Контактний плоский дріт
Формула / Реферат
Контактная плоская проволока для шовной контактной сварки плакированных листов, имеющая канавки на рабочей поверхности, отличающаяся тем, что, с целью повышения надежности и качества сварки листов с покрытием с низкой электропроводностью и листов с неэлектропроводным покрытием, канавки выполнены продольными с глубиной 0,15-0,20 мм, а выступы между канавками выполнены острыми с расстоянием между вершинами 0,3-0,4 мм.
Текст
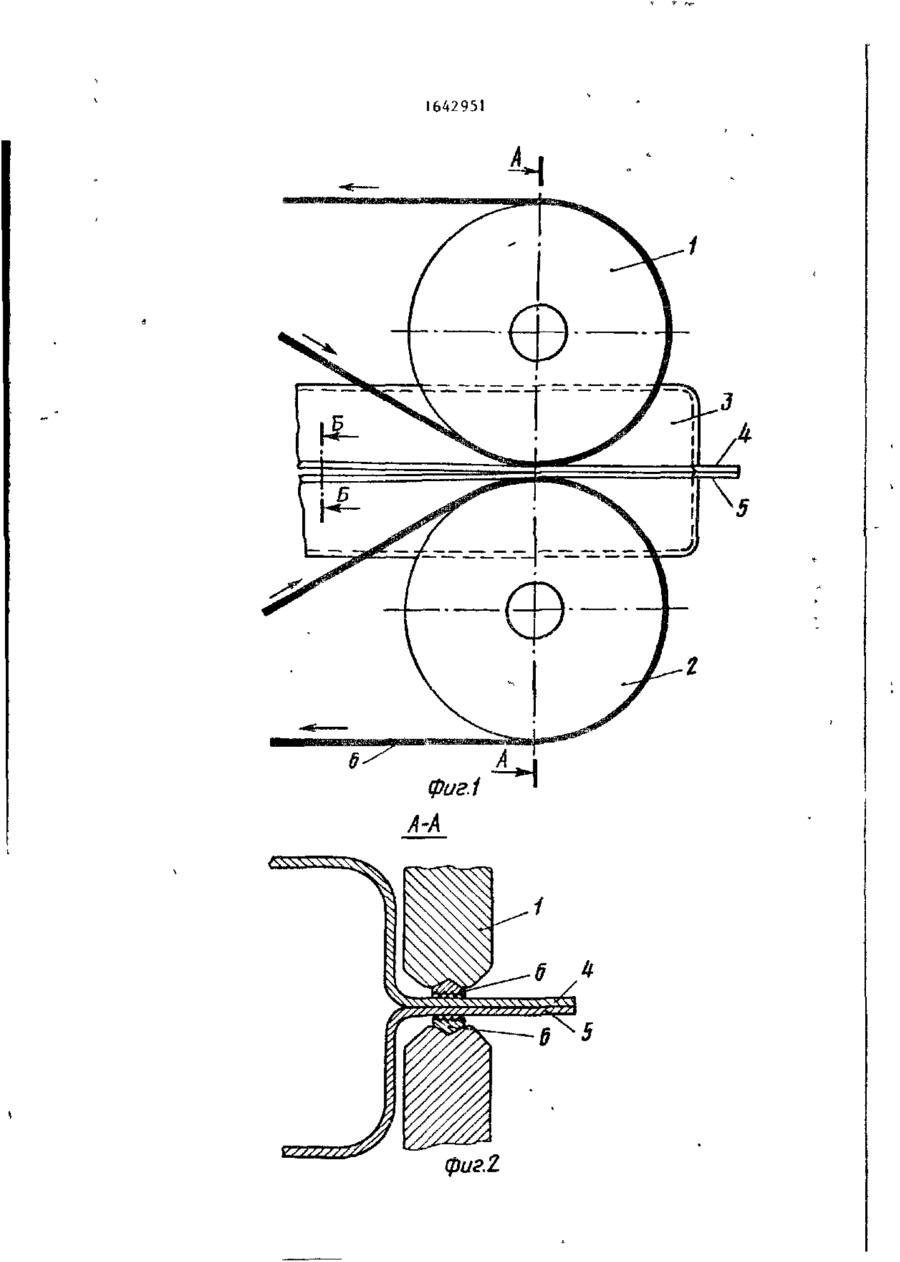
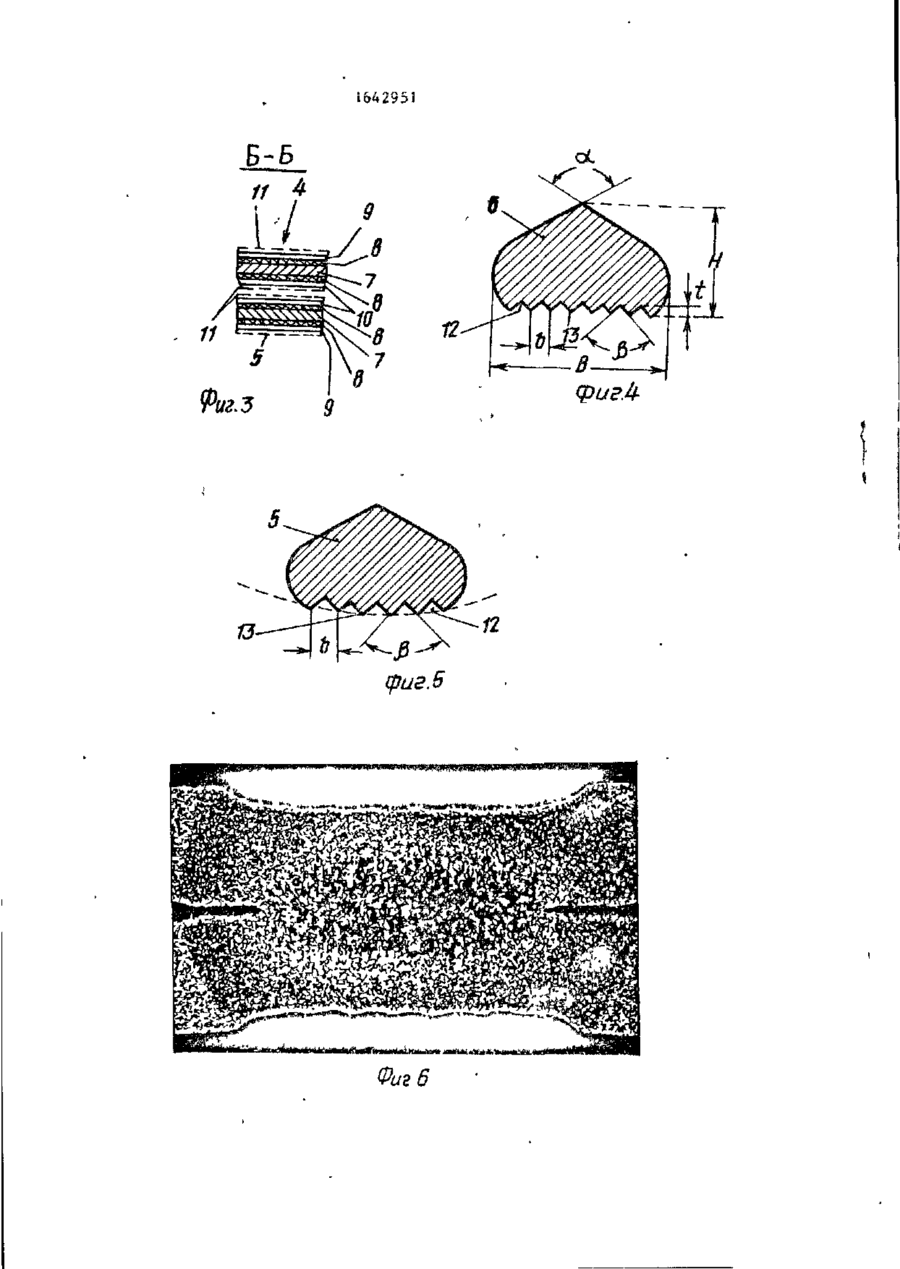
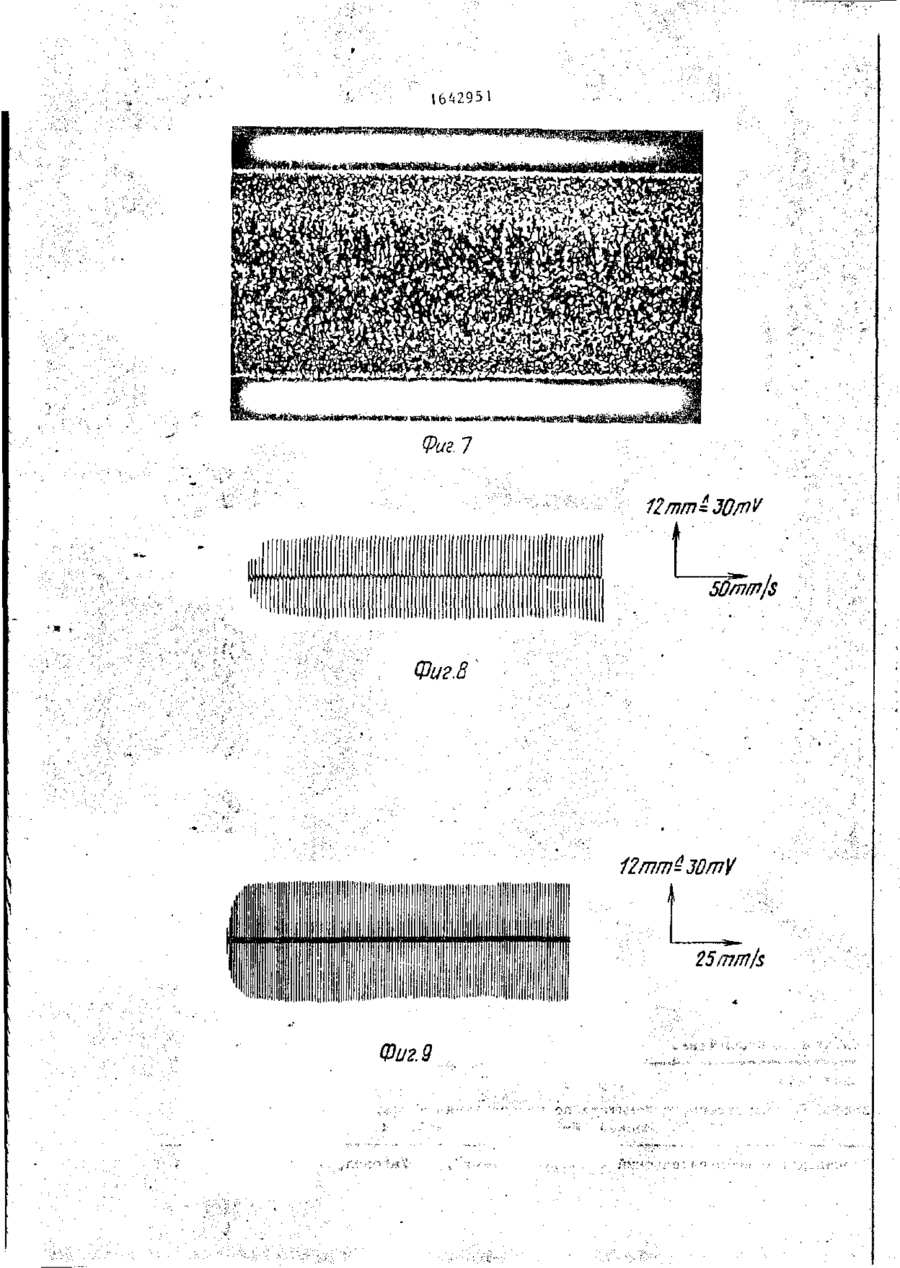
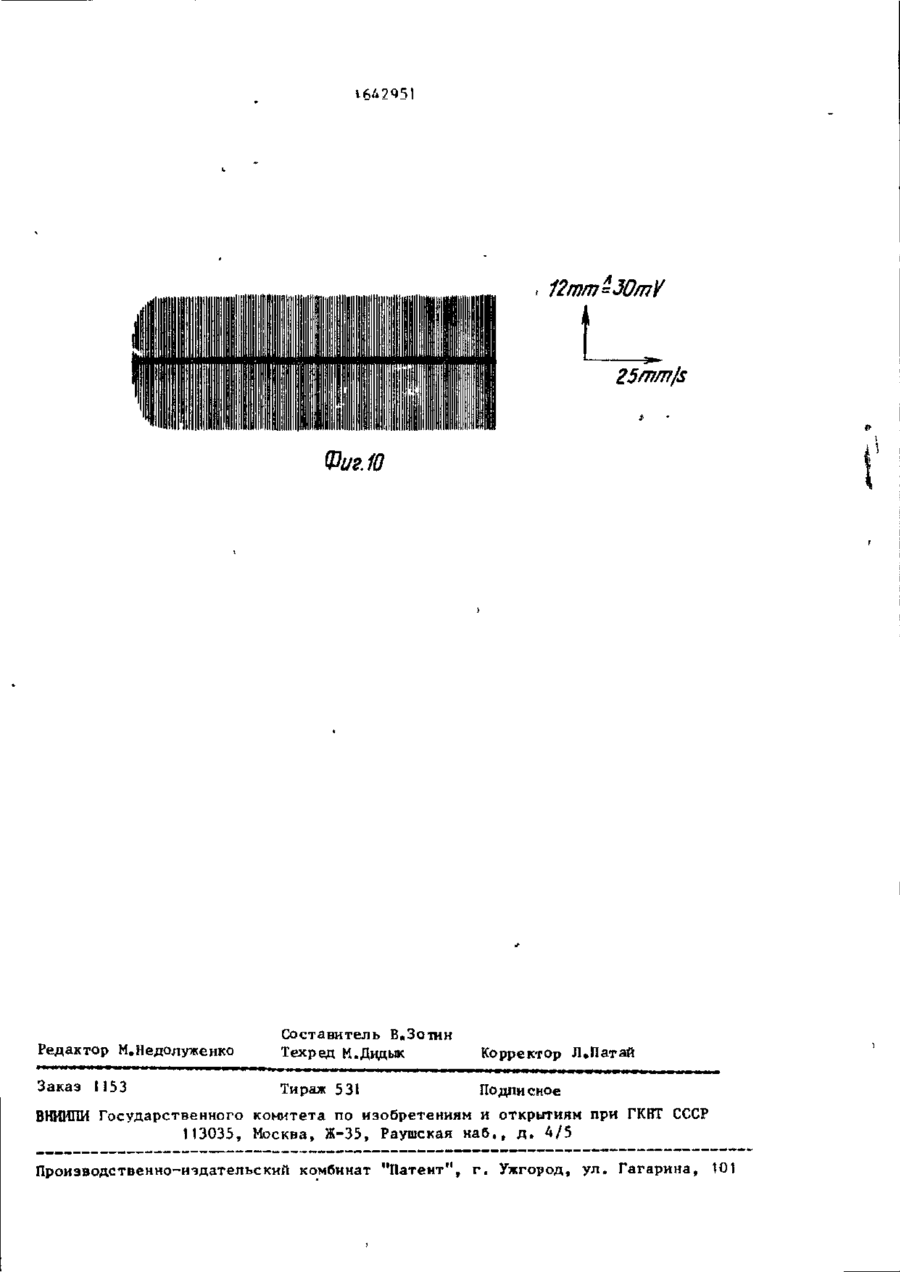
Изобретение относится к оборудованию для шовной контактной с в а р к и , в частности к сварочным машинам с электродами, выполненными в виде * проволоки, и может быть и с п о л ь з о в а но при сварке топливных баков из л и с т о в , которые с обеих сторон снаб— Изобретение относится к оборудованию для шовной контактной сварки, в частности к сварочным машинам с электродами, выполненными в виде проволоки, и может быть использовано при сварке топливных баков из листов, которые с обеих сторон снабжены покрытием, плохо проводящим или непроводящим электрическии шок» Цель изобретения — повышение надежности и качества сварки листов с покрытием с плохой электропроводностью или неэлектропроводным покрытием* На фиг. 1 показаны дисковые электроды, являющиеся частью машины для шовной контактной сварки, с контакт*4 ной проволокой, соответствующей ; '£• жены покрытием, плохо проводящим или непроводящим электрический т о к . Цель изобретения ** повышение надежности и качества сварки лі* сто в с покрытием с плохой электропроводностью или чеэлектропроводным покрытием. Контактная проволока для шовной контактной сварки планированных листов имеет канавки на рабочей поверхности. Канавки выполнены продольными с глубиной 0,15-0,20 м, выступы между к а навками выполнены острыми с расстоянием i-^ежду вершинами 0,3—0,4 мм* Выступы выпопняют в процессе сварки функцию режущих кромок, которые раз™ резают в направлении сварки оксидный слой или и юлирующее покрытие и делают возможем контакт -электрода со свариваемым листом» 10 ил. изобретению, при сварке топливного бака; на фиг.2 — сечение А-А на ф и г . 1 ; на фиг.З - сечение Б-Б на ф и г . 1 ; на фиг.4 и 5 - различные варианты формы поперечного сечения контактной проволоки; на фиг.6 и 7 сварной шов, выполненный с помощью контактной проволоки, имеющей форму поперечного сечения согласно фиг.А, продольное и поперечное разрезы; на фиг.8~10 - осциллограммы изменения тока сварки при использовании трехэллиптической контактной проволоки без продольных канавок ( ф и г . 8 ) , трех— эллиптической проволоки без продольных канавок, но с предварительным нагревом сварного шва с помощью сва— С 642951 рочиых горелок (фиг. 9)» трехэпттти* ческой проволоки, с продольными ка-* мавками, но без предварительного н а " грева сварного шва (фиг»10). Суть изобретения заключается в следующем. Ли сты, из которых выпол няют за го— товки топливных баков, имеют на внешней і стороне покрытие из свинца и лаковой краски из цинкового пигмент а , а на внутренней стороне имеют покрытие из свинца и лаковой краски из алюминиевого пигмента и при из-" вестных условиях на внешней стороне — слои воска. Когда из снабженного покрытием листа изготавливают топливный бак, обычно сваривают друг с другом два листовых фланца, пере" крывающих друг друга в средней плос20 кости топливного бака по его периметру. Для шовной контактной сварки при" меняют так называемую трехэллипти— ческую контактную проволоку, которая 25 на задней стороне имеет V-образное поперечное сечение. Контактную поверхность проволоки выполняют с большим количеством р а с " положенных рядом друг с другом про30 дольных режущих кромок, которые во время процесса сварки разрезают в направлении сварки подлежащие свар" ке листы или их оксидный слой, или изолирующее покрытие и делают п о з " 35 можным контакт электрода со свари" вяемым листом. Машина для шовной кон" тактной сварки работает ' без образования брызг. Небольшое контактное с о противление контактной проволоки и 40 листа позволяет обеспечить такие значения силы тока, при которых н е возможно их прогорание. Подвод тока получается равномерным и обеспечивается качественная сварка. В случае 45 сварки листов, снабженных красочным покрытием (например, лаки с цинковым или алюминиевым пигментом) , при применении контактной проволоки, соответствующей изобретению, не требует" 50 ся предварительное нагревание листа для размягчения покрытия. Продольные канавки, выполненные на поверхности контактной проволоки иосоедсгвом продольного профилирования, облег" чают отвод вязких или парообразных материалов покрытий, вследствие чего надежно предотвращается всплывание контактной проволоки. Продольные кромки, беспрерывно врезающиеся в покрытие и в лист в направлении дви* жения контактной проволоки, способ" ствуют достижению не только меньшего контакт но го сопротивления и поэтому существенно улучшенного прохождения тока, но и существенно лучшей ста*билизации направления контактной проволоки на л и с т е , что препятствует отклонению сварного шва от продольной о с и . Вследствие этого получается не только равномерное изменение тока во времени и чистая поверхность сварного шва, но и оказывается в о з можным выполнить сварной шов на существенно малом расстоянии от кромки листа, что является важным при и з г о товлении тоншених баков» так как в топливных баках при этом можно и с " пользовать для сварки более узкие фланцы з а г о т о в о к . Канавки могут быть выполнены на передней и задней с т о ронах контактной проволоки, что д е лает возможным двухразовое прохожде-* ниє контактной проволоки по верхней и нижней стороне места сварки. Ширина канавок составляет 0,3~ 0,4 мм при общей ширине поперечного сечения контактной проволоки из меди, равной приблизительно 2,7 мм. Угол вершины продольных канавок, имеющих в поперечном сечении V-образную форму, составляющий 9 0 ° , с п о " собствует во время процесса сварки в комбинации с глубиной канавок, составляющей 0 , 1 5 ' 0 , 2 мм, особенно хорошему отводу от места сварки по продольным канавкам в переднем на" правлении вязкого или испаренного материала покрытия или г р я з и . Ниже приведены примеры осуществления изобретения. На фиг.) изображена часть и з в е с т ной машины для шовной контактной сварки ' верхний 1 и нижний 2 диско" вые электроды. В представленном примере топливный бак 3 сваривается из > листов А и 5, которые имеют струк" туру, изображенную на ф и г . З . Между дисковыми электродами 1, 2 и наплав" ленным металлом протянута контактная проволока 6. Направление движения контактной проволоки показано стрел" ками. Дисковые электроды 1 и 2 на своей образующей поверхности имеют профиль ( ф и г . 2 ) , который повторяет обратную сторону подаваемой контакт" ной проволоки. На листах заготовок 1642951 топливных баков выполнены фланцы, ду дисковым электродом и листом 7. В которые свариваются друг с другом ' зависимости от защитных покрытий промежду дисковыми электродами I и 2 дольные кромки между продольными к а (фиг.2). с навкями 12 могут быть более или менее; острыми. Особенно хорошие результаты На фиг.З показана структура листов достигаются в случае выполнения про4 и 5, Материал заготовки топливного дольных кромок 13 острыми ( ф и г . 4 ) . бака представляет собой стальной лист 7 с толщиной, равной приблизиТрехэллиптическая проволока, покательно О , 6 - І , 2 мм. Каждый лист на 10 занная на ф п г . 5 , отличается от конвнутренней и внешней стороне снабжен тактной проволоки 6, показанной на фиг.А, лишь тем, что ее передняя стопокрытием* На внешней стороне покрырона выполнена выпуклой и продольные тие состоит из слоя 8 свинца, на к о канавки 12 имеют несколько большую торый нанесен слой 9 из лаковой к р а с ки с цинковым пигментом. На в ну трен- 15 ширину Ь, Ширина канавки Ь может соней стороне покрытие состоит из ставлять например, 0,3 мм (фиг»4) слоя 8 свинца, на который нанесен или 0,4 мм (фиг*5). Высота поперечно— слой 10 из лаковой краски с алюминиего сечения Н составляет приблизительно 1,6 мм, а ширина поперечного с е вым пигментом» На покрытия на каждой 20 чения В - приблизительно 2,7 мм по ве рх но сти до пол ни тел ьно н ане се н (фиг.4, 5 ) . Глубина канавки t состав" слой I1 воска» л я е т приблизительно 0, 15 мм» Нродоль*4 ная канавка 12 и , следовательно, Проволока для контактной сварки продольные кромки 13 проходят парап— имеет поперечное сечение, сходное с треугольником с плоской передней сто« 25 лельно продольному направлению проволоки по всей ее длине» роной, повернутой к свариваемой д е т а ли при сварке (фиг*4). Сторона провоНа внешнем контуре задней стороны, локи, обращенная к дисковому э л е к т р о обращенном к дисковому электроду, ду I или 2, имеет в поперечном с е ч е могут быть выполнены продольные ка— нии V-образную форму» Причем угол сб ЗС навки» Про
ДивитисяДодаткова інформація
Назва патенту англійськоюContact flat wire
Назва патенту російськоюКонтактная плоская проволока
МПК / Мітки
МПК: B23K 11/06
Мітки: контактний, дріт, плоский
Код посилання
<a href="https://ua.patents.su/8-7227-kontaktnijj-ploskijj-drit.html" target="_blank" rel="follow" title="База патентів України">Контактний плоский дріт</a>
Порошковий дріт
Номер патенту: 4953
Опубліковано: 28.12.1994
Автори: Рак Петро Іванович, Альтер Володимир Федорович, Походня Ігор Костянтинович, Шлєпаков Валерій Миколайович
МПК: B23K 35/02
Мітки: порошковий, дріт
Формула / Реферат:
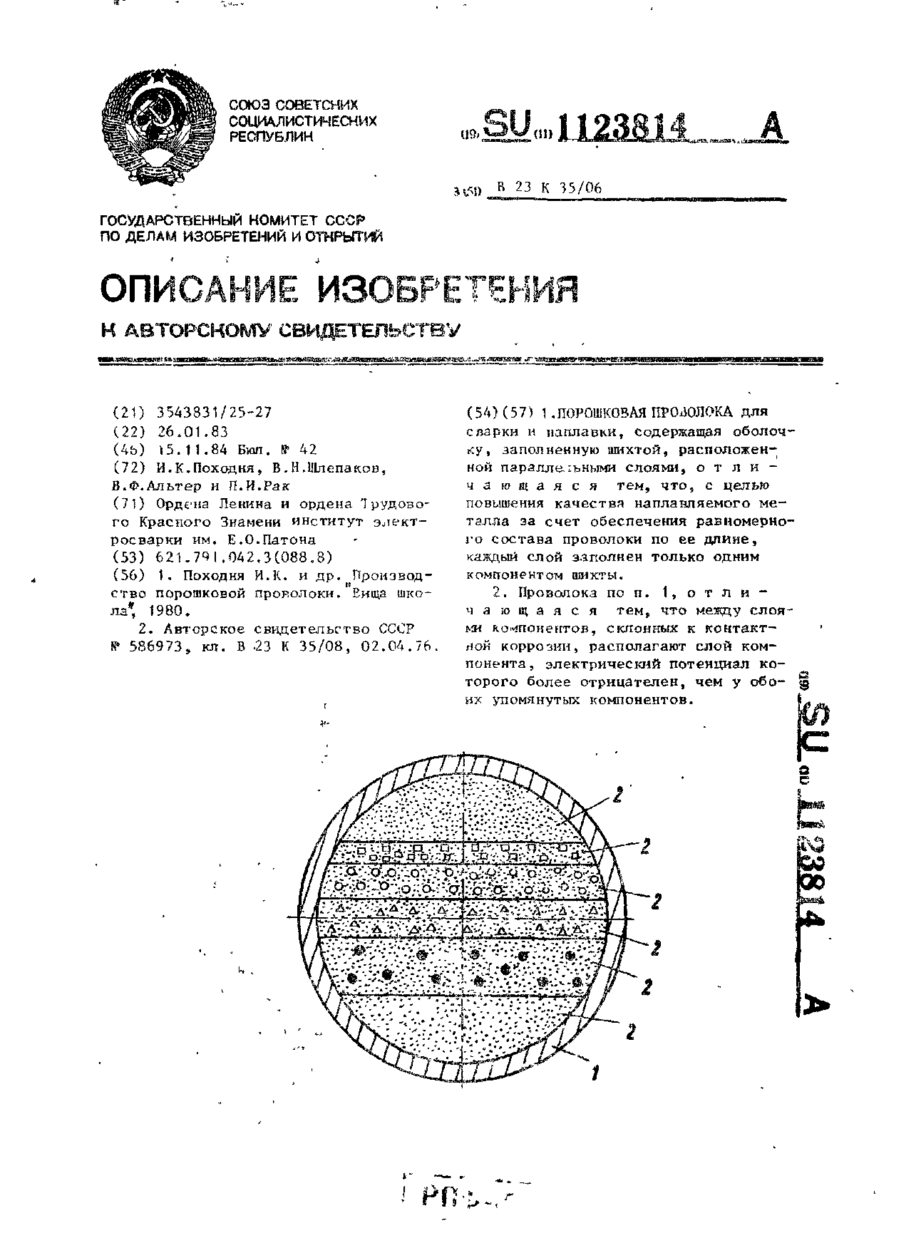
1. Порошковая проволока для сварки и наплавки, содержащая оболочку, заполненную шихтой, расположенной параллельными слоями, отличающаяся тем, что, с целью повышения качества наплавляемого металла за счет обеспечения равномерного состава проволоки по ее длине, каждый слой заполнен только одним компонентом шихты. 2. Проволока по п. 1, отличающаяся тем, что между слоями компонентов, склонных к контактной коррозии, располагают слой...
Композиційний дріт для нанесення покриттів
Номер патенту: 1803
Опубліковано: 25.10.1994
Автори: Міліченко Андрій Семенович, Матвійшин Євген Миколайович, Кононов Георгій Володимирович
МПК: C23C 4/10
Мітки: дріт, композиційний, нанесення, покриттів
Формула / Реферат:
Композиционная проволока для нанесення покрытий, выполненная из металлической оболочки и сердечника, содержащего окислы циркония, отличающаяся тем, что, с целью повышения технологичности проволоки, износостойкости, прочности сцепления и антифрикционных свойств покрытий, оболочка выполнена из никеля, а сердечник дополнительно содержит алюминий при следующем соотношении компонентов сердечника, мас.%:окислы...
Контактний пристрій для вимірювання параметрів безкорпусних елементів
Номер патенту: 2800
Опубліковано: 26.12.1994
Автор: Папуш Василь Гаврилович
МПК: G01R 31/26
Мітки: пристрій, елементів, безкорпусних, параметрів, контактний, вимірювання
Формула / Реферат:
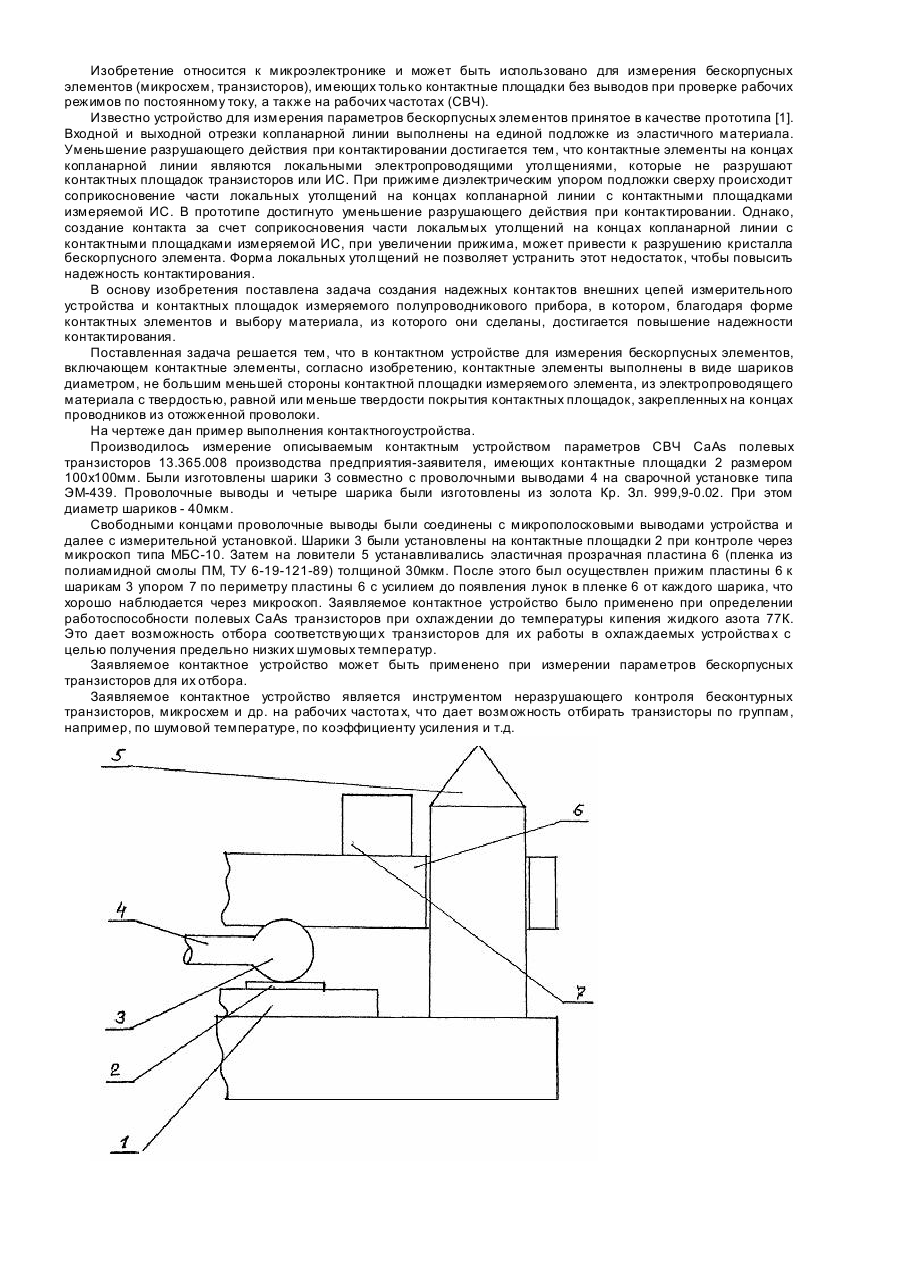
Контактное устройство для измерения параметров бескорпусных элементов, включающее контактные элементы, отличающееся тем, что контактные элементы выполнены в виде шариков диаметром, не большим меньшей стороны контактной площадки измеряемого элемента, из электропроводящего материала с твердостью, равной или меньше твердости покрытия контактных площадок, закрепленных на концах проводников из отожженной проволоки.
Порошковий дріт для наплавки чавуну
Номер патенту: 6678
Опубліковано: 29.12.1994
Автори: Любич Сергій Олександрович, Корягін Владімір Алєксєєвіч, Любич Олександр Йосипович, Анікін Анатолій Афанасьєвіч, Пчелінцев Віктор Олександрович
МПК: B23K 35/368
Мітки: порошковий, дріт, чавуну, наплавки
Формула / Реферат:
(57) Порошковая проволока, для наплавки чугуна, состоящая из стальной малоуглеродистой оболочки и порошкообразной шихты, содержащей железный порошок, графит, ферротитан с содержанием титана на менее 60%, ферромарганец и ферросиликокальций, отличающаяся тем, что соотношение ферротитана и графита составляет 4:1 при следующем соотношении ингредиентов (мас. %): Графит 16,0-18,0 Ферротитан ...
Порошковий дріт для підводного різання

Номер патенту: 3128
Опубліковано: 26.12.1994
Автори: Головко Микола Вікторович, Данченко Михайло Євгеньович, Савич Ігор Маврикійович, Нефедов Юрій Миколайович, Грецький Юрій Якович
МПК: B23K 35/368
Мітки: підводного, порошковий, дріт, різання
Формула / Реферат:
Порошковая проволока для подводной резки, состоящая из низколегированной стальной оболочки и порошкообразной шихты, содержащей гидроксид бария, газообразующий и стабилизирующий компоненты, отличающаяся тем, что, с целью увеличения скорости резки за счет стабилизации параметров дуги в условиях гидростатического давления на глубине до 15 м, шихта содержит в качестве газообразующего компонента селитру, а в качестве стабилизирующего —...
Попередній патент: Спосіб одержання похідних 12-аміно-пірідазіно[4′, 5′:3,4]-пірроло[2,1-а] ізохіноліна або їх фізіологічно переносимих кислотно-аддітивних солей
Наступний патент: Спосіб одержання похідних n-(4-індолілпіперідиноалкіл )бензімідазолону або їх солей з кислотами
Випадковий патент: Розвантажувальна камера обертающогося барабана