Пристрій для виготовлення згортних втулок із листових заготовок
Номер патенту: 90980
Опубліковано: 10.06.2014
Автори: Кривінський Петро Петрович, Сеник Андрій Антонович, Бондаренко Олександр Леонідовіч, Шпак Роман Іванович, Кривий Петро Дмитрович
Формула / Реферат
Пристрій для виготовлення згортних втулок із листових заготовок, що містить корпус, в якому виконаний циліндричний канал, спряжений з транспортною щілиною, в якій розміщений шибер, з'єднаний з пуансоном, ступінчасту циліндричну оправку, встановлену з можливістю її осьового переміщення співвісно з циліндричним каналом, і більший діаметр відповідного ступеня цієї оправки складає 0,85…0,9 зовнішнього діаметра згортної втулки, а менший діаметр відповідного ступеня цієї оправки складає 0,9…0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, і розміщений співвісно з циліндричним каналом вузол калібрування, який складається з суцільної деформуючої та калібруючої філь'єр, розміщених в стакані і зафіксованих від осьового переміщення, який відрізняється тим, що діаметр циліндричного каналу визначається із залежності:
![]()
де ![]() - діаметр циліндричного каналу;
- діаметр циліндричного каналу;
![]() - товщина листової заготовки;
- товщина листової заготовки;
![]() - зовнішній діаметр згортної втулки,
- зовнішній діаметр згортної втулки,
і по всій довжині ступеня більшого діаметра оправки виконана напівлиска, горизонтальна сторона якої суміщена з горизонтальною нормаллю до кола, утвореного перерізом циліндричного каналу площиною, перпендикулярною до поздовжньої осі каналу, і глибина t цієї напівлиски визначається із залежності:
![]()
де ![]() - товщина листової заготовки;
- товщина листової заготовки;
![]() - діаметр циліндричного каналу;
- діаметр циліндричного каналу;
![]() - більший діаметр відповідного ступеня оправки; а ширина
- більший діаметр відповідного ступеня оправки; а ширина ![]() цієї напівлиски дорівнює:
цієї напівлиски дорівнює:
![]()
і по всій довжині ступеня меншого діаметра оправки виконана лиска, обмежена центральним кутом ![]() , який розміщений між горизонтальною нормаллю до кола, утвореного перпендикулярним перерізом циліндричного каналу і прямою, що сполучає центр цього кола з точкою перетину цього кола із слідом внутрішньої поверхні транспортної щілини, і дорівнює:
, який розміщений між горизонтальною нормаллю до кола, утвореного перпендикулярним перерізом циліндричного каналу і прямою, що сполучає центр цього кола з точкою перетину цього кола із слідом внутрішньої поверхні транспортної щілини, і дорівнює:
![]()
а ширина с цієї лиски визначається за формулою:
![]()
де ![]() - менший діаметр відповідного ступеня оправки,
- менший діаметр відповідного ступеня оправки,
і ця лиска нахилена до горизонтальної нормалі цього кола під кутом ![]() , а калібруюча філь'єра виконана роз'ємною з двох різних за довжиною більшої і меншої частин, охоплених та стиснутих пружним розрізним кільцем; менша частина цієї філь'єри розміщена навпроти лиски так, що її вісь симетрії у перпендикулярному до поздовжньої осі циліндричної ступінчастої оправки перерізі розміщена під кутом
, а калібруюча філь'єра виконана роз'ємною з двох різних за довжиною більшої і меншої частин, охоплених та стиснутих пружним розрізним кільцем; менша частина цієї філь'єри розміщена навпроти лиски так, що її вісь симетрії у перпендикулярному до поздовжньої осі циліндричної ступінчастої оправки перерізі розміщена під кутом ![]() до горизонтальної нормалі кола.
до горизонтальної нормалі кола.
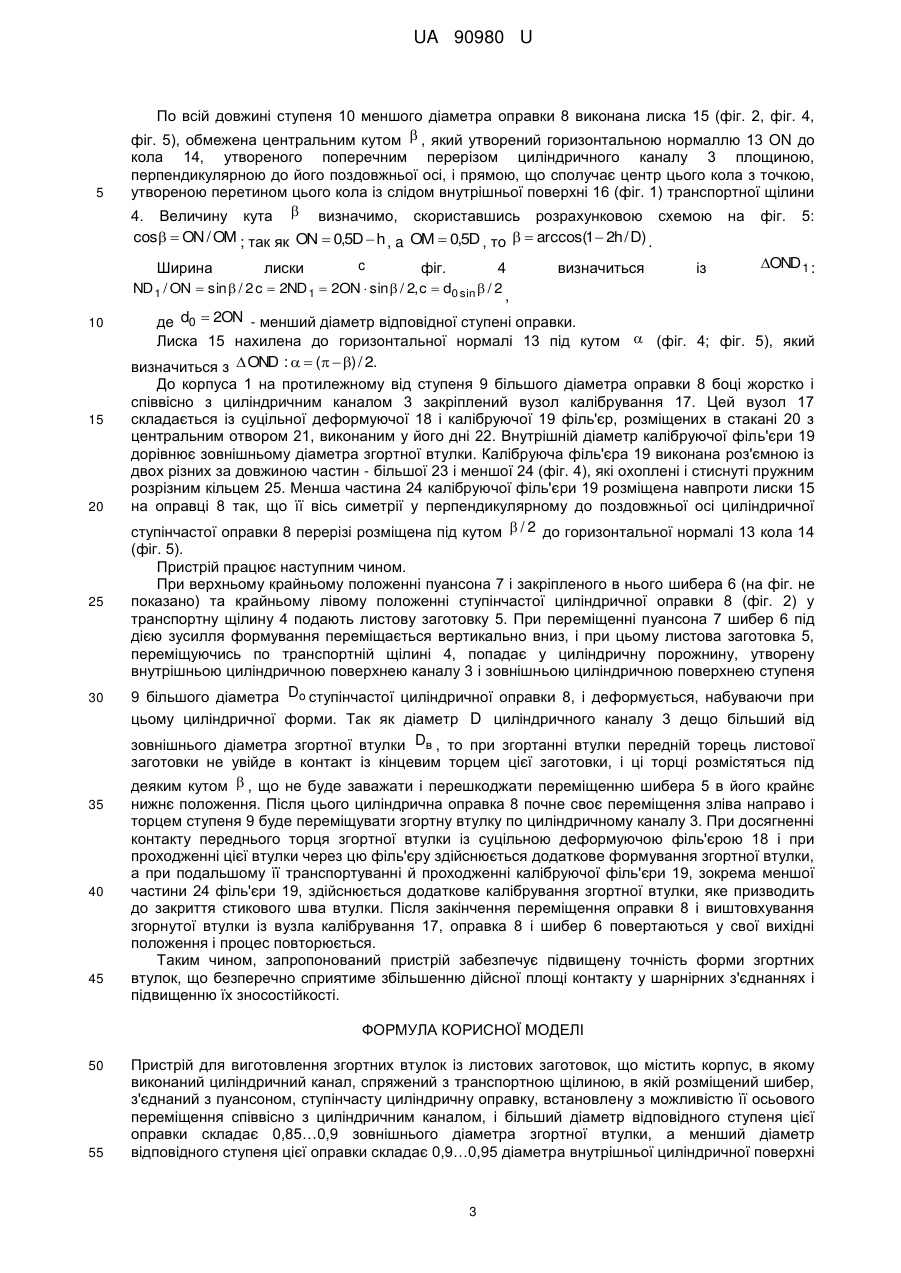
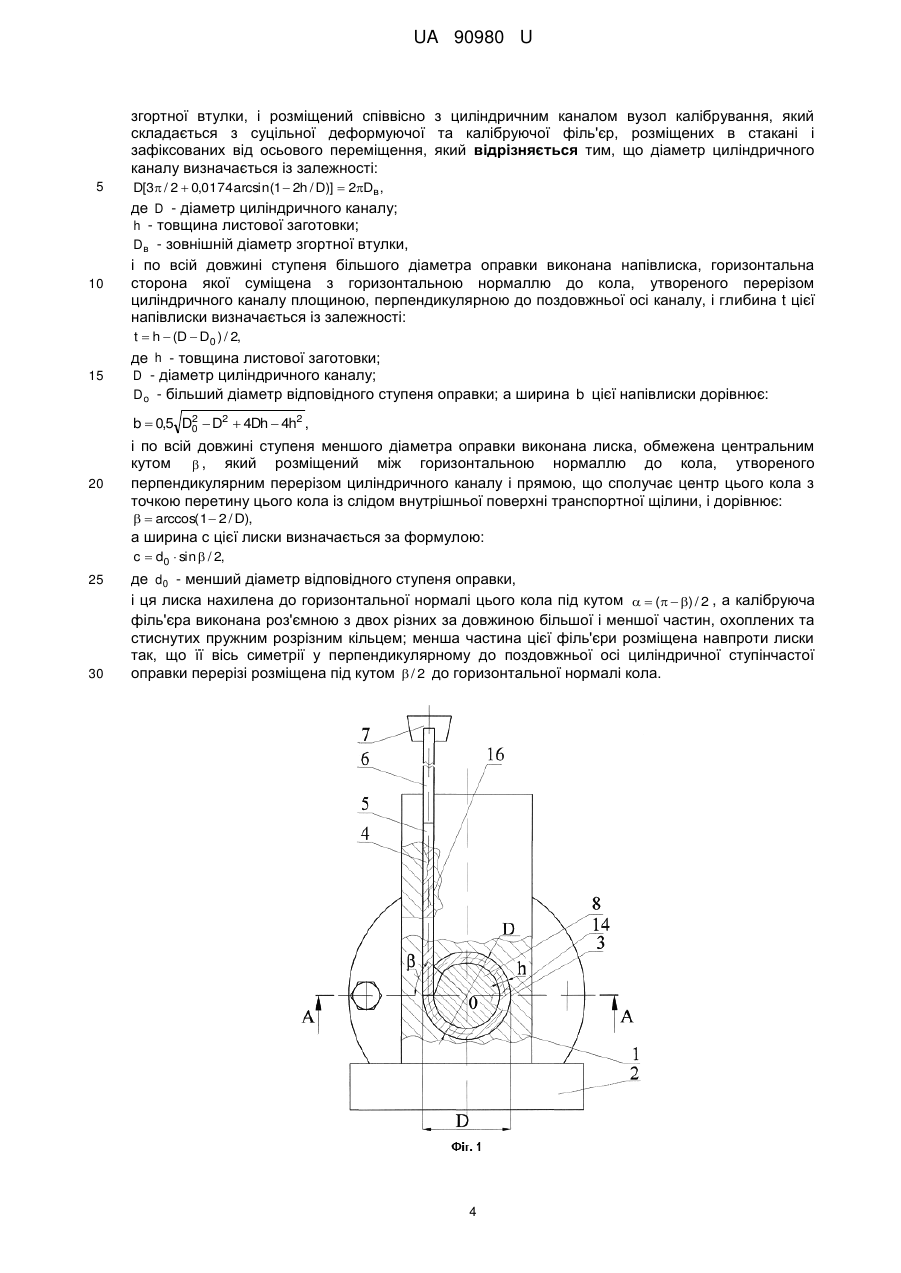
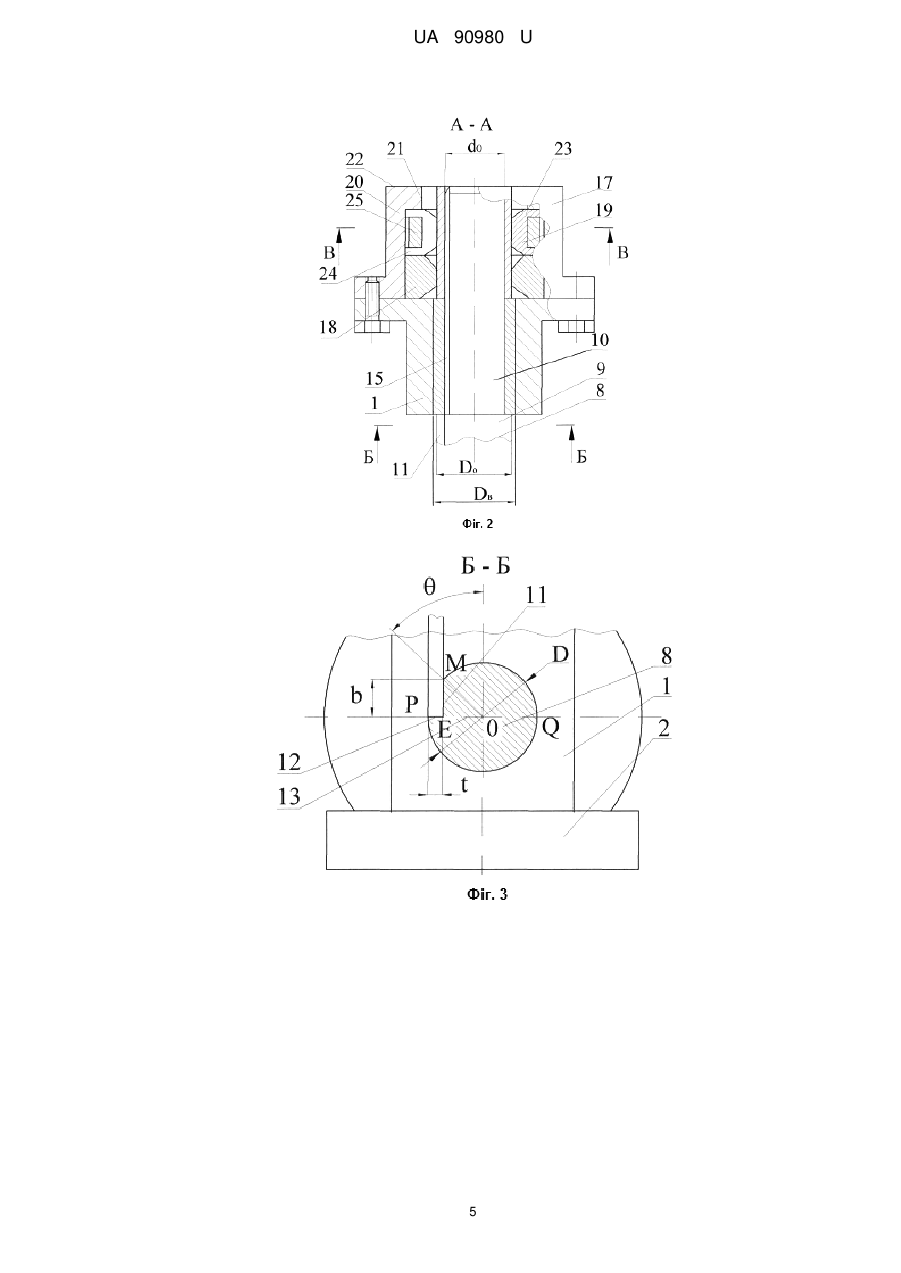
Текст
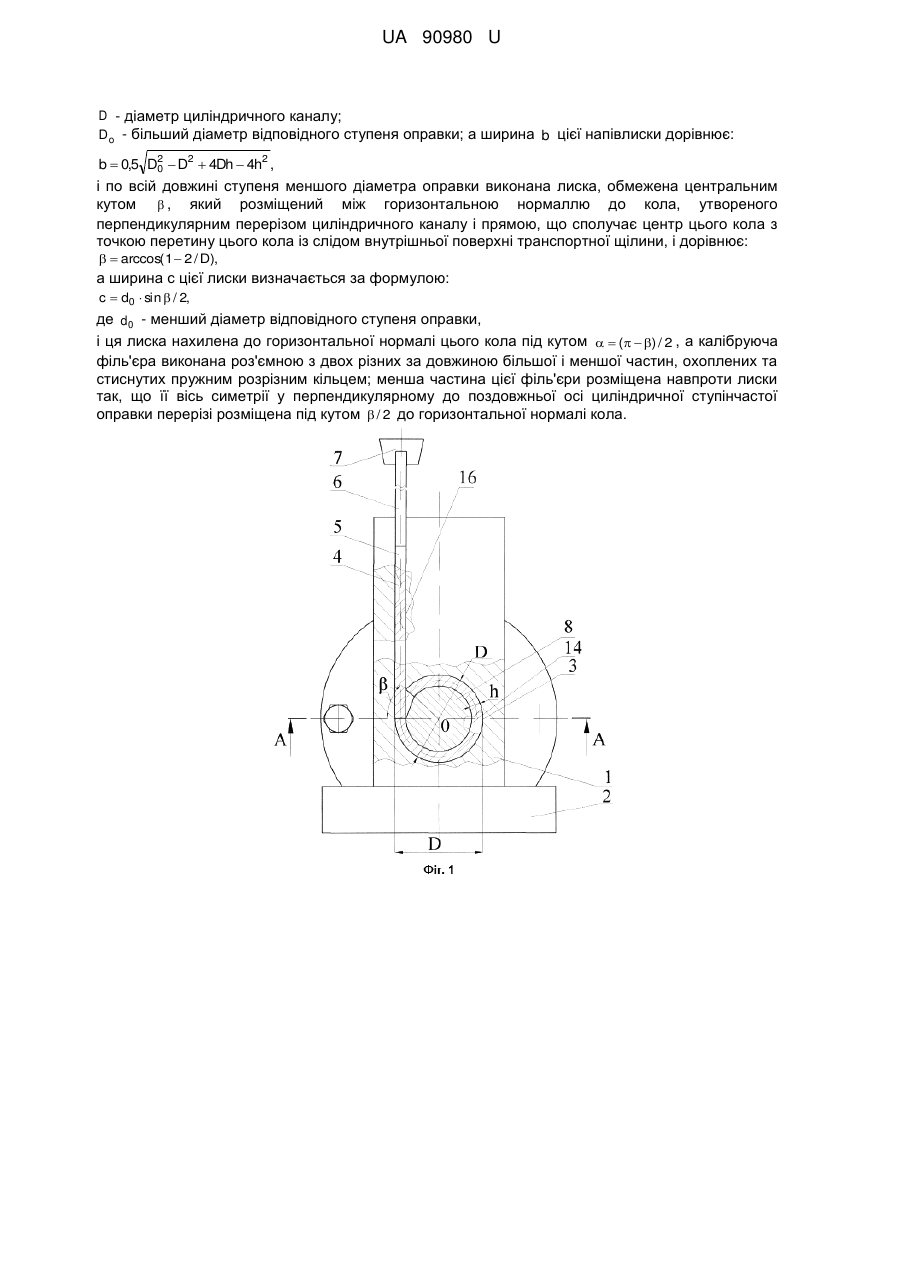
Реферат: Пристрій для виготовлення згортних втулок із листових заготовок містить корпус, в якому виконаний циліндричний канал, спряжений з транспортною щілиною, в якій розміщений шибер, з'єднаний з пуансоном, ступінчасту циліндричну оправку, встановлену з можливістю її осьового переміщення співвісно з циліндричним каналом, і більший діаметр відповідного ступеня цієї оправки складає 0,85…0,9 зовнішнього діаметра згортної втулки, а менший діаметр відповідного ступеня цієї оправки складає 0,9…0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, і розміщений співвісно з циліндричним каналом вузол калібрування, який складається з суцільної деформуючої та калібруючої філь'єр, розміщених в стакані і зафіксованих від осьового переміщення. Діаметр циліндричного каналу визначається із залежності: D[3 / 2 0,0174arcsin(1 2h / D)] 2Dв , де D - діаметр циліндричного каналу; h - товщина листової заготовки; Dв - зовнішній діаметр згортної втулки, і по всій довжині ступені більшого діаметра оправки виконана напівлиска, горизонтальна сторона якої суміщена з горизонтальною нормаллю до кола, утвореного перерізом циліндричного каналу площиною, перпендикулярною до поздовжньої осі каналу, і глибина t цієї напівлиски визначається із залежності: t h (D D0 ) / 2, де h - товщина листової заготовки; UA 90980 U (12) UA 90980 U D - діаметр циліндричного каналу; D o - більший діаметр відповідного ступеня оправки; а ширина b цієї напівлиски дорівнює: 2 b 0,5 D0 D2 4Dh 4h2 , і по всій довжині ступеня меншого діаметра оправки виконана лиска, обмежена центральним кутом , який розміщений між горизонтальною нормаллю до кола, утвореного перпендикулярним перерізом циліндричного каналу і прямою, що сполучає центр цього кола з точкою перетину цього кола із слідом внутрішньої поверхні транспортної щілини, і дорівнює: arccos( 1 2 / D), а ширина с цієї лиски визначається за формулою: c d0 sin / 2, де d0 - менший діаметр відповідного ступеня оправки, і ця лиска нахилена до горизонтальної нормалі цього кола під кутом ( ) / 2 , а калібруюча філь'єра виконана роз'ємною з двох різних за довжиною більшої і меншої частин, охоплених та стиснутих пружним розрізним кільцем; менша частина цієї філь'єри розміщена навпроти лиски так, що її вісь симетрії у перпендикулярному до поздовжньої осі циліндричної ступінчастої оправки перерізі розміщена під кутом / 2 до горизонтальної нормалі кола. UA 90980 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до механічної обробки металів і може мати практичне використання при виготовленні згортних втулок особливо для приводних роликових і втулкових ланцюгів. Відомий пристрій для виготовлення втулок з листових заготовок, який містить встановлену на плиті роз'ємну матрицю з циліндричним отвором, з'єднаним з прямолінійним пазом, в якому розміщений шибер, зв'язаний з пуансоном, і роз'ємну оправку співвісно встановлену в отвір з можливістю її обертання, механічний вузол гальмування оправки і закріплений на ній упор, який кінематично зв'язаний з вузлом гальмування (А.с. 615987 СРСР М. Кл. B21D5/10. Заявл. 23.11.76; опубл. 25.07.78, Бюл. №27). Недоліком відомого пристрою є те, що він не забезпечує необхідну точність форми згортних втулок через відсутність калібруючих фільєр, а також низька продуктивність, яка викликана тим, що після закінчення гнуття заготовки матрицю роз'єднують, оправку із втулкою виймають з підшипникових опор і потім втулку знімають з оправки. Найближчим за технічною суттю і очікуваним результатом є відомий пристрій для формування згортних втулок, що містить корпус, в якому виконаний циліндричний канал, спряжений з транспортною щілиною, в якій розміщений шибер, з'єднаний з пуансоном, ступінчасту циліндричну оправку, встановлену з можливістю її осьового переміщення співвісно з циліндричним каналом, і більший діаметр відповідного ступеня цієї оправки складає 0,89…0,90 зовнішнього діаметра згортної втулки, а менший діаметр відповідного ступеня цієї оправки складає 0,9…0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, і розміщений співвісно з циліндричним каналом вузол калібрування, який складається з суцільної деформуючої і калібруючої філь'єр, розміщених в стакані що зафіксований від осьового переміщення (Деклараційний патент на винахід №55106А Україна МПК B21D05/10. Заяв. 01.07.2002; опубл. 17.03.2003 Бюл. №3). Недолік відомого прототипу полягає в тому, що він не забезпечує необхідну точність форми за відхиленням від круглості втулки, яка виготовляється. В основу корисної моделі поставлено задачупідвищення точності форми втулки за відхиленням від круглості внутрішньої і зовнішньої циліндричних поверхонь, що сприятиме збільшенню площі контакту в шарнірах приводних ланцюгів і їх зносостійкості, а також зменшення рівня шуму при функціонуванні ланцюгових передач. Поставлена задача вирішується шляхом виконання пристрою для виготовлення згортних втулок із листових заготовок, що містить корпус, в якому виконаний циліндричний канал, спряжений з транспортною щілиною, в якій розміщений шибер, з'єднаний з пуансоном, ступінчасту циліндричну оправку, встановлену з можливістю її осьового переміщення співвісно з циліндричним каналом, і більший діаметр відповідного ступеня цієї оправки складає 0,85…0,9 зовнішнього діаметра згортної втулки, а менший діаметр відповідного ступеня цієї оправки складає 0,9…0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, і розміщений співвісно з циліндричним каналом вузол калібрування, який складається з суцільної деформуючої та калібруючої філь'єр, розміщених в стакані і зафіксованих від осьового переміщення, причому діаметр циліндричного каналу визначається із залежності: D[3 / 2 0,0174 arcsin(1 2h / D)] 2Dв , де D - діаметр циліндричного каналу; h - товщина листової заготовки; Dв - зовнішній діаметр згортної втулки, і по всій довжині ступеня більшого діаметра оправки виконана напівлиска, горизонтальна сторона якої суміщена з горизонтальною нормаллю до кола, утвореного перерізом циліндричного каналу площиною, перпендикулярною до поздовжньої осі каналу, і глибина t цієї напівлиски визначається із залежності: t h (D D0 ) / 2, де h - товщина листової заготовки; D - діаметр циліндричного каналу; Do - більший діаметр відповідного ступеня оправки; а ширина b цієї напівлиски дорівнює: 55 2 b 0,5 D0 D2 4Dh 4h2 , 1 UA 90980 U 5 10 15 20 і по всій довжині ступеня меншого діаметра оправки виконана лиска, обмежена центральним кутом , який розміщений між горизонтальною нормаллю до кола, утвореного перпендикулярним перерізом циліндричного каналу і прямою, що сполучає центр цього кола з точкою перетину цього кола із слідом внутрішньої поверхні транспортної щілини, і дорівнює: arccos(1 2 / D), а ширина с цієї лиски визначається за формулою: c d0 sin / 2, де d0 - менший діаметр відповідного ступеня оправки, і ця лиска нахилена до горизонтальної нормалі цього кола під кутом ( ) / 2 , а калібруюча філь'єра виконана роз'ємною з двох різних за довжиною більшої і меншої частин, охоплених та стиснутих пружним розрізним кільцем; менша частина цієї філь'єри розміщена навпроти лиски так, що її вісь симетрії у перпендикулярному до поздовжньої осі циліндричної ступінчастої оправки перерізі розміщена під кутом / 2 до горизонтальної нормалі кола. Суть запропонованого технічного рішення пояснюється графічними матеріалами: на фіг. 1 головний вигляд, на фіг. 2 - переріз А-А фіг. 1, на фіг. 3 - переріз Б-Б фіг. 2, на фіг. 4 - переріз ВВ фіг. 2, на фіг. 5 - розрахункова схема отримання залежності для визначення діаметра каналу. Пристрій для виготовлення згортних втулок із листових заготовок складається з корпусу 1 (фіг. 1, фіг. 2, фіг. 3), встановленого на плиті 2 (фіг. 1, фіг. 3), і в цьому корпусі 1 виконаний циліндричний канал 3 діаметром D . Величина діаметра D каналу 3 визначається із розрахункової схеми, поданої на фіг. 5. L Довжина дуги MQP - MQP дорівнює довжині кола з діаметром, що дорівнює зовнішньому діаметру Dв втулки, тобто LMQP Dв . (1) LMQP 25 Величину виразимо залежністю (3 / 2 )В / 2. LMQP (2) З OMN будемо мати, що ON / OM sin ; в свою чергу ON OP PN D / 2 h;OM D / 2; де h - товщина листової заготовки. Тоді sin (D / 2 h) / D / 2 1 2h / D. 30 35 40 45 Звідки arcsin(1 2h / D) (град). Або 0,0174 arcsin(1 2h / D) (рад). (3) Підставивши (3) в (2) і отримане в (1), отримаємо залежність для визначення діаметра каналу D[3 / 2 0,0174 arcsin(1 2h / D)] 2Dв . Циліндричний канал 3 спряжений з транспортною щілиною 4 (фіг. 1), в якій розміщена листова заготовка 5 і шибер 6, що з'єднаний з пуансоном 7. В циліндричному каналі 3 співвісно з можливістю осьового переміщення встановлена ступінчаста циліндрична оправка 8 (фіг. 1, фіг. 2, фіг. 3, фіг. 4), що складається із ступеня 9 (фіг. 2) більшого діаметра Do , що складає 0,85-0,90 зовнішнього діаметра згортної втулки, і ступеня 10 меншого діаметра d0 , що складає 0,90-0,95 діаметра внутрішньої циліндричної поверхні згортної втулки (фіг. 2). По всій довжині ступеня 9 більшого діаметра оправки 8 виконана напівлиска 11, горизонтальна сторона 12 (фіг. 3) якої суміщена з горизонтальною нормаллю ON 13 до кола 14 (фіг. 4), утвореного перерізом циліндричного каналу 3 площиною, перпендикулярною до поздовжньої осі каналу 3. Глибина t і ширина b цієї напівлиски 11 визначаються з врахуванням того, що з OKN отримаємо: b KN;OK D0 / 2;ON D / 2 h. Використавши розрахункову схему, подану на фіг. 5, будемо мати: t h (D D0 ) / 2, , 2 b 0,5 D0 D2 4Dh 4h2 . 2 UA 90980 U 5 По всій довжині ступеня 10 меншого діаметра оправки 8 виконана лиска 15 (фіг. 2, фіг. 4, фіг. 5), обмежена центральним кутом , який утворений горизонтальною нормаллю 13 ON до кола 14, утвореного поперечним перерізом циліндричного каналу 3 площиною, перпендикулярною до його поздовжньої осі, і прямою, що сполучає центр цього кола з точкою, утвореною перетином цього кола із слідом внутрішньої поверхні 16 (фіг. 1) транспортної щілини 4. Величину кута визначимо, скориставшись розрахунковою схемою на фіг. 5: cos ON / OM ; так як ON 0,5D h , a OM 0,5D , то arccos(1 2h / D) . 10 15 20 25 30 35 40 45 OND 1 : c Ширина лиски фіг. 4 визначиться із ND 1 / ON sin / 2 c 2ND 1 2ON sin / 2, c d0 sin / 2 , де d0 2ON - менший діаметр відповідної ступені оправки. Лиска 15 нахилена до горизонтальної нормалі 13 під кутом (фіг. 4; фіг. 5), який визначиться з OND : ( ) / 2. До корпуса 1 на протилежному від ступеня 9 більшого діаметра оправки 8 боці жорстко і співвісно з циліндричним каналом 3 закріплений вузол калібрування 17. Цей вузол 17 складається із суцільної деформуючої 18 і калібруючої 19 філь'єр, розміщених в стакані 20 з центральним отвором 21, виконаним у його дні 22. Внутрішній діаметр калібруючої філь'єри 19 дорівнює зовнішньому діаметра згортної втулки. Калібруюча філь'єра 19 виконана роз'ємною із двох різних за довжиною частин - більшої 23 і меншої 24 (фіг. 4), які охоплені і стиснуті пружним розрізним кільцем 25. Менша частина 24 калібруючої філь'єри 19 розміщена навпроти лиски 15 на оправці 8 так, що її вісь симетрії у перпендикулярному до поздовжньої осі циліндричної ступінчастої оправки 8 перерізі розміщена під кутом / 2 до горизонтальної нормалі 13 кола 14 (фіг. 5). Пристрій працює наступним чином. При верхньому крайньому положенні пуансона 7 і закріпленого в нього шибера 6 (на фіг. не показано) та крайньому лівому положенні ступінчастої циліндричної оправки 8 (фіг. 2) у транспортну щілину 4 подають листову заготовку 5. При переміщенні пуансона 7 шибер 6 під дією зусилля формування переміщається вертикально вниз, і при цьому листова заготовка 5, переміщуючись по транспортній щілині 4, попадає у циліндричну порожнину, утворену внутрішньою циліндричною поверхнею каналу 3 і зовнішньою циліндричною поверхнею ступеня 9 більшого діаметра Do ступінчастої циліндричної оправки 8, і деформується, набуваючи при цьому циліндричної форми. Так як діаметр D циліндричного каналу 3 дещо більший від зовнішнього діаметра згортної втулки Dв , то при згортанні втулки передній торець листової заготовки не увійде в контакт із кінцевим торцем цієї заготовки, і ці торці розмістяться під деяким кутом , що не буде заважати і перешкоджати переміщенню шибера 5 в його крайнє нижнє положення. Після цього циліндрична оправка 8 почне своє переміщення зліва направо і торцем ступеня 9 буде переміщувати згортну втулку по циліндричному каналу 3. При досягненні контакту переднього торця згортної втулки із суцільною деформуючою філь'єрою 18 і при проходженні цієї втулки через цю філь'єру здійснюється додаткове формування згортної втулки, а при подальшому її транспортуванні й проходженні калібруючої філь'єри 19, зокрема меншої частини 24 філь'єри 19, здійснюється додаткове калібрування згортної втулки, яке призводить до закриття стикового шва втулки. Після закінчення переміщення оправки 8 і виштовхування згорнутої втулки із вузла калібрування 17, оправка 8 і шибер 6 повертаються у свої вихідні положення і процес повторюється. Таким чином, запропонований пристрій забезпечує підвищену точність форми згортних втулок, що безперечно сприятиме збільшенню дійсної площі контакту у шарнірних з'єднаннях і підвищенню їх зносостійкості. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Пристрій для виготовлення згортних втулок із листових заготовок, що містить корпус, в якому виконаний циліндричний канал, спряжений з транспортною щілиною, в якій розміщений шибер, з'єднаний з пуансоном, ступінчасту циліндричну оправку, встановлену з можливістю її осьового переміщення співвісно з циліндричним каналом, і більший діаметр відповідного ступеня цієї оправки складає 0,85…0,9 зовнішнього діаметра згортної втулки, а менший діаметр відповідного ступеня цієї оправки складає 0,9…0,95 діаметра внутрішньої циліндричної поверхні 3 UA 90980 U згортної втулки, і розміщений співвісно з циліндричним каналом вузол калібрування, який складається з суцільної деформуючої та калібруючої філь'єр, розміщених в стакані і зафіксованих від осьового переміщення, який відрізняється тим, що діаметр циліндричного каналу визначається із залежності: 5 10 D[3 / 2 0,0174arcsin(1 2h / D)] 2Dв , де D - діаметр циліндричного каналу; h - товщина листової заготовки; Dв - зовнішній діаметр згортної втулки, і по всій довжині ступеня більшого діаметра оправки виконана напівлиска, горизонтальна сторона якої суміщена з горизонтальною нормаллю до кола, утвореного перерізом циліндричного каналу площиною, перпендикулярною до поздовжньої осі каналу, і глибина t цієї напівлиски визначається із залежності: t h (D D0 ) / 2, 15 де h - товщина листової заготовки; D - діаметр циліндричного каналу; D o - більший діаметр відповідного ступеня оправки; а ширина b цієї напівлиски дорівнює: 2 b 0,5 D0 D2 4Dh 4h2 , 20 і по всій довжині ступеня меншого діаметра оправки виконана лиска, обмежена центральним кутом , який розміщений між горизонтальною нормаллю до кола, утвореного перпендикулярним перерізом циліндричного каналу і прямою, що сполучає центр цього кола з точкою перетину цього кола із слідом внутрішньої поверхні транспортної щілини, і дорівнює: arccos( 1 2 / D), а ширина с цієї лиски визначається за формулою: c d0 sin / 2, 25 30 де d0 - менший діаметр відповідного ступеня оправки, і ця лиска нахилена до горизонтальної нормалі цього кола під кутом ( ) / 2 , а калібруюча філь'єра виконана роз'ємною з двох різних за довжиною більшої і меншої частин, охоплених та стиснутих пружним розрізним кільцем; менша частина цієї філь'єри розміщена навпроти лиски так, що її вісь симетрії у перпендикулярному до поздовжньої осі циліндричної ступінчастої оправки перерізі розміщена під кутом / 2 до горизонтальної нормалі кола. 4 UA 90980 U 5 UA 90980 U Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюBondarenko Oleksandr Leonidovych, Kryvinskyi Petro Petrovych, Kryvyi Petro Dmytrovych, Senyk Andrii Antonovych
Автори російськоюБондаренко Александр Леонидович, Кривинский Петр Петрович, Кривой Петр Дмитриевич, Сеник Андрей Антонович
МПК / Мітки
МПК: B21D 5/10
Мітки: пристрій, листових, заготовок, згортних, виготовлення, втулок
Код посилання
<a href="https://ua.patents.su/8-90980-pristrijj-dlya-vigotovlennya-zgortnikh-vtulok-iz-listovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення згортних втулок із листових заготовок</a>
Пристрій для формування згортних втулок
Номер патенту: 55106
Опубліковано: 17.03.2003
Автори: Кривий Петро Дмитрович, Сеник Андрій Антонович
МПК: B21D 05/10
Мітки: пристрій, згортних, втулок, формування
Формула / Реферат:
Пристрій для формування згортних втулок, що складається з корпусу, в якому виконаний ступінчатий циліндричний канал, що спряжений з транспортною щілиною, циліндричної оправки, яка встановлена всередині циліндричного каналу на двох опорах, шибера, закріпленого на підпружиненому пуансоні, який відрізняється тим, що транспортна щілина виконана криволінійною з постійною кривизною певного радіуса, а циліндрична оправка з можливістю осьового...
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів
Номер патенту: 51684
Опубліковано: 16.12.2002
Автори: Шилов Валерій Павлович, Точілін Іван Лазаревич, Веремеєнко Ігор Степанович
МПК: F16C 33/00, B29C 53/00, B29C 44/00
Мітки: оправка, підшипників, композиційних, втулок, ковзання, виготовлення, матеріалів
Формула / Реферат:
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів, що містить корпус, утворений з окремих секцій, яка відрізняється тим, що секції виконані у вигляді сегментів та розміщених між останніми вставок і з’єднані у одне ціле за допомогою фланців та кріпильних елементів, при цьому стики секцій виконані поздовжніми уздовж осі оправки.
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, пристрій, гофрованих, виготовлення
Формула / Реферат:
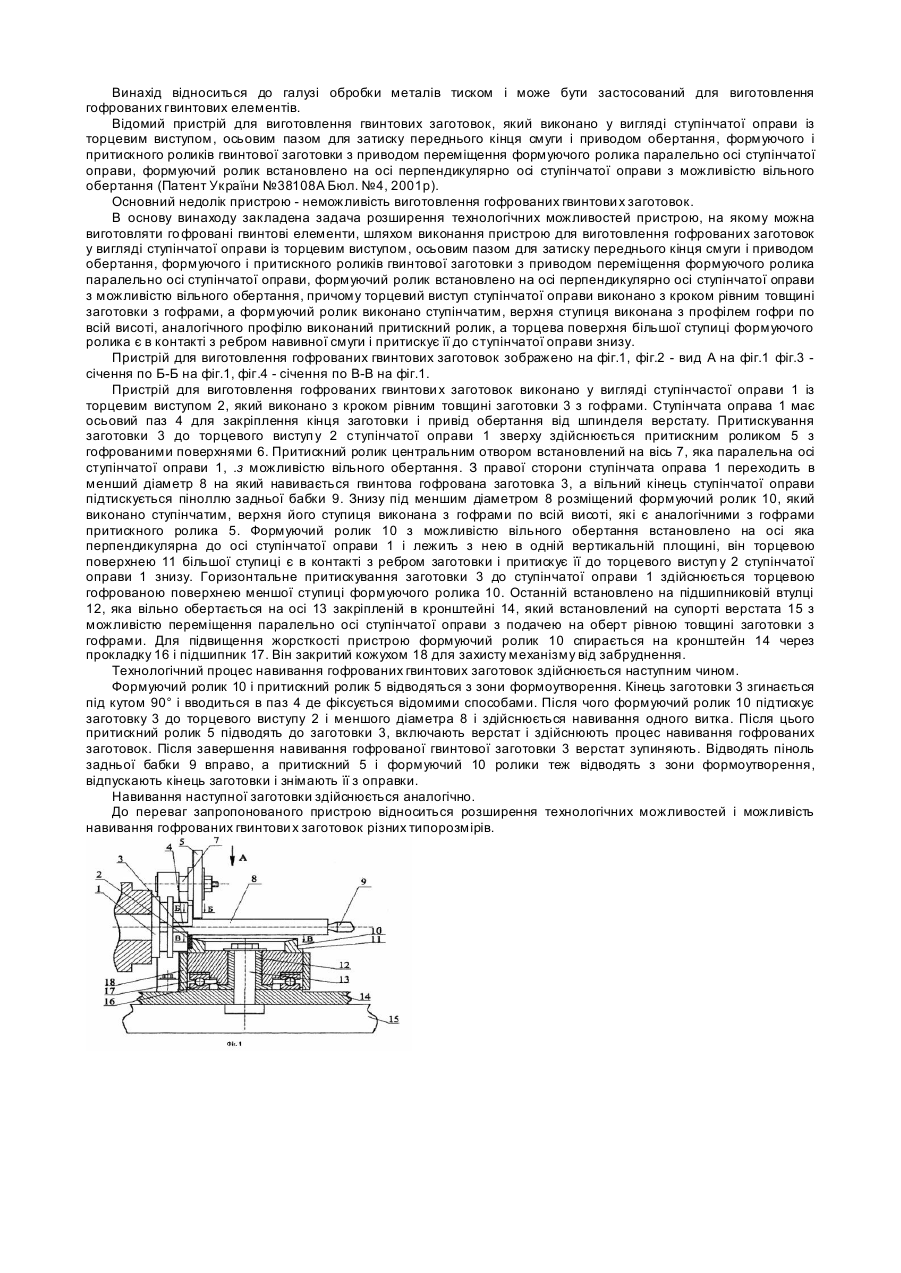
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 65392
Опубліковано: 12.12.2011
Автори: Борис Руслан Степанович, Богодіст Егор Ігорович, Титов Вячеслав Андрійович
МПК: B21C 23/22
Мітки: спосіб, заготовок, виготовлення, листових, біметалевих, виробів
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів і здійснюють їх витяжку з потоншенням стінок, а на зовнішній поверхні верхньої заготовки після першої витяжки формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки мають хвилястий профіль та...
Спосіб виготовлення біметалевих виробів з листових заготовок
Номер патенту: 31540
Опубліковано: 10.04.2008
Автори: Титов Вячеслав Андрійович, Борис Руслан Степанович, Тривайло Михайло Семенович
МПК: B21C 23/22, B21D 22/20
Мітки: листових, біметалевих, виробів, заготовок, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевих виробів з листових заготовок, при якому на дві послідовно розміщені з зазором співвісні вертикально розташовані матриці встановлюють листові заготовки з різних матеріалів i здійснюють їх витягання зі стоншенням стінок, а на зовнішній поверхні верхньої заготовки після першого витягання формують розташованим між матрицями інструментом поздовжні канавки, який відрізняється тим, що канавки формують методом...
Попередній патент: Спосіб лікування інфекційного загострення бронхіальної астми
Наступний патент: Полігармонійний вібраційний сепаратор
Випадковий патент: Парова електрична станція