Електрод-інструмент

Формула / Реферат
Електрод-інструмент для розмірної обробки електричною дугою фасонних порожнин складного рельєфу з каналами для прокачування робочої рідини, в якому канали, що не знаходяться в початковій стадії процесу в робочому контакті з оброблюваною поверхнею, оснащені пристроями для їх автоматичного відкриття в процесі обробки, який відрізняється тим, що кожний із пристроїв відкриття каналів виконано у вигляді рухомого у осьовому напрямку двоступінчастого нормально закритого гідравлічного клапана з торцевою робочою поверхнею, що орієнтований до ступеня малого діаметра, яка регулюється за довжиною, у бік оброблюваної заготовки, та електроізольований від неї, причому клапан сприймає двобічний торцевий тиск робочої рідини, підпружинений в напрямку закриття каналу та консольно виступає із каналу ступеня малого діаметра нижче відповідної йому поверхні, що оброблюється, на величину в межах 2-5 торцевих міжелектродних зазорів, а розміри більшого діаметра ступеня клапана dб, меншого діаметра ступеня клапана dм тa діаметра каналу dк пов'язані між собою співвідношенням dб>dк>dм.
Текст
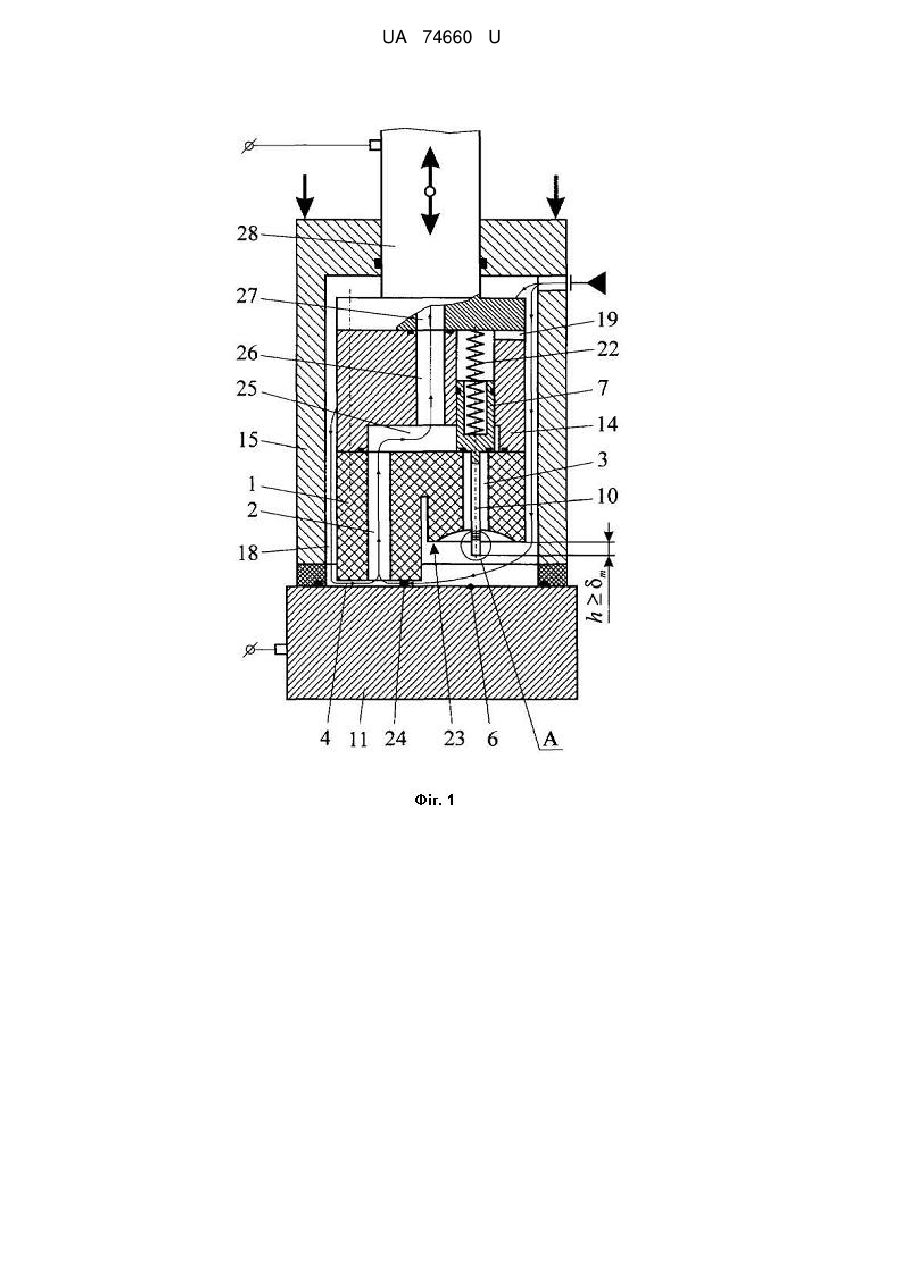
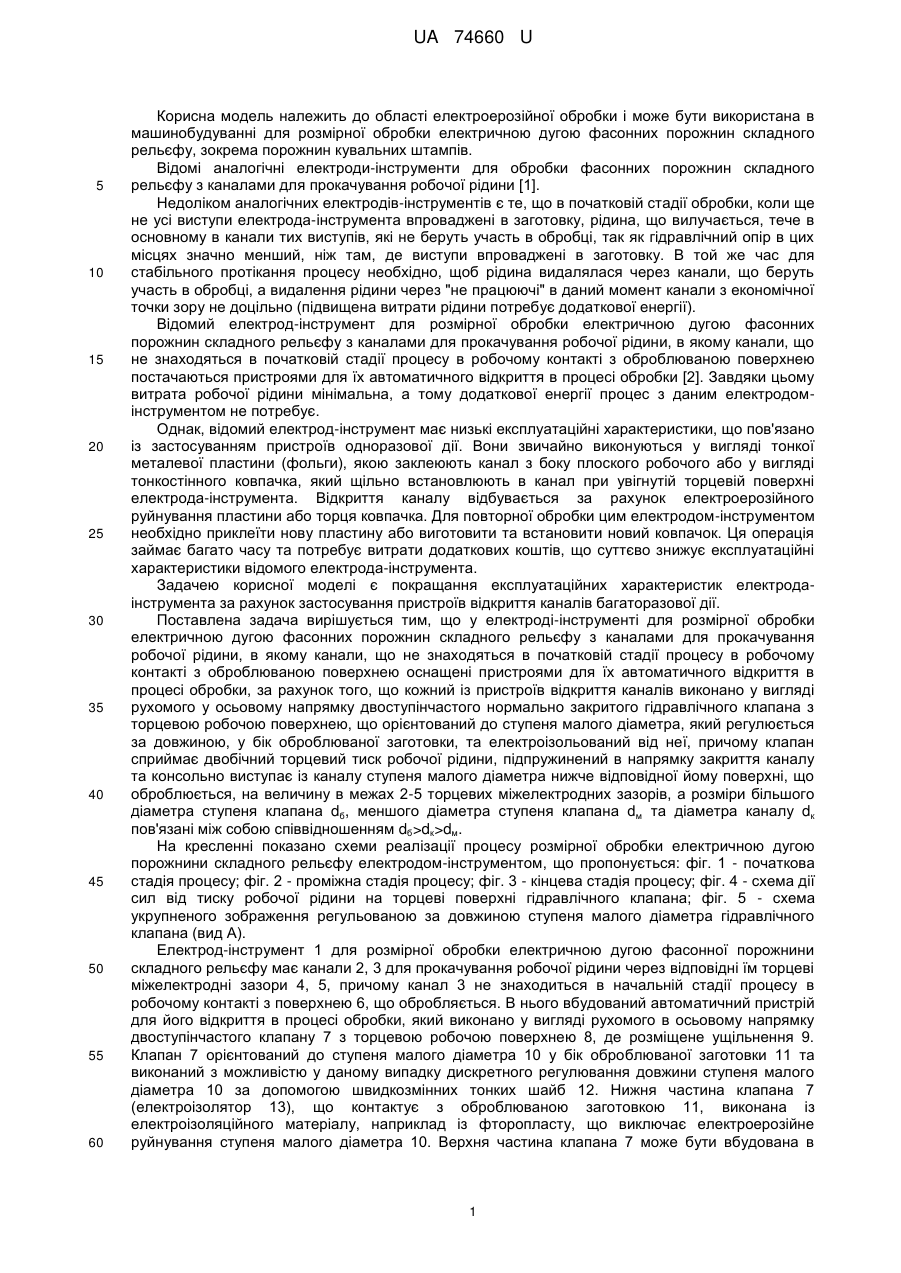
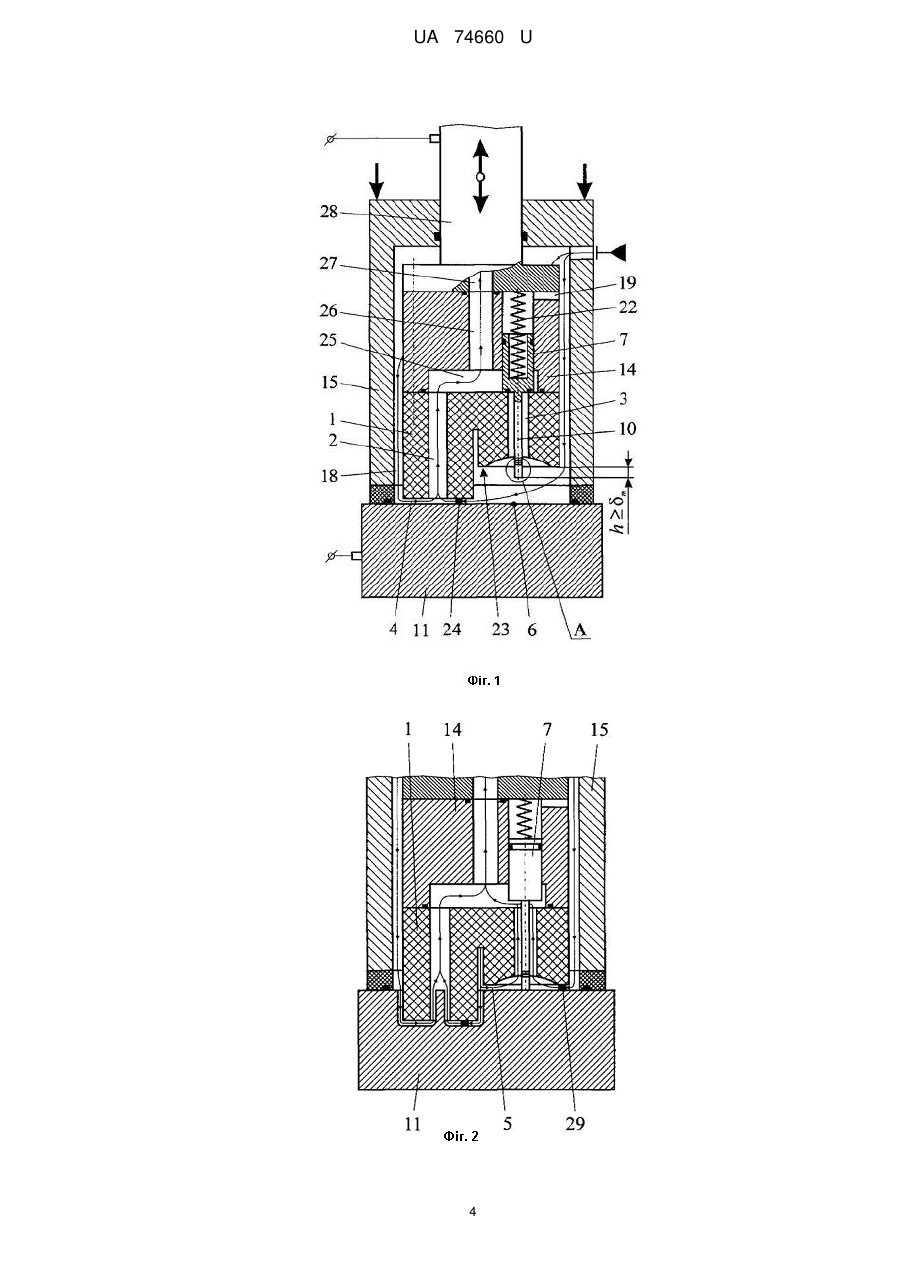
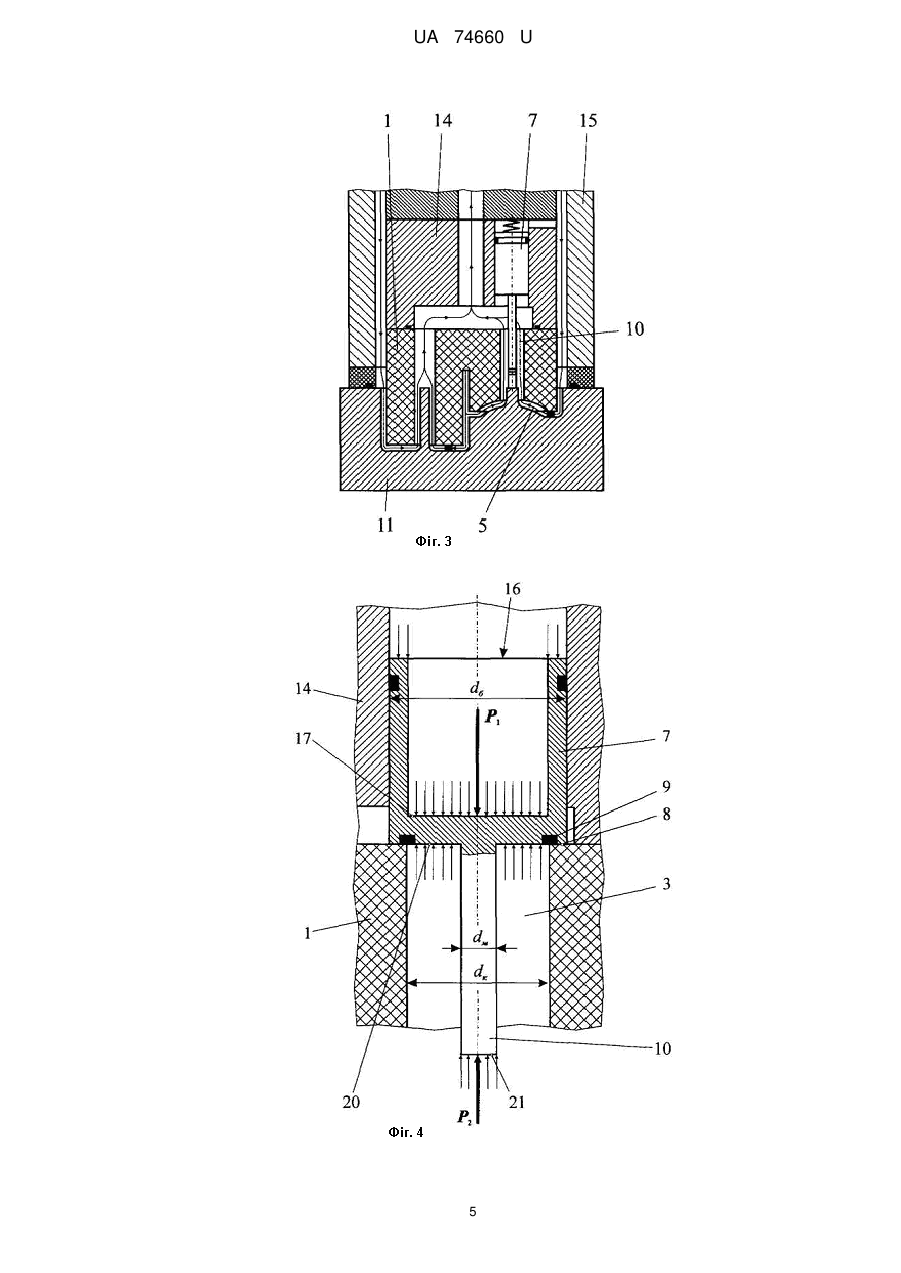
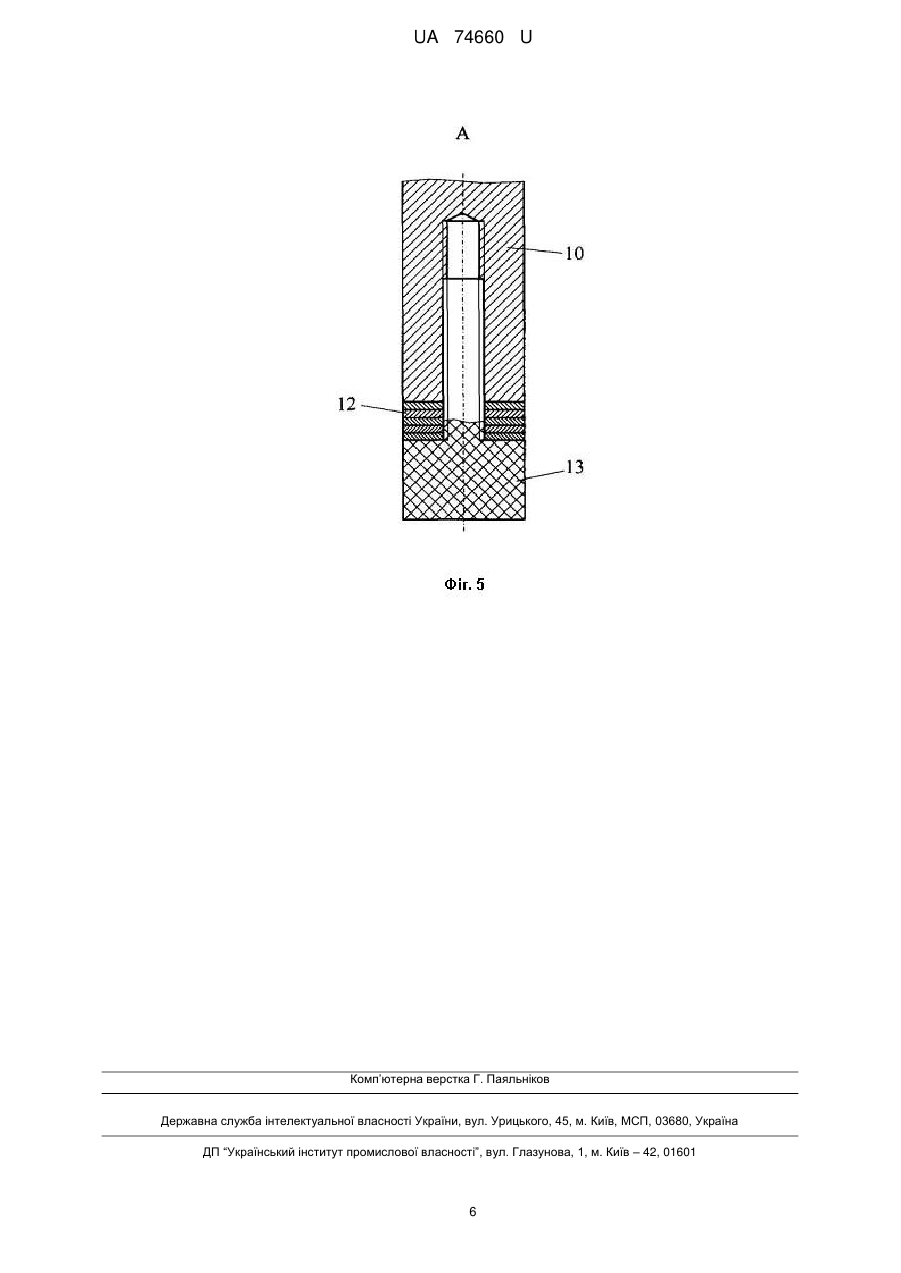
Реферат: UA 74660 U UA 74660 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області електроерозійної обробки і може бути використана в машинобудуванні для розмірної обробки електричною дугою фасонних порожнин складного рельєфу, зокрема порожнин кувальних штампів. Відомі аналогічні електроди-інструменти для обробки фасонних порожнин складного рельєфу з каналами для прокачування робочої рідини [1]. Недоліком аналогічних електродів-інструментів є те, що в початковій стадії обробки, коли ще не усі виступи електрода-інструмента впроваджені в заготовку, рідина, що вилучається, тече в основному в канали тих виступів, які не беруть участь в обробці, так як гідравлічний опір в цих місцях значно менший, ніж там, де виступи впроваджені в заготовку. В той же час для стабільного протікання процесу необхідно, щоб рідина видалялася через канали, що беруть участь в обробці, а видалення рідини через "не працюючі" в даний момент канали з економічної точки зору не доцільно (підвищена витрати рідини потребує додаткової енергії). Відомий електрод-інструмент для розмірної обробки електричною дугою фасонних порожнин складного рельєфу з каналами для прокачування робочої рідини, в якому канали, що не знаходяться в початковій стадії процесу в робочому контакті з оброблюваною поверхнею постачаються пристроями для їх автоматичного відкриття в процесі обробки [2]. Завдяки цьому витрата робочої рідини мінімальна, а тому додаткової енергії процес з даним електродомінструментом не потребує. Однак, відомий електрод-інструмент має низькі експлуатаційні характеристики, що пов'язано із застосуванням пристроїв одноразової дії. Вони звичайно виконуються у вигляді тонкої металевої пластини (фольги), якою заклеюють канал з боку плоского робочого або у вигляді тонкостінного ковпачка, який щільно встановлюють в канал при увігнутій торцевій поверхні електрода-інструмента. Відкриття каналу відбувається за рахунок електроерозійного руйнування пластини або торця ковпачка. Для повторної обробки цим електродом-інструментом необхідно приклеїти нову пластину або виготовити та встановити новий ковпачок. Ця операція займає багато часу та потребує витрати додаткових коштів, що суттєво знижує експлуатаційні характеристики відомого електрода-інструмента. Задачею корисної моделі є покращання експлуатаційних характеристик електродаінструмента за рахунок застосування пристроїв відкриття каналів багаторазової дії. Поставлена задача вирішується тим, що у електроді-інструменті для розмірної обробки електричною дугою фасонних порожнин складного рельєфу з каналами для прокачування робочої рідини, в якому канали, що не знаходяться в початковій стадії процесу в робочому контакті з оброблюваною поверхнею оснащені пристроями для їх автоматичного відкриття в процесі обробки, за рахунок того, що кожний із пристроїв відкриття каналів виконано у вигляді рухомого у осьовому напрямку двоступінчастого нормально закритого гідравлічного клапана з торцевою робочою поверхнею, що орієнтований до ступеня малого діаметра, який регулюється за довжиною, у бік оброблюваної заготовки, та електроізольований від неї, причому клапан сприймає двобічний торцевий тиск робочої рідини, підпружинений в напрямку закриття каналу та консольно виступає із каналу ступеня малого діаметра нижче відповідної йому поверхні, що оброблюється, на величину в межах 2-5 торцевих міжелектродних зазорів, а розміри більшого діаметра ступеня клапана dб, меншого діаметра ступеня клапана dм та діаметра каналу dк пов'язані між собою співвідношенням dб>dк>dм. На кресленні показано схеми реалізації процесу розмірної обробки електричною дугою порожнини складного рельєфу електродом-інструментом, що пропонується: фіг. 1 - початкова стадія процесу; фіг. 2 - проміжна стадія процесу; фіг. 3 - кінцева стадія процесу; фіг. 4 - схема дії сил від тиску робочої рідини на торцеві поверхні гідравлічного клапана; фіг. 5 - схема укрупненого зображення регульованою за довжиною ступеня малого діаметра гідравлічного клапана (вид А). Електрод-інструмент 1 для розмірної обробки електричною дугою фасонної порожнини складного рельєфу має канали 2, 3 для прокачування робочої рідини через відповідні їм торцеві міжелектродні зазори 4, 5, причому канал 3 не знаходиться в начальній стадії процесу в робочому контакті з поверхнею 6, що обробляється. В нього вбудований автоматичний пристрій для його відкриття в процесі обробки, який виконано у вигляді рухомого в осьовому напрямку двоступінчастого клапану 7 з торцевою робочою поверхнею 8, де розміщене ущільнення 9. Клапан 7 орієнтований до ступеня малого діаметра 10 у бік оброблюваної заготовки 11 та виконаний з можливістю у даному випадку дискретного регулювання довжини ступеня малого діаметра 10 за допомогою швидкозмінних тонких шайб 12. Нижня частина клапана 7 (електроізолятор 13), що контактує з оброблюваною заготовкою 11, виконана із електроізоляційного матеріалу, наприклад із фторопласту, що виключає електроерозійне руйнування ступеня малого діаметра 10. Верхня частина клапана 7 може бути вбудована в 1 UA 74660 U 5 10 15 20 25 30 35 40 45 50 електрод-інструмент, або, як в даному випадку, в електродотримач 14. Для організації прокачування робочої рідини під технологічним тиском 0,2-5,0 МПа за напрямком від периферії до центрів каналів 2, 3, навколо електрода-інструмента встановлена герметичне камера 15. Верхні торцеві поверхні 16, 17 клапана 7 сприймають тиск робочої рідини, що нагнітається насосом в порожнину 18 герметичної камери 15, за допомогою єднального каналу 19, а нижні торцеві поверхні 20, 21 клапана 7 сприймають той же тиск безпосередньо із порожнини 18 та через канал 3. Клапан 7 підпружинений у напрямку закриття каналу 3 пружиною 22, що забезпечує його нормально закрите положення. Вибір зусилля пружини 22 пов'язаний з необхідністю переборювання їй тільки сил тертя в плунжерній парі без урахування тиску рідини. За цією причиною потребується порівняно невелике зусилля пружини, так як основне зусилля, що необхідне для стиснення ущільнення 9 клапана 7, забезпечується гідравлічними силами робочої рідини. Завдяки цьому забезпечується компактність вузла. Ступінь малого діаметра 10 клапана 7 виступає нижче поверхні 23 електрода-інструмента 1, що відповідає каналу 3, на величину в межах 2-5 торцевих міжелектродних зазорів m. Конструктивно розміри більшого діаметра ступеня клапана dб, меншого діаметра ступеня клапана dм та діаметра каналу dк пов'язані між собою співвідношенням dб>dк>dм. (1) Електрод-інструмент 1 працює наступним чином. В початковій стадії процесу (фіг. 1) електрична дуга 24, що живиться від джерела живлення постійним струмом (на схемах не показано), горить між електродом-інструментом 1 та оброблюваною заготовкою 11 при прокачуванні робочої рідини тільки через торцевий міжелектродний зазор 4, що забезпечує її раціональну витрату. В цей час клапан 7 закритий, так як сила Р1 від тиску робочої рідини на його верхні торцеві поверхні 16, 17 більша сили Р2 від протитиску рідини на його нижні торцеві поверхні 20, 21, оскільки dб>dк. При цьому продукти ерозії вилучаються із торцевого міжелектродного зазору 4 потужним гідродинамічним потоком робочої рідини через канали 2, 25, 26 в електроді-інструменті та в електродотримачі 14, а далі через канал 27 у шпинделі 28 верстата. Перед початком роботи торцевої поверхні 23 електрода-інструмента 1 (фіг. 2) ступінь малого діаметра 10, що контактує з оброблюваною поверхнею 6 заготовки 11, піднімається вгору та відкриває клапан 7 на величину у межах 2…5 торцевих міжелектродних зазорів m, чим забезпечується прокачування робочої рідини через торцевий міжелектродний зазор 5 при мінімальній загальній витраті. Електрична дуга 29 збуджується у торцевому міжелектродному зазорі 5 вже в поперечному потоці робочої рідини, що є необхідною фізичною умовою розмірної обробки. Останнє виключає утворення довгих дуг з малою густиною струму, що не ведуть розмірну обробку, які можуть мати місці у випадку відсутності певного рівня (за швидкістю рідини) прокачування. При цьому продукти ерозії вилучаються із торцевого міжелектродного зазору 5 також потужним гідродинамічним потоком робочої рідини, як і sз торцевого міжелектродного зазору 4, але через канали 3, 25, 26 та 27. Після завершення формування порожнини (фіг. 3) виключають джерело живлення електричним струмом, електродвигун насосу прокачування та піднімають електрод-інструмент вгору. При цьому клапан 7 під дією пружини 22 повертається у вихідне нормально закрите положення (фіг. 4). При багаторазовому використанні електрода-інструмента 1, у зв'язку з електроерозійним зносом торцевої поверхні 23, виникає необхідність періодично регулювати (зменшувати) довжину ступеня малого діаметра 10 клапана 7, з метою дотримання умови, при якій даний ступінь виступає нижче поверхні 23 на величину 2-5 торцевих міжелектродних зазорів. Це легко здійснюється шляхом знімання певної кількості шайб 12 зі стрижня електроізолятора 13 (фіг. 5). Слід відмітити, що переборюючи зусиллям пружини 22, як незначним, із співвідношення (1) та умови втрати усталеності ступеня малого діаметра 10 (як відносно довгого та тонкого стрижня, що працює на стиснення), можна отримати вираз (2) для вибору оптимального великого діаметра ступеня dб клапана 7: P1 P2 Pдоп ; 2 2 dб dк d2 м ст 4 4 4 ; 2 2 dм cт dк dб , (2) 55 де P1 - сила від дії тиску на верхні торцеві поверхні 16, 17 клапана 7, Н; 2 UA 74660 U 5 10 15 20 Р2 - сила від дії тиску на нижні торцеві поверхні 20, 21 клапана 7, Н; Рдоп - допустиме навантаження на стиснення, що пов'язано з втратою усталеності ступеня малого діаметра 10, Н [3]; - коефіцієнт зниження допустимого напруження стиснення, що залежить від умов гнучкості ступеня малого діаметра [3]; ст - допустиме напруження стиснення ступеня малого діаметра при запасі міцності 1,5-2, МПа; - статичний тиск робочої рідини у порожнині 18 герметичній камері 15, МПа. Використання електрода-інструмента, що пропонується, для розмірної обробки електричною дугою фасонних порожнин складного рельєфу, порівняно з відомим, покращує експлуатаційні характеристики та дозволяє: у 8 разів підвищити кратність його використання без виконання будь-яких поновлювальних робіт або робіт, пов'язаних з регулюванням, та в 300-500 разів при виконанні періодичного регулювання довжини частини клапана, що штовхає; приблизно у 200 разів скоротити допоміжний час для підготовки його до повторного використання; виключити витрату додаткових коштів на виконання поновлювальних робіт для повторного використання електрода-інструмента. Використані джерела: 1. Пат. 531387 Швейцарія, МПК В22Р 1/02; опубл. 1971. 2. АС 10550020 СССР, МПК В23Р 1/00. Способ електрофизической, электрохимической обработки / В.И. Носуленко, В.М. Боков, В.Д. Черняк, Г.Н. Мещеряков, И.Я. Гришин, В.М. Кульчев (СССР).-2758476/25-08; заявл. 26.04.79; не подлежит опубл. в открытой печати. 3. Пуансоны, матрицы, державки, подкладные плитки и шпонки штампов для разделительных операций. Конструкция и размеры. Технические условия. - М.: Изд. стандартов, 1984. - С. 460. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 Електрод-інструмент для розмірної обробки електричною дугою фасонних порожнин складного рельєфу з каналами для прокачування робочої рідини, в якому канали, що не знаходяться в початковій стадії процесу в робочому контакті з оброблюваною поверхнею, оснащені пристроями для їх автоматичного відкриття в процесі обробки, який відрізняється тим, що кожний із пристроїв відкриття каналів виконано у вигляді рухомого у осьовому напрямку двоступінчастого нормально закритого гідравлічного клапана з торцевою робочою поверхнею, що орієнтований до ступеня малого діаметра, яка регулюється за довжиною, у бік оброблюваної заготовки, та електроізольований від неї, причому клапан сприймає двобічний торцевий тиск робочої рідини, підпружинений в напрямку закриття каналу та консольно виступає із каналу ступеня малого діаметра нижче відповідної йому поверхні, що оброблюється, на величину в межах 2-5 торцевих міжелектродних зазорів, а розміри більшого діаметра ступеня клапана dб, меншого діаметра ступеня клапана dм тa діаметра каналу dк пов'язані між собою співвідношенням dб>dк>dм. 3 UA 74660 U 4 UA 74660 U 5 UA 74660 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode tool
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюЭлектрод-инструмент
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/04
Мітки: електрод-інструмент
Код посилання
<a href="https://ua.patents.su/8-74660-elektrod-instrument.html" target="_blank" rel="follow" title="База патентів України">Електрод-інструмент</a>
Електрод-інструмент для обробки деталей складного контуру

Номер патенту: 54272
Опубліковано: 10.11.2010
Автори: Носуленко Віктор Іванович, Гаращенко Юрій Миколайович
МПК: B23H 9/00
Мітки: обробки, деталей, контуру, складного, електрод-інструмент
Формула / Реферат:
Електрод-інструмент розмірної обробки електричною дугою, що виконаний у вигляді суцільного монолітного графітового чи металевого тіла з отвором та плоскою робочою торцевою поверхнею, зовнішній чи внутрішній робочий контур якого відповідає контуру деталі, який відрізняється тим, що по зовнішньому чи внутрішньому робочому контуру передбачають робочий поясок в межах 3-5 мм, а від нього в напрямку отвору, відповідно для зовнішнього робочого...
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів
Номер патенту: 70315
Опубліковано: 11.06.2012
Автор: Боков Віктор Михайлович
Мітки: наскрізним, дугою, центральним, прошивання, отворів, електричною, отвором, глибоких, електрод-інструмент
Формула / Реферат:
Електрод-інструмент з центральним наскрізним отвором для прошивання електричною дугою глибоких отворів, який відрізняється тим, що з боку кріплення є внутрішня центральна різьба.
Спосіб обробки тіл обертання електричною дугою і електрод-інструмент для його реалізації
Номер патенту: 24439
Опубліковано: 17.07.1998
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: обробки, спосіб, електричною, тіл, дугою, обертання, реалізації, електрод-інструмент
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, який відрізняється тим, що електричну дугу збуджують у міжелектродному зазорі між електродом-заготовкою, яка обертається, і електродом-інструментом, який має поступальні чи дискретні технологічні рухи осьової та радіальної подачі, під технологічним тиском робочої рідини, що подається у міжелектродний зазор крізь канал у електроді-інструменті.2. Спосіб за п.1, який відрізняється тим, що...
Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом
Номер патенту: 66054
Опубліковано: 26.12.2011
Автори: Саф'ян Павло Павлович, Тутик Валерій Анатольович
МПК: C25F 7/00
Мітки: внутрішньої, пароплазменним, поверхні, розрядом, полірування, електрод-інструмент, труб, очищення
Формула / Реферат:
Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що складається з робочої частини, ізолятора і гнучкого струмопідвода, який відрізняється тим, що робоча частина виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою, при цьому електрод-інструмент сполучений з живильною системою, яка складається з...
Електрод-інструмент для електрообробки

Номер патенту: 1955
Опубліковано: 20.12.1994
Автори: Проволоцький Олександр Євдокимович, Литвиненко Вячеслав Тимофійович, Гришин Володимир Сергійович, Лапшин Сергій Павлович, Лиходєй Олександр Кирилович
Мітки: електрод-інструмент, електрообробки
Формула / Реферат:
1. Электрод-инструмент для электрообработки, содержащий несущий элемент, являющийся токоподводом, выполненный в виде гибкой нити с установленными на ней с возможностью осевого перемещения сферическими аттементами и втулками, размещенными между ними, механизм регулирования натяжения, отличающийся тем, что, с целью расширения технологических возможностей при электроэрозионном упрочнении, сферические элементы выполнены в виде чередующихся...
Попередній патент: Пристрій для обробки речовин в магнітному полі
Наступний патент: Скальпель для міофасціотомії
Випадковий патент: Двокамерний фільтр