Спосіб і пристрій для трафаретного друку
Номер патенту: 109637
Опубліковано: 25.09.2015
Автори: Смаллєгангє Мартін Ян, Споор Петер Бенджамін, Деккерс Марінус Корнеліс Петрус
Формула / Реферат
1. Спосіб трафаретного друку високого розділення зображення або субстрату (D), в якому використовують трафарет (А; S) із системою (Н) отворів, розділених перегородками і точками перетину, що має плоску поверхню на скребковій стороні, причому трафарет на друкарській стороні (А; S) обладнаний тривимірною структурою, що містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину, та шаблон, повернутий до субстрату (D), що є негативом зображення, яке потрібно друкувати, при цьому спосіб включає нанесення фарби на субстрат (D), тим самим формуючи зображення, що має розділення менше 100 мкм.
2. Спосіб за п. 1, який відрізняється тим, що використовують металевий трафарет, виготовлений електролітичним формуванням.
3. Спосіб за п. 1або 2, який відрізняється тим, що точки перетину утворюють виступи (Р) і мають більшу тoвщинy, ніж перегородки, що створюють заглибини (V).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що різниця товщини між перегородками і точками перетину складає від 5 до 100 мкм.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що використовують плоский, циліндричний або ротаційний трафарет, переважно безшовний ротаційний трафарет.
6. Спосіб за п. 5, який відрізняється тим, що трафарет (А; S) є металевим трафаретом з числом отворів на лінійний дюйм від 150-1000, переважно 190-800 отворів на лінійний дюйм, більш переважно 300-650 отворів на лінійний дюйм, в ротаційному металевому трафареті.
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що трафарет (А; S) має товщину від 20 до 200 мкм, переважно від 35 до 160 мкм, та/або отвір діаметром від 5 до 130 мкм, переважно від 15 до 105 мкм.
8. Спосіб трафаретного друку опуклих зображень та/або суцільних областей субстрату (D), в якому використовують трафарет (А; S) із системою (Н) отворів, розділених перегородками і точками перетину, що має плоску поверхню на скребковій стороні, причому трафарет на друкарській стороні (А; S) обладнаний тривимірною структурою, що містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину, та шаблон, повернутий до субстрату (D), що є негативом зображення, яке потрібно друкувати, при цьому спосіб включає нанесення фарби на субстрат (D), з кількістю осаджуваної рідкої фарби, вираженої як питомий об'єм осаджуваної рідкої фарби, а саме, об'єм фарби в отворах сітки, що припадає на одиницю площі субстрату, обчислюваний як сумарна пропускна площа отворів, помножена на товщину сітки, більше 6 мкм.
9. Спосіб за п. 8, який відрізняється тим, що кількість осаджуваної рідкої фарби виражена як питомий об'єм осаджуваної рідкої фарби, а саме, об'єм фарби в отворах сітки, що припадає на одиницю площі субстрату, обчислюваний як сумарна пропускна площа отворів, помножена на товщину сітки, більше 10 мкм.
10. Спосіб за будь-яким з п. 8 або 9, який відрізняється тим, що трафарет (А; S) має лінійну щільність розташування отворів від 35 до 500 отворів на лінійний дюйм, переважно від 75 до 450 отворів на лінійний дюйм, та/або товщину від 35 до 200 мкм, переважно від 60 до 150 мкм, та/або найменшу відстань між протилежними стійками отвору, а саме, діаметр отвору, від 10 до 650 мкм, переважно від 15 до 400 мкм.
11. Спосіб за будь-яким з пп. 8-10, який відрізняється тим, що використовують металевий трафарет, виготовлений електролітичним формуванням.
12. Спосіб за будь-яким з пп. 8-11, який відрізняється тим, що точки перетину утворюють виступи (Р) і мають більшу товщину, ніж перегородки, що створюють заглибини (V).
13. Спосіб за будь-яким з пп. 8-12, який відрізняється тим, що різниця у товщині між перегородками і точками перетину складає від 5 до 100 мкм.
14. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що його використовують у виробництві чипів радіочастотної ідентифікації (RFID-чипів), панелей сонячних батарей, електронних схем.
15. Тривимірний трафарет для друку (А; S), який обладнаний системою (Н) отворів, розділених перегородками і точками перетину і має плоску поверхню на скребковій стороні,
який відрізняється тим, що трафарет містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину на друкарській стороні трафарету, до якого приєднаний шаблон з негативом або без негатива зображення, що підлягає друку.
16. Тривимірний трафарет для друку (А; S) за п. 15, який відрізняється тим, що виготовлений електролітичним формуванням.
17. Друкарська машина, що містить один або більше тривимірних трафаретів за п. 15 або 16, обладнаних одним або більше резервуарами для фарби та/або роликом або скребком.
Текст
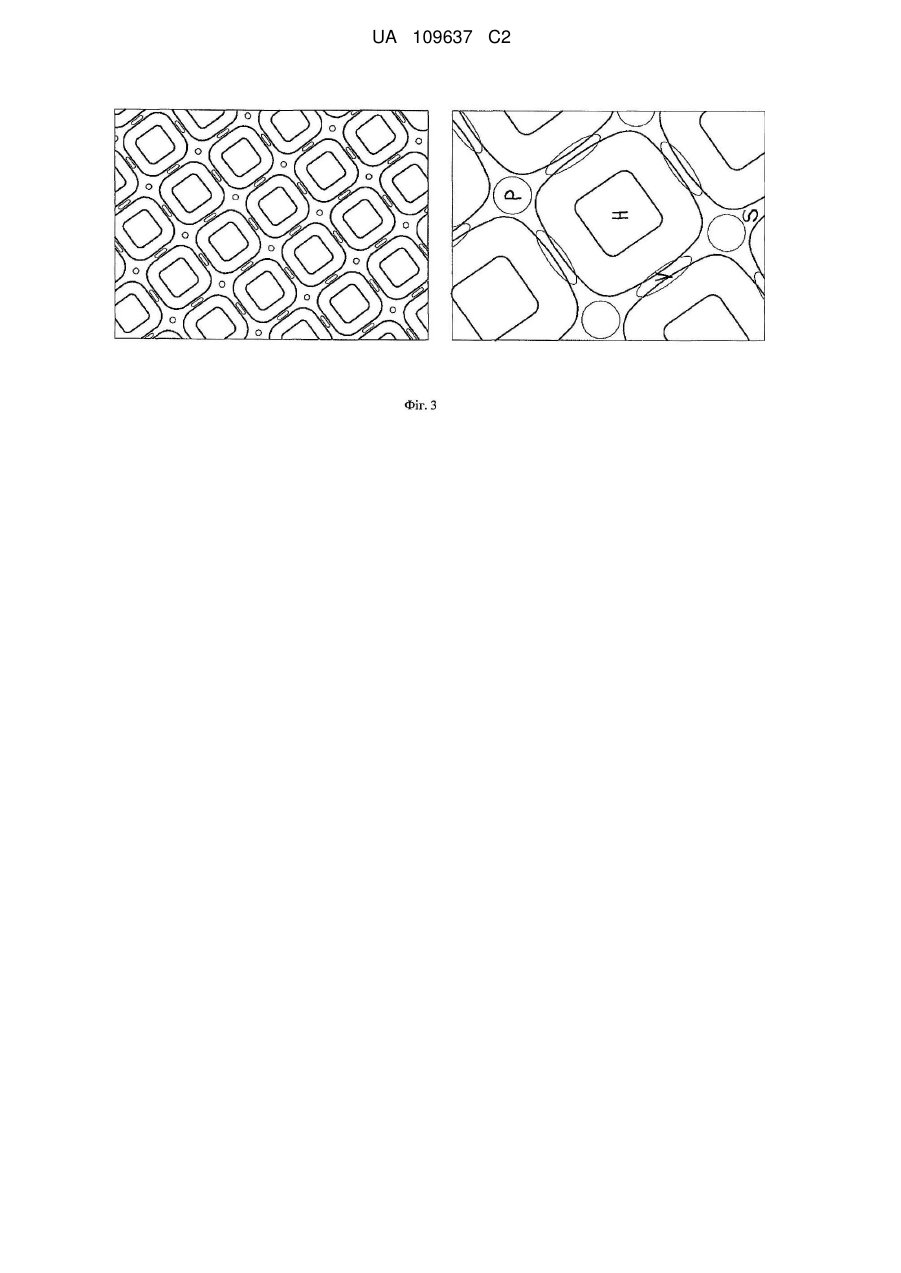
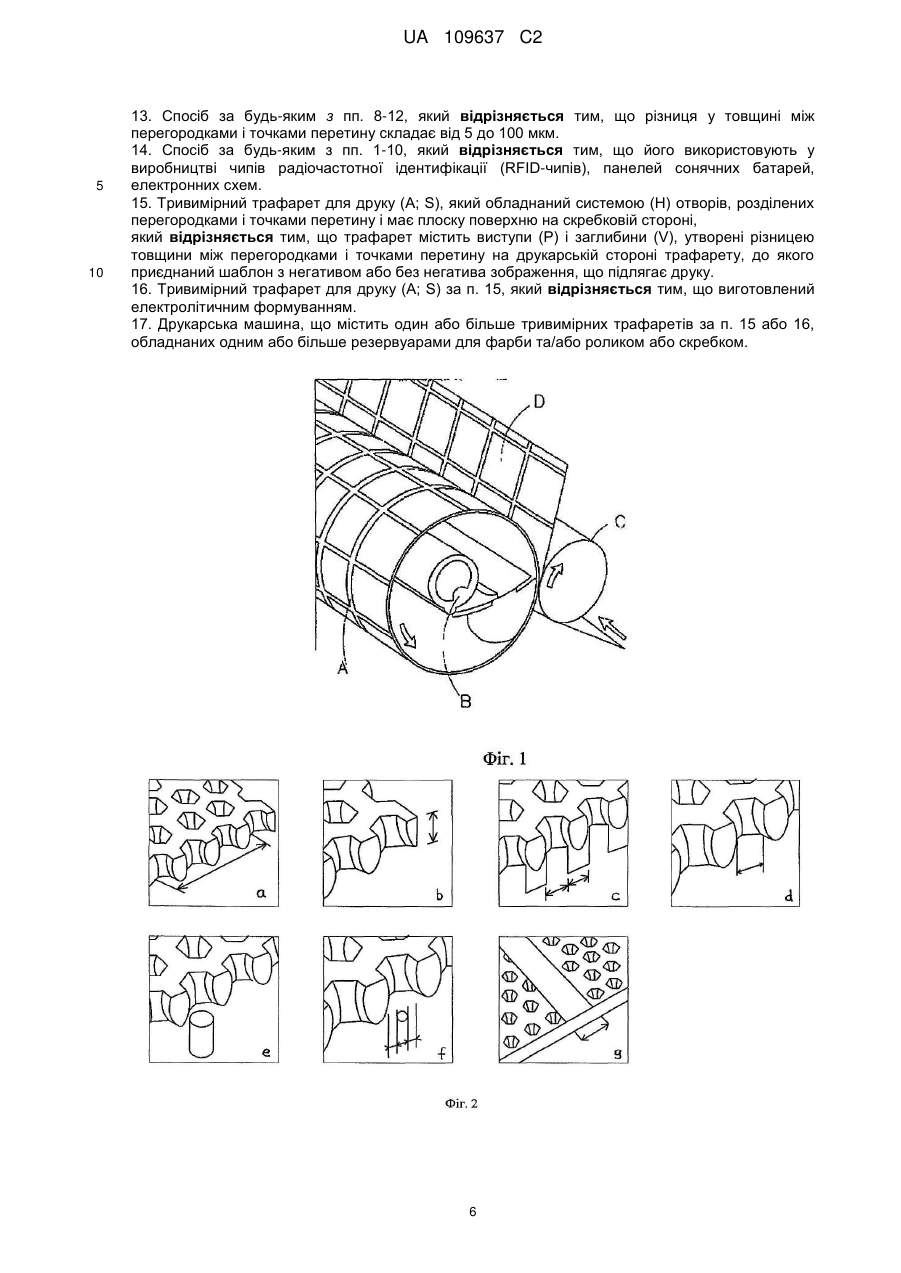
Реферат: В способі трафаретного друку високого розділення зображення або субстрату (D) використовують трафарет (А; S) із системою (Н) отворів, розділених перегородками і точками перетину, що має плоску поверхню на скребковій стороні, причому трафарет на друкарській стороні (А; S) обладнаний тривимірною структурою, що містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину, та шаблон, повернутий до субстрату (D), що є негативом зображення, яке потрібно друкувати. При цьому спосіб включає нанесення фарби на субстрат (D), тим самим формуючи зображення, що має розділення менше 100 мкм. Пропонується використання цього способу у виробництві чипів радіочастотної ідентифікації (RFID-чипів), панелей сонячних батарей, електронних схем. Пропонується тривимірний трафарет для друку з приєднаним до нього шаблоном з негативом або без негатива зображення, що підлягає друку. Пропонується друкарська машина, що містить один або більше тривимірних трафаретів для друку, обладнаних одним або більше резервуарами для фарби та/або роликом або скребком. UA 109637 C2 (12) UA 109637 C2 UA 109637 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід належить до трафаретного друку. Зокрема, він належить до трафаретного друку з використанням трафарету нового типу, який забезпечує друк більшою кількістю фарби та/або друк з більш високим розділенням з можливістю одержання ліній шириною менше 100 мкм. Трафаретний друк - це друкарська технологія, в якій зазвичай використовується трафарет, виконаний з тканої сітки, на якій є шаблон, що затримує фарбу. Приєднаний шаблон визначає відкриті області сітки, які передають фарбу у вигляді зображення з чіткими межами на субстрат. Ролик або скребок переміщають через трафарет з шаблоном, що затримує фарбу, витискаючи або проштовхуючи фарбу крізь нитки тканої сітки у відкритих областях. Графічний трафаретний друк широко використовується сьогодні для створення багатьох графічних матеріалів, які випускаються масово або крупносерійно, таких як афіші або демонстраційні стенди. Повноколірні зображення можуть створюватися в системі кольоропередачі CMYK (блакитний, пурпурний, жовтий і чорний). Трафаретному друку часто віддають перевагу над іншими технологіями, такими як сублімаційний або струминний друк, зважаючи на його низьку вартість і можливість друку на багатьох типах субстрату. Важливою характеристикою трафаретного друку є те, що на субстрат може бути нанесена більша товщина фарби, ніж це можливо в інших друкарських технологіях. Тому трафаретний друк також є кращим, коли потрібно, щоб товщина осадженої фарби складала приблизно 5-20 мкм або більше, що не може з легкістю бути забезпечене при використанні інших друкарських технологій. Це робить трафаретний друк придатним для друкування елементів сонячних батарей, електронних схем і т.д. Термін "фарба" у цьому документі охоплює не тільки (пігментовані) фарби на основі розчинника і на основі води, але також (безбарвні) лаки, зв'язувальні, металеві фарби, провідні фарби і т.д. Як правило, трафарет є шматком проникного дрібнотканого полотна, званого сіткою, розтягнутим на рамі, виконаним, наприклад, з алюмінію або деревини. Зараз більша частина сіток виготовляється зі створених людиною матеріалів, таких як сталь. Як було сказано вище, деякі області трафарету закриті непроникним матеріалом для утворення шаблона, що є негативом зображення, яке потрібно друкувати; іншими словами, відкриті місця є областями, де буде нанесена фарба. У процесі друкування трафарет з шаблоном, повернутим до субстрату, поміщають на субстрат, такий як папір або тканина. У стандартному плоскому трафаретному друці фарбу поміщають поверх трафарету і використовують наповнювальний брусок (також відомий як змочувальний брусок) для наповнення отворів сітки фарбою. Оператор спочатку розміщує наповнювальний брусок біля задньої частини трафарету позаду резервуара з фарбою. Оператор підіймає трафарет так, щоб той не торкався до субстрату, а потім, злегка натискаючи униз, тягне наповнювальний брусок до передньої частини трафарету. Це ефективно наповнює отвори сітки фарбою і переміщає резервуар з фарбою до передньої частини трафарету. Оператор потім використовує скребок (гумову пластинку) для зсуву сітки униз до субстрату і штовхає цей скребок до задньої частини трафарету. Фарба, яка знаходиться в отворах сітки, проштовхується або витискається капілярною дією на субстрат у контрольованій і заданій кількості. Теоретично, товщина нанесеної рідкої фарби відповідає товщині сітки та/або шаблона, про що буде сказано нижче. Коли скребок рухається до задньої частини трафарету, натягнення сітки тягне сітку угору від субстрату (це називається відривом), і фарба залишається на поверхні субстрату. При ротаційному трафаретному друці фарба зазвичай витискається з внутрішньої сторони циліндричного трафарету. Зараз цей процес автоматизовано. Є три типи друкарських машин для трафаретного друку: плоскі (ймовірно, найширше використовувані), циліндричні і ротаційні. Плоскі і циліндричні друкарські машини схожі тим, що вони використовують плоский трафарет і трьохетапний зворотно-поступальний процес для здійснення операції друкування. Трафарет спочатку переміщають у положення над субстратом, потім скребок притискають до сітки і тягнуть над областю, де повинне бути зображення, а потім трафарет підіймають від субстрату для завершення процесу. При використанні плоскої друкарської машини субстрат, на якому потрібно друкувати, зазвичай поміщають на горизонтальний друкарський стіл, який паралельний трафарету. При використанні циліндричної друкарської машини субстрат поміщають на циліндр; у цьому випадку можливі складнощі із забезпеченням стабільності зображення через переміщення металевих ниток тканого трафарету. Ротаційні трафаретні друкарські машини призначені для неперервного високошвидкісного друкування на рулонному матеріалі. Трафарети, використовувані на ротаційних трафаретних друкарських машинах, є, наприклад, безшовними тонкими металевими циліндрами. Відкриті на кінцях циліндри закриті кришками і встановлені у складі блоків на бічній стороні друкарської машини. Під час друкування фарба закачується усередину одного кінця 1 UA 109637 C2 5 10 15 20 25 30 35 40 45 50 55 циліндра таким чином, що підтримується постійна подача свіжої фарби. Скребок, наприклад, є вільно плаваючою сталевою смугою усередині циліндра, а тиск скребка підтримується і регулюється, наприклад, магнітами, встановленими під столом друкарської машини. Ротаційні трафаретні друкарські машини найчастіше використовуються для друку на тканинах, шпалерах та інших виробах, що потребують неперервного малюнка. Трафаретний друк більш універсальний, ніж інші друкарські технології. Немає необхідності у тому, щоб під час друкування поверхня знаходилася під тиском, на відміну від гравіювання і літографування, а також у тому, щоб ця поверхня обов'язково була плоскою. У трафаретному друці можуть бути використані фарби, придатні для різноманітних субстратів, таких як тканини, кераміка, деревина, папір, скло, метал і пластик. В результаті, трафаретний друк використовується в багатьох областях промисловості. Однією з цікавих областей трафаретного друку є фарби, які можуть бути використані для створення опуклих зображень, гладких блискучих суцільних областей або візерунків з тонких ліній, які можна сприймати як зорово, так і дотиково. Є необхідність у підвищенні якості таких друкарських зображень. Зокрема, для одержання якісних друкарських зображень, таких як текст, написаний шрифтом Брайля (шрифтом для сліпих), потрібний надзвичайно рівномірний відносно товстий шар фарби без випадкових плям або смуг. Тому було б дуже вигідно поліпшити рівномірність осадження під час нанесення збільшеної кількості фарби на субстрати, особливо для дрібніших елементів. Це було б вигідно як в плоскому і циліндричному, так і в ротаційному трафаретному друці· Окрім трафаретів, виконаних на основі тканої сітки з металевих ниток, як в US 3759799, були розроблені трафарети на основі суцільного металевого листа з безліччю отворів. Наприклад, в US 4383896 або US 4496434 і в подальших патентах, які одержані автором даного винаходу, описується металевий трафарет, що містить перегородки і отвори. Цей металевий трафарет виготовляють способом електролітичного формування, що включає: формування в першій електролітичній ванні основи трафарету на матриці, обладнаній розділовим засобом; зняття одержаної основи трафарету з матриці; обробку основи трафарету електролізом у другій електролітичній ванні для осадження металу на цю основу. Цей спосіб був використаний для виготовлення металевих трафаретів, призначених для трафаретного друку, що мають різну лінійну щільність розташування отворів (наприклад, від 75 до 350 отворів на лінійний дюйм), різні товщини трафарету (від приблизно 50 до більше 300 мкм) і різні діаметри отворів (від 25 мкм), а, отже, різні ступені відкритості (від приблизно 10 % до приблизно 55 %), товщини осаджуваної фарби (від приблизно 5 до більше 350 мкм) і розділення (від приблизно 90 до 350 мкм) Ці трафарети перевершують ткані трафарети за такими параметрами, як термін служби, стійкість до навантажень і стабільність, стійкість до складкоутворення і стійкість до розривів або пошкоджень під час підготовки друкарської машини до роботи або під час друкування. Проте, як і раніше, є необхідність в удосконаленні таких нетканих трафаретів, а саме у збільшенні кількості осаджуваної фарби і в підвищенні чіткості зображень. Відповідно, це є одним із завдань даного винаходу. Далі, як було сказано вище, трафаретний друк є ідеальним для виготовлення елементів сонячних батарей, в основі яких лежать пластини, використовувані для виготовлення електронних схем. Виготовлення таких елементів включає друк контактів і шин зі срібла на передній стороні і друк шин зі срібла на задній стороні. Шини і контакти потрібні для транспортування електричного заряду. З іншого боку, шини і контакти повинні займати настільки мало поверхні на елементах сонячних батарей, наскільки це можливо, і тому повинні бути відносно високими. Трафаретний друк є ідеальним для даної області, оскільки один з параметрів, який можна варіювати в широких межах, і який можна одержувати з високою точністю, - це товщина друку. Сонячні батареї стають тоншими і більшими, тому потрібний точний друк, з тим щоб підтримувати у допустимих межах число обривів на одиницю довжини. У той же час, висока продуктивність на етапі друку збільшує продуктивність всієї лінії з виробництва елементів сонячних батарей. Ротаційний трафаретний друк зазвичай є технологією з прийманням субстрату з одного рулону і його змотуванням у інший рулон, що дозволяє здійснювати безперервне масове і високошвидкісне виробництво. До інших переваг належать зменшена кількість відходів фарби і хімічних речовин, більша кількість осаджуваної фарби, висока виробнича гнучкість (різні візерунки і різна ширина полотна субстрату) при найвищих якості, повторюваності результату і надійності роботи. 2 UA 109637 C2 5 10 15 20 25 30 35 40 45 50 55 60 Виробництво електронних схем способом їх масового друкування на єдиному протяжному субстраті (папері, плівці і тканині) за допомогою ротаційного трафаретного друку -це відносно нова технологія. Ротаційний трафаретний друк забезпечує дешеве виробництво друкованих електронних схем, таких як чипи радіочастотної ідентифікації (RFID-чипи). Наприклад, компанією "Stork Prints" були розроблені різні лінії ротаційного трафаретного друку спеціально для виробництва друкованих електронних схем. Механічні компоненти таких ліній спеціально розроблялися для високоточного друку на (термо)чутливих субстратах. Наприклад, конструкція лінії PD-RSI 600/900 ротаційного (Брошура 101510907 компанії "Stork Prints") дозволяє виробляти весь RFID-чип за одне проходження на швидкості більше 50000 виробів за годину. Однак вимоги, що пред'являються до трафаретів для зображень і (особливо) для електронних схем, стають більш жорсткими, оскільки друковані елементи стають меншими, а об'єми виробництва збільшуються. Друк ліній шириною менше 80 мкм і, в той же час, передача великої кількості фарби, довговічність трафарету і найвища повторюваність результатів друкування - всі ці вимоги стають абсолютно звичайними. Не дивлячись на те, що трафаретний друк (зокрема, ротаційний трафаретний друк) з використанням нетканих трафаретів має багато переваг, плоскі ткані трафарети як і раніше забезпечують більше розділення і більшу чіткість. Навіть при використанні трафаретів з (дуже) великими ступенями відкритості і з тоншими перегородками, що створюють сітку, зображення з лініями шириною менше 100 мкм, одержані ротаційним трафаретним друкуванням, можуть бути менш чіткими і містити меншу кількість фарби, ніж зображення, одержані за допомогою плоского тканого металевого трафарету. Таким чином, інтерес представляє створення удосконаленого трафарету, який має міцність і довговічність нетканих трафаретів, наприклад, таких, що розроблені компанією "Stork Prints", і при цьому забезпечує підвищену чіткість зображення і збільшену передачу фарби для одержання зображень високого розділення. Крім того, інтерес представляє створення нетканого трафарету (що має вищеназвані властивості), який може бути застосований в ротаційному трафаретному друці, де ткані трафарети не можуть бути використані. Бажано, щоб обидва завдання (збільшена кількість осаджуваної фарби і більш чітке зображення) вирішувалися одним трафаретом. Відповідно, винаходом пропонується спосіб трафаретного друку з використанням трафарету, краще металевого трафарету^виготовленого електролітичним формуванням, що має систему отворів, розділених перегородками і точками перетину, і має плоску поверхню на скребковій стороні, при цьому трафарет на друкарській стороні має тривимірну структуру, що містить виступи і заглибини, утворені різницею товщин між перегородками і точками перетину. Далі, винаходом пропонується трафарет для друку, що містить тривимірну структуру, з приєднаним до нього шаблоном з негативом або без негатива зображення, яке підлягає друку. Далі, винаходом пропонується друкарська машина, що містить один або більше трафарет для друку згідно з винаходом, обладнаний одним або більше резервуаром для фарби та/або роликом або скребком. Зокрема, трафарет є металевим трафаретом з лінійною щільністю розташування отворів 150-1000 отворів, краще 190-800 отворів на лінійний дюйм, що має плоску сторону, що містить систему перегородок, які сполучені одна з одною точками перетину. Перегородки визначають межі отворів, при цьому товщина точок перетину не рівна товщині перегородок на друкарській стороні трафарету, протилежній плоскій скребковій стороні. Краще, різниця у товщині між перегородками і точками перетину складає від 5 до 100 мкм. Фігура 1 - схематичне представлення принципу ротаційного трафаретного друку; А трафарет, В - скребок, С - притискний ролик, D - субстрат; Фігура 2 - схематичні представлення трафарету згідно з кращим варіантом здійснення винаходу, виготовленого електролітичним формуванням. Таким чином, показано нетканий трафарет. Показано трафарет з шестикутними отворами (отворами у формі бджолиних стільників), які обмежені так званими перегородками, що сполучаються в точках перетину. Електролітичне формування може також бути використане у виготовленні трафаретів з іншими формами отворів, наприклад, прямокутною формою. На кресленнях, позначених буквами a)-g), показані наступні параметри трафарету: а) лінійна щільність розташування отворів; Ь) товщина; с) ступінь відкритості; d) діаметр отвору; є) питомий об'єм осаджуваної рідкої фарби; f) максимальний розмір частинки; g) розділення. Лінійна щільність розташування отворів - це кількість отворів на лінійний дюйм трафарету. Товщина - це товщина трафарету. Ступінь відкритості - це частка сумарної пропускної площі всіх отворів у загальній площі трафарету. Діаметр_отвору - це найменша відстань між двома протилежними стінками отвору. Питомий 3 UA 109637 C2 5 10 15 20 25 30 35 40 45 50 55 об'єм осаджуваної рідкої фарби - це об'єм фарби в отворах сітки, що припадає на одиницю площі субстрату; об'єм фарби в отворах сітки обчислюється як сумарна пропускна площа отворів помножена на товщину сітки; одиницею вимірювання питомого об'єму осаджуваної 3 2 рідкої фарби є мікрометр або, як еквівалент, см /м . Максимальний розмір частинки - це 1/3 діаметра отвору для кращого проходження фарби. Фігура З - схематичне представлення фотографії, виконаної оптичним мікроскопом, що показує вигляд зверху друкарської сторони трафарету згідно з винаходом з прямокутними отворами і тривимірною структурою, при цьому діаметр отвору складає приблизно 40 мкм. Цей трафарет (S) має прямокутний отвір (Н). Крім того, на зображеному справа збільшеному вигляді овали показують заглибини (V), утворені перегородками, а кола показують виступи (Р), утворені точками перетину. Спосіб електролітичного формування для виготовлення металевих виробів, що мають систему отворів, розділених перегородками, з використанням матриці в електролітичній ванні відомий, наприклад, з WO 9740213. У публікації WO 2004043659 металевий трафарет з тривимірною структурою поверхні пропонується використовувати як перфорувальний шаблон у перфоруванні пластикових плівок і т, д, за аналогією зі способом і пристроєм, які відомі, наприклад, з US 6024553. Тривимірна структура поверхні сформована лише на одній стороні трафарету різницею товщини між перегородками і точками перетину. У WO 2004043659 нічого не мовиться про використання пропонованого трафарету для трафаретного друку. Було з'ясовано, що для друкування суцільних областей і опуклих зображень нові тривимірні трафарети забезпечують більшу кількість осаджуваної фарби і більш високу чіткість осадженого зображення. Далі, було з'ясовано, що для трафаретного друку дуже високого розділення нові тривимірні трафарети з лінійною щільністю розташування отворів 150-1000 отворів на лінійний дюйм, краще 190-800 отворів на лінійний дюйм, що мають плоску скребкову сторону і систему виступів і заглибин на друкарській стороні, є ідеальними. Ці трафарети дозволяють друкувати набагато тонші лінії у порівнянні з трафаретами, що не мають тривимірної структури поверхні. Якість друку, яка досягається, несподівано виявилася вищою, ніж при використанні трафарету (з рівня техніки) з набагато більшим ступенем відкритості і більш тонкими перегородками. Було зроблене припущення, що тривимірна структура поверхні з виступами і заглибинами на друкарській стороні збільшує передачу фарби крізь трафарет і дозволяє осаджувати більшу кількість фарби на субстрат завдяки виступам, тоді як заглибини забезпечують чіткість осадження фарби. Тобто трафарет придатний як для осадження фарби з метою одержання на субстраті суцільного зображення з рівною поверхнею та/або опуклого зображення, так і для осадження фарби з метою одержання неперервних тонких ліній з чіткими межами. Причому ці можливості забезпечуються без зниження міцності, стабільності і довговічності трафарету. Спосіб для виготовлення трафарету не є об'єктом даного винаходу. Безумовно, способи, відомі з US 4383896 або US 4496434, можуть бути використані для виготовлення плоского трафарету, а тривимірну структуру на друкарській стороні трафарету можуть створювати за рахунок примусового руху рідини, як у способі, розкритому у вищезазначеній заявці на патент WO 2004043659. Трафарет з тривимірною структурою поверхні можуть виготовляти і за допомогою інших технологій і з інших матеріалів. Наприклад, тривимірну структуру можуть також одержувати лазерним гравіюванням, травленням або електрохімічною обробкою. Крім того, до об'єму винаходу входить виготовлення такого трафарету витисканням рельєфу на полімері або нанесенням покриття на сітку способом хімічного осадження з газової фази, способом фізичного осадження з газової фази, способом плазмового напилення або іншими способами нанесення покриття. Тривимірну структуру поверхні можуть також одержувати нанесенням на трафарет окремого шару лаку. Новий тривимірний трафарет може бути використаний в плоскому і циліндричному друкуванні, а також у ротаційному друкуванні. Для друкування суцільних областей і опуклих зображень кращим є трафарет, що осаджує велику кількість рідкої фарби (більше 6 мкм, краще більше 10 мкм). У цьому документі кількість рідкої фарби виражена як питомий об'єм осаджуваної рідкої фарби, тлумачення якого було наведене вище. Відповідні трафарети мають лінійну щільність розташування отворів 35-500 отворів на лінійний дюйм, краще 75-450 отворів на лінійний дюйм. Товщина трафарету може варіюватися від 35 до 200 мкм, краще від 60 до 150 мкм. Діаметр отвору може варіюватися від 10 до 650 мкм, краще від 15 до 400 мкм. 4 UA 109637 C2 5 10 Для одержання зображень високого розділення з розділенням менше 100 мкм кращим є трафарет з лінійною щільністю розташування отворів 150-1000 отворів на лінійний дюйм, краще 190-800 отворів на лінійний дюйм. Товщина трафарету може варіюватися від 20 до 200 мкм, краще від 35 до 160 мкм. Діаметр отвору може варіюватися від 5 до 130 мкм, краще від 15 до 105 мкм. Краще, трафарет є ротаційним трафаретом. Винаходом також пропонується трафарет для друкування, що містить тривимірну структуру, з приєднаним шаблоном з негативом або без негатива зображення, яке потрібно друкувати. Це поєднання тривимірного трафарету і шаблона є новим і підвищує якість друкування. Далі, винаходом пропонується друкарська машина, що містить один або більше тривимірний трафарет для друкування згідно з винаходом, обладнаний одним або більше резервуаром для фарби та/або роликом або скребком. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Спосіб трафаретного друку високого розділення зображення або субстрату (D), в якому використовують трафарет (А; S) із системою (Н) отворів, розділених перегородками і точками перетину, що має плоску поверхню на скребковій стороні, причому трафарет на друкарській стороні (А; S) обладнаний тривимірною структурою, що містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину, та шаблон, повернутий до субстрату (D), що є негативом зображення, яке потрібно друкувати, при цьому спосіб включає нанесення фарби на субстрат (D), тим самим формуючи зображення, що має розділення менше 100 мкм. 2. Спосіб за п. 1, який відрізняється тим, що використовують металевий трафарет, виготовлений електролітичним формуванням. 3. Спосіб за п. 1 або 2, який відрізняється тим, що точки перетину утворюють виступи (Р) і мають більшу тoвщинy, ніж перегородки, що створюють заглибини (V). 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що різниця товщини між перегородками і точками перетину складає від 5 до 100 мкм. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що використовують плоский, циліндричний або ротаційний трафарет, переважно безшовний ротаційний трафарет. 6. Спосіб за п. 5, який відрізняється тим, що трафарет (А; S) є металевим трафаретом з числом отворів на лінійний дюйм від 150-1000, переважно 190-800 отворів на лінійний дюйм, більш переважно 300-650 отворів на лінійний дюйм, в ротаційному металевому трафареті. 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що трафарет (А; S) має товщину від 20 до 200 мкм, переважно від 35 до 160 мкм, та/або отвір діаметром від 5 до 130 мкм, переважно від 15 до 105 мкм. 8. Спосіб трафаретного друку опуклих зображень та/або суцільних областей субстрату (D), в якому використовують трафарет (А; S) із системою (Н) отворів, розділених перегородками і точками перетину, що має плоску поверхню на скребковій стороні, причому трафарет на друкарській стороні (А; S) обладнаний тривимірною структурою, що містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину, та шаблон, повернутий до субстрату (D), що є негативом зображення, яке потрібно друкувати, при цьому спосіб включає нанесення фарби на субстрат (D), з кількістю осаджуваної рідкої фарби, вираженої як питомий об'єм осаджуваної рідкої фарби, а саме, об'єм фарби в отворах сітки, що припадає на одиницю площі субстрату, обчислюваний як сумарна пропускна площа отворів, помножена на товщину сітки, більше 6 мкм. 9. Спосіб за п. 8, який відрізняється тим, що кількість осаджуваної рідкої фарби виражена як питомий об'єм осаджуваної рідкої фарби, а саме, об'єм фарби в отворах сітки, що припадає на одиницю площі субстрату, обчислюваний як сумарна пропускна площа отворів, помножена на товщину сітки, більше 10 мкм. 10. Спосіб за будь-яким з п. 8 або 9, який відрізняється тим, що трафарет (А; S) має лінійну щільність розташування отворів від 35 до 500 отворів на лінійний дюйм, переважно від 75 до 450 отворів на лінійний дюйм, та/або товщину від 35 до 200 мкм, переважно від 60 до 150 мкм, та/або найменшу відстань між протилежними стійками отвору, а саме, діаметр отвору, від 10 до 650 мкм, переважно від 15 до 400 мкм. 11. Спосіб за будь-яким з пп. 8-10, який відрізняється тим, що використовують металевий трафарет, виготовлений електролітичним формуванням. 12. Спосіб за будь-яким з пп. 8-11, який відрізняється тим, що точки перетину утворюють виступи (Р) і мають більшу товщину, ніж перегородки, що створюють заглибини (V). 5 UA 109637 C2 5 10 13. Спосіб за будь-яким з пп. 8-12, який відрізняється тим, що різниця у товщині між перегородками і точками перетину складає від 5 до 100 мкм. 14. Спосіб за будь-яким з пп. 1-10, який відрізняється тим, що його використовують у виробництві чипів радіочастотної ідентифікації (RFID-чипів), панелей сонячних батарей, електронних схем. 15. Тривимірний трафарет для друку (А; S), який обладнаний системою (Н) отворів, розділених перегородками і точками перетину і має плоску поверхню на скребковій стороні, який відрізняється тим, що трафарет містить виступи (Р) і заглибини (V), утворені різницею товщини між перегородками і точками перетину на друкарській стороні трафарету, до якого приєднаний шаблон з негативом або без негатива зображення, що підлягає друку. 16. Тривимірний трафарет для друку (А; S) за п. 15, який відрізняється тим, що виготовлений електролітичним формуванням. 17. Друкарська машина, що містить один або більше тривимірних трафаретів за п. 15 або 16, обладнаних одним або більше резервуарами для фарби та/або роликом або скребком. 6 UA 109637 C2 Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюScreen printing
Автори англійськоюSpoor, Peter Benjamin, Dekkers, Marinus Cornelis Petrus, Smallegange, Martin Jan
Автори російськоюСпоор Петер Бенджамин, Деккерс Маринус Корнелис Петрус, Смаллеганге Мартин Ян
МПК / Мітки
МПК: B41M 1/24, B41N 1/12, B41C 1/14
Мітки: спосіб, друку, трафаретного, пристрій
Код посилання
<a href="https://ua.patents.su/9-109637-sposib-i-pristrijj-dlya-trafaretnogo-druku.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для трафаретного друку</a>
Ротаційна машина трафаретного друку
Номер патенту: 45567
Опубліковано: 15.04.2002
Автор: Раскін Ісаак Григорович
МПК: B41F 15/00
Мітки: ротаційна, машина, друку, трафаретного
Формула / Реферат:
1. Ротаційна машина трафаретного друку, що містить принаймні один циліндричний трафарет 1, який складається з трафарету 13, виготовленого з сітчастого матеріалу, опор 3 циліндричного трафарету 1, ракеля 4, що притискує трафарет 13 до друкованого матеріалу 20, тримача 5 ракеля, яка відрізняється тим, що циліндричний трафарет 1 містить вісь 2, принаймні дві опори 3 осі 2, фланці 7 і 10, що вільно насаджені на осі 2, трафарет 13, виготовлений із...
Спосіб одержання фарби трафаретного друку
Номер патенту: 41065
Опубліковано: 16.05.2005
Автори: Антипенко Світлана Володимирівна, Гуртова Олександра Степанівна, Бригінець Лариса Анатоліївна, Коваленко Людмила Валентинівна, Бєлова Римма Валентинівна
МПК: C09D 11/10
Мітки: фарби, спосіб, одержання, трафаретного, друку
Формула / Реферат:
Спосіб одержання фарби трафаретного друку, що складається з виготовлення зв'язуючого, виготовлення замісу та диспергування його на тривалковій фарботерній машині до ступеня перетирання не більше 10 мкм, який відрізняється тим, що зв'язуюче виготовляють на основі принаймні одного з важколетких розчинників у присутності стабілізатора, а принаймні один середньолеткий розчинник додають у фарбу після диспергування замісу.
Спосіб нанесення суцільних шарів методом трафаретного друку
Номер патенту: 94561
Опубліковано: 10.05.2011
Автори: Осипьонок Микола Михайлович, Пекар Григорій Соломонович, Сингаївський Олександр Федорович
МПК: H01L 21/20, B41F 15/00, H01L 27/142
Мітки: трафаретного, спосіб, суцільних, методом, шарів, нанесення, друку
Формула / Реферат:
1. Спосіб нанесення суцільних шарів для створення сонячних елементів на основі напівпровідникових сполук шляхом трафаретного друку з пасти, яка містить напівпровідниковий матеріал та зв'язувальну речовину (біндер), який відрізняється тим, що пасту наносять безпосередньо на поверхню підкладки, трафарет виконують у вигляді односпрямованих дротів або волокнин, або стрічок у кількості не менше двох, які кріплять або притискають до підкладки...
Пристрій для трафаретного друку
Номер патенту: 38595
Опубліковано: 15.05.2001
Автори: Балабан Орест Тимофійович, Білас Михайло Іванович, Никифорук Богдан Васильович
МПК: B41F 15/40
Мітки: трафаретного, пристрій, друку
Текст:
...друку з використанням плоских друкарських форм. Всі технологічні операції, крім накладання і знімання продукції, здійснюються автоматично. Для приведення в рух механізмів пристрою використовується стиснене повітря від автономного компресора 7 та вакуумної системи 8 з вентилятором 9 та відсмоктувальною камерою 10. Характер роботи пристрою цикловий. Режим роботи вибирається оператором за допомогою засобу 42 програмного керування...
Ракельна головка для трафаретного друку
Номер патенту: 26178
Опубліковано: 07.06.1999
Автор: Кожарін Олександр Олександрович
МПК: B41F 15/14
Мітки: ракельна, друку, трафаретного, головка
Формула / Реферат:
1. Ракельна головка для трафаретного друку, що містить ракель, ракелетримач, механізм демпфірування ракеля у площині його пересування, який має упор та пружину, і основу, до якої прикріплений механізм демпфірування, яка відрізняється тим, що механізм демпфірування ракеля являє собою паралелепіпед з упором у формі виступу, який має можливість взаємодії з основою, вісь механізму демпфірування та вісь ракелетримача взаємно перпендикулярні, при...
Попередній патент: Склад для лікування болю в глибоких тканинах, пов’язаного з остеоартритом
Наступний патент: Сполуки та спосіб зниження рівня сечової кислоти
Випадковий патент: Траверса для використання з гіраційною дробаркою (варіанти) і гіраційна дробарка