Верстат для обточування кристалів
Номер патенту: 86224
Опубліковано: 25.12.2013
Автори: Кузнєцов Юрій Миколайович, Савицький Сергій Олександрович, Гумінов Валентин Валерійович
Формула / Реферат
Верстат для обточування кристалів, що містить передню і задню бабки зі шпинделями і приводами синхронного обертання кристала-виробу від проміжного вала, супортну систему з окремими приводами радіального переміщення з передачею гвинт-гайка від крокових електродвигунів і осьового переміщення від ексцентрикового кулачка супорта з розташованими на ньому інструментами, який відрізняється тим, що додатково оснащений декількома парами передніх і задніх бабок зі шпинделями і пінолями, об'єднаних в двох опозитно розташованих поворотних шпиндельному барабані і барабані пінолей задніх бабок з механізмами повороту і фіксації кутового положення, на осі обох барабанів розміщений проміжний вал, по обидві сторони якого розташовані приводи обертання шпинделів, а в кожній робочій позиції розташовані супорти з кристалом-інструментом, абразивним або полірувальним обертаючим інструментом і додатковий контрольно-вимірювальний пристрій, послідовність дії і узгодженість роботи яких здійснюється від розподільного вала з командоапаратом.
Текст
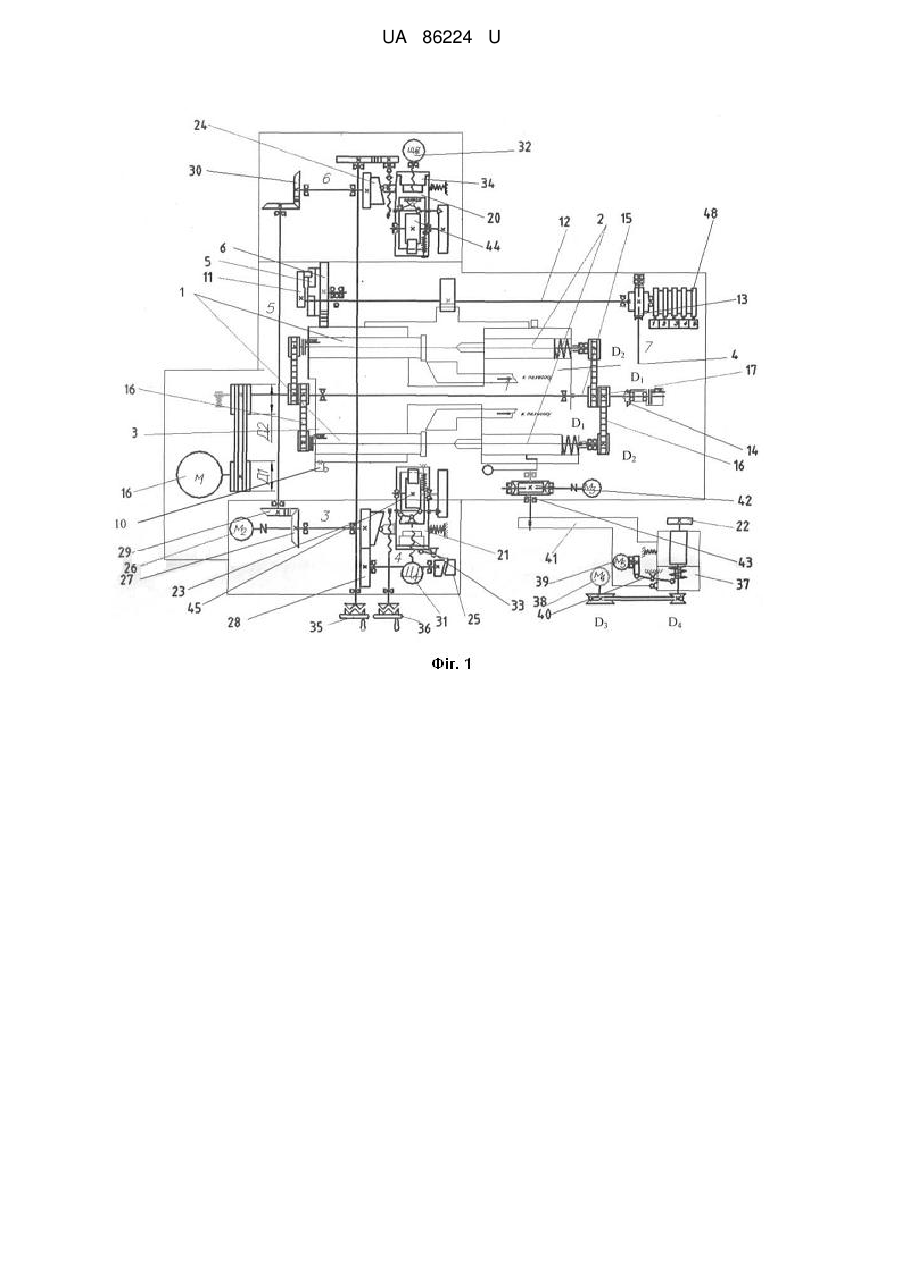
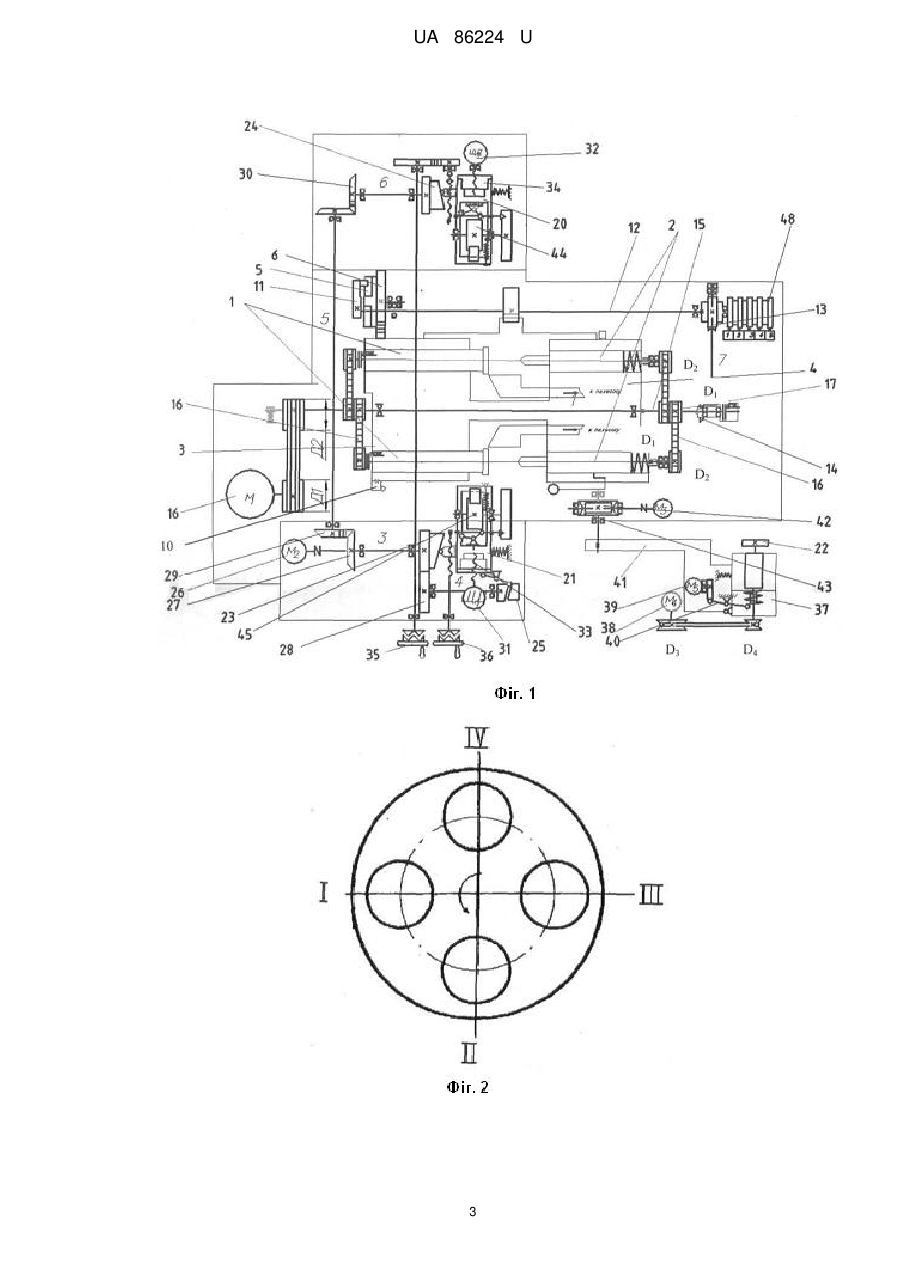
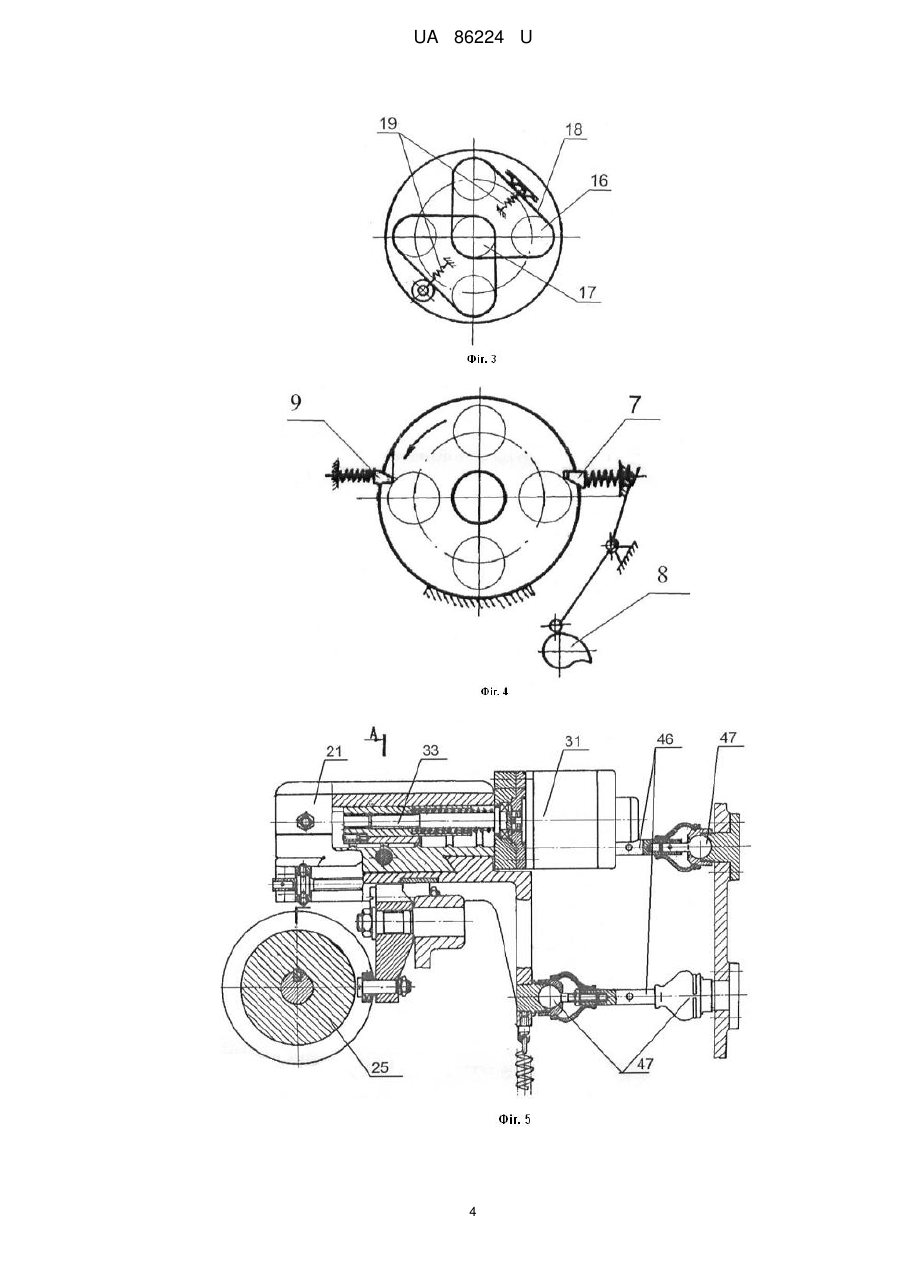
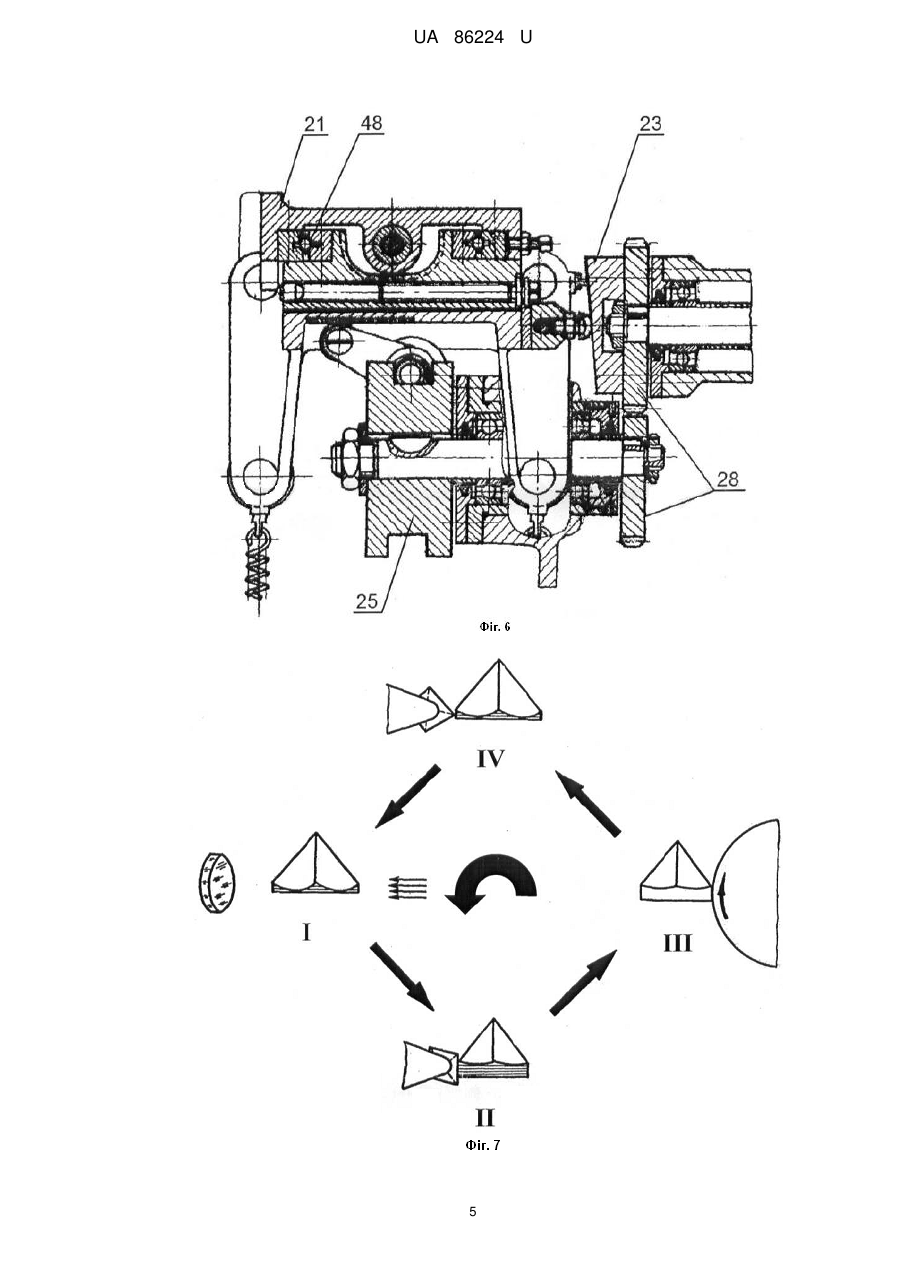
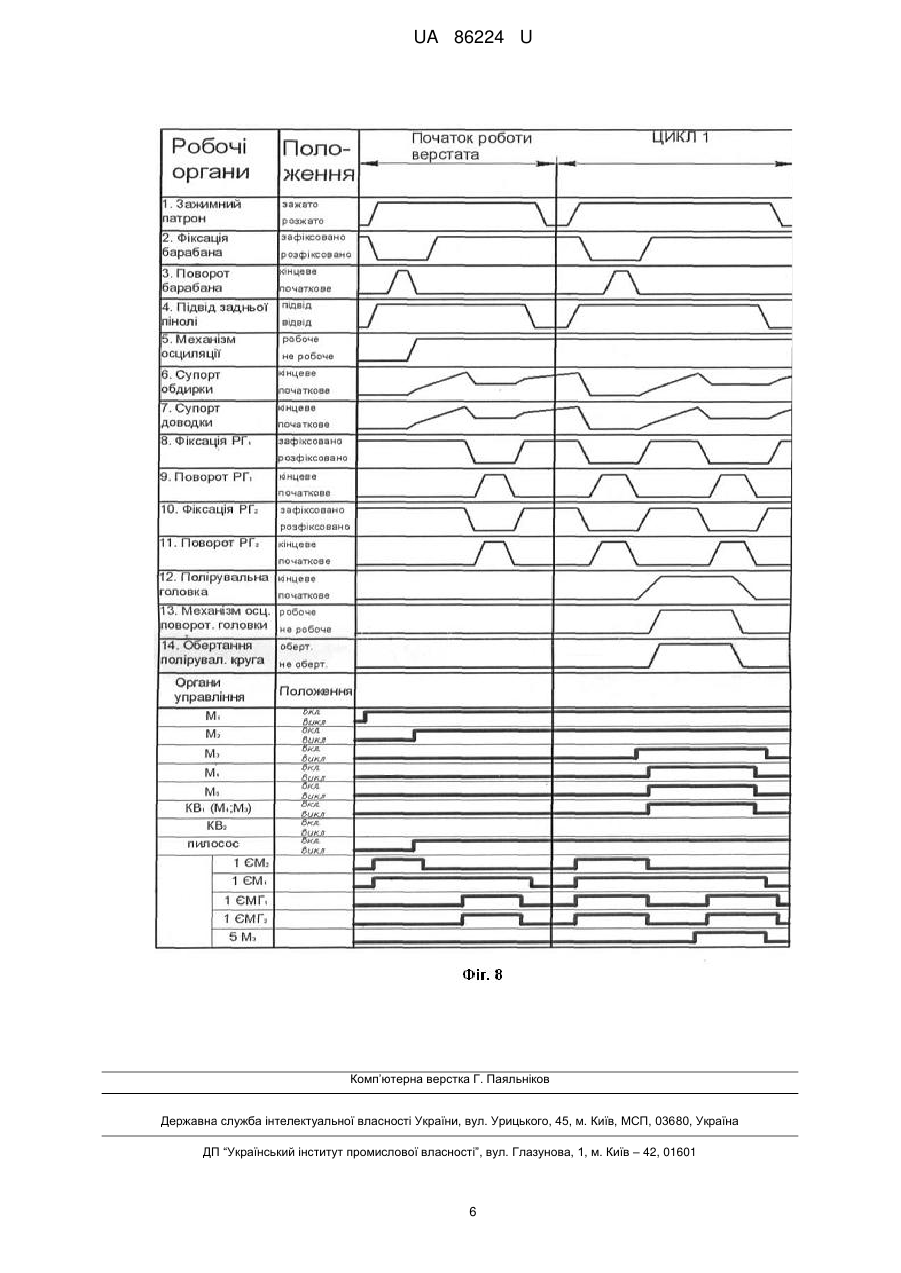
Реферат: Верстат для обточування кристалів містить передню і задню бабки зі шпинделями і приводами синхронного обертання кристала-виробу від проміжного вала, супортну систему з окремими приводами радіального переміщення з передачею гвинт-гайка від крокових електродвигунів і осьового переміщення від ексцентрикового кулачка супорта з розташованими на ньому інструментами. Додатково верстат оснащений декількома парами передніх і задніх бабок зі шпинделями і пінолями, об'єднаних в двох опозитно розташованих поворотних шпиндельному барабані і барабані пінолей задніх бабок з механізмами повороту і фіксації кутового положення, на осі обох барабанів розміщений проміжний вал, по обидві сторони якого розташовані приводи обертання шпинделів, а в кожній робочій позиції розташовані супорти з кристаломінструментом, абразивним або полірувальним обертаючим інструментом і додатковий контрольно-вимірювальний пристрій, послідовність дії і узгодженість роботи яких здійснюється від розподільного вала з командоапаратом. UA 86224 U (12) UA 86224 U UA 86224 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до механічної обробки кристалів природних алмазів та мінералів при виготовленні діамантів і прикрас круглої форми в плані і може бути використана також для обточування деталей з інших матеріалів з некруглою формою поперечного перерізу. Відомий верстат для обточування алмаза [1], що має передню і задню бабки зі шпинделями, що обертаються від проміжного вала і розташовані на станині. Недоліком цього верстата є низька якість і продуктивність обточування кристалів внаслідок використання жорсткого супорта без узгодженого його переміщення з обертанням шпинделя. Найближчим аналогом вибраний верстат для обточування кристалів [2], що містить передню і задню бабки зі шпинделями і приводами синхронного обертання кристала-виробу, супортну систему з окремими приводами радіального переміщення з передачею гвинт-гайка і осьового переміщення від ексцентрикового кулачка супорта з розташованими на ньому інструментами. До недоліків найближчого аналога належить: по-перше, низька продуктивність внаслідок однопозиційної та одноінструментальної обробки кристалом-різцем; по-друге, часті зупинки верстата внаслідок зношування кристала-різця і заміни нової ріжучої кромки або нового кристала, що збільшує втрати часу на допоміжні операції; по-третє, низька якісь обробки внаслідок відсутності контрольно-вимірювальної операції. В основу корисної моделі поставлено задачу удосконалення верстата удосконалення верстата для обточування кристалів шляхом використання багатопозиційної і багатоінструментальної обробки, що дозволяє досягнути технічний результат - підвищення продуктивності і якості обробки. Поставлена задача вирішується тим, що верстат для обточування кристалів, що містить передню і задню бабки зі шпинделями і приводами синхронного обертання кристала-виробу від проміжного вала, супортну систему з окремими приводами радіального переміщення з передачею гвинт-гайка від крокових електродвигунів і осьового переміщення від ексцентрикового кулачка супорта з розташованими на ньому інструментами, згідно з корисною моделлю, верстат додатково оснащений кількома парами передніх і задніх бабок зі шпинделями, об'єднаних в двопозиційно розташованих поворотних шпиндельному барабані і барабані пінолей задніх бабок з механізмами повороту і фіксації кутового положення, на осі обох барабанів розміщений проміжний вал, по обидві сторони якого розташовані приводи обертання шпинделів, а в кожній робочій позиції розташовані супорти з кристаломінструментом, абразивним обертаючим інструментом і додатковий контрольно-вимірювальний пристрій, послідовність дії і узгодженість роботи яких здійснюється від розподільного вала з командоапаратом. За рахунок кількох пар передніх і задніх бабок, розташованих в шпиндельному барабані і барабані пінолей здійснюється одночасна обробка кількох кристалів-виробів, що суттєво підвищує продуктивність обробки, а використання абразивного інструменту і контрольновимірювального пристрою в одній-двох робочих позиціях підвищує якість і точність обробки. Суть корисної моделі пояснюється кресленнями, де зображено на: Фіг. 1 - кінематична схема верстата; Фіг. 2 - розташування позицій в шпиндельному барабані; Фіг. 3 - схема передачі обертів шпинделям від проміжного вала; Фіг. 4 - схема подвійної фіксації шпиндельного барабана; Фіг. 5 - повздовжній переріз супорта; Фіг. 6 - поперечний переріз супорта; Фіг. 7 - схема послідовності обробки кристала в різних позиціях шпиндельного барабана, Фіг. 2 Фіг. 8 - циклограма роботи верстата в автоматичному режимі. Верстат містить кілька передніх 1 (фіг. 1) і задніх 2 бабок зі шпинделями і пінолями, об'єднаних в двох опозитно розташованих поворотних шпиндельному барабані 3 і барабані 4 пінолей задніх бабок з механізмами повороту у вигляді мальтійського хреста 5 з шестірнею 6 і фіксації, виконаної з двох фіксаторів: запірного 7 (фіг. 4) з приводом від кулачка 8 і фіксуючого 9. Шестірня 6 (фіг. 1) зв'язана з шестірнею 10, жорстко з'єднаною по зовнішній поверхні зі шпиндельним барабаном 3, а останній жорстко з'єднаний з барабаном пінолів 4, що забезпечує синхронний поворот барабанів при вході водила 11 в паз мальтійського хреста. Водило 11 жорстко сидить на розподільному валу 12, який через черв'ячну передачу 13 і конічну передачу 14 отримує оберти від центрального вала 15, кінематично з'єднаного з електродвигуном 16 (фіг. 3) через пасову передачу Д1/Д2. Синхронне обертання шпинделів передніх 1 і задніх 2 бабок здійснюється від центрального вала 15 через зубчасто-пасову передачу 16 за допомогою зубчастих коліс 17. Натяг зубчастих пасів 18 здійснюється пружними елементами 19. 1 UA 86224 U 5 10 15 20 25 30 У верстаті, зображеному на кінематичній схемі (фіг. 1), барабани 3 і 4 мають по чотири відповідно передніх 1 і задніх 2 бабок, що утворює чотири робочі позиції I-IV (фіг. 2, 7), в кожній з яких розташовані супорти 20, 21, 22 (фіг. 1) з кристалами-інструментами, абразивними або полірувальним обертаючим інструментом. В позиції І (фіг. 2, 7) завантаження-розвантаження кристала-виробу розташовується контрольно-вимірювальний пристрій (не показано). Поступальні рухи супортів 21 і 22 здійснюється від кулачків 23, 24, 25, кінематично зв'язаних з електроприводом 26 через зубчасті передачі 27, 28, 29, 30. Поперечні подачі кристалів-різців здійснюється від крокових електродвигунів 31 і 32 через передачі гвинт-гайка 33 і 34 відповідно. Для ручного настроювання супортів передбачені рукоятки з лімбами 35 і 36. Головка 37 з абразивним або полірувальним інструментом на супорті 22 оснащена приводом обертання інструмента від електродвигуна 38 через пасову передачу Д3/Д4 і приводом осциляції від електродвигуна 39 через підпружинену важільну передачу 40. Для введення головки 37 в робочу зону передбачений привод повороту корпуса 41 від електродвигуна 42 через черв'ячну передачу 43. На супортах 20 і 21 можуть бути розташовані багаторізцеві револьверні головки з механізмами періодичному повороту 44 та 45 і фіксації. Супорти чорнового обточування (поз. II, фіг. 7) і чистового обточування (поз. IV, фіг. 7) конструктивно можуть бути виконані однаково, причому їх робота не є функцією часу, а визначається умовами протікання технологічного процесу. Відмінність супортів чорнового обточування 21 і чистового 20 полягає в тому, що супорт 21 має горизонтальну і вертикальну осциляції від кулачків 23 і 25, а супорт 20 тільки горизонтальному від кулачка 24. Конструктивне виконання супорта 21 зображено на фіг. 5, 6, де основними елементами є кулачки 23, 25, передача гвинт-гайка 33, кроковий електродвигун 31, зубчаста передача 28, коливально-стрижнева система зі штангами постійної довжини 46, і шарнірними з'єднаними 47 з двох сторін. Автоматичний цикл роботи верстат здійснюється згідно циклограми (фіг. 8), де зображені умовно рухи робочих органів, їх положення і умовні позначення вмикання і вимикання органів управління. Весь цикл здійснюється від командоапарата 48 (фіг. 1), розташованого на розподільному валу 12. Джерела інформації: 1. А.с. СРСР № 438542. Станок для обточки кристаллов. МПК B28D 5/00, 1972. 2. А.с. СРСР № 743279. Станок для обточки кристаллов. МПК B28D 5/00, 1977. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 Верстат для обточування кристалів, що містить передню і задню бабки зі шпинделями і приводами синхронного обертання кристала-виробу від проміжного вала, супортну систему з окремими приводами радіального переміщення з передачею гвинт-гайка від крокових електродвигунів і осьового переміщення від ексцентрикового кулачка супорта з розташованими на ньому інструментами, який відрізняється тим, що додатково оснащений декількома парами передніх і задніх бабок зі шпинделями і пінолями, об'єднаних в двох опозитно розташованих поворотних шпиндельному барабані і барабані пінолей задніх бабок з механізмами повороту і фіксації кутового положення, на осі обох барабанів розміщений проміжний вал, по обидві сторони якого розташовані приводи обертання шпинделів, а в кожній робочій позиції розташовані супорти з кристалом-інструментом, абразивним або полірувальним обертаючим інструментом і додатковий контрольно-вимірювальний пристрій, послідовність дії і узгодженість роботи яких здійснюється від розподільного вала з командоапаратом. 2 UA 86224 U 3 UA 86224 U 4 UA 86224 U 5 UA 86224 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюKuznietsov Yurii Mykolaiovych, Huminov Valentyn Valeriiovych, Savytskyi Serhii Oleksandrovych
Автори російськоюКузнецов Юрий Николаевич, Гуминов Валентин Валерьевич, Савицкий Сергей Александрович
МПК / Мітки
Мітки: верстат, кристалів, обточування
Код посилання
<a href="https://ua.patents.su/8-86224-verstat-dlya-obtochuvannya-kristaliv.html" target="_blank" rel="follow" title="База патентів України">Верстат для обточування кристалів</a>
Верстат для обточування кристалів
Номер патенту: 51386
Опубліковано: 12.07.2010
Автори: Дмитрієв Дмитро Олексійович, Гумінов Валентин Валерійович, Кузнєцов Юрій Миколайович, Якушко Ігор Сергійович, Грабовець Ігор Володимирович
Мітки: обточування, верстат, кристалів
Формула / Реферат:
1. Верстат для обточування кристалів, що містить розташовані на його нерухомій основі бабки з приводом обертання кристала-виробу, супорт, розташований на платформі і оснащений окремими приводами переміщення кристала-різця, підключеними до розподільника частот струму, який відрізняється тим, що платформа розташована на двох і більше штангах з можливістю її коливання з різними амплітудами в різних напрямках, причому кінці штанг оснащені...
Верстат для обточування кристалів
Номер патенту: 944
Опубліковано: 16.07.2001
Автори: Данілов Олександр Михайлович, Мануковський Володимир Михайлович, Мазур Юрій Михайлович
МПК: B28D 5/00
Мітки: верстат, обточування, кристалів
Формула / Реферат:
1. Верстат для обточування кристалів, що містить змонтовані на станині на одній осі передню бабку з електрошпинделем, оснащеним плаваючим патроном з оправкою, і задню бабку з електрошпинделем з оправкою, а також установлені між бабками по обидва боки від оправок ложемент з державкою і алмазом - різцем та шліфувальну головку з алмазним кругом, який відрізняється тим, що електрошпинделі виконані у вигляді керованих електроприводів, в яких...
Верстат для обточування кристалів
Номер патенту: 34
Опубліковано: 28.02.1997
Автор: Данілов Олександр Михайлович
МПК: B28D 5/00
Мітки: кристалів, обточування, верстат
Формула / Реферат:
Станок для обточки кристаллов, содержащий смонтированные на станке переднюю бабку со шпинделем, несущим плавающий патрон с оправкой, и заднюю бабку со шпинделем и оправкой, а также установленные на станине между бабками по обе стороны от оправок по вертикальной оси ложемент и шлифовальную головку с алмазным кругом, отличающийся тем, что шпиндели выполнены в виде электрошпинделей на газостатических подшипниках с синхронными...
Верстат для обточки кристалів
Номер патенту: 43506
Опубліковано: 17.12.2001
Автори: Паламарчук Володимир Володимирович, Грудзина Володимир Адамович, Галіновський Володимир Михайлович
МПК: B24B 9/06
Мітки: кристалів, верстат, обточки
Формула / Реферат:
Верстат для обточки кристалів, що складається з основи, передньої та задньої бабок, механізму переміщення та фіксації положення задньої бабки, який складається з зубчастої рейки і шестерні з рукояткою, механізму регулювання навантаження підтискання кристала, електроприводу з блоком регулювання частоти обертів, який відрізняється тим, що має як електропривід два електродвигуни, які розміщено та жорстко закріплено відповідно у передній та...
Верстат для обточування колісних пар рухомого складу без викочування
Номер патенту: 1157
Опубліковано: 15.02.2002
Автори: Дорошенко Станіслав Михайлович, Цвеюк Михайло Петрович, Калачинський Олександр Васильович
МПК: B23B 21/00, B23B 19/00, B23B 3/00, B23B 23/00
Мітки: складу, рухомого, обточування, пар, верстат, викочування, колісних
Формула / Реферат:
Верстат для обточування колісних пар рухомого складу без викочування який складається зі станини, поворотних столів супортів, супортів, різцетримачів, пневмогідродомкратів підйому колісних пар, електроприводу супортів, електроприводу обертання колісної пари з редуктором, електрошафи, пультів керування, який відрізняється тим, що плунжерна пара поршень-циліндр виконана діаметром 125 мм, ущільнюючі елементи в ній - гумовими, в системі...
Попередній патент: Спосіб отримання високопористої штукатурки вкладанням високорухливої розчинної суміші в опалубку
Наступний патент: Дозатор для важкосипких матеріалів
Випадковий патент: Рідке паливо для двигуна внутрішнього згоряння