Спосіб виготовлення плоского комутатора і заготовки провідників для такого комутатора

Формула / Реферат
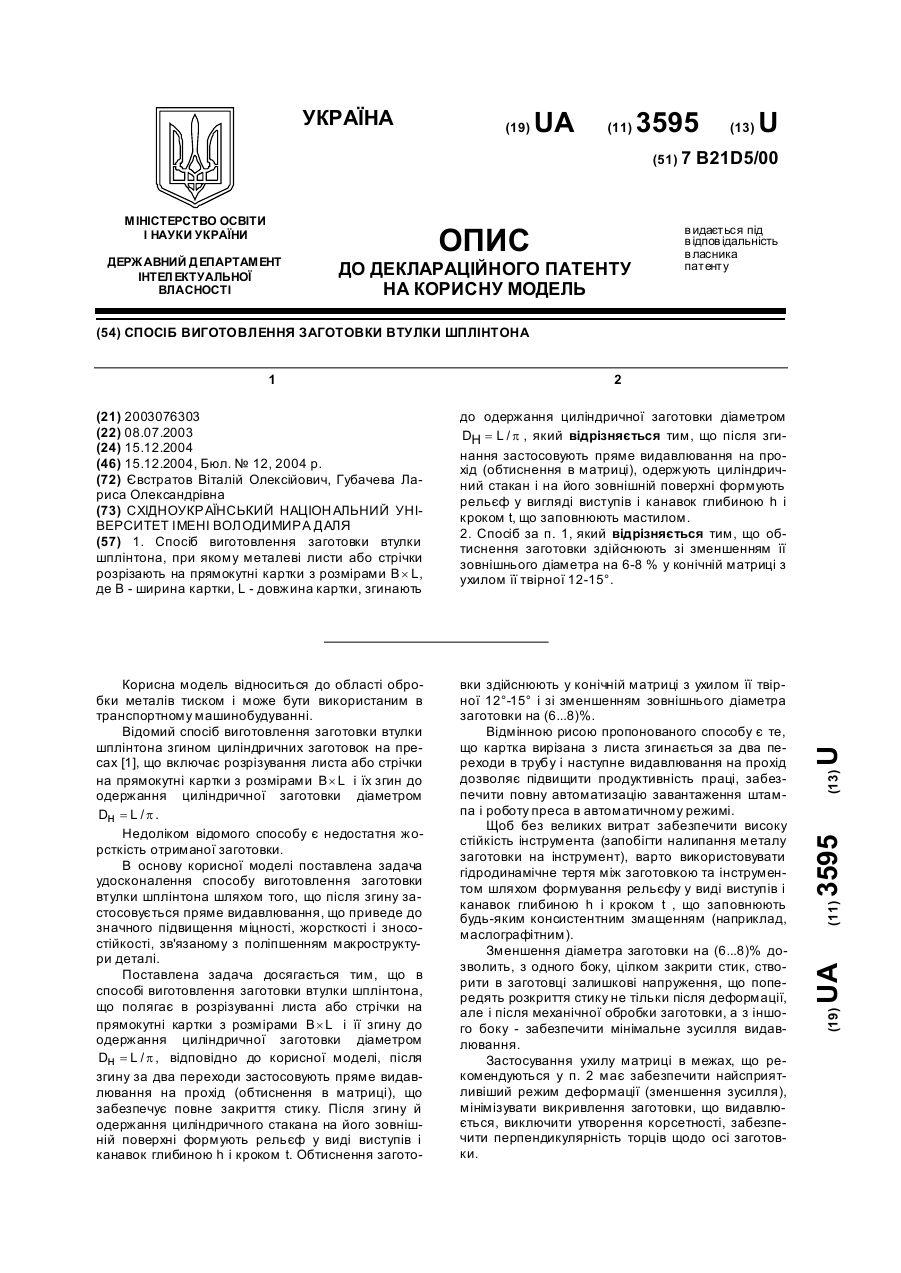
1. Спосіб виготовлення плоского комутатора (23), який має виготовлений з пресувального матеріалу корпус (28), певну кількість електропровідних сегментів (3), рівномірно розташованих навколо осі (2) і закріплених у корпусі, і таку ж кількість електрично з'єднаних з ними вугільних сегментів (29), які утворюють поверхню (24) контакту з щітками, який включає такі операції:
попереднє виготовлення кільцевої заготовки (1) провідників з електропровідними сегментами (3), з яких кожні два суміжні з'єднані один з одним містками (4), причому ці електропровідні сегменти мають спрямовані, по суті, по осі з'єднувальні частини (5) з приєднувальними гачками (6) і з спрямованими, по суті, радіально контактними язичками (7);
приготування вугільної кільцевої шайби;
об'єднання вугільної кільцевої шайби і заготовки (1) провідників в єдиний вузол з створенням електричних з'єднань між контактними язичками (7) електропровідних сегментів (3) і вугільною кільцевою шайбою;
укладання єдиного вузла у відкриту форму для лиття під тиском;
закриття форми для лиття під тиском;
формування корпусу (28) заповненням форми пресувальним матеріалом під тиском;
добування заготовки комутатора з форми для лиття під тиском;
розділення вугільної кільцевої шайби на окремі вугільні сегменти (29) і видалення або розділення містків (4),
який відрізняється тим, що попереднє виготовлення кільцевої заготовки (1) провідників включає:
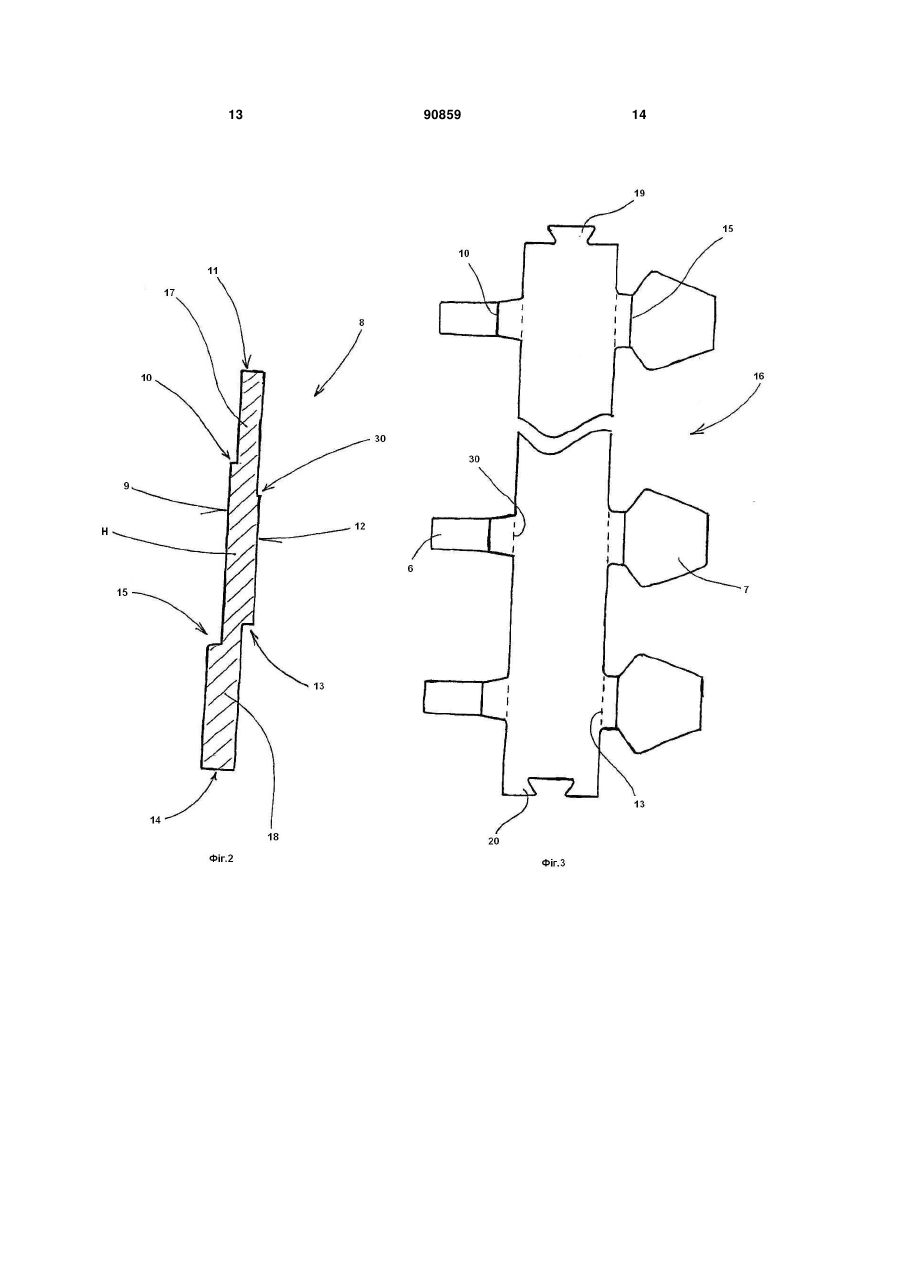
приготування металевої повздовжньо-ступінчастої першої стрічки (3), що обмежується першою кромкою (11) і паралельною їй другою кромкою (14) і має головну ділянку (Н), яка обмежується першим уступом (10), утвореним на першому боці (9) стрічки суміжно до першої кромки, і другим уступом (13), утвореним на другому боці (12) стрічки суміжно до другої кромки, і включає розташовану між першою кромкою і першим уступом першу кромкову частину (17) і розташовану між другою кромкою і другим уступом другу кромкову частину (18), а товщина матеріалу стрічки на першому і другому уступах зменшується від головної ділянки до відповідної кромкової частини і при цьому стрічка на її першому боці (9) у зоні другої кромкової частини (18) має далі третій уступ (15), на якому товщина матеріалу зменшується у напрямку до другої кромки;
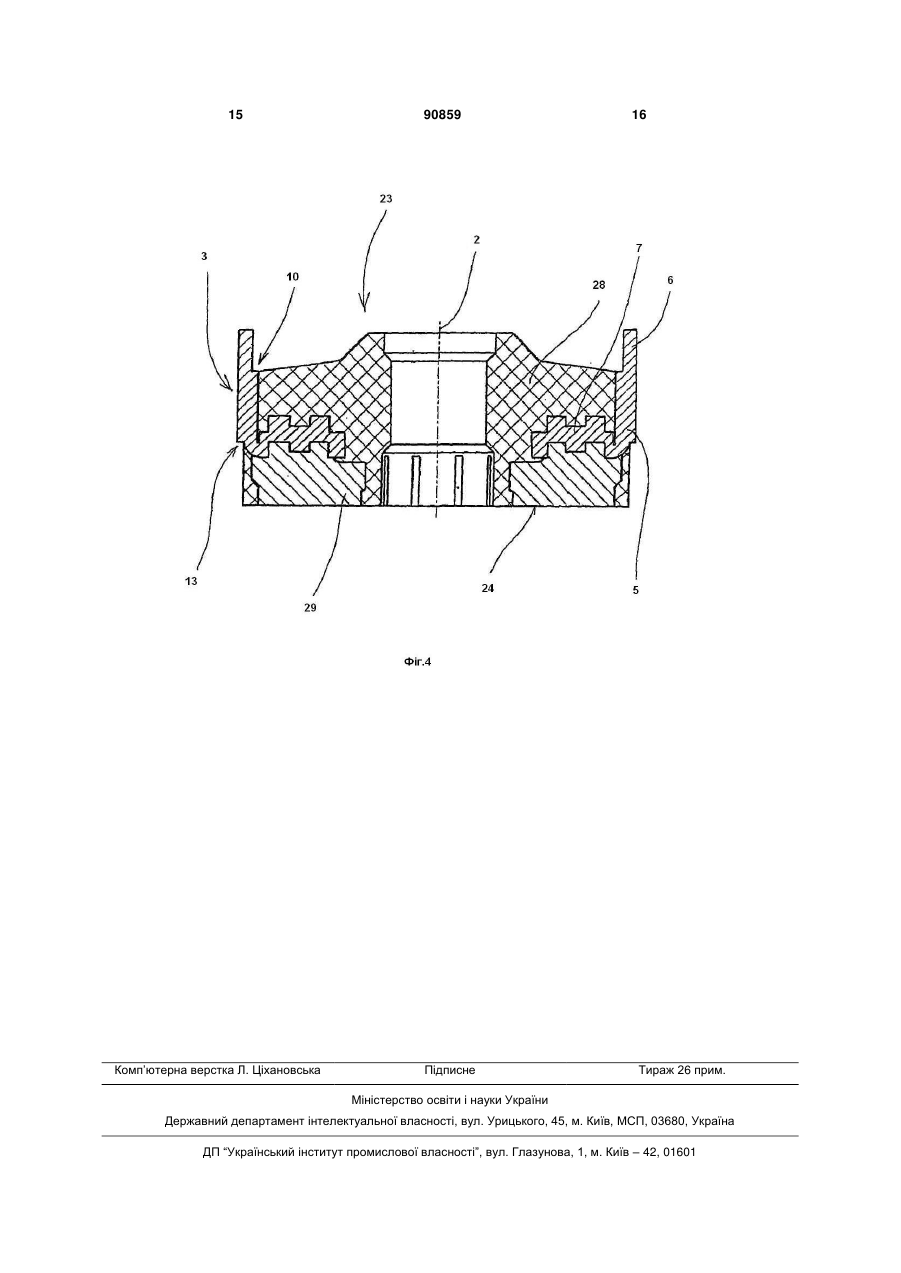
поперечне вирізання відрізку (16) металевої стрічки (8) і вирубання штампуванням обох кромкових частин (17, 18) для формування приєднувальних гачків (6) у першій кромковій частині (17) і контактних язичків (7) у другій кромковій частині (18);
прогладжування прокаткою відрізка (16) для формування замкненої кільцевої структури і формування хвилястої структури у головній ділянці з хвилеподібними виступами поблизу містків (4), причому ця замкнена кільцева структура у зоні хвилеподібних виступів має, по суті, таку ж товщину (D1) стінки, як і між цими виступами;
згинання усередину контактних язичків (7) у напрямку осі (2);
профілювання контактних язичків (7) на обох аксіальних торцевих поверхнях операціями різання в аксіальному напрямку.
2. Спосіб за п. 1, який відрізняється тим, що одночасно з поперечним вирізанням з повної металевої стрічки (8) відрізка (16) вирубають штампуванням обидві кромкові частини (17, 18).
3. Спосіб за п. 1, який відрізняється тим, що обидві кромкові частини (17, 18) вирубають штампуванням перед поперечним вирізанням відрізка (16) з повної металевої стрічки (8).
4. Спосіб за п. 1, який відрізняється тим, що обидві кромкові частини (17, 18) вирубають штампуванням після поперечного вирізання відрізка (16) з повної металевої стрічки (8).
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що відрізок (16) стрічки прогладжують прокаткою перед формуванням хвилястої структури.
6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що відрізок (16) стрічки прогладжують прокаткою після формування хвилястої структури.
7. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що для створення замкненої кільцевої структури відрізок (16) стрічки прогладжують прокаткою єдиною операцією разом з формуванням хвилястої структури.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що при прогладжуванні прокаткою відрізка (16) стрічки передбачено формування у головній ділянці (Н) двох відповідних одна одній кінцевих зчеплювальних частин (19, 20), які утворюють разом з'єднання типу "хвіст ластівки".
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що згинання усередину контактних язичків (7) у напрямку осі (2) виконують двома операціями.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що операцією розщеплення на радіальних внутрішніх поверхнях з'єднувальної частини (5) електропровідних сегментів (3) формують анкерні елементи (22).
11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що контактні язички (7) вирубають штампуванням лише у другій кромковій частині (18).
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що приєднувальні гачки (6) вирубають штампуванням у внутрішній частині головної ділянки (Н).
13. Спосіб за п. 12, який відрізняється тим, що вирубання штампуванням приєднувальних гачків (6) у головній ділянці (Н) обмежується конічним кантом.
14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що містки (4) повністю видаляють однією операцією сточування.
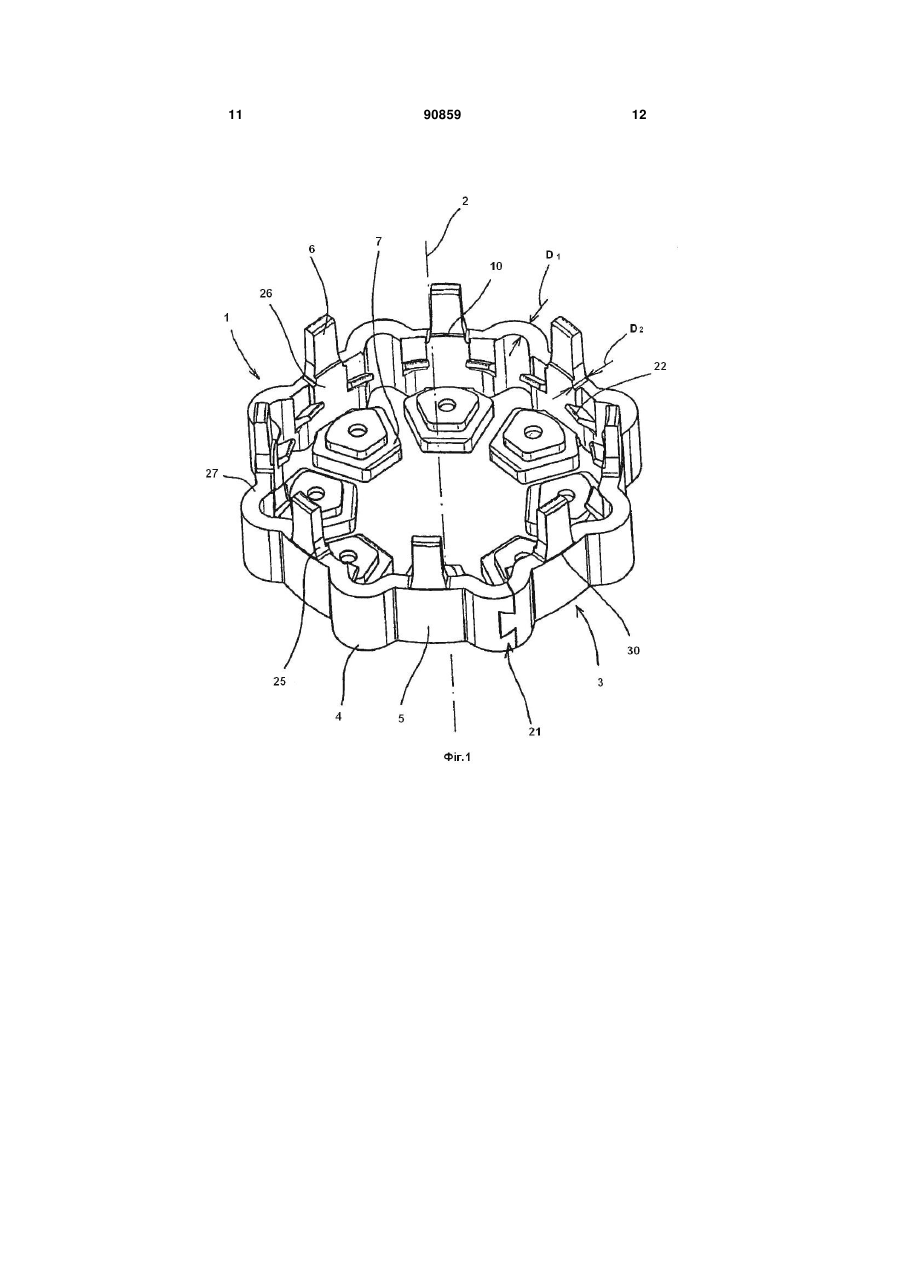
15. Кільцева замкнена заготовка (1) провідників для застосування згідно з способом виготовлення плоского комутатора (23), яка має певну кількість електропровідних сегментів (3), рівномірно розташованих навколо осі (2), з яких кожні два суміжні з'єднані один з одним містком (4), причому ці електропровідні сегменти мають спрямовані, по суті, по осі з'єднувальні частини (5) з приєднувальними гачками (6) і спрямованими, по суті, радіально контактними язичками (7),
яка відрізняється тим, що ця заготовка (1) провідників виготовлена з металевої повздовжньо-ступінчастої стрічки і має стикове з'єднання у зоні містка (4), який має хвилеподібну форму, і, виступаючи назовні навпроти електропровідного сегмента (3), має, по суті, таку ж товщину (D2) стінки, як і електропровідний сегмент.
16. Заготовка провідників за п. 15, яка відрізняється тим, що у стиковому з'єднанні передбачено замок (21) типу "хвіст ластівки" з двома відповідними одна одній кінцевими зчеплювальними частинами (19, 20).
17. Заготовка провідників за п. 15 або п. 16, яка відрізняється тим, що у її верхній поверхні щонайменше частини контактних язичків (7), призначені для контакту з вугільними сегментами (29), мають срібне або цинкове покриття.
Текст
1. Спосіб виготовлення плоского комутатора (23), який має виготовлений з пресувального матеріалу корпус (28), певну кількість електропровідних сегментів (3), рівномірно розташованих навколо осі (2) і закріплених у корпусі, і таку ж кількість електрично з'єднаних з ними вугільних сегментів (29), які утворюють поверхню (24) контакту з щітками, який включає такі операції: попереднє виготовлення кільцевої заготовки (1) провідників з електропровідними сегментами (3), з яких кожні два суміжні з'єднані один з одним містками (4), причому ці електропровідні сегменти мають спрямовані, по суті, по осі з'єднувальні частини (5) з приєднувальними гачками (6) і з спрямованими, по суті, радіально контактними язичками (7); приготування вугільної кільцевої шайби; об'єднання вугільної кільцевої шайби і заготовки (1) провідників в єдиний вузол з створенням електричних з'єднань між контактними язичками (7) електропровідних сегментів (3) і вугільною кільцевою шайбою; укладання єдиного вузла у відкриту форму для лиття під тиском; закриття форми для лиття під тиском; формування корпусу (28) заповненням форми пресувальним матеріалом під тиском; добування заготовки комутатора з форми для лиття під тиском; 2 (19) 1 3 90859 4 ванням перед поперечним вирізанням відрізка (16) з повної металевої стрічки (8). 4. Спосіб за п. 1, який відрізняється тим, що обидві кромкові частини (17, 18) вирубають штампуванням після поперечного вирізання відрізка (16) з повної металевої стрічки (8). 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що відрізок (16) стрічки прогладжують прокаткою перед формуванням хвилястої структури. 6. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що відрізок (16) стрічки прогладжують прокаткою після формування хвилястої структури. 7. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що для створення замкненої кільцевої структури відрізок (16) стрічки прогладжують прокаткою єдиною операцією разом з формуванням хвилястої структури. 8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що при прогладжуванні прокаткою відрізка (16) стрічки передбачено формування у головній ділянці (Н) двох відповідних одна одній кінцевих зчеплювальних частин (19, 20), які утворюють разом з'єднання типу "хвіст ластівки". 9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що згинання усередину контактних язичків (7) у напрямку осі (2) виконують двома операціями. 10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що операцією розщеплення на радіальних внутрішніх поверхнях з'єднувальної частини (5) електропровідних сегментів (3) формують анкерні елементи (22). 11. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що контактні язички (7) вирубають штампуванням лише у другій кромковій частині (18). 12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що приєднувальні гачки (6) вирубають штампуванням у внутрішній частині головної ділянки (Н). 13. Спосіб за п. 12, який відрізняється тим, що вирубання штампуванням приєднувальних гачків (6) у головній ділянці (Н) обмежується конічним кантом. 14. Спосіб за будь-яким з пп. 1-13, який відрізняється тим, що містки (4) повністю видаляють однією операцією сточування. 15. Кільцева замкнена заготовка (1) провідників для застосування згідно з способом виготовлення плоского комутатора (23), яка має певну кількість електропровідних сегментів (3), рівномірно розташованих навколо осі (2), з яких кожні два суміжні з'єднані один з одним містком (4), причому ці електропровідні сегменти мають спрямовані, по суті, по осі з'єднувальні частини (5) з приєднувальними гачками (6) і спрямованими, по суті, радіально контактними язичками (7), яка відрізняється тим, що ця заготовка (1) провідників виготовлена з металевої поздовжньоступінчастої стрічки і має стикове з'єднання у зоні містка (4), який має хвилеподібну форму, і, виступаючи назовні навпроти електропровідного сегмента (3), має, по суті, таку ж товщину (D2) стінки, як і електропровідний сегмент. 16. Заготовка провідників за п. 15, яка відрізняється тим, що у стиковому з'єднанні передбачено замок (21) типу "хвіст ластівки" з двома відповідними одна одній кінцевими зчеплювальними частинами (19, 20). 17. Заготовка провідників за п. 15 або п. 16, яка відрізняється тим, що у її верхній поверхні щонайменше частини контактних язичків (7), призначені для контакту з вугільними сегментами (29), мають срібне або цинкове покриття. Винахід стосується виготовлення плоского комутатора, який має виготовлений з пресованого матеріалу корпус, певну кількість рівномірно розташованих навколо осі електропровідних сегментів, закріплених у корпусі і таку ж кількість електрично з'єднаних з ними вугільних сегментів, які утворюють поверхню контакту з щітками, причому виготовлення такого комутатора включає такі операції: - приготування кільцевої заготовки провідників з електропровідними сегментами, з яких кожні два суміжні сегменти з'єднані один з одним містками, і такими, що у, по суті, осьовій зоні мають з'єднувальні частини з приєднувальними гачками і спрямованими, по суті, радіально контактними язичками; - приготування вугільної кільцевої шайби; - об'єднання вугільної кільцевої шайби і заготовки провідників в єдиний вузол з створенням електричних з'єднань між контактними язичками електропровідних сегментів і вугільною кільцевою шайбою; - укладання єдиного вузла у відкриту форму для лиття під тиском; - закриття форми для лиття під тиском; - формування корпусу заповненням під тиском форми пресувальним матеріалом; - добування заготовки комутатора з форми для лиття під тиском; - розділення вугільної кільцевої шайби на окремі сегменти і видалення або розділення містків. Подібний спосіб був застосований, наприклад, для виготовлення плоских комутаторів, описаних у DE 19956844 А1 і DE 19752626 А1. Крім того, виготовлення плоского комутатора такого типу було описане у німецькій патентній заявці 10359473.6. Для цього з шайби, отриманої штампуванням з металевого (зокрема, мідного) листа, виготовляють заготовку провідників, потім виготовляють з центральної частини шайби майбутні язички електропровідних сегментів, з периферійної частини шайби майбутні приєднувальні гачки і з проміжної 5 кільцевої частини - майбутні з'єднувальні місця електропровідних сегментів. Згідно з іншим способом виготовлення плоских комутаторів з вугільною контактною поверхнею, в яких заготовку провідників підготовляють заздалегідь, містки, наприклад, видаляють перед формуванням корпусу під тиском, після чого заготовку провідників негайно об'єднують з вугільною кільцевою шайбою в єдиний вузол (див., наприклад, DE 4028420 А1), або вугільну кільцеву шайбу накладають на заздалегідь розділені електропровідні сегменти, потім формують заливкою під тиском корпус, накладений на заготовку провідників, і нарешті видаляють містки (див., наприклад, WO 97/03486 А1). Виготовлені подібними способами плоскі комутатори, наприклад, описані у DE 19956844 А1, задовольняють високим вимогам. Однак, з економічних міркувань бажано, щоб плоский комутатор з такими високими якостями (довговічність і висока надійність) можна було виготовляти з меншими витратами на виготовлення. Згідно з винаходом цю задачу вирішено застосуванням способу виготовлення плоского комутатора такого типу, який відрізняється тим, що включає: приготування металевої поздовжньоступінчастої першої стрічки, що обмежується першою кромкою і паралельною їй другою кромкою і має головну ділянку, яка обмежується першим уступом, утвореним на першому боці стрічки суміжно до першої кромки, і другим уступом, утвореним на другому боці стрічки суміжно до другої кромки, і включає розташовану між першою кромкою і першим уступом першу кромкову частину і розташовану між другою кромкою і другим уступом другу кромкову частину, а товщина матеріалу стрічки на першому і другому уступах зменшується від головної ділянки до відповідної кромкової частини і при цьому стрічка на її першому боці у зоні другої кромкової частини має далі третій уступ, на якому товщина матеріалу зменшується у напрямку до другої кромки; - поперечне вирізання відрізку металевої стрічки і вирубання штампуванням обох кромкових частин для формування приєднувальних гачків у першій кромковій частині і контактних язичків у другій кромковій частині; - прогладжування прокаткою відрізку для формування замкненої кільцевої структури і формування хвилястої структури у головній ділянці з хвилеподібними виступами поблизу містків, причому ця замкнена кільцева структура у зоні хвилеподібних виступів має, по суті, таку ж товщину стінки, як і між цими виступами; - згинання усередину контактних язичків у напрямку осі; - профілювання контактних язичків на обох аксіальних торцевих поверхнях операціями різання в аксіальному напрямку; Застосування винаходу згідно з наведеними ознаками дозволяє виготовляти плоскі комутатори з вугільною контактною поверхнею з витратами, нижчими за витрати на виготовлення плоских комутаторів з такими ж характеристиками з застосу 90859 6 ванням існуючих способів виготовлення. У зв'язку з цим слід відзначити два важливі фактори. Поперше спосіб згідно з винаходом забезпечує вищий рівень використання вихідних матеріалів, ніж існуючі способи; зниження відходів зменшує витрати на виготовлення. Крім того, спосіб згідно з винаходом дозволяє уникнути використання кожного разу штампувального пресу завдяки застосуванню для виготовлення заготовки провідників попередньо профільованої поздовжньоступінчастої стрічки і тому, що товщина стінок містків є такою ж, як і електропровідних сегментів у місцях приєднання, а контактні язички на їх торцевих поверхнях профілюють аксіальним зрізанням для забезпечення надійного з'єднання з вугільними сегментами і корпусом. Можливість уникнути використання кожного разу штампувального пресу також знижує витрати на технічне втілення способу винаходу; отже, застосування способу згідно з винаходом дозволяє відмовитись від неповного відпалювання матеріалів у процесі виготовлення. Відповідно, потовщення стінок містків порівняно з існуючими рішеннями дозволяє за тих же умов отримати достатню осьову несучу здатність, і тому дозволяє формувати корпус литтям під тиском без ризику пошкодження укладеної заготовки провідників, яке може статись внаслідок значних сил, що виникають під час такого лиття, якщо до того ж ущільнююча поверхня між двома суміжними містками є відносно вузькою. У зв'язку з цим важливим є те, що ущільнення пристрою для лиття під тиском на боці, протилежному до контактних язичків електропровідних сегментів, поблизу аксіально орієнтованих приєднувальних гачків, (лише) забезпечується першим уступом, завдяки чому переважна частина сил, що виникають під час лиття, лягає на містки. Слід зауважити, що згідно з винаходом суттєвим є профілювання контактних язичків, внаслідок якого вони згинаються, по суті, радіально згідно з їх належним положенням, здійснюється чисто аксіальним зрізанням у відповідних верхній і нижній прес-формах. Ця особливість є головною концепцією німецької заявки (у стадії розгляду) 10359473.6. Передбачений згідно з винаходом третій уступ, розташований на першому боці стрічки у другій кромковій частині, забезпечує більшу товщину контактних язичків у кінцевій частині порівняно з перехідною частиною, через яку вони з'єднуються з з'єднувальною частиною. Це перевагою з точки зору довговічності з'єднання вугільних сегментів з контактними частинами електропровідних сегментів, а потовщення кінцевих частин контактних язичків дозволяє завдяки цьому виконати згадане вище профілювання зрізанням. Згідно з першим бажаним втіленням способу згідно з винаходом, містки повністю видаляють однією робочою операцією сточування. Це уможливлюється тим, що приєднувальні гачки заготовки комутатора орієнтовані аксіально і тому не перешкоджають виконанню операції сточування. На відміну від цього, згідно з існуючими рішеннями, оскільки приєднувальні гачки з самого початку спрямовані радіально, повне сточування містків неможливо виконати однією операцією. 7 Послідовність виконання поперечного вирізання відрізка металевої стрічки з одного боку і вирубання штампуванням обох кромкових частин з іншого боку створюють у винаході додаткові можливості. Згідно з першим варіантом винаходу, спочатку виконують поперечне вирізання відрізка з повної стрічки і потім штампуванням вирубають обидві кромкові частини для утворення приєднувальних гачків у першій кромковій частині і контактних язичків у другій кромковій частині. Згідно з другим варіантом винаходу, поперечне вирізання відрізка з повної стрічки виконують після вирубання штампуванням обох кромкових частин для утворення приєднувальних гачків у першій кромковій частині і контактних язичків у другій кромковій частині. Згідно з третім варіантом винаходу, поперечне вирізання відрізка з повної стрічки виконують одночасно з вирубанням штампуванням обох кромкових частин для утворення приєднувальних гачків і контактних язичків. Послідовність виконання операцій прогладжування прокаткою відрізка стрічки і формування хвилястої структури також дозволяє побудувати декілька варіантів винаходу. Згідно з першим таким варіантом, спочатку відрізок стрічки прогладжують прокаткою для формування замкненої кільцевої структури, після чого у цьому відрізку формують хвилясту структуру; у цьому випадку для формування хвилястої структури у вже замкненому кільцевому відрізку стрічки її у зоні містків радіально підтримують зсередини в той час, як електропровідні сегменти формують відповідними радіальними рухами пуансону, доки він не ляже на відповідний профільований внутрішній вузол. Згідно з другим варіантом винаходу, відрізок стрічки прогладжують прокаткою для формування замкненої кільцевої структури після створення у цьому відрізку хвилястої структури штампувальним пресом. Згідно з третім варіантом винаходу, після формування штампуванням контуру відрізок стрічки однією робочою операцією прогладжують прокаткою одночасно з формуванням хвилястої структури. Кожний з цих варіантів при формуванні хвилястої структури забезпечує легку деформацію частин між хвилеподібними виступами, тобто поблизу плоских з'єднувальних частин електропровідних сегментів, внаслідок чого вони висуваються назовні; цим, крім того, мінімізується необхідна токарна обробка заготовки комутатора. Згідно з іншим бажаним втіленням способу згідно з винаходом, згинання усередину контактних язичків у напрямку осі виконують двома операціями, причому друга операція включає операцію калібрування, завдяки чому заготовка провідників може бути виготовлена з дуже малими допусками для забезпечення надійного електричного з'єднання з вугільною кільцевою шайбою. Це має особливе значення у випадку зчеплення з геометричним замкненням профільованих контактних язичків електропровідних сегментів у заглибленнях вугільної кільцевої шайби. Для запресування у пресувальний матеріал під час формування корпусу литтям під тиском і закріплення електропровідних сегментів на радіальних внутрішніх поверхнях електропровідних се 90859 8 гментів анкерні елементи формують аксіальним розщепленням радіальних внутрішніх поверхонь з'єднувальної частини електропровідних сегментів. Бажано у електропровідному сегменті від відповідної з'єднувальної частини відщеплювати два анкерні елементи, але після формування хвилястої структури. Згідно з ще одним втіленням способу згідно з винаходом, що контактні язички вирубають штампуванням лише у другій кромковій частині стрічки. У цьому випадку у заготовці провідників другий виступ є замкненим і слугує ущільнюючою поверхнею для прес-форми лиття під тиском. Тим часом на протилежному боці виконують вирубання штампуванням приєднувальних гачків у зоні першої кромки за першим уступом головної ділянки. При цьому вирубання штампуванням приєднувальних гачків бажано обмежувати конічними кантами, до яких щільно прилягатиме прес-форма лиття під тиском. Наведений опис способу згідно з винаходом дозволяє дійти висновку, що при застосуванні цього способу для виготовлення плоского комутатора суттєву перевагу надає застосування кільцевої замкненої заготовки провідників, яка має певну кількість електропровідних сегментів, рівномірно розташованих навколо осі, з яких кожні два суміжні з'єднані один з одним містком, причому ці електропровідні сегменти мають спрямовані, по-суті, по осі з'єднувальні частини з приєднувальними гачками і спрямованими, по-суті, радіально контактними язичками, і цю заготовку провідників виготовляють з металевої профільованої поздовжньоступінчастої стрічки і з забезпеченням стикових з'єднань у зоні містка, який має хвилеподібну форму, і, виступаючи назовні навпроти електропровідного сегмента, має, по-суті, таку ж товщину стінки, як і електропровідний сегмент. Перевагою такої заготовки провідників є можливість її використання не лише в описаному вище способі. Модифікації цього способу зі зміною послідовності операцій виготовлення можуть принести і інші переваги покращення електричного контакту між електропровідними сегментами і вугільними сегментами згідно з бажаним втіленням винаходу верхню поверхню заготовки провідників, але у будь-якому випадку щонайменше на частини контактних язичків, які контактуватимуть з вугільними сегментами, що потім будуть отримані з вугільної кільцевої шайби, наносять срібне або цинкове покриття. Зрозуміло, що, згідно з винаходом, для виготовлення багатьох однакових заготовок провідників можна використати заздалегідь профільований поздовжньо-ступінчастий металевий стрічковий матеріал, ширина якого, по-суті, є кратною ширині металевої стрічки, необхідної для виготовлення однієї заготовки провідників. При цьому у зоні майбутніх приєднувальних гачків навіть два суміжні розкрої перекриваються, завдяки чому значно підвищується коефіцієнт використання матеріалу. Оскільки термін "кромка" у даному документі означає лише матеріальну кромку смуго-подібної стрічки, як вихідний матеріал для обробки може бути використаний стрічковий плоский металевий матеріал такої ширини, яка не дозволяє отримати 9 декілька суміжних відрізків. У такому випадку термін "кромка" означає фіктивне обмеження згаданих вище вирізів у вихідному матеріалу, які слугують для виготовлення відповідних відрізків стрічки. Далі винахід детально розглядається на прикладі його втілення, з посиланнями на креслення, в яких: Фіг.1 - перспективний вигляд заздалегідь підготовленої заготовки провідників згідно з винаходом, яка використовується для виготовлення плоского комутатора, зображеного на Фіг.4; Фіг.2 - перетин ступінчастої стрічки, яку застосовують для виготовлення заготовки провідників з Фіг.1; Фіг.3 - вигляд збоку радіального внутрішнього боку головної ділянки стрічки, яку застосовують для виготовлення заготовки провідників з Фіг.1, після вирубання штампуванням кромки, і Фіг.4 - аксіальний перетин плоского комутатора, виготовленого згідно з винаходом. Показана на Фіг.1 замкнена кільцева заготовка 1 має вісім електропровідних сегментів 3, рівномірно встановлених навколо осі 2, і вісім містків 4, які з'єднують кожні два суміжні електропровідні сегменти 3. Кожний електропровідний сегмент 3 на одному боці має, по суті, аксіально орієнтовану з'єднувальну частину 5, з орієнтованими також аксіально приєднувальними гачками 6, і на іншому боці має орієнтовані, по суті, радіально і спрямовані назовні контактні язички 7. Містки 4 хвилястої форми висуваються назовні від з'єднувальних частин 5 електропровідних сегментів 3. Їх товщина D1 відповідає товщині D2 з'єднувальної частини 5. Хвилясті частини висуваються настільки, щоб максимальна відстань від їх внутрішньої стінки до осі 2 перевищувала відстань від зовнішньої стінки з'єднувальної частини 5 до осі 2. Заготовку провідників формують рядом операцій деформації з металевої поздовжньо-ступінчастої стрічки 8 з перетином, показаним на Фіг.2. Стрічка 8 має на її першому боці 9, який відповідає майбутній радіальній внутрішній поверхні, перший уступ 10, який з суміжної до цього уступу першої кромки 11 стрічки 8 утворює потовщення матеріалу. На її протилежному боці 12, якій відповідає майбутній зовнішній поверхні, стрічка 8 має другий уступ 13, який з його боку утворює потовщення матеріалу з суміжної до цього уступу другої кромки 14 стрічки 8. Перший уступ 10 і другий уступ 13 розділені відстанню А. Розташована між першим уступом 10 і другим уступом 13 частина стрічки 8 утворює головну ділянку Н. Частина стрічки 8, розташована між першим уступом 10 і першою кромкою 11, утворює першу кромкову частину 17, а частина стрічки 8, розташована між другим уступом 10 і другою кромкою 11, утворює другу кромкову частину 18. Стрічка 8, крім того, має у другій кромковій частині 18 на першому боці 9 третій уступ 15, на якому 15 товщина матеріалу у напрямку до другої кромки збільшується. 90859 10 Для виготовлення заготовки 1 провідників першою операцією з поздовжньо-ступінчастої профільованої металевої стрічки (Фіг.3) штампуванням вирізають перший відрізок 16. При цьому одночасно вирубаються приєднувальні гачки 6 у першій кромковій частині 17, контактні язички 7 у другій кромковій частині і частково у головній ділянці Н, і кінцеву частину з двома відповідними одна одній зчеплювальними частинами 19, 20, що утворюють з'єднання типу "хвіст ластівки". Після цього відрізок 16 прогладжують прокатуванням для утворення замкненої кільцевої структури, внаслідок чого створюється протиударне з'єднання 21. Подальшою операцією у кільцевій замкненій частині 16 формують хвилеподібні виступи і одночасно - у відповідній прес-формі - електропровідні сегменти 3 (радіальним пуансоном) радіальним зміщенням усередину, в той час, як профілюючий штампувальний пристрій для внутрішньої частини вирубає містки 4. Нарешті двома операціями згинають контактні язички 7 у напрямку осі 2. Далі аксіальним зрізанням у відповідних верхніх і нижніх штампувальних пристроях профілюють контактні зони, після чого на радіальних внутрішніх поверхнях з'єднувальної частини 5 операцією розщеплення виготовляють анкерні частини 22 електропровідних сегментів 3. Виготовлену у такий спосіб заготовку 1 провідників відомим способом (див. DE 19956844 А1) піддають подальший обробці для виготовлення плоского комутатора 23 з вугільною поверхнею 24 контакту з щітками. Для цього вугільну кільцеву шайбу об'єднують у єдиний вузол з заготовкою 1 провідників з утворенням електричних з'єднань між контактними язичками 7 електропровідних сегментів 3 і вугільною кільцевою шайбою. Після цього цей єдиний вузол розміщують у відкритій формі для лиття під тиском і потім закривають цю форму. При цьому перша хвостова прес-форма прилягає до першої ущільнюючої поверхні, утвореною першим уступом 7, бічними поверхнями 25 конічних нижніх частин 26 приєднувальних гачків 6 і відповідними торцевими поверхнями 27 містків 4; а друга хвостова прес-форма прилягає до другої ущільнюючої поверхні, утвореної другим уступом 13 і відповідними торцевими поверхнями містків 4. Далі формують корпус 28, заповнюючи під тиском прес-форму пластифікованою пресувальною пластмасою, яку після цього піддають отвердінню. Прес-форму відкривають і отриману заготовку комутатора виймають з прес-форми. Нарешті сточуванням видаляють містки 4, а вугільну кільцеву шайбу розрізають на окремі вугільні сегменти 29. Беручи до уваги, що застосований спосіб є добре відомим, подальші пояснення є зайвими. Крім того, слід додати, що стрічка 8 для полегшення видалення сточуванням містків 4 на другому боці 12 у зоні головної ділянки Н має четвертий уступ 30, на якому товщина матеріалу у напрямку першої кромки 11 зменшується. 11 90859 12 13 90859 14 15 Комп’ютерна верстка Л. Ціхановська 90859 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of a planar commutator and conductor blanks for a planar commutator
Автори англійськоюPotochnik Iose, Kogei Boris
Назва патенту російськоюСпособ изготовления плоского коммутатора и заготовки проводников для такого коммутатора
Автори російськоюПоточник Йосе, Когей Борис
МПК / Мітки
МПК: H01R 43/06, H01R 39/00
Мітки: такого, плоского, провідників, заготовки, комутатора, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/8-90859-sposib-vigotovlennya-ploskogo-komutatora-i-zagotovki-providnikiv-dlya-takogo-komutatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення плоского комутатора і заготовки провідників для такого комутатора</a>
Спосіб виготовлення заготовки втулки шплінтона
Номер патенту: 3595
Опубліковано: 15.12.2004
Автори: Євстратов Віталій Олексійович, Губачева Лариса Олександрівна
МПК: B21D 5/00
Мітки: виготовлення, заготовки, втулки, спосіб, шплінтона
Формула / Реферат:
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами BL, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром , який відрізняється тим, що після згинання застосовують пряме видавлювання...
Захисний елемент з колірним кіп-ефектом і магнітними властивостями, предмет з таким захисним елементом, а також спосіб виготовлення такого захисного елемента і такого предмета
Номер патенту: 87960
Опубліковано: 10.09.2009
Автор: Хайм Манфред
МПК: B42D 15/10
Мітки: захисного, також, предмет, колірним, магнітними, такого, предмета, захисний, кіп-ефектом, таким, елемент, спосіб, захисним, елемента, властивостями, виготовлення, елементом
Формула / Реферат:
1. Захисний елемент (1, 200) для предметів, насамперед для цінних документів (200), таких як банкноти та кредитні карти, який має декілька розташованих один поверх іншого шарів (І, R, M), a саме, щонайменше один інтерференційний елемент (І), який створює колірний кіп-ефект, і шар, який має магнітні властивості (М), який відрізняється тим, що між шаром (М) з магнітними властивостями та щонайменше одним інтерференційним елементом (І)...
Спосіб виготовлення спеціального латунного профілю-заготовки корпусу кульового крана
Номер патенту: 8313
Опубліковано: 15.07.2005
Автори: Клюєв Сергій Петрович, Клюєв Андрій Петрович, Шпаковскій Вадім
МПК: B22D 15/00
Мітки: профілю-заготовки, корпусу, спеціального, спосіб, кульового, виготовлення, латунного, крана
Формула / Реферат:
Спосіб виготовлення спеціального латунного профілю-заготовки корпусу кульового крана, що включає стандартний шлях одержання заготовки корпусу кульового крана з розплавленого металу, після чого за допомогою, наприклад, спеціальних автоматів для обробки металу різанням обробляють її зовнішню та спряжені робочі поверхні, який відрізняється тим, що розплавлений метал заливають до кристалізатора установки напівбезперервного лиття, витягають...
Спосіб виготовлення плоского електронагрівника
Номер патенту: 67051
Опубліковано: 15.06.2004
Автори: Косарев Василь Васильович, Шолін Михайло Костянтинович, Андрєєв Георгій Володимирович, Мезніков Артур Володимирович, Грінбаум Юрій Валентинович, Муха Віталій Іванович, Косарев Іван Васильович, Стаднік Микола Іванович, Волкоєдов Віктор Миколайович
МПК: H05B 3/22
Мітки: виготовлення, електронагрівника, плоского, спосіб
Формула / Реферат:
1. Спосіб виготовлення плоского електронагрівника, при якому резистивний елемент розміщають між просоченими зв'язуючою сумішшю нижнім і верхнім електроізоляційними шарами, установлюють між плитами пресуючого пристрою, закріплюють резистивний елемент в електроізоляційних шарах шляхом термопресування, одержуючи монолітний блок, який відрізняється тим, що перед термопресуванням на нижню плиту пресуючого пристрою установлюють коробчастий корпус,...
Спосіб з’єднання провідників
Номер патенту: 27408
Опубліковано: 25.10.2007
Автори: Омельченко Дмитро Сергійович, Чадов Олег Олексійович
МПК: H01R 43/00
Мітки: з'єднання, спосіб, провідників
Формула / Реферат:
1. Спосіб з'єднання провідників, що включає виготовлення пазів у наконечнику, отворів у наконечнику й пакетах стрічок, підготовку поверхні з'єднувальних провідників, збирання наконечника й пакетів стрічок разом з щонайменше одним стержнем і прикладання до них деформуючого зусилля, приєднання наконечника до струмопідвода, який відрізняється тим, що бічні краї пакетів стрічок у наконечнику розташовують в одній площині із площиною наконечника,...
Попередній патент: Композиція з контрольованим вивільненням варденафілу
Наступний патент: Спосіб одержання трансгенної сої
Випадковий патент: Динамічний аналізатор спектра