Пристрій для формування згортних втулок
Номер патенту: 55106
Опубліковано: 17.03.2003
Формула / Реферат
Пристрій для формування згортних втулок, що складається з корпусу, в якому виконаний ступінчатий циліндричний канал, що спряжений з транспортною щілиною, циліндричної оправки, яка встановлена всередині циліндричного каналу на двох опорах, шибера, закріпленого на підпружиненому пуансоні, який відрізняється тим, що транспортна щілина виконана криволінійною з постійною кривизною певного радіуса, а циліндрична оправка з можливістю осьового переміщення виконана ступінчатою, менший діаметр якої складає 0,9 - 0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, а більший діаметр складає 0,85 – 0,9 зовнішнього діаметра згортної втулки, і осесиметрично ступінчатому циліндричному каналу встановлені калібруючі філь'єри, з одного боку, які від осьового переміщення зафіксовані одним із торців каналу, а з другого боку - внутрішнім торцем накидної гайки, в якій виконаний центральний отвір, і на торці гайки симетрично у вигляді пластин закріплені знімачі втулок.
Текст
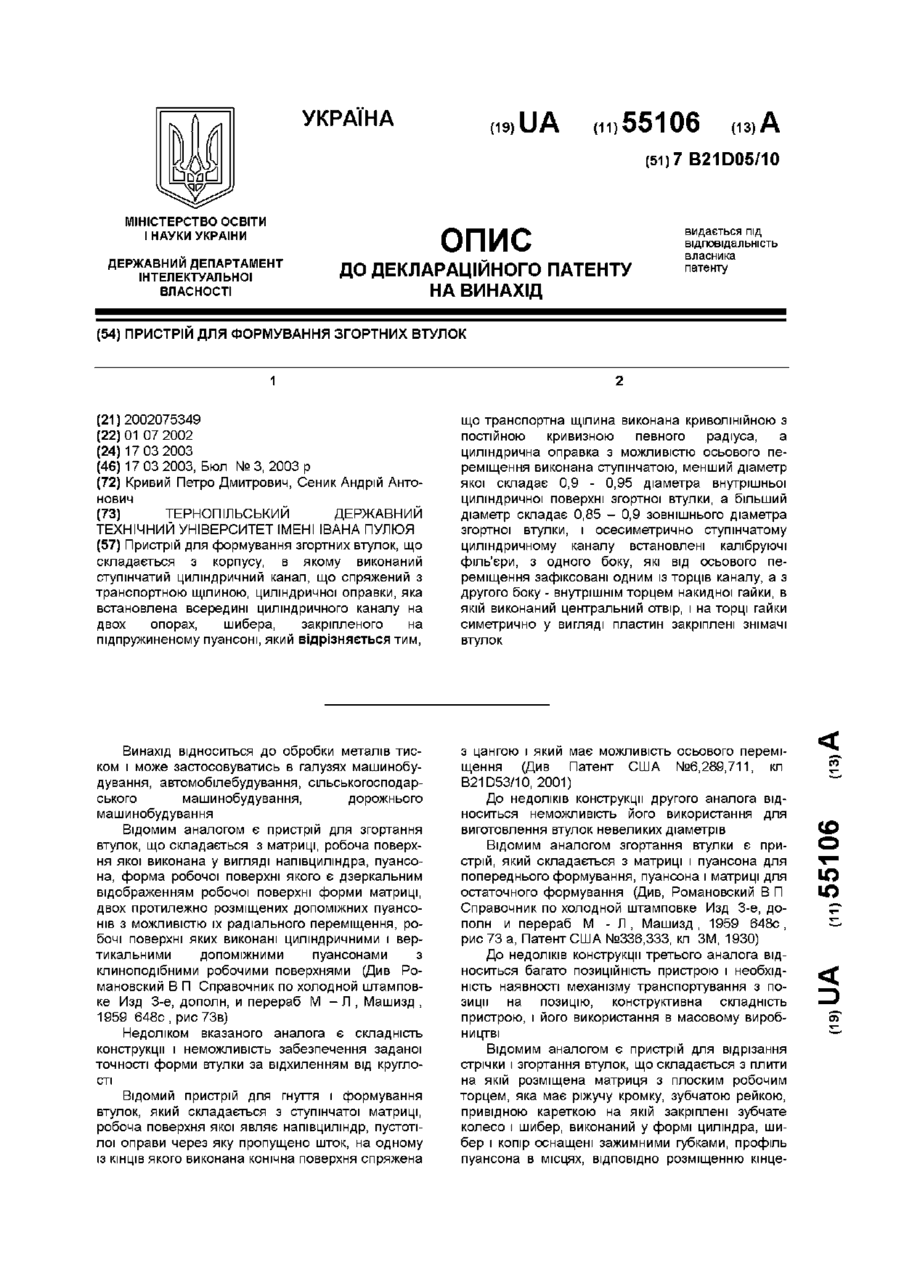
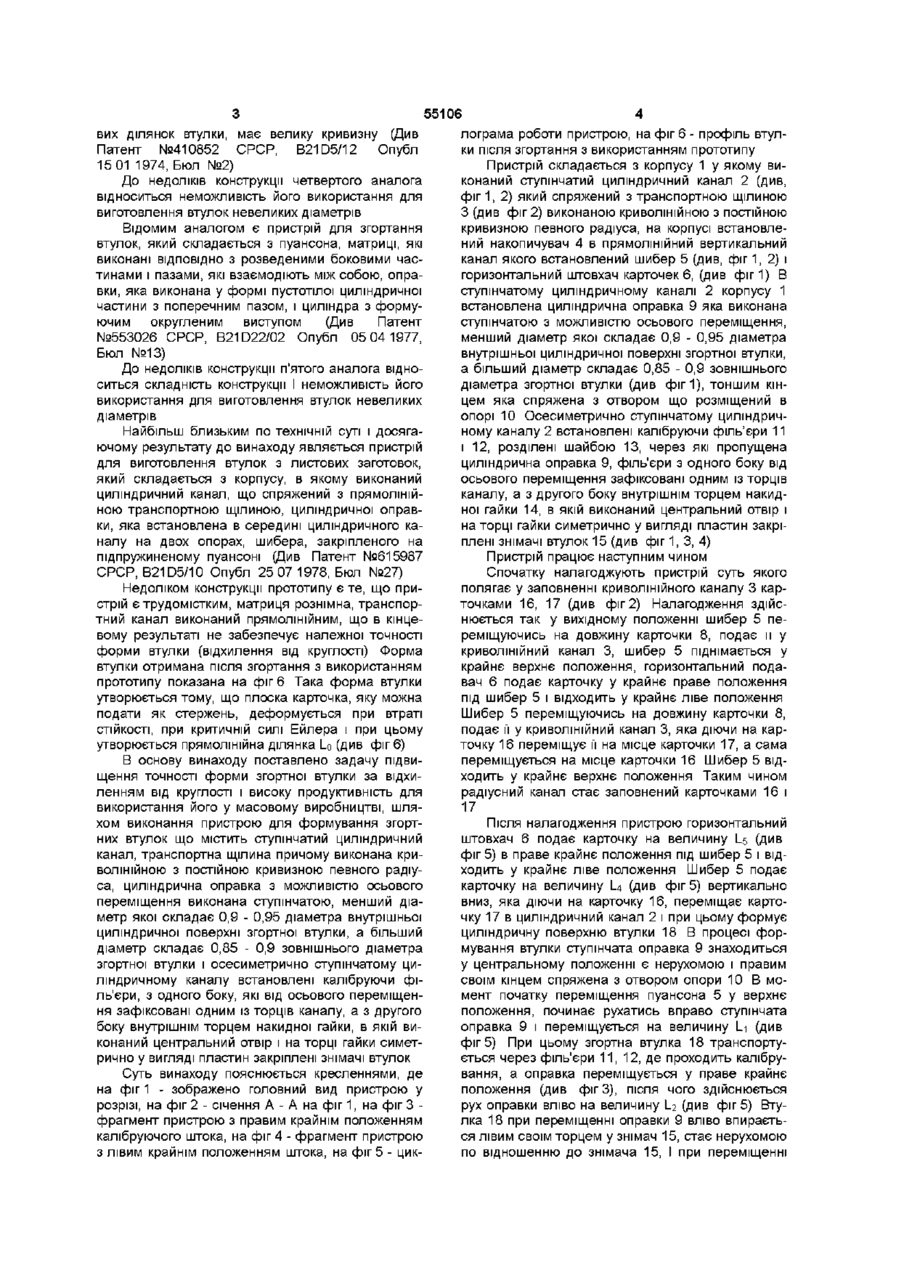
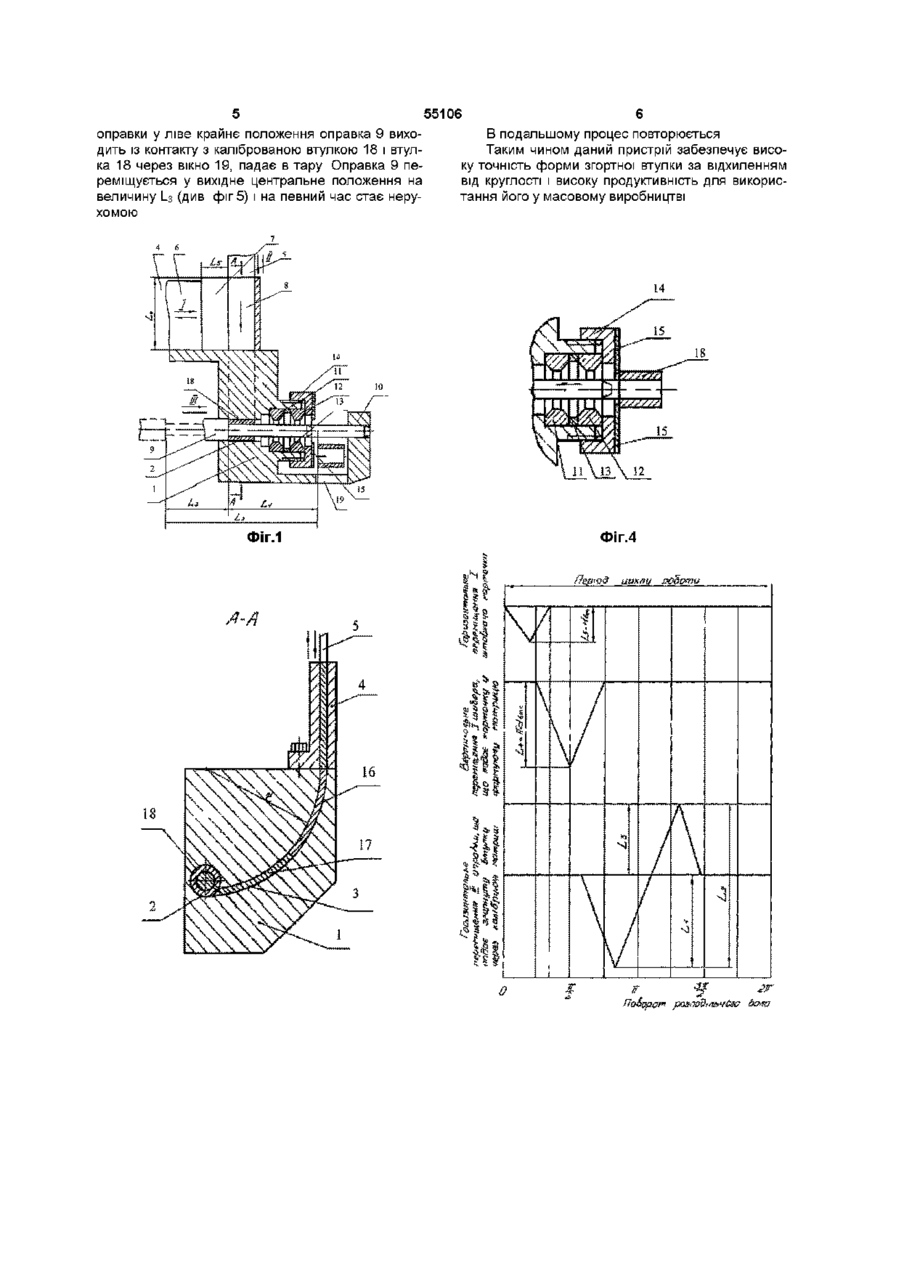
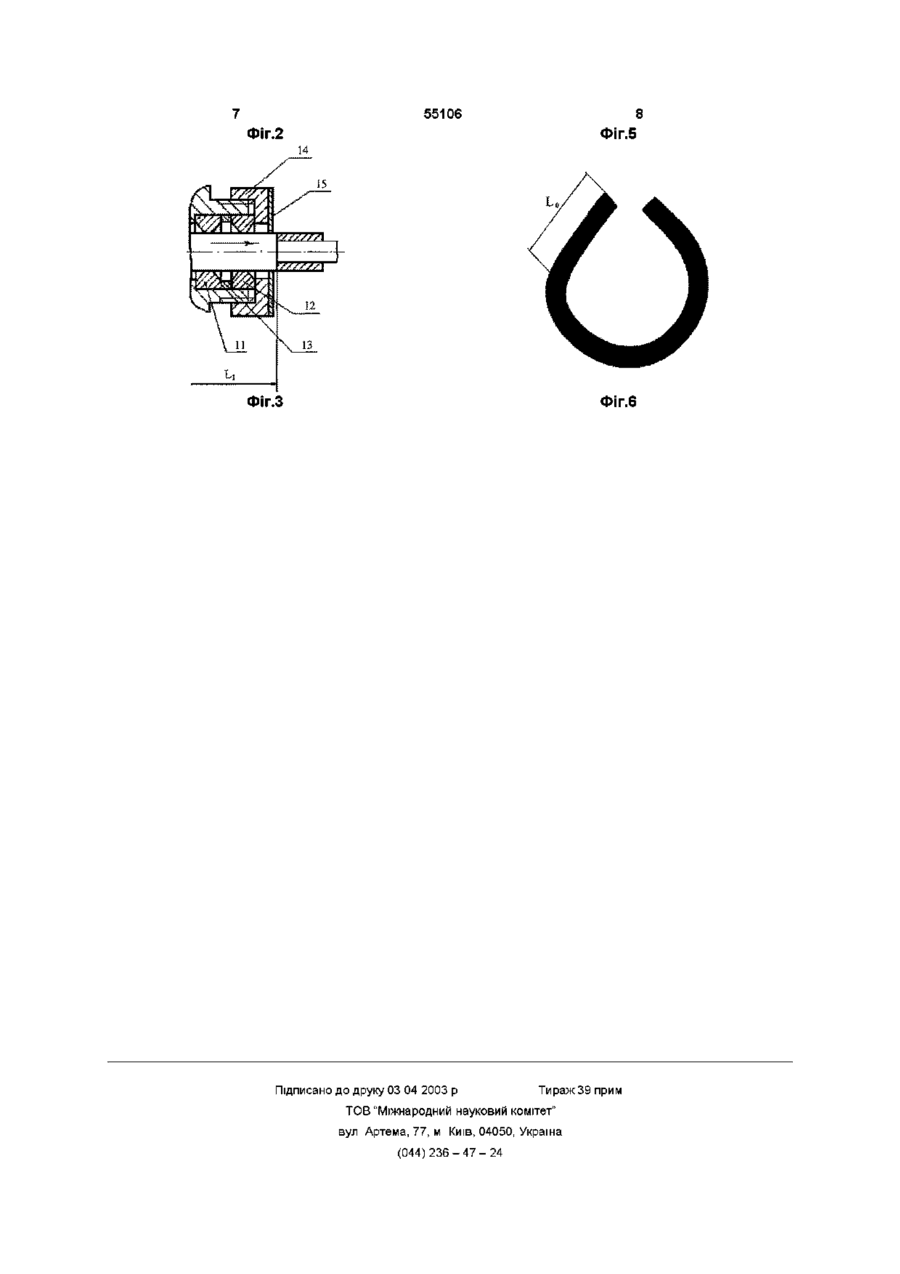
Пристрій для формування згортних втулок, що складається з корпусу, в якому виконаний ступінчатий циліндричний канал, що спряжений з транспортною щілиною, циліндричної оправки, яка встановлена всередині циліндричного каналу на двох опорах, шибера, закріпленого на підпружиненому пуансоні, який відрізняється тим, що транспортна щілина виконана криволінійною з постійною кривизною певного радіуса, а циліндрична оправка з можливістю осьового переміщення виконана ступінчатою, менший діаметр якої складає 0,9 - 0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, а більший діаметр складає 0,85 - 0,9 зовнішнього діаметра згортної втулки, і осесиметрично ступінчатому циліндричному каналу встановлені калібруючі філь'єри, з одного боку, які від осьового переміщення зафіксовані одним із торців каналу, а з другого боку - внутрішнім торцем накидної гайки, в якій виконаний центральний отвір, і на торці гайки симетрично у вигляді пластин закріплені знімачі втулок Винахід відноситься до обробки металів тиском і може застосовуватись в галузях машинобудування, автомобілебудування, сільськогосподарського машинобудування, дорожнього машинобудування Відомим аналогом є пристрій для згортання втулок, що складається з матриці, робоча поверхня якої виконана у вигляді напівциліндра, пуансона, форма робочої поверхні якого є дзеркальним відображенням робочої поверхні форми матриці, двох протилежно розміщених допоміжних пуансонів з можливістю їх радіального переміщення, робочі поверхні яких виконані циліндричними і вертикальними допоміжними пуансонами з клиноподібними робочими поверхнями (Див Романовский В П Справочник по холодной штамповке Изд 3-е, дополн, и перераб М - Л , Машизд , 1959 648с , рис73в) з цангою і який має можливість осьового переміщення (Див Патент США №6,289,711, кп B21D53/10, 2001) До недоліків конструкції другого аналога відноситься неможливість його використання для виготовлення втулок невеликих діаметрів Відомим аналогом згортання втулки є пристрій, який складається з матриці і пуансона для попереднього формування, пуансона і матриці для остаточного формування (Див, Романовский В П Справочник по холодной штамповке Изд 3-е, дополн и перераб М - Л , Машизд, 1959 648с, рис 73 а, Патент США №336,333, кп ЗМ, 1930) До недоліків конструкції третього аналога відноситься багато ПОЗИЦІЙНІСТЬ пристрою і необхідність наявності механізму транспортування з позиції на позицію, конструктивна складність пристрою, і його використання в масовому виробництві Відомим аналогом є пристрій для відрізання стрічки і згортання втулок, що складається з плити на якій розміщена матриця з плоским робочим торцем, яка має ріжучу кромку, зубчатою рейкою, привідною кареткою на якій закріплені зубчате колесо і шибер, виконаний у формі циліндра, шибер і копір оснащені зажимними губками, профіль пуансона в місцях, ВІДПОВІДНО розміщенню кінце Недоліком вказаного аналога є складність конструкції і неможливість забезпечення заданої точності форми втулки за відхиленням від крутості Відомий пристрій для гнуття і формування втулок, який складається з ступінчатої матриці, робоча поверхня якої являє напівциліндр, пустотілої оправи через яку пропущено шток, на одному із КІНЦІВ якого виконана конічна поверхня спряжена (О о ю ю вих ділянок втулки, має велику кривизну (Див Патент №410852 СРСР, B21D5/12 Опубл 15 01 1974, Бюл №2) До недоліків конструкції четвертого аналога відноситься неможливість його використання для виготовлення втулок невеликих діаметрів Відомим аналогом є пристрій для згортання втулок, який складається з пуансона, матриці, які виконані ВІДПОВІДНО з розведеними боковими частинами і пазами, які взаємодіють між собою, оправки, яка виконана у формі пустотілої циліндричної частини з поперечним пазом, і циліндра з формуючим округленим виступом (Див Патент №553026 СРСР, B21D22/02 Опубл 05 04 1977, Бюл №13) До недоліків конструкції п'ятого аналога відноситься складність конструкції І неможливість його використання для виготовлення втулок невеликих діаметрів Найбільш близьким по технічній суті і досягаючому результату до винаходу являється пристрій для виготовлення втулок з листових заготовок, який складається з корпусу, в якому виконаний циліндричний канал, що спряжений з прямолінійною транспортною щілиною, циліндричної оправки, яка встановлена в середині циліндричного каналу на двох опорах, шибера, закріпленого на підпружиненому пуансоні (Див Патент №615987 СРСР, B21D5/10 Опубл 25 07 1978, Бюл №27) Недоліком конструкції прототипу є те, що пристрій є трудомістким, матриця рознімна, транспортний канал виконаний прямолінійним, що в кінцевому результаті не забезпечує належної точності форми втулки (відхилення від крутості) Форма втулки отримана після згортання з використанням прототипу показана на фіг 6 Така форма втулки утворюється тому, що плоска карточка, яку можна подати як стержень, деформується при втраті СТІЙКОСТІ, при критичній силі Ейлера і при цьому утворюється прямолінійна ділянка І_о (див фіг 6) В основу винаходу поставлено задачу підвищення точності форми згортної втулки за відхиленням від крутості і високу продуктивність для використання його у масовому виробництві, шляхом виконання пристрою для формування згортних втулок що містить ступінчатий циліндричний канал, транспортна щілина причому виконана криволінійною з постійною кривизною певного радіуса, циліндрична оправка з можливістю осьового переміщення виконана ступінчатою, менший діаметр якої складає 0,9 - 0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, а більший діаметр складає 0,85 - 0,9 зовнішнього діаметра згортної втулки і осесиметрично ступінчатому циліндричному каналу встановлені калібруючи філь'єри, з одного боку, які від осьового переміщення зафіксовані одним із торців каналу, а з другого боку внутрішнім торцем накидної гайки, в якій виконаний центральний отвір і на торці гайки симетрично у вигляді пластин закріплені знімачі втулок Суть винаходу пояснюється кресленнями, де на фіг 1 - зображено головний вид пристрою у розрізі, на фіг 2 - січення А - А на фіг 1, на фіг 3 фрагмент пристрою з правим крайнім положенням калібруючого штока, на фіг 4 - фрагмент пристрою з лівим крайнім положенням штока, на фіг 5 - цик 55106 лограма роботи пристрою, на фіг 6 - профіль втулки після згортання з використанням прототипу Пристрій складається з корпусу 1 у якому виконаний ступінчатий циліндричний канал 2 (див, фіг1, 2) який спряжений з транспортною щілиною З (див фіг 2) виконаною криволінійною з постійною кривизною певного радіуса, на корпусі встановлений накопичувач 4 в прямолінійний вертикальний канал якого встановлений шибер 5 (див, фіг 1, 2) і горизонтальний штовхач карточек 6, (див фіг1) В ступінчатому циліндричному каналі 2 корпусу 1 встановлена циліндрична оправка 9 яка виконана ступінчатою з можливістю осьового переміщення, менший діаметр якої складає 0,9 - 0,95 діаметра внутрішньої циліндричної поверхні згортної втулки, а більший діаметр складає 0,85 - 0,9 зовнішнього діаметра згортної втулки (див фиг 1), тоншим кінцем яка спряжена з отвором що розміщений в опорі 10 Осесиметрично ступінчатому циліндричному каналу 2 встановлені калібруючи філь'єри 11 і 12, розділені шайбою 13, через які пропущена циліндрична оправка 9, філь'єри з одного боку від осьового переміщення зафіксовані одним із торців каналу, а з другого боку внутрішнім торцем накидної гайки 14, в якій виконаний центральний отвір і на торці гайки симетрично у вигляді пластин закріплені знімачі втулок 15 (див фіг 1, 3, 4) Пристрій працює наступним чином Спочатку налагоджують пристрій суть якого полягає у заповненні криволінійного каналу 3 карточками 16, 17 (див фіг 2) Налагодження здійснюється так у вихідному положенні шибер 5 переміщуючись на довжину карточки 8, подає и у криволінійний канал 3, шибер 5 піднімається у крайнє верхнє положення, горизонтальний подавач 6 подає карточку у крайнє праве положення під шибер 5 і відходить у крайнє ліве положення Шибер 5 переміщуючись на довжину карточки 8, подає її у криволінійний канал 3, яка діючи на карточку 16 переміщує її на місце карточки 17, а сама переміщується на місце карточки 16 Шибер 5 відходить у крайнє верхнє положення Таким чином радіусний канал стає заповнений карточками 16 і 17 Після налагодження пристрою горизонтальний штовхач 6 подає карточку на величину І_5 (див фіг 5) в праве крайнє положення під шибер 5 і відходить у крайнє ліве положення Шибер 5 подає карточку на величину І_4 (див фіг 5) вертикально вниз, яка діючи на карточку 16, переміщає карточку 17 в циліндричний канал 2 і при цьому формує циліндричну поверхню втулки 18 В процесі формування втулки ступінчата оправка 9 знаходиться у центральному положенні є нерухомою і правим своїм кінцем спряжена з отвором опори 10 В момент початку переміщення пуансона 5 у верхнє положення, починає рухатись вправо ступінчата оправка 9 і переміщується на величину І_і (див фіг 5) При цьому згортна втулка 18 транспортується через філь'єри 11, 12, де проходить калібрування, а оправка переміщується у праве крайнє положення (див фігЗ), після чого здійснюється рух оправки вліво на величину І_2 (див фіг 5) Втулка 18 при переміщенні оправки 9 вліво впирається лівим своїм торцем у знімач 15, стає нерухомою по відношенню до знімача 15, І при переміщенні 55106 оправки у ліве крайне положення оправка 9 виходить із контакту з каліброваною втулкою 18 і втулка 18 через вікно 19, падає в тару Оправка 9 переміщується у вихідне центральне положення на величину І_з (див фіг 5) і на певний час стає нерухомою ФІГ.1 В подальшому процес повторюється Таким чином даний пристрій забезпечує високу точність форми згортної втулки за відхиленням від крутості і високу продуктивність для використання його у масовому виробництві Фіг.2 55106 8 Фіг.5 Фіг.З Фіг.6 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for shaping rolled-up plugs
Автори англійськоюKryvyi Petro Dmytrovych
Назва патенту російськоюУстройство для формирования свертных втулок
Автори російськоюКривой Петр Дмитриевич
МПК / Мітки
МПК: B21D 05/10
Мітки: втулок, згортних, формування, пристрій
Код посилання
<a href="https://ua.patents.su/4-55106-pristrijj-dlya-formuvannya-zgortnikh-vtulok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування згортних втулок</a>
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
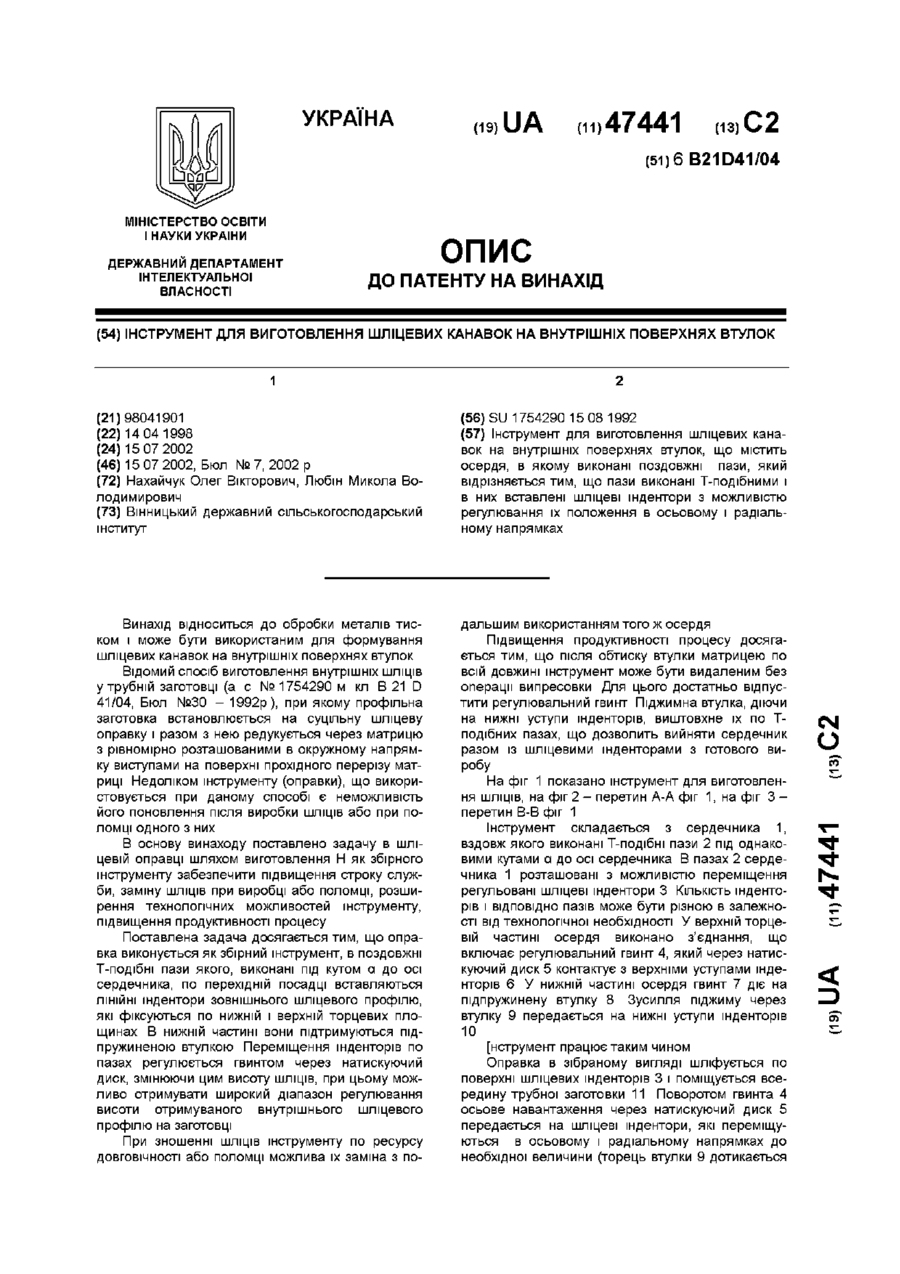
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Нахайчук Олег Вікторович, Любін Микола Володимирович
МПК: B21D 41/00
Мітки: внутрішніх, поверхнях, інструмент, канавок, втулок, виготовлення, шліцевих
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів
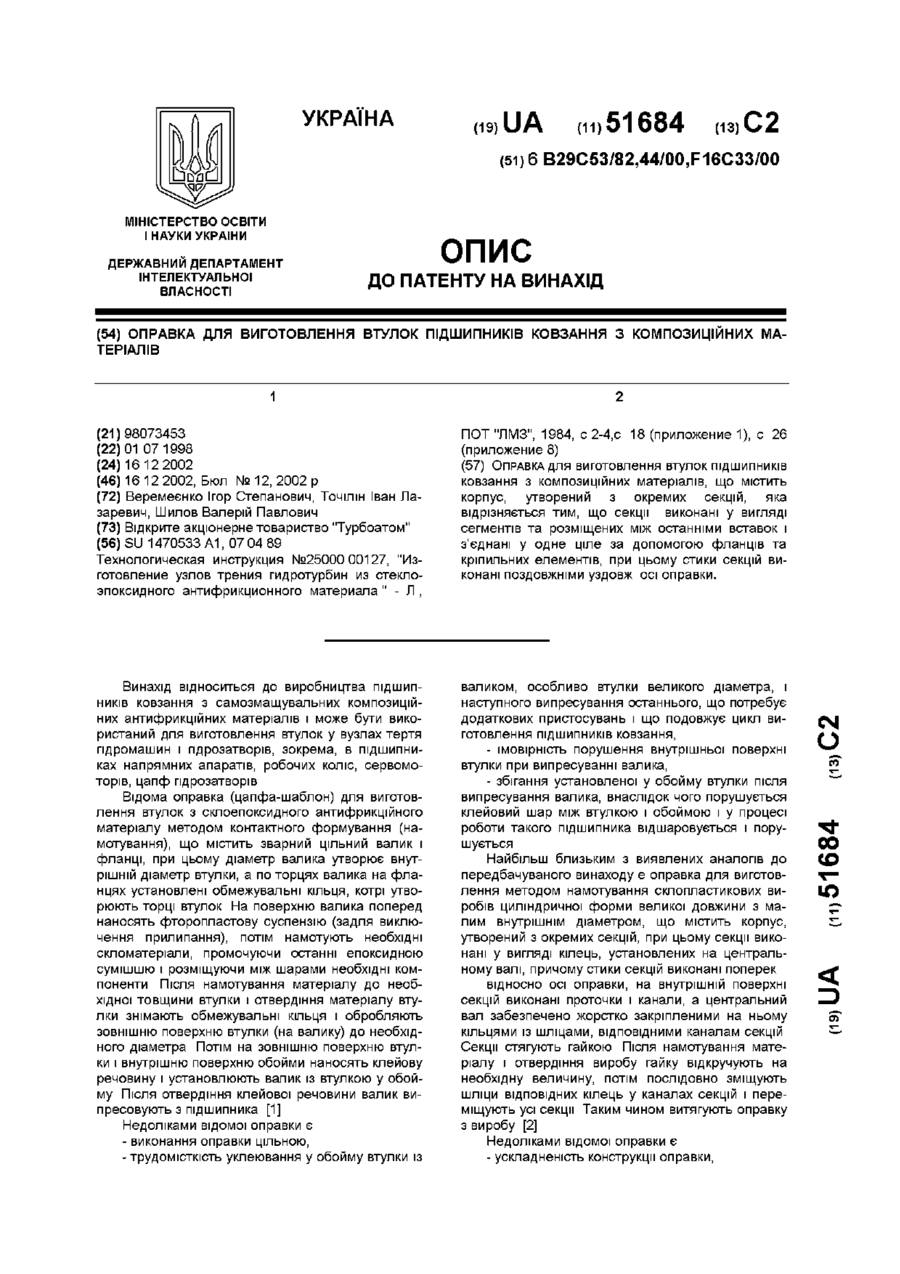
Номер патенту: 51684
Опубліковано: 16.12.2002
Автори: Веремеєнко Ігор Степанович, Точілін Іван Лазаревич, Шилов Валерій Павлович
МПК: F16C 33/00, B29C 44/00, B29C 53/00
Мітки: матеріалів, оправка, виготовлення, ковзання, втулок, композиційних, підшипників
Формула / Реферат:
Оправка для виготовлення втулок підшипників ковзання з композиційних матеріалів, що містить корпус, утворений з окремих секцій, яка відрізняється тим, що секції виконані у вигляді сегментів та розміщених між останніми вставок і з’єднані у одне ціле за допомогою фланців та кріпильних елементів, при цьому стики секцій виконані поздовжніми уздовж осі оправки.
Спосіб відновлення втулок бурильних насосів

Номер патенту: 52188
Опубліковано: 16.12.2002
Автори: Чмихов Анатолій Вікторович, Андрухів Ярослав Йосипович
МПК: B23P 6/00
Мітки: втулок, бурильних, відновлення, насосів, спосіб
Формула / Реферат:
Спосіб відновлення втулок бурильних насосів, що передбачає наплавлення на поверхню виробу матеріалу у вигляді суцільного кільцевого шва, який компенсує зменшення розмірів виробу, з наступною обробкою відновленої поверхні, який відрізняється тим, що перед наплавленням матеріалу проводять виправлення виробу шляхом нагрівання та розточки виробу по внутрішньому і зовнішньому діаметрах, а потім відновлювання при температурі 600-700°С, при цьому...
Спосіб виробництва біметалевих втулок “сталь-бронза”
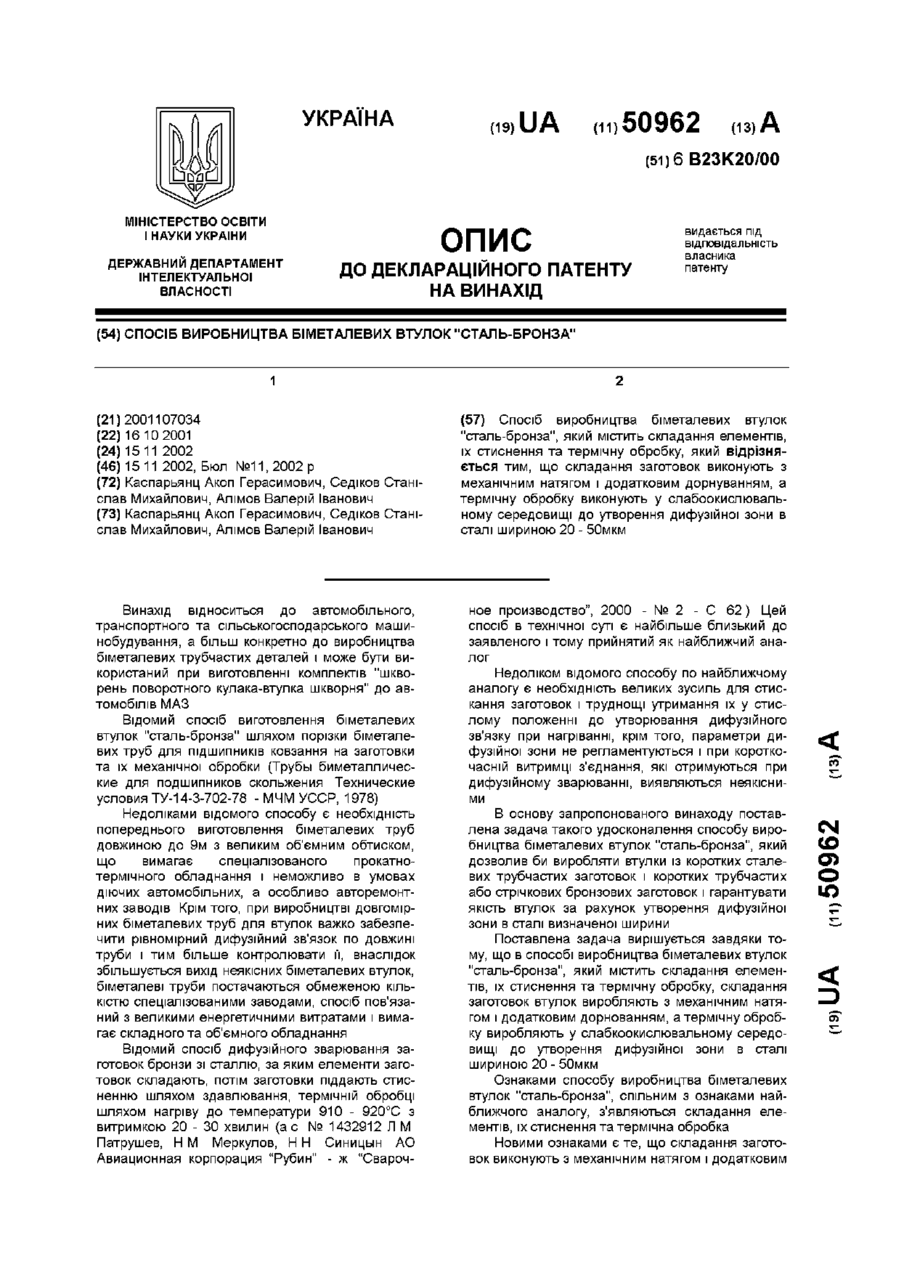
Номер патенту: 50962
Опубліковано: 15.11.2002
Автори: Каспарьянц Акоп Герасимович, Седіков Станіслав Михайлович, Алімов Валерій Іванович
МПК: B23K 20/00
Мітки: сталь-бронза, виробництва, втулок, біметалевих, спосіб
Формула / Реферат:
Спосіб виробництва біметалевих втулок "сталь-бронза", який містить складання елементів, їх стиснення та термічну обробку, який відрізняється тим, що складання заготовок виконують з механічним натягом і додатковим дорнуванням, а термічну обробку виконують у слабоокислювальному середовищі до утворення дифузійної зони в сталі шириною 20-50 мкм.
Пристрій для формування вертикального вентиляційно-вивантажувального каналу баштових сховищ кормів
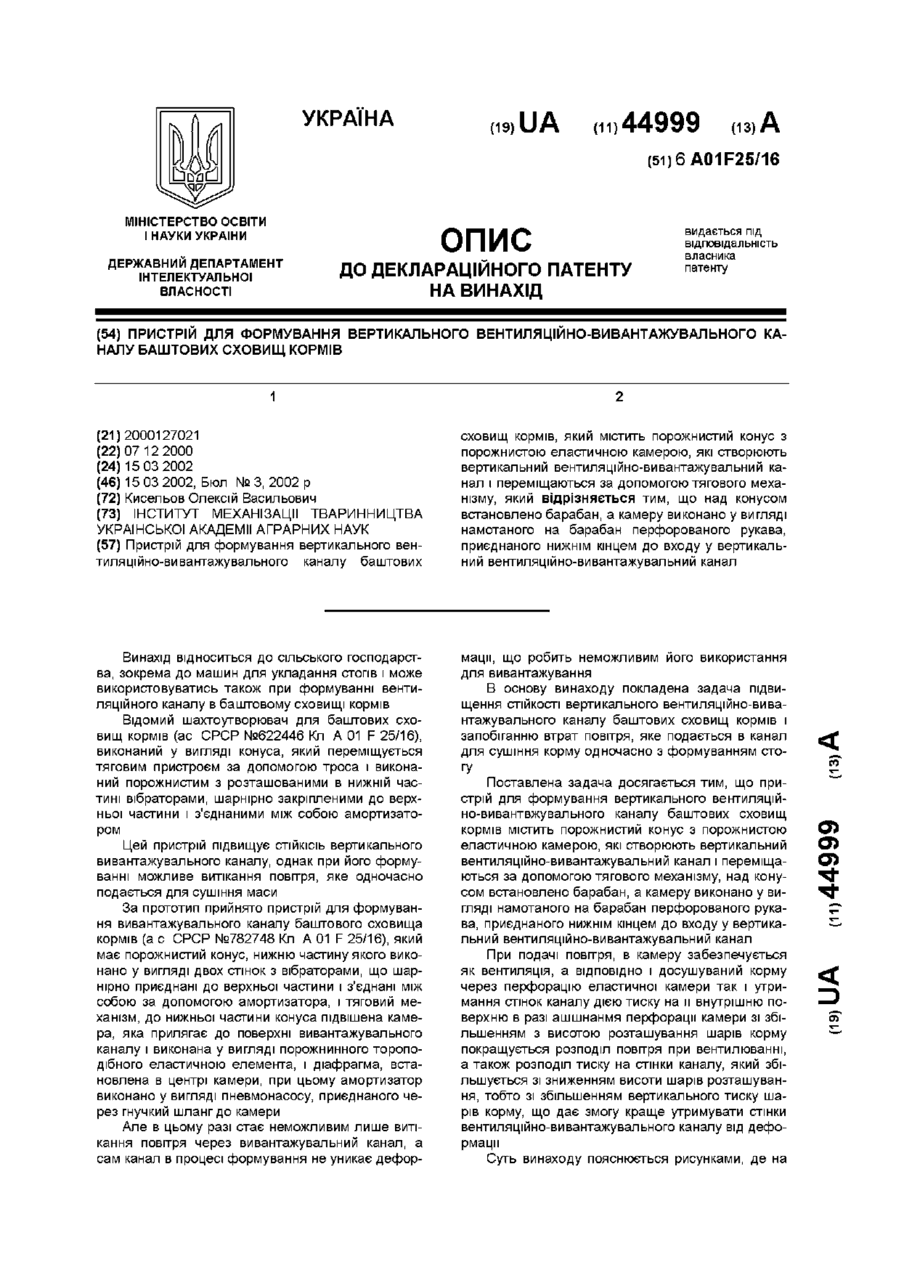
Номер патенту: 44999
Опубліковано: 15.03.2002
Автор: Кисельов Олексій Васильович
МПК: A01F 25/16
Мітки: сховищ, пристрій, вентиляційно-вивантажувального, формування, каналу, баштових, кормів, вертикального
Формула / Реферат:
Пристрій для формування вертикального вентиляційно-вивантажувального каналу баштових сховищ кормів, який містить порожнистий конус з порожнистою еластичною камерою, які створюють вертикальний вентиляційно-вивантажувальний канал і переміщаються за допомогою тягового механізму, який відрізняється тим, що над конусом встановлено барабан, а камеру виконано у вигляді намотаного на барабан перфорованого рукава, приєднаного нижнім кінцем до входу у...
Попередній патент: Світлорозподільний пристрій
Наступний патент: Розчинозмішувач
Випадковий патент: Запобіжна вибухова речовина (варіанти)