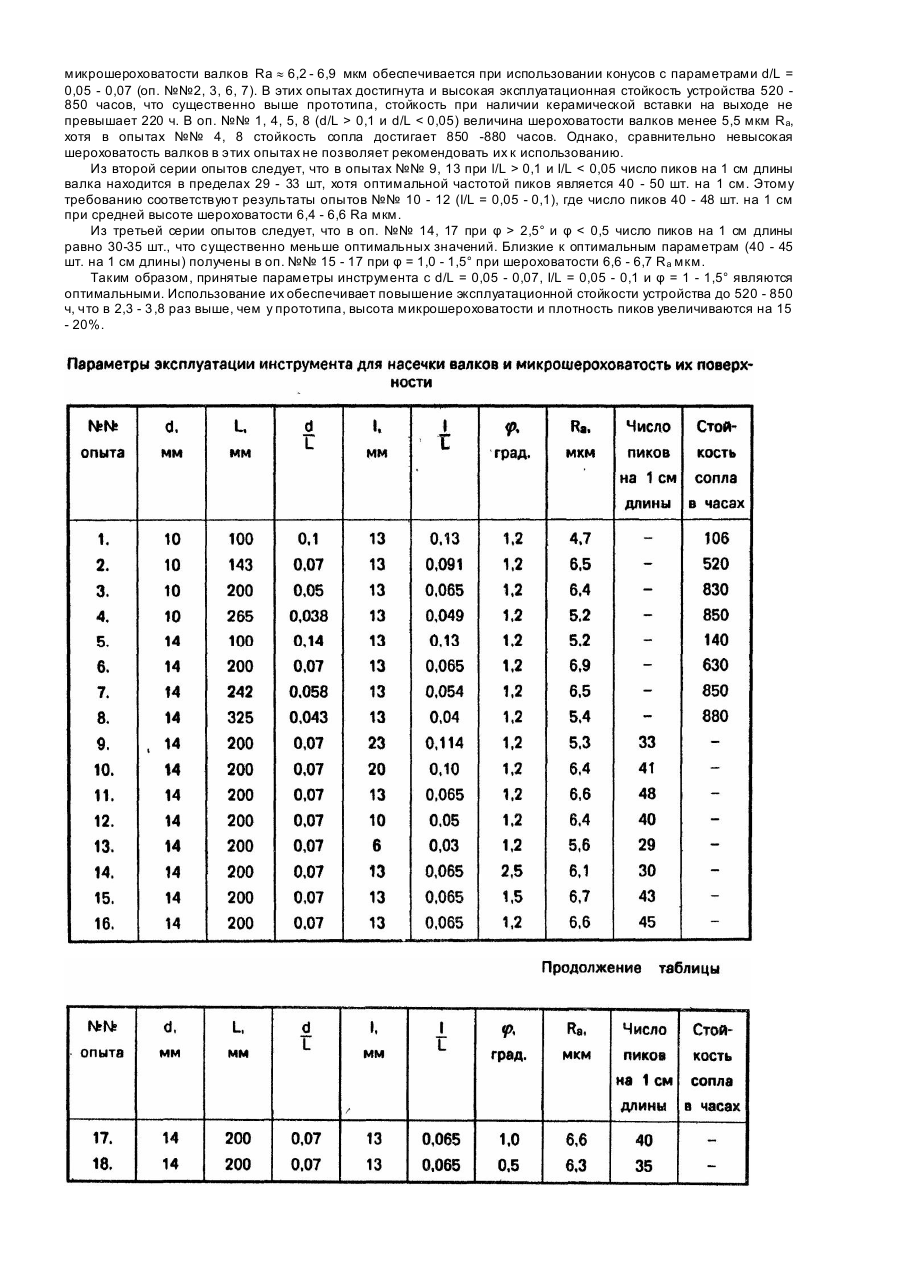
Изобретение относится к прокатному производству, в частности, к подготовке валков станов горячей и холодной прокатки полос. Одной из важнейших проблем производства полос на станах холодной прокатки является повышение износостойкости поверхностей валков чистовой клети. Сохранение микрошероховатости рабочих валков в процессе их работы обеспечивает повышение эксплуатационной стойкости валков между перевалками, стабилизацию процесса прокатки во времени, предотвращение сваривания витков рулонов при обжиге в одностопных печах, снижение дефекта поверхности "излом". Для нанесения шероховатости (насечки) на поверхность валка применяют дробеметные установки различных конструкций. Эти установки включают тележку для передвижения валка вдоль установки, привод для вращения валка, дробеметное колесо, подающее дробь на поверхность валка и систему для транспортирования и сортировки дроби [1]. Основным недостатком подобной установки является сложность конструкции и экономическая необоснованность применения ее для насечки рабочих валков самого прокатного стана. Подобные установки целесообразно применять для насечки рабочих валков дрессировочных станов, выдающих готовый листовой материал с нормированной шероховатостью. Наиболее близким к предлагаемому является устройство для насечки валков станов чистовой прокатки, включающий корпус с каналом, сопло с отверстием, приемник дроби и переходной патрубок с гайкой [2]. Как показывает опыт эксплуатации, данная конструкция устройства хотя и обеспечивает высокую стойкость (100 ч - при изготовлении сопла из высокохромистого сплава, 220 ч - из карбида бора), но не позволяет получать оптимальные параметры шероховатости по ее высоте и количеству пиков вследствие интенсивности износа входной части корпуса, увеличения диаметра отверстия и изменения количества подаваемой дроби в сопло. Задачей изобретения является усовершенствование устройства для насечки валков станов листовой прокатки благодаря обеспечению рациональной длины корпуса в соответствии с диаметром его канала, что позволит придать летящей дроби определенную кинетическую энергию и создать требуемую плотность микрошероховатости на поверхности валка, что в результате повысит качество его насечки. Поставленная задача решается тем, что в устройстве для насечки валков станов листовой прокатки, включающем корпус с каналом, с установленным в корпусе металлокерамическим соплом с отверстием, связанным с каналом корпуса, приемником дроби и соединяющим его с соплом переходным патрубком с гайкой, согласно изобретению, сопло установлено со стороны приемника дроби, а канал корпуса выполнен с выходным раструбом и с размерами, определяемыми следующими соотношениями: d = (0,05 - 0,7) · L; I = (0,05 - 0,1) · L, где d - диаметр отверстия канала в корпусе устройства; L - длина корпуса устройства; I - длина выходного раструба, мм а угол φ конуса выходного раструба равен 1 - 1,5°. Установка твердого металлокерамического сопла на входе в корпус обеспечивает повышение износостойкости входной части инструмента и длительную неизменность внутренних размеров сопла, что при постоянном давлении воздуха, транспортирующего дробь, обеспечивает постоянство количества подаваемой на валок дроби. Рациональная длина L корпуса в соответствии с диаметром его канала обеспечивает приобретение дробью определенной кинетической энергии летящей дроби, а выходной раструб позволяет организовать факел дроби. создающий на поверхности валка требуемую плотность микрошероховатости, На фиг. 1 представлено устройство для насечки валков, а на фиг. 2 - устройство в сборе с приемником дроби. Устройство состоит из корпуса 1 с каналом, выполненным с выходным раструбом, и крепящегося гайкой 2 к переходному патрубку 3. Во входной части корпуса 1 установлено металлокерамическое сопло 4. С отверстием, связанным с каналом корпуса, переходной патрубок 3 соединен с приемником дроби 5. В нижней части приемника дроби расположен воздуховод 6. Корпус 1 изготовлен из хромистой стал и с последующей закалкой. Устройство работает следующим Образом. Металлическая дробь подается в устройство из приемника дроби, ударяясь в поверхность металлокерамического сопла с конусным отверстием, струя дроби фокусируется и направляется в канал корпуса 1с диаметром отверстия о, а на выходе факел струи формируется в выходном конусном раструбе длиной 1 и углом конуса φ = 1,0 - 1,5°. Попадая на вращающийся валок, каждая дробинка оставляет на его поверхности лунку ("кратер"), а в итоге насечки поверхность валка приобретает поверхность из лунок и выступов ("пиков"). Стабильность микрошероховатости валков зависит от сохранения параметров инструмента в процессе его эксплуатации. Предлагаемая конструкция инструмента способствует этому требованию. Исследования по установлению рациональных параметров устройства выполнены при насечке рабочих валков диаметром D = 550 мм стана холодной прокатки. Твердость поверхности валков 92 - 93 ед, по Шору. Насечку выполнили на дробеструйной установке при следующи х режимах: В процессе опытов изменяли длину L инструмента, диаметр канала, длину I выходного раструба и угол φ конуса раструба. Результаты опыта представлены в таблице. Шероховатость валков измеряли переносным профилеметром модели "Калибр-283-М", а долговечность устройства оценивали по количеству часов его эксплуатации. В табл. представлены результаты трех серий исследований. В первой серии изменяли длину L и диаметр d канала конуса (оп. №№ 1 - 8), во второй - изменяли длину 1 выходного раструба (оп. №№ 9 - 13). в третьей серии изменяли угол φ растр уба (оп. №№ 14 - 18). Как следует из первой серии опытов, наибольшая высота микрошероховатости валков Ra » 6,2 - 6,9 мкм обеспечивается при использовании конусов с параметрами d/L = 0,05 - 0,07 (оп. №№2, 3, 6, 7). В этих опытах достигнута и высокая эксплуатационная стойкость устройства 520 850 часов, что существенно выше прототипа, стойкость при наличии керамической вставки на выходе не превышает 220 ч. В оп. №№ 1, 4, 5, 8 (d/L > 0,1 и d/L 0,1 и I/L 2,5° и φ < 0,5 число пиков на 1 см длины равно 30-35 шт., что существенно меньше оптимальных значений. Близкие к оптимальным параметрам (40 - 45 шт. на 1 см длины) получены в оп. №№ 15 - 17 при φ = 1,0 - 1,5° при шероховатости 6,6 - 6,7 R a мкм. Таким образом, принятые параметры инструмента с d/L = 0,05 - 0,07, I/L = 0,05 - 0,1 и φ = 1 - 1,5° являются оптимальными. Использование их обеспечивает повышение эксплуатационной стойкости устройства до 520 - 850 ч, что в 2,3 - 3 ,8 раз выше, чем у прототипа, высота микрошероховатости и плотность пиков увеличиваются на 15 - 20%.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for notching rolls of mills for sheet rolling
Автори англійськоюNikolaiev Viktor Oleksandrovych, Vasyl’iev Oleksandr Hennadiiovych, Pylypenko Serhii Stepanovych, Kudrin Volodymyr Ivanovych, Sukhanov Viktor Mykhailovych, Tylyk Vasyl Trokhymovych
Назва патенту російськоюУстройство для насечки валков станов листовой прокатки
Автори російськоюНиколаев Виктор Александрович, Васильев Александр Геннадиевич, Пилипенко Сергей Степанович, Кудрин Владимир Иванович, Суханов Виктор Михайлович, Тылык Василий Трофимович
МПК / Мітки
МПК: B24B 39/00
Мітки: пристрій, станів, насічки, листової, валків, прокатки
Код посилання
<a href="https://ua.patents.su/3-3691-pristrijj-dlya-nasichki-valkiv-staniv-listovo-prokatki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для насічки валків станів листової прокатки</a>
Пристрій для притиску валків каландру
Номер патенту: 2660
Опубліковано: 26.12.1994
Автори: Музиченко Олег Олександрович, Толочко Олександр Васильович, Позняк Григорій Іванович
МПК: B29C 43/24
Мітки: пристрій, притиску, каландру, валків
Формула / Реферат:
Устройство для прижима валков каландра, содержащее силовые цилиндры, корпуса и штоки которых соединены посредством системы рычагов с корпусами подшипников перемещающихся валков каландра, отличающееся тем, что, с целью повышения качества перерабатываемого материала и расширения ассортимента перерабатываемого материала, оно снабжено смонтированными в корпусах подшипников верхнего и нижнего валков дополнительными рычагами и жестко...
Вузол валків
Номер патенту: 2619
Опубліковано: 26.12.1994
Автори: Міронов Євген Костянтинович, Мирошниченко Анатолій Васильович, Скороход Микола Михайлович, Чудновець Олександр Миколайович, Хорошілов Микола Макарович, Кірієнко Анатолій Іванович, Дорожко Іван Кирилович, Гавриленко Євген Дмитрович, Данилович Георгій Володимирович, Локтіонов Петро Якович
МПК: B21B 27/02
Формула / Реферат:
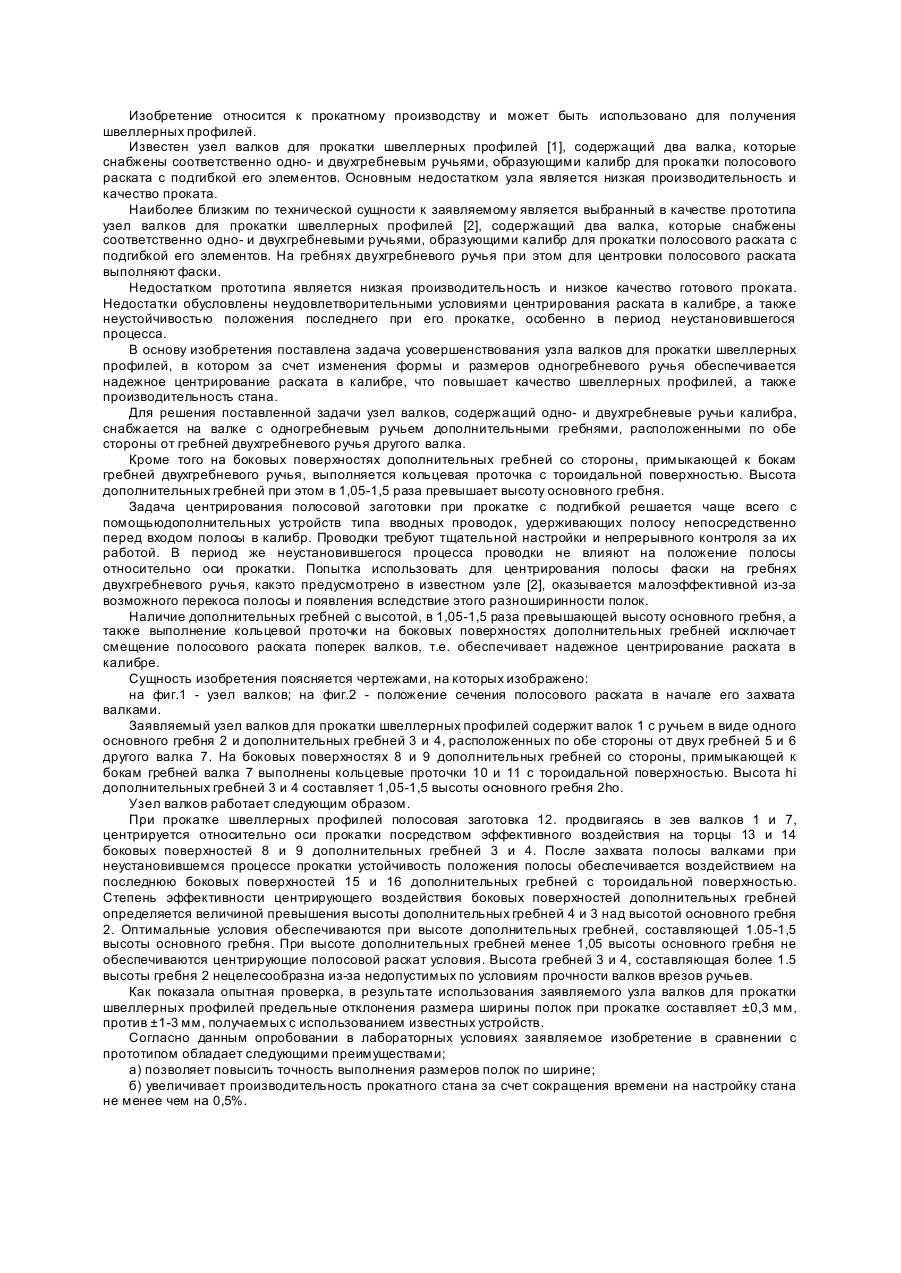
Узел валков для прокатки швеллерных профилей, содержащий валок с одногребневым ручьем и валок с двухгребневым ручьем с подгибкой полосового раската, отличающийся тем, что валок с одногребневым ручьем снабжен дополнительными гребнями с высотой, в 1,05-1,5 раза превышающей высоту основного гребня, расположенными по обе стороны от гребней двухгребневого ручья другого валка, а на боковых поверхностях дополнительных гребней со стороны, примыкающей...
Засіб монтажу валків двовалкової зубчастої дробарки та пристрій для його здійснення
Номер патенту: 1369
Опубліковано: 25.03.1994
Автори: Асс Віктор Львович, Лаєвський Леонід Семенович, Лаєвський Фелікс Леонідович, Трубчанін Віктор Іванович, Соколовський Юрій Олександрович, Добровольський Леонід Миколайович
МПК: B02C 4/28
Мітки: валків, двовалкової, пристрій, зубчастої, монтажу, здійснення, засіб, дробарки
Формула / Реферат:
1. Способ монтажа валков двухвалковой зубчатой дробилки, включающий установку осей валков параллельно друг другу, поворот валков и/или их дробящих органов вокруг оси вращения во взаимосогласованное положение при их вращении, закрепление валков и/или их дробящих органов и фиксацию валков на раме, отличающийся тем, что, с целью повышения качества дробленого продукта путем снижения в нем выхода мелких классов за счет повышения точности...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Токар Галина Миколаївна, Гольдштейн Леонід Борисович, Темніков Едуард Михайлович, Долуда Анатолій Олександрович, Свистунов Ігор Олександрович, Воронцов Микола Михайлович
МПК: B22D 13/02
Мітки: валків, відцентрового, спосіб, прокатних, лиття
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Обладнання для перевалювання валків прокатних клітей кварто
Номер патенту: 372
Опубліковано: 30.04.1993
Автори: Савенко Юрій Євдокимович, Барикін Віктор Іванович, Федоров Анатолій Михайлович, Ісіров Дмитро Іванович, Коросташевський Володимир Павлович, Руднев Анатолій Юхимович, Коросташевський Павло Володимирович, Голубченко Анатолій Костянтинович
МПК: B21B 37/16
Мітки: перевалювання, кварто, клітей, обладнання, валків, прокатних
Формула / Реферат:
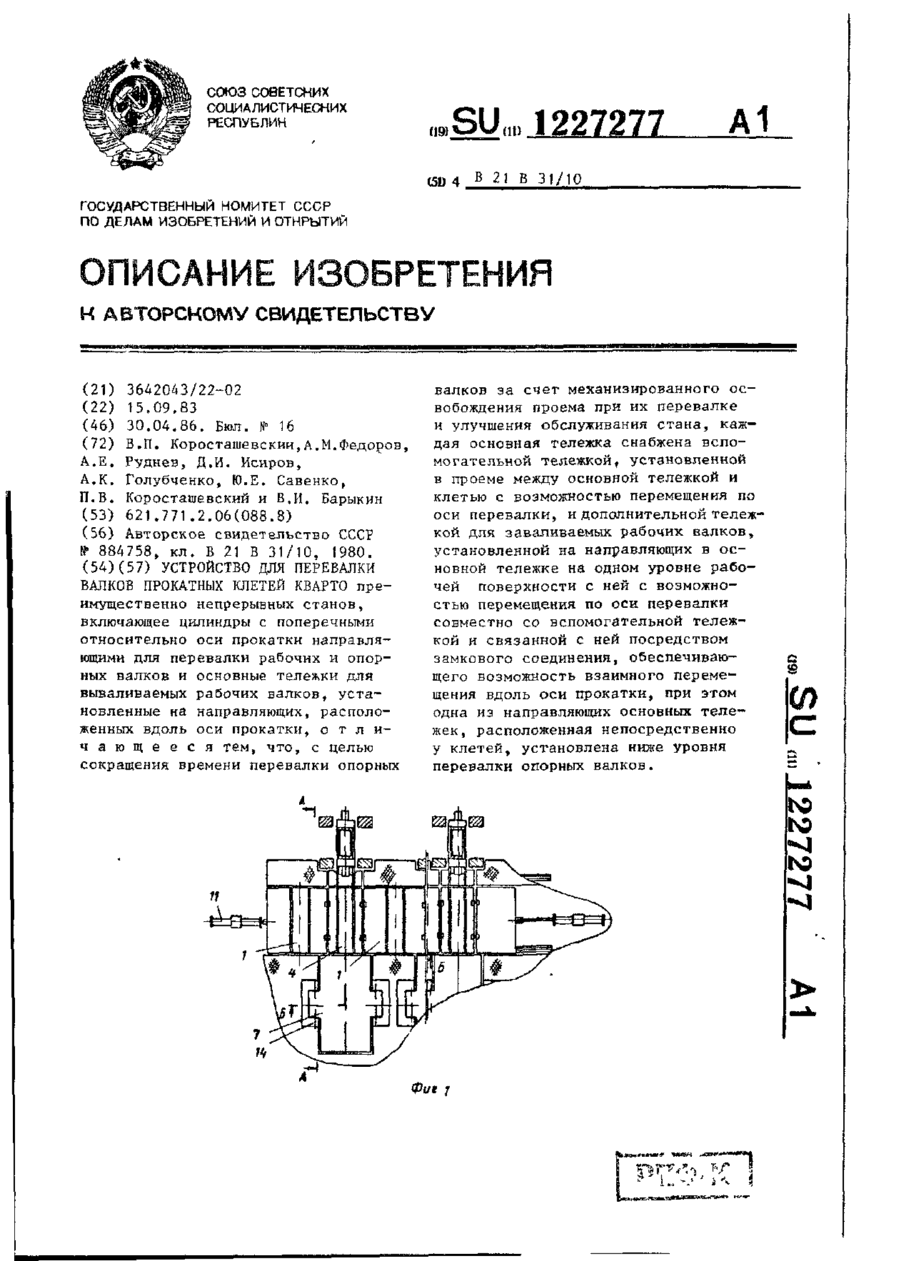
(57) Устройство для перевалки валков прокатных клетей кварто преимущественно непрерывных станов, включающее цилиндры с поперечными относительно оси прокатки направляющими для перевалки рабочих и опорных валков и основные тележки для вываливаемых рабочих валков, установленные на направляющих, расположенных вдоль оси прокатки, отличающееся тем, что, с целью сокращения времени перевалки опорных валков за счет механизированного освобождения...
Попередній патент: Спосіб вирощування злакових культур
Наступний патент: Пристрій дистанційного управління шахтними вентиляторами місцевого провітрювання
Випадковий патент: Частотно-фазовий дискримінатор