Спосіб композиційної консолідації непровідних ріжучих елементів абразивного інструменту
Номер патенту: 70138
Опубліковано: 25.05.2012
Автори: Сав'як Марія Прокопівна, Дерев'янко Олександр Васильович, Лучка Мирон Васильович

Формула / Реферат
Спосіб композиційної консолідації непровідних ріжучих елементів абразивного інструменту, що включає плакування ріжучих елементів, подальше формування та спікання матриці, який відрізняється тим, що ріжучі елементи додатково піддаються металізації методом механоактивації в аморфізованих сумішах, які попередньо приготовлені у планетарному млині, та градієнтному гальванопорошковому плакуванню електрохімічним методом активованих металізованих ріжучих елементів, що сприяє подальшій консолідації, яка забезпечується суміщенням спікання, з дифузійним легуванням і евтектичним проплавленням за фінішної операції хіміко-термічної обробки, яка здійснюється методом гарячого електроімпульсного пресування.
Текст
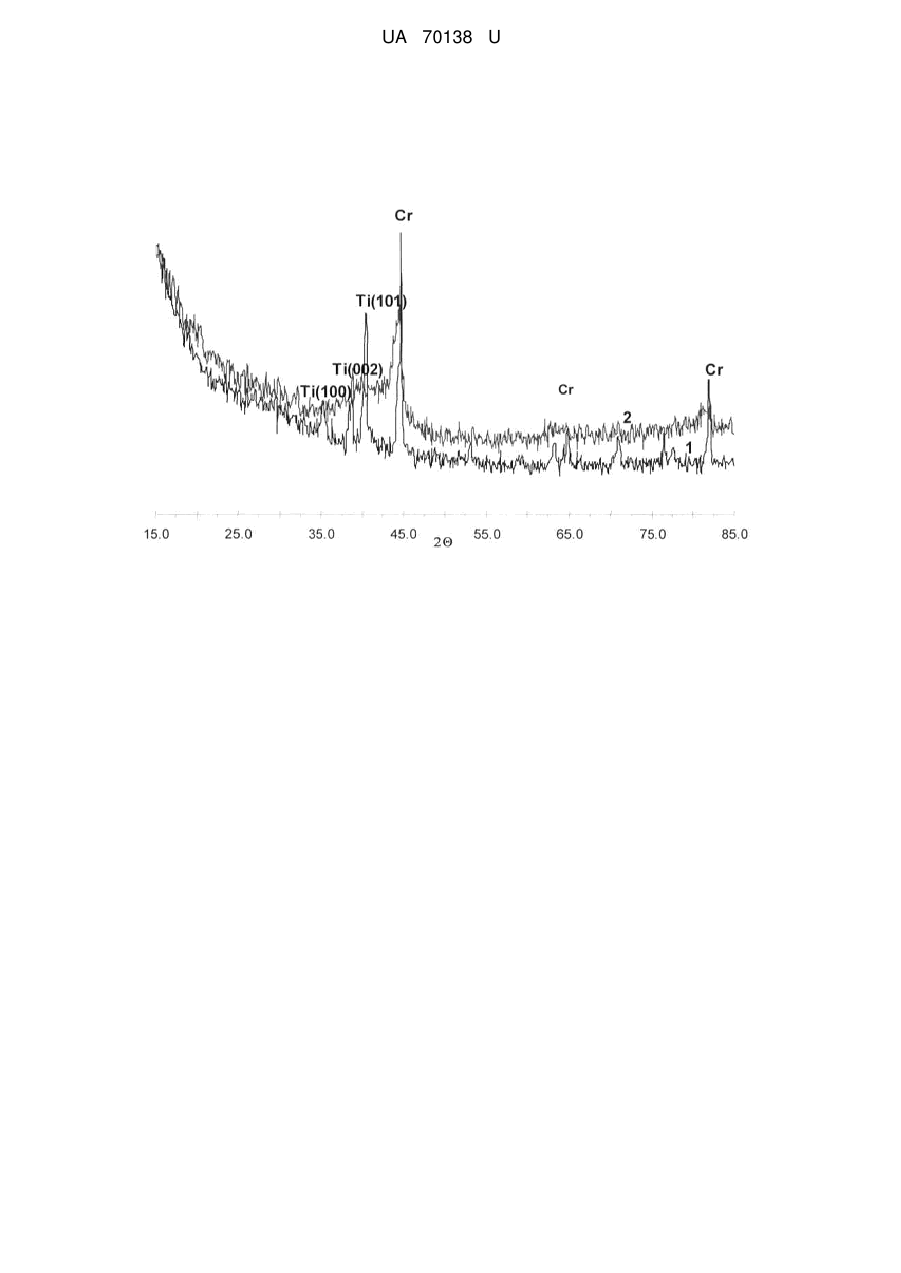
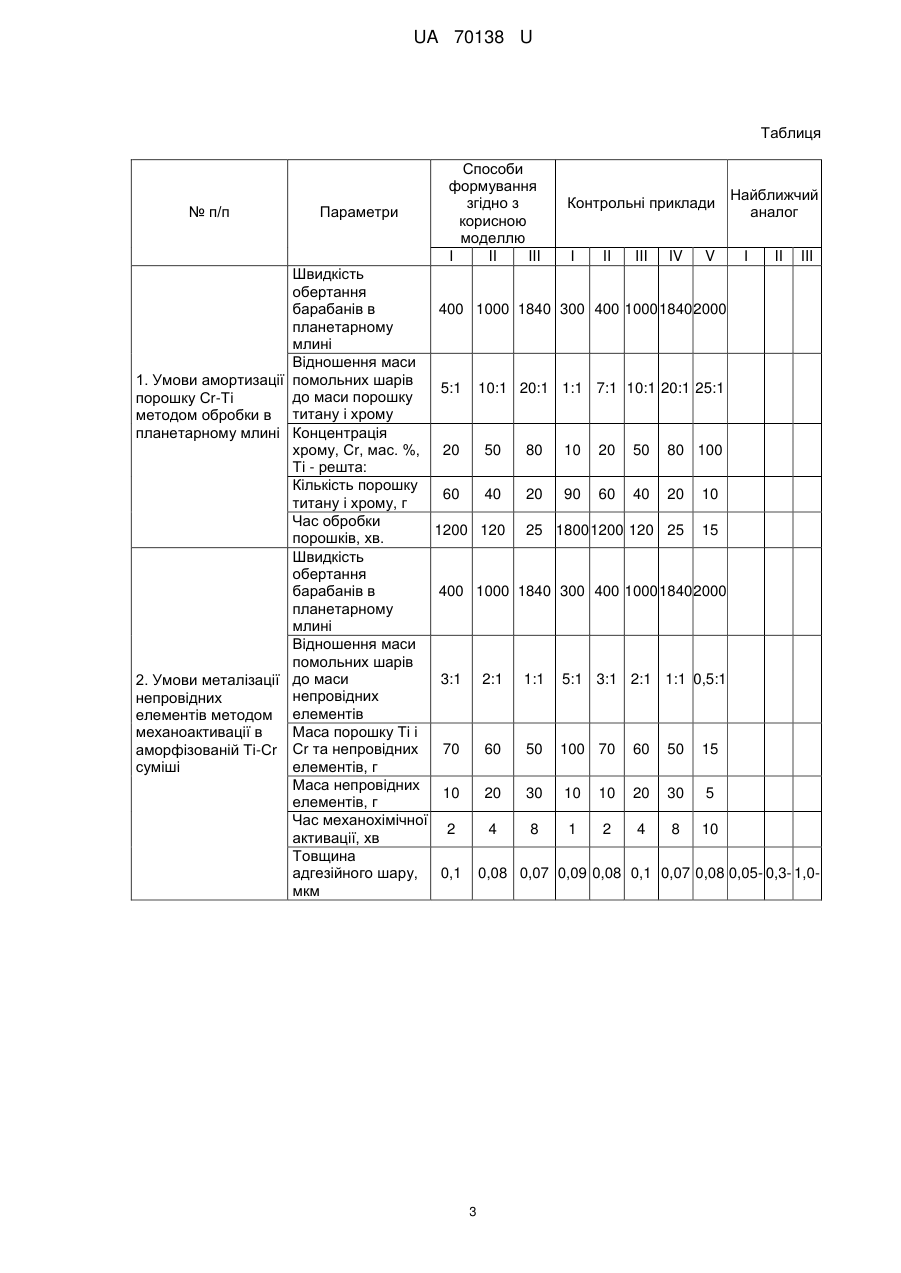
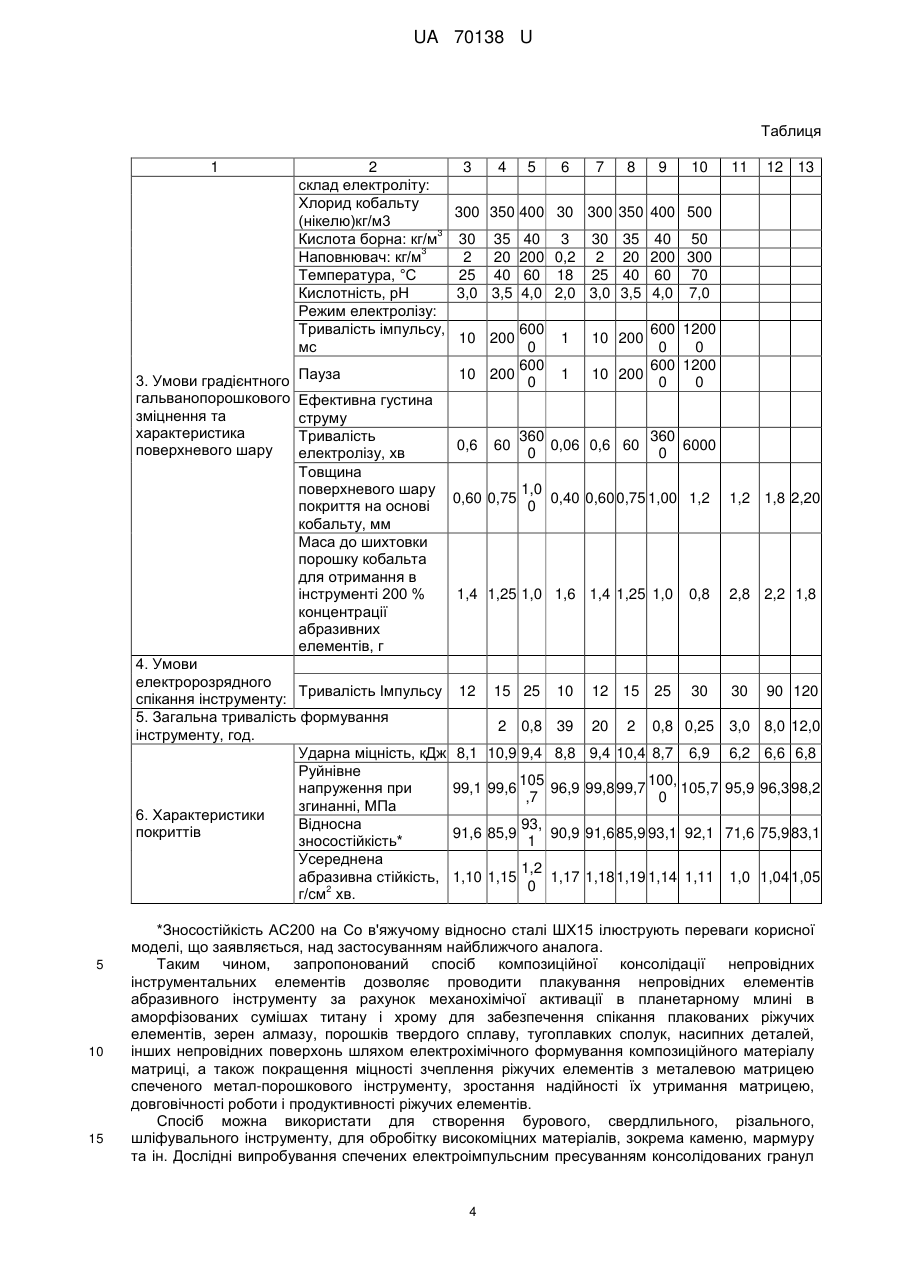
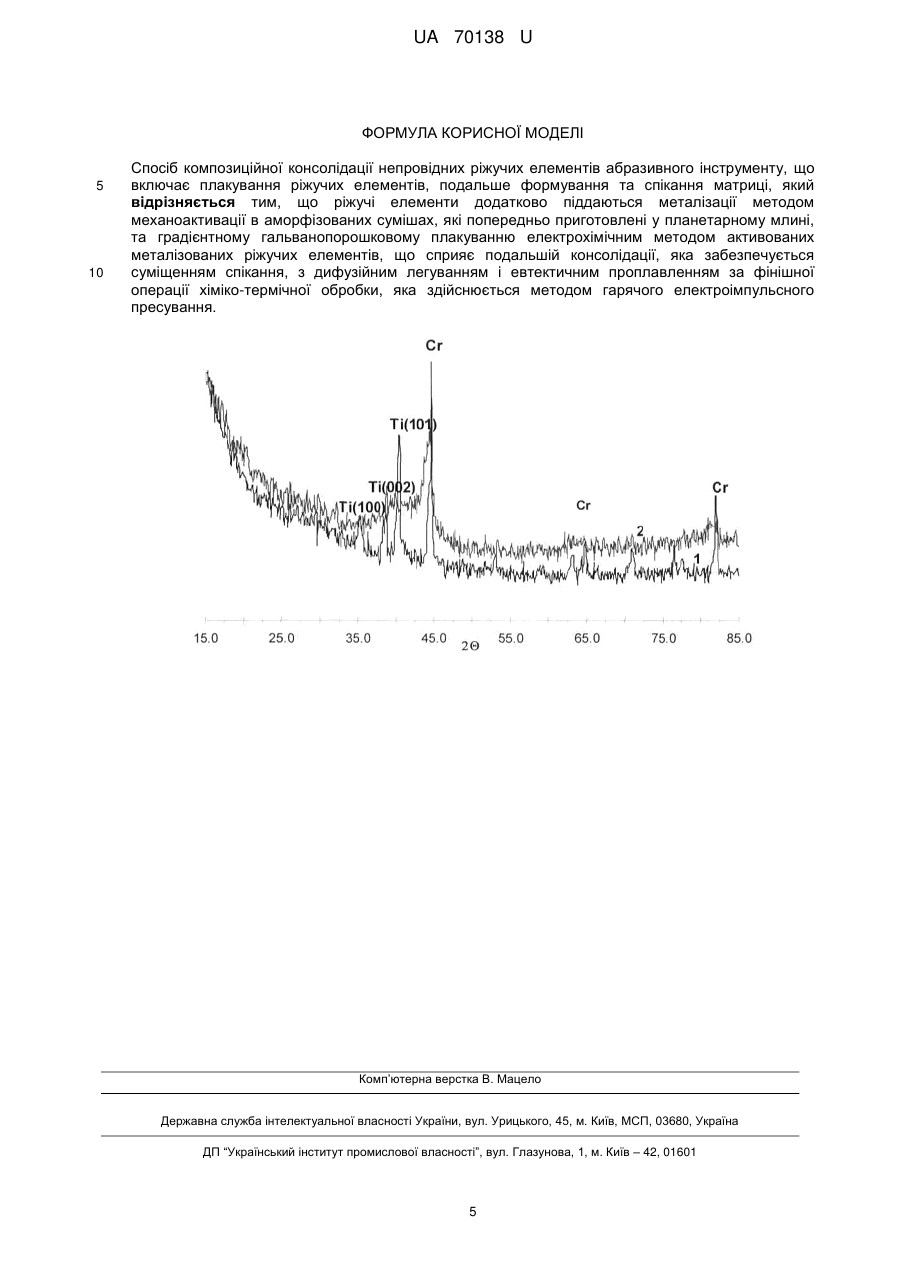
Реферат: Спосіб композиційної консолідації непровідних ріжучих елементів абразивного інструменту включає плакування ріжучих елементів, подальше формування та спікання матриці. Ріжучі елементи додатково піддаються металізації методом механоактивації в аморфізованих сумішах та градієнтному гальванопорошковому плакуванню електрохімічним методом активованих металізованих ріжучих елементів. UA 70138 U (54) СПОСІБ КОМПОЗИЦІЙНОЇ КОНСОЛІДАЦІЇ НЕПРОВІДНИХ РІЖУЧИХ ЕЛЕМЕНТІВ АБРАЗИВНОГО ІНСТРУМЕНТУ UA 70138 U UA 70138 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до порошкової металургії, а саме до гальванопорошкового зміцнення, захисту та відновлення виробів в процесі електрохімічного виробництва і спікання порошкових матеріалів з композиційними електролітичними покриттями (КЕП). Відомий спосіб плакування формуванням композиційних покриттів на катоді з електроліту, що містить порошки дибориду хрому, з наступною високотемпературною консолідацією (Пат. (Україна) № 13683. - МПК C25D15/00.- Спосіб для отримання композиційних покриттів на основі нікелю // Гуслієнко Ю.О., Яненский В.Н., Лучка М.В. - Опубл. 25.04.97. - Бюл. № 2). Головний недолік способу композиційного плакування є неможливість нанесення покриття на непровідні матеріали ріжучих елементів, а відтак неможлива їх консолідація, навіть за температур вище 1333-1427 К металом матриці абразивного інструменту. Плакування металом групи заліза розкладанням їх простих солей, на поверхні непровідних ріжучих елементів і наступне високотемпературне спікання є можливим з використанням відомого гідрометалургійного методу в автоклаві. (Гелейшвілі Т.П. Композиційні порошки гідрометалургійного виробництва. Технологія, властивості, застосування: Автореферат дис. дра тех. наук: 05.16.05 - порошкова металургія / Білоруск. республ. НПО ПМ. - Мінськ. 1989. - 56 с). Процес високотемпературний (зверх 0,7 температури плавлення металу матриці, у вакуумі), потребує підвищеного, понад десятків і сотень атмосфер тиску, довготривалий, для отримання шару покриття кобальтом товщиною 0,1 мм потрібно не менше 10 годин. Прогресивним способом є створення провідних покриттів шляхом металізації порошкових і дрібних ріжучих елементів способом розпилення у вакуумі металу за допомогою електроннопроменевого нагрівання (Найдич Ю.В., Колесниченко Г.А., Костюк Б.Д. Металізація порошків розпиленням металу за допомогою електронно-променевого нагрівання - Порошкова металургія, 1973, № 9, С.91-93). Процес придатний для створення, наприклад на алмазних зернах електропровідних шарів карбідоутворюючих металів, зокрема хрому, титану, але не може бути придатним для подальшої консолідації спіканням. Найбільш близьким за сукупністю ознак до заявлюваної корисної моделі є абразивний матеріал для виготовлення алмазно-абразивного інструменту (Патент США № 5224969, кл. В24D11/00. Алмазні багатошарові покриття і спосіб їх нанесення. - 1993), який включає алмазне зерно з металевим шаром, у вигляді адгезійної і в'язкої оболонки та твердої W, Мо оболонки зверху, на в'язкому підшарі. Алмазний порошок ½ карата змішували з порошком хрому 325 меш. 200 г порошку хрому обробляли розчином 36 % НСl протягом години потім сушили. Суміш обробляли в трубчастій печі при 800 °C протягом 1 години в атмосфері метану, що сприяло утворенню карбідохромового шару. Алмаз, покритий карбідохромовим шаром, змішували з порошком титану 325 меш. і знову обробляли цю суміш 36 % НСl, як описано вище. Таку суміш 5 титану і покритого хромом алмазу обробляли в вакуумі 10- тор при 900 °C протягом 6 годин. Алмаз покритий титаном і хромом азотували в середовищі N2 при 1000 °C протягом двох годин до утворення TiN. Одночасно протікає утворення карбонітриду TiCN. Такі ж самі процеси протікають при застосуванні замість титану ванадію, цирконію, ніобію танталу. Якщо проміжні шари складаються із Fe, Ni, Co, Cu, азотування не проводять, а алмаз покритий Cr/Ti загружають в CVD камеру і покривають вольфрамом товщиною 30 мк, що необхідно для того, щоб цей шар слугував ефективним бар'єром для міграції елементів (Fe, Ni, Co, Cu), якщо використати техніку гарячого пресування, то необхідна товщина вольфрамового шару може бути 5 мкм. Спосіб довготривалий, потребує складної техніки, а саме вакуумного обладнання, а також високих температур; мала електропровідність утвореного шару карбонітриду TiCN на поверхні металізованих зерен, що суттєво знижує шанс композиційної консолідації електрохімічним плакуванням гранул, операції, передуючої спіканню абразивного інструменту, невисока продуктивність, зносостійкість і довговічність одержаних виробів. Задачею корисної моделі "Спосіб композиційної консолідації непровідних елементів абразивного інструменту" є забезпечення потрібної провідності ріжучих елементів для наступного електрохімічного формування у композиційний матеріал матриці абразивного інструменту шляхом їх плакування та консолідації для забезпечення зносостійкості та покращення міцності зчеплення ріжучих елементів з металевою матрицею, що сприяє покращенню механічних властивостей абразивного інструменту. Поставлена задача вирішується тим, що ріжучі елементи додатково піддаються металізації методом механоактивації в аморфізованих сумішах, попередньо приготовлених у планетарному млині, та градієнтному гальванопорошковому зміцненню плакуванням електрохімічним методом механоактивованих ріжучих елементів, що сприяє утворенню адгезійноактивного прошарку тугоплавких сполук титану і хрому з вивільненими неметалами, наявними на поверхні контакту 1 UA 70138 U 5 10 15 20 25 30 35 40 45 50 55 ріжучих елементів, механоактивного прошарку і композиційного шару матриці за наступної консолідації, яка забезпечується суміщенням спікання, з дифузійним легуванням і евтектичним проплавленням за фінішної операції хіміко-термічної обробки, яка здійснюється методом гарячого електроімпульсного пресування у графітоподібних прес-формах, утворенню адгезійноактивного прошарку тугоплавких сполук титану і хрому з вивільненими неметалами, наявними на поверхні контакту ріжучих елементів, активного шару і композиційного прошарку матриці. Суть корисної моделі полягає у тому, що градієнтне гальванопорошкове плакування електрохімічним методом, попередньо активованих у планетарному млині в аморфізованих сумішах металізованих ріжучих елементів, формування та спікання матриці, відбувається після того, як ріжучі елементи додатково піддаються металізації методом механоактивації ріжучих елементів, що сприяє подальшій консолідації, яка забезпечується суміщенням спікання, з дифузійним легуванням і евтектичним проплавленням за фінішної операції хіміко-термічної обробки, зокрема методом гарячого електроімпульсного пресування. Спосіб не потребує складного вакуумного обладнання, металізація методом механоактивації продовжується протягом 2 хвилин, процес протікає при температурах 40-80 °C, електропровідність отриманого шару достатня для проведення електрохімічного плакування. Для створення електропровідного прошарку на непровідних елементах абразивного інструменту, покращення консолідації і електрохімічного плакування, ріжучі елементи додатково піддаються металізації методом механоактивації попередньо приготовлених у планетарному млині нанопоршкових надпластичних сумішах сплаву титану і хрому, масова доля яких складає: хрому від 20 мас. % до 80 мас. %, решту - титан. Приклад. Помел порошків суміші титану і хрому в планетарному млині АІР-015М протягом 25 хв приводить до сильної аморфізації за пластичної деформації титану. На кресленні представлені рентгенівські дифрактограми порошків суміші титану і хрому до (дифрактограма 1) і після 25 хвилин обробки (дифрактограма 2) синтезованої в планетарному млині. На дифрактограмах порошків отриманих при помелі протягом 25 хв хрому і титану у атомному співвідношенні маси хрому до титану 20:80 та 50:50, лінії титану, що відповідають площинам відбиття (101) (002) і (100) для -Ті для складів Ті20Сr80 і Ті50Сr50 зникають, що свідчить про повну аморфізацію титану, а рентгенівські рефлекси для Сr сильно розмиті і зміщені у бік менших кутів. Розмір зерен хрому, що отримують механохімічним синтезом при помелі суміші порошків титана і хрому протягом 25 хв, розрахований по формулі Шерера, відповідає 20-30 нм. Якщо в барабан, де знаходиться така пластична аморфізована наносуміш, помістити непровідний твердий матеріал і додатково помолоти протягом 2 хвилин, то хром-титанова суміш покриває цей матеріал електропровідною плівкою, адгезійно активного прошарку. Це забезпечує: - створення надійного електропровідного прошарку; - поліпшення керованості режиму виділення металу матриці композиційних електролітичних покриттів (КЕП); - підвищення ступеню наповнення КЕП, як макро- так мікро- і нанорозмірним порошковим наповнювачем; - проведення гальванопорошкової металізації значно більшої номенклатури зерен порошків, зокрема тугоплавких сполук, алмазів, ріжучих поверхонь робочих елементів дрібних деталей абразивних інструментів; - покращення умов прикінцевої операції електроімпульсного, електророзрядного спікання, зокрема адгезійних властивостей і міцності утримання плакованих КЕП-ми абразивних елементів; - забезпечення рівномірності розподілу елементів в інструменті за рахунок нанесення КЕП заданої товщини плакування; - покращення міцності зчеплення за рахунок утворених нових сполук, зокрема карбідів в адгезійному підшарі на непровідних зернах, отриманих за механохімічної активації в надпластичній суміші порошку титану і хрому; - забезпечення потрібної адгезії ріжучих елементів до металевої матриці КЕП, зносостійкості та продуктивності роботи спеченого інструменту. Дані, отримані за механоактивації ріжучих елементів абразивного інструменту та випробовування властивостей ріжучих елементів плакованого алмазного і твердосплавного абразивного інструменту, наведені в табл. 2 UA 70138 U Таблиця № п/п Параметри Швидкість обертання барабанів в планетарному млині Відношення маси 1. Умови амортизації помольних шарів до маси порошку порошку Сr-Ті методом обробки в титану і хрому планетарному млині Концентрація хрому, Сr, мас. %, Ті - решта: Кількість порошку титану і хрому, г Час обробки порошків, хв. Швидкість обертання барабанів в планетарному млині Відношення маси помольних шарів 2. Умови металізації до маси непровідних непровідних елементів методом елементів Маса порошку Ті і механоактивації в аморфізованій Ті-Сr Сr та непровідних елементів, г суміші Маса непровідних елементів, г Час механохімічної активації, хв Товщина адгезійного шару, мкм Способи формування згідно з корисною моделлю І II III Контрольні приклади І II III IV V Найближчий аналог І II III 400 1000 1840 300 400 1000 1840 2000 5:1 10:1 20:1 1:1 7:1 10:1 20:1 25:1 20 50 80 10 20 50 80 100 60 40 20 90 60 40 20 10 25 1800 1200 120 25 15 1200 120 400 1000 1840 300 400 1000 1840 2000 3:1 2:1 1:1 5:1 3:1 2:1 1:1 0,5:1 70 60 50 100 70 60 50 15 10 20 30 10 10 20 30 5 2 4 8 1 2 4 8 10 0,1 0,08 0,07 0,09 0,08 0,1 0,07 0,08 0,05- 0,3- 1,0 3 UA 70138 U Таблиця 1 3. Умови градієнтного гальванопорошкового зміцнення та характеристика поверхневого шару 2 склад електроліту: Хлорид кобальту (нікелю)кг/м3 3 Кислота борна: кг/м 3 Наповнювач: кг/м Температура, °С Кислотність, рН Режим електролізу: Тривалість імпульсу, мс Пауза Ефективна густина струму Тривалість електролізу, хв Товщина поверхневого шару покриття на основі кобальту, мм Маса до шихтовки порошку кобальта для отримання в інструменті 200 % концентрації абразивних елементів, г 4. Умови електророзрядного Тривалість Імпульсу спікання інструменту: 5. Загальна тривалість формування інструменту, год. Ударна міцність, кДж Руйнівне напруження при згинанні, МПа 6. Характеристики Відносна покриттів зносостійкість* Усереднена абразивна стійкість, 2 г/см хв. 5 10 15 3 4 5 6 7 8 9 10 11 12 13 300 350 400 30 300 350 400 500 30 35 2 20 25 40 3,0 3,5 40 3 30 200 0,2 2 60 18 25 4,0 2,0 3,0 600 0 600 10 200 0 10 200 0,6 60 0,60 0,75 1 1 35 20 40 3,5 40 50 200 300 60 70 4,0 7,0 600 1200 0 0 600 1200 10 200 0 0 10 200 360 360 0,06 0,6 60 6000 0 0 1,0 0,40 0,60 0,75 1,00 1,2 0 1,2 1,8 2,20 1,4 1,25 1,0 1,6 1,4 1,25 1,0 0,8 2,8 2,2 1,8 12 30 30 15 25 10 2 0,8 39 12 15 25 20 2 0,8 0,25 8,1 10,9 9,4 8,8 9,4 10,4 8,7 6,9 90 120 3,0 8,0 12,0 6,2 6,6 6,8 99,1 99,6 105 100, 96,9 99,8 99,7 105,7 95,9 96,3 98,2 ,7 0 91,6 85,9 93, 90,9 91,6 85,9 93,1 92,1 71,6 75,9 83,1 1 1,10 1,15 1,2 1,17 1,18 1,19 1,14 1,11 0 1,0 1,04 1,05 *Зносостійкість АС200 на Со в'яжучому відносно сталі ШХ15 ілюструють переваги корисної моделі, що заявляється, над застосуванням найближчого аналога. Таким чином, запропонований спосіб композиційної консолідації непровідних інструментальних елементів дозволяє проводити плакування непровідних елементів абразивного інструменту за рахунок механохімічої активації в планетарному млині в аморфізованих сумішах титану і хрому для забезпечення спікання плакованих ріжучих елементів, зерен алмазу, порошків твердого сплаву, тугоплавких сполук, насипних деталей, інших непровідних поверхонь шляхом електрохімічного формування композиційного матеріалу матриці, а також покращення міцності зчеплення ріжучих елементів з металевою матрицею спеченого метал-порошкового інструменту, зростання надійності їх утримання матрицею, довговічності роботи і продуктивності ріжучих елементів. Спосіб можна використати для створення бурового, свердлильного, різального, шліфувального інструменту, для обробітку високоміцних матеріалів, зокрема каменю, мармуру та ін. Дослідні випробування спечених електроімпульсним пресуванням консолідованих гранул 4 UA 70138 U твердосплавних елементів, виготовлених з циліндричних пластинок (діаметром 8 мм і висотою 3,5 мм) за зносостійкістю в екстремальних умовах (за наявності дії гіроабразиву) показали, що їх працездатність не поступається алмазовмісним відрізним кругам на бакеліті. 5 UA 70138 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 Спосіб композиційної консолідації непровідних ріжучих елементів абразивного інструменту, що включає плакування ріжучих елементів, подальше формування та спікання матриці, який відрізняється тим, що ріжучі елементи додатково піддаються металізації методом механоактивації в аморфізованих сумішах, які попередньо приготовлені у планетарному млині, та градієнтному гальванопорошковому плакуванню електрохімічним методом активованих металізованих ріжучих елементів, що сприяє подальшій консолідації, яка забезпечується суміщенням спікання, з дифузійним легуванням і евтектичним проплавленням за фінішної операції хіміко-термічної обробки, яка здійснюється методом гарячого електроімпульсного пресування. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for composite consolidation of the nonconductive cutting elements of abrasive tool
Автори англійськоюLuchka Myron Vasyliovych, Derevianko Oleksandr Vasyliovych, Saviak Mariia Prokopivna
Назва патенту російськоюСпособ композиционной консолидации непроводящих режущих элементов абразивного инструмента
Автори російськоюЛучка Мирон Васильевич, Деревянко Александр Васильевич, Савьяк Мария Прокофьевна
МПК / Мітки
МПК: C25D 17/00, C25D 15/00
Мітки: непровідних, консолідації, абразивного, спосіб, ріжучих, композиційної, елементів, інструменту
Код посилання
<a href="https://ua.patents.su/8-70138-sposib-kompozicijjno-konsolidaci-neprovidnikh-rizhuchikh-elementiv-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб композиційної консолідації непровідних ріжучих елементів абразивного інструменту</a>
Спосіб виготовлення робочого шару абразивного інструменту
Номер патенту: 26338
Опубліковано: 10.09.2007
Автори: Лавріненко Валерій Іванович, Пасічний Олег Олегович, Ситник Борис Васильович, Ткач Василь Миколайович
МПК: B24D 3/00
Мітки: виготовлення, шару, абразивного, спосіб, інструменту, робочого
Формула / Реферат:
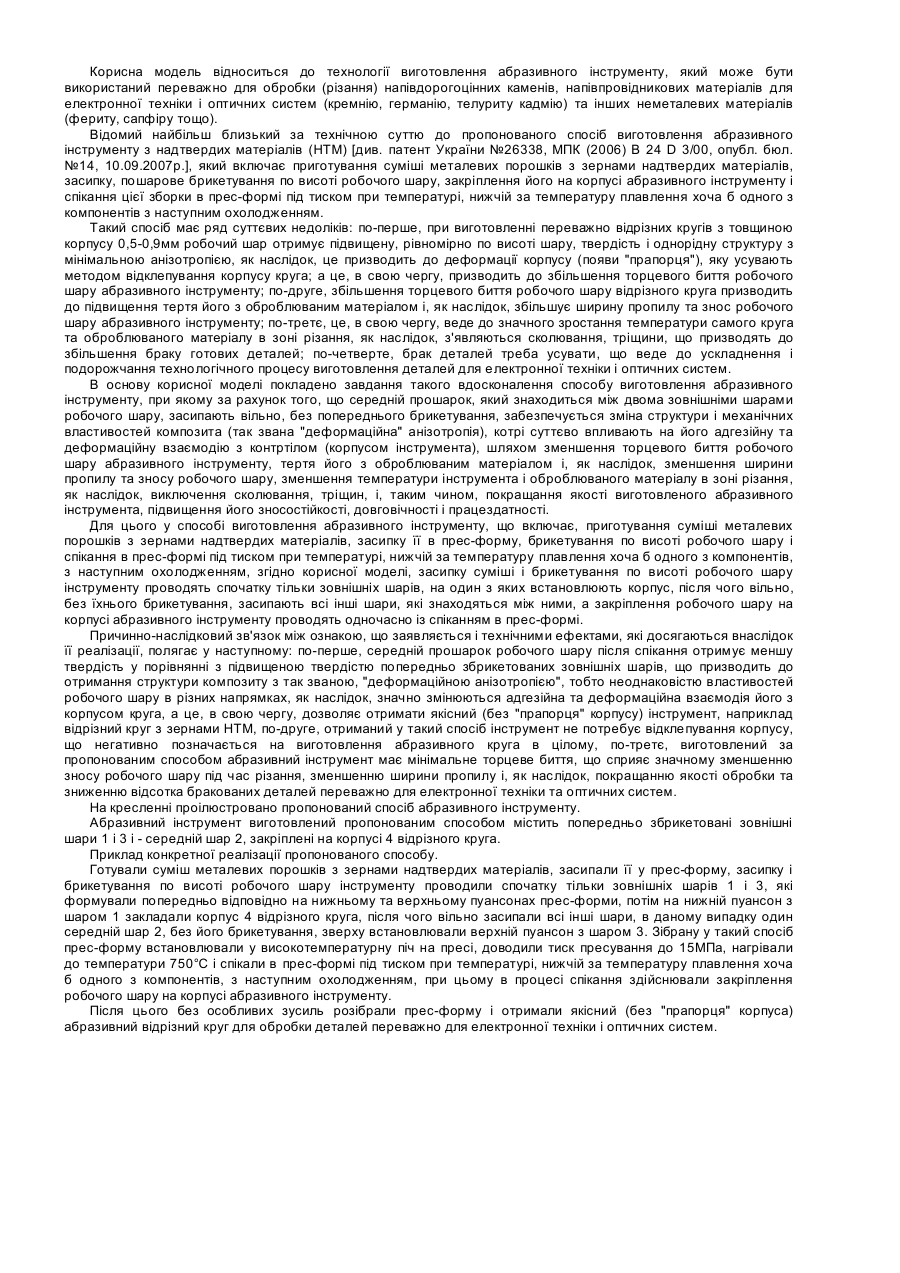
Спосіб виготовлення робочого шару абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку, брикетування і спікання її в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що брикетування по висоті робочого шару інструменту здійснюють пошарово.
Спосіб виготовлення абразивного інструменту
Номер патенту: 32366
Опубліковано: 12.05.2008
Автори: Ткач Сергій Васильович, Пасічний Олег Олегович, Ситник Борис Васильович, Лавріненко Валерій Іванович
МПК: B24D 3/00
Мітки: спосіб, виготовлення, інструменту, абразивного
Формула / Реферат:
Спосіб виготовлення абразивного інструменту, що включає приготування суміші металевих порошків з зернами надтвердих матеріалів, засипку її в прес-форму і брикетування по висоті робочого шару, закріплення робочого шару на корпусі абразивного інструменту, спікання в прес-формі під тиском при температурі, нижчій за температуру плавлення хоча б одного з компонентів, з наступним охолодженням, який відрізняється тим, що засипку суміші і...
Спосіб виготовлення абразивного інструменту на гальванічній зв’язці з орієнтованими зернами
Номер патенту: 22491
Опубліковано: 25.04.2007
Автори: Лавріненко Валерій Іванович, Бровченко Анатолій Михайлович, Смоквина Володимир Віталійович
МПК: B24D 3/00
Мітки: виготовлення, інструменту, зв'язці, спосіб, зернами, орієнтованими, абразивного, гальванічний
Формула / Реферат:
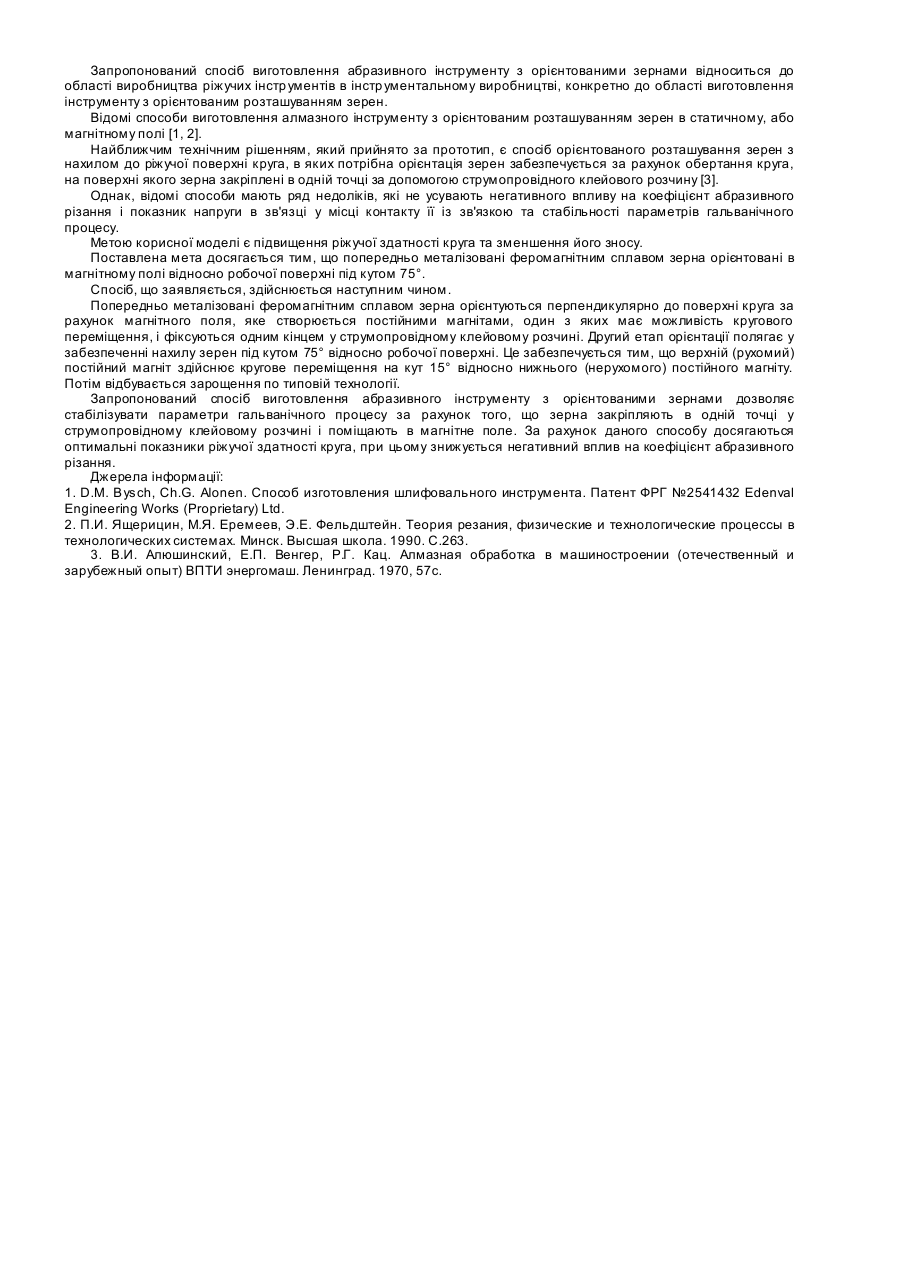
Спосіб виготовлення абразивного інструменту на гальванічній зв'язці, на поверхні якого зерна закріплені в одній точці за допомогою струмопровідного клейового розчину, який відрізняється тим, що попередньо металізовані феромагнітним сплавом зерна орієнтують в магнітному полі відносно робочої поверхні під кутом 75°.
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Кравченко Борис Васильович, Бабічєв Анатолій Прокопович, Пєтухова Олена Володимирівна, Мєльнікова Олена Павлівна
МПК: B24D 18/00, C08L 25/00, B24D 17/00, C08J 5/14
Мітки: виготовлення, спосіб, абразивного, інструменту
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Зв’язка абразивного інструменту
Номер патенту: 41448
Опубліковано: 25.05.2009
Автори: Шепелев Анатолій Олександрович, Дуброва Олександр Євгенович
МПК: B24D 3/06
Мітки: інструменту, абразивного, зв'язка
Формула / Реферат:
Зв'язка абразивного інструменту, що містить мідь, олово, фенолформальдегідну смолу, яка відрізняється тим, що вона додатково містить графіт і дисульфід молібдену, при наступному співвідношенні компонентів, мас. %: фенолформальдегідна смола 10...20 графіт 1...5 дисульфід молібдену 3...8 олово 14...25 ...
Попередній патент: Діагностика коморбідної ішемічної хвороби серця у хворих із хронічним обструктивним захворюванням легень
Наступний патент: Спосіб оцінки функціонального стану системи кровообігу
Випадковий патент: Протипожежні двері та протипожежна дверна рама