Спосіб запечатування металевих посудин з відривними кришками та поточна лінія виробництва посудини
Номер патенту: 111001
Опубліковано: 10.03.2016
Автори: Комбе Флоріан Крістіан Грегорі, Максвелл Іан, Білко Джон Павел
Формула / Реферат
1. Спосіб запечатування відривної кришки у фланець, який змонтований всередині та простягається по периферії корпуса металевої посудини, що включає:
a) вставлення внутрішньої індукційної котушки в корпус посудини;
b) проходження змінного струму через внутрішню котушку для нагрівання фланцю;
c) видалення внутрішньої індукційної котушки з корпусу посудини; та
d) прикладення відривної кришки до фланця,
за рахунок чого залишкове тепло у фланці запечатує або сприяє запечатуванню відривної кришки у фланець.
2. Спосіб за п. 1, який відрізняється тим, що включає розміщення зовнішньої індукційної котушки навколо зовнішньої поверхні корпуса посудини та, по суті, одночасно з етапом b), проходження змінного струму через зовнішню котушку для надання додаткового тепла зазначеному фланцю.
3. Спосіб за п. 2, який відрізняється тим, що внутрішня та зовнішня котушки з'єднані разом так, щоб той же струм проходив через обидві котушки.
4. Спосіб за п. 1, який відрізняється тим, що між відривною кришкою та фланцем наявний зв'язувальний матеріал.
5. Спосіб за п. 4, який відрізняється тим, що включає нанесення зв'язувального матеріалу на поверхню запечатування фланця перед прикладенням відривної кришки до фланця.
6. Спосіб за п. 4, який відрізняється тим, що на поверхні запечатування відривної кришки розміщують зв'язувальний матеріал.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що фланець розташований частково вздовж довжини корпусу посудини так, що запечатування відривної кришки у фланець розділяє корпус посудини на верхнє та нижнє відділення.
8. Поточна лінія виробництва посудини, в якій використовують систему нагрівання, що включає внутрішню індукційну котушку для вставлення у корпус посудини та джерело змінного струму для збудження котушки, поки вона перебуває всередині корпусу посудини.
9.Поточна лінія виробництва посудини за п. 8, яка відрізняється тим, що система нагрівання включає зовнішню індукційну котушку для розміщення навколо зовнішньої поверхні корпуса посудини, зазначене джерело змінного струму виконано з можливістю збудження зовнішньої котушки, коли вона розташована навколо корпуса посудини.
10. Поточна лінія виробництва посудини за п. 9, яка відрізняється тим, що внутрішня котушка та зовнішня котушка механічно з'єднані разом для забезпечення єдиного робочого блока.
Текст
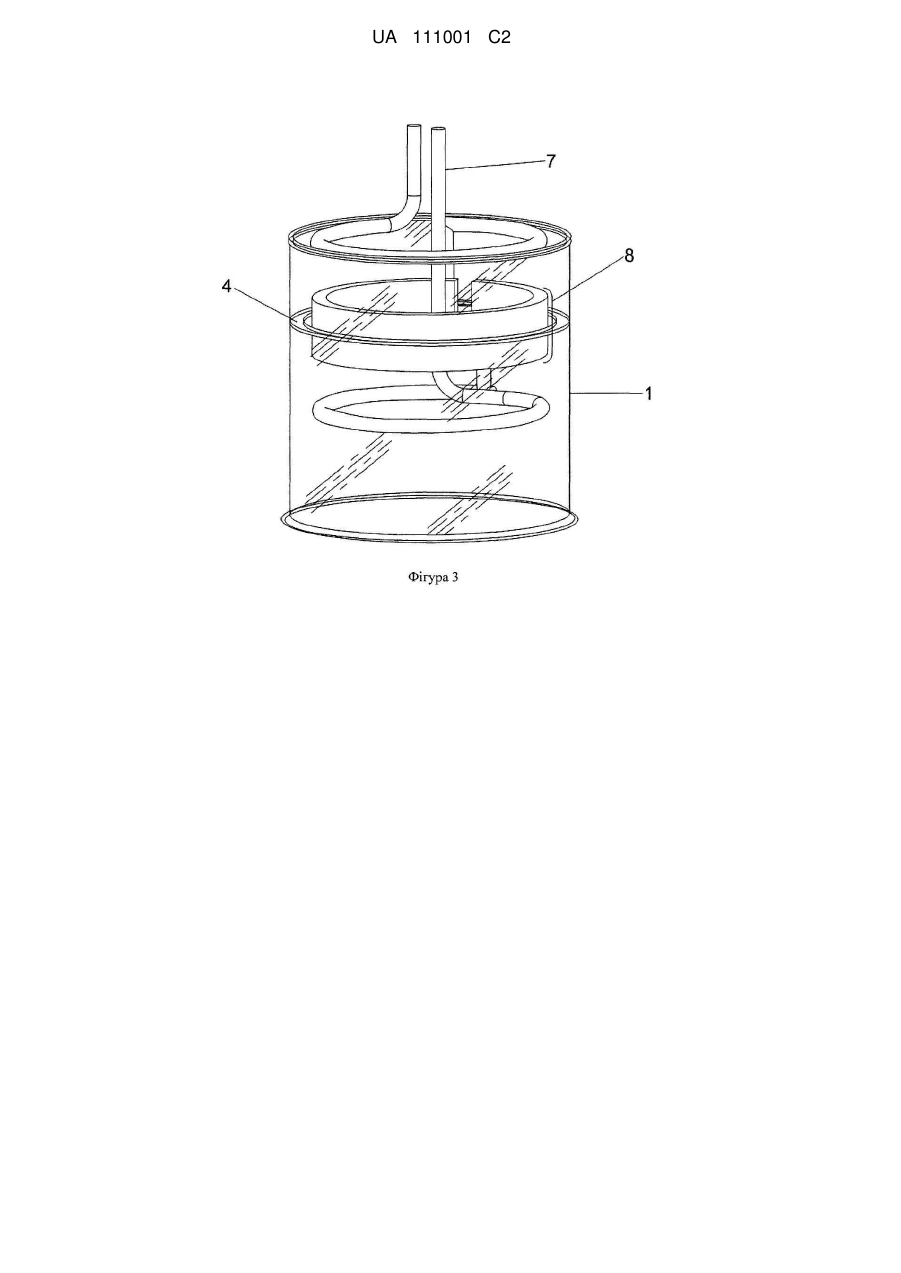
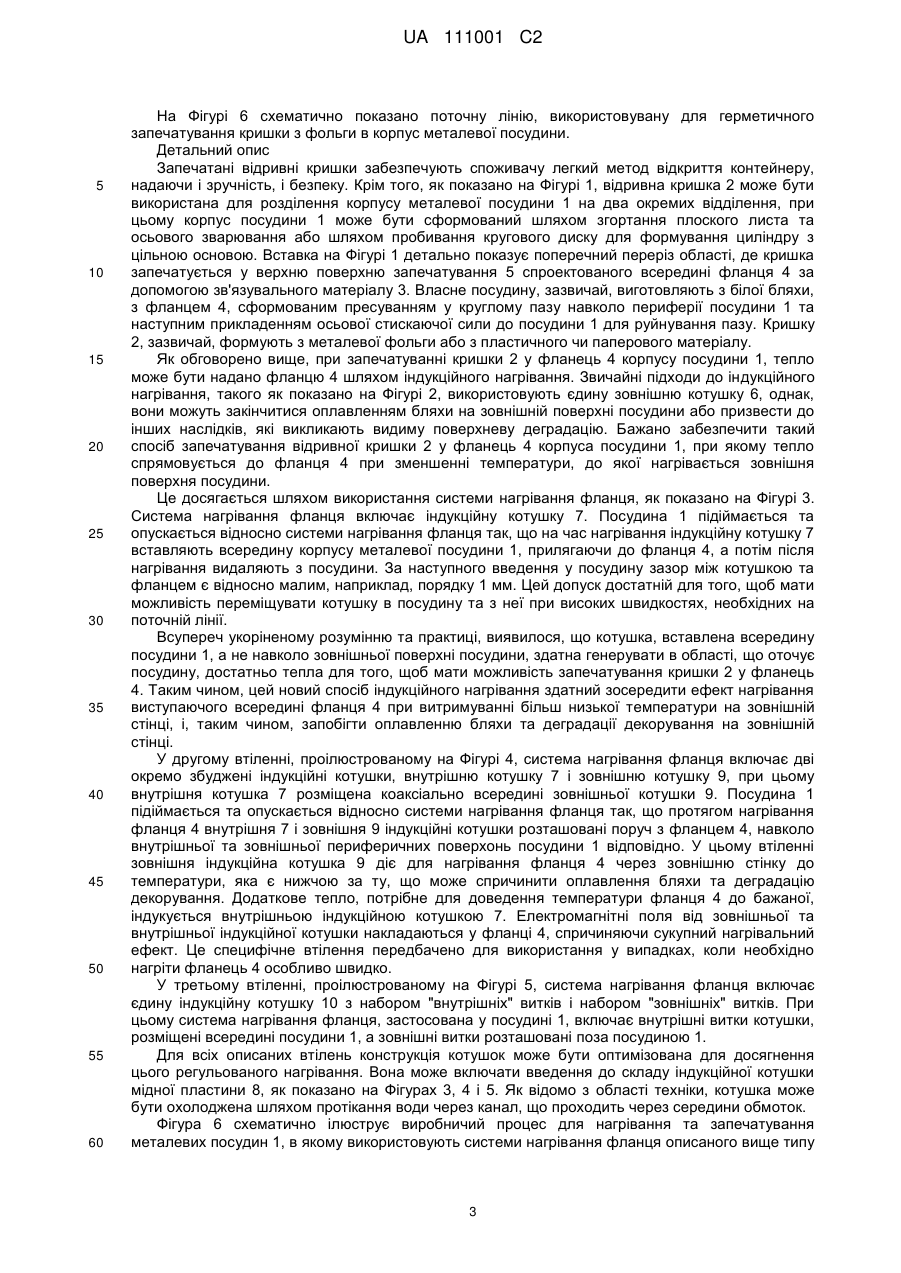
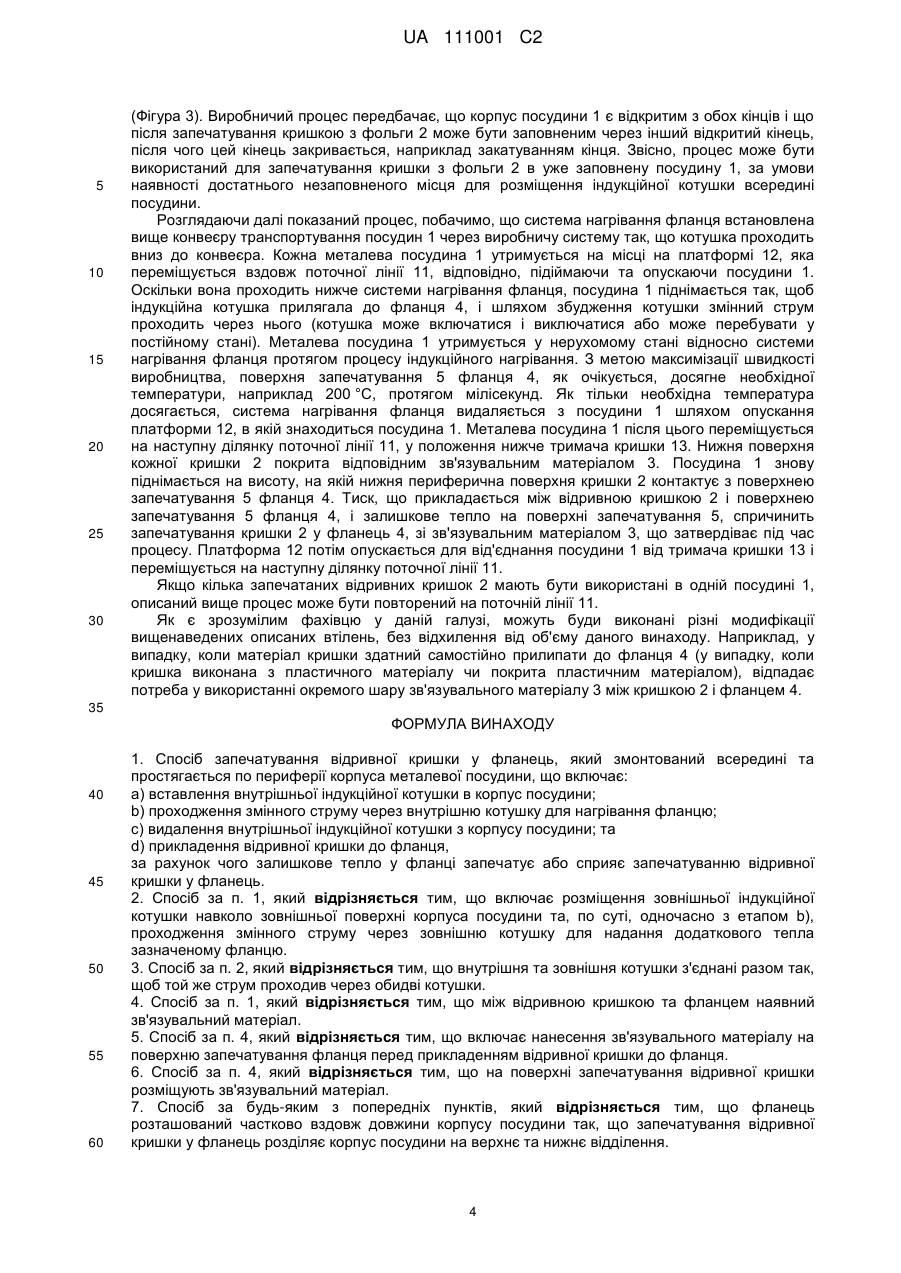
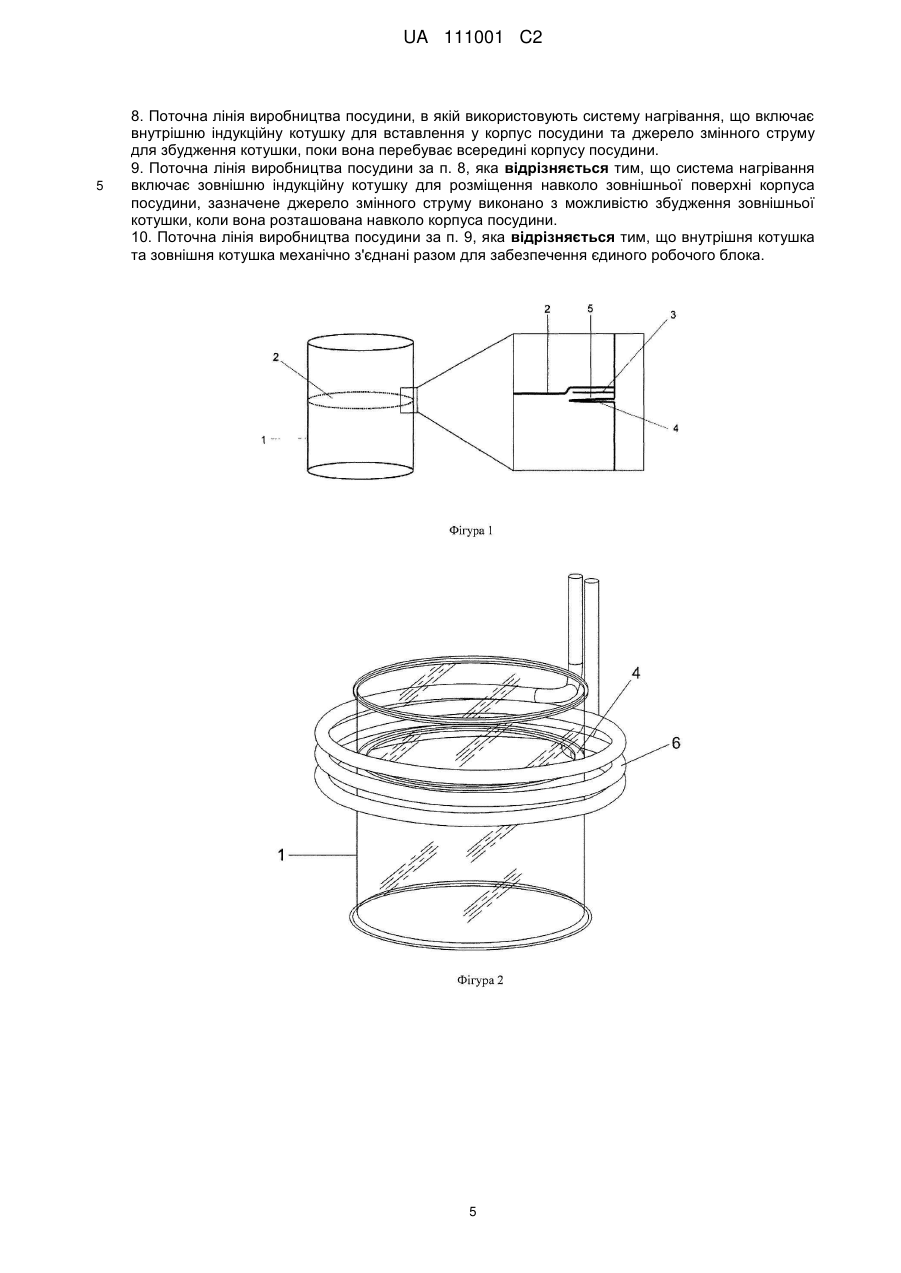
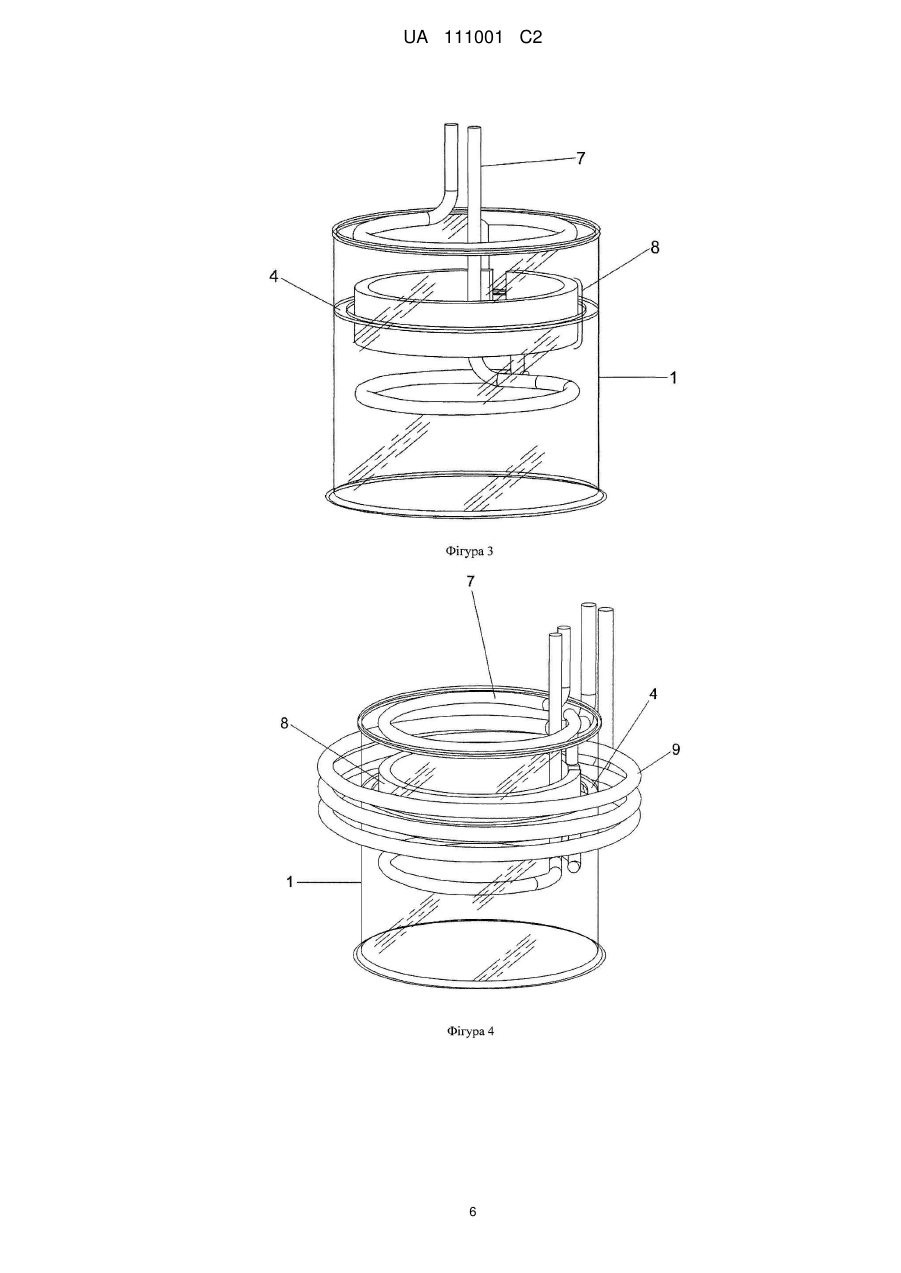
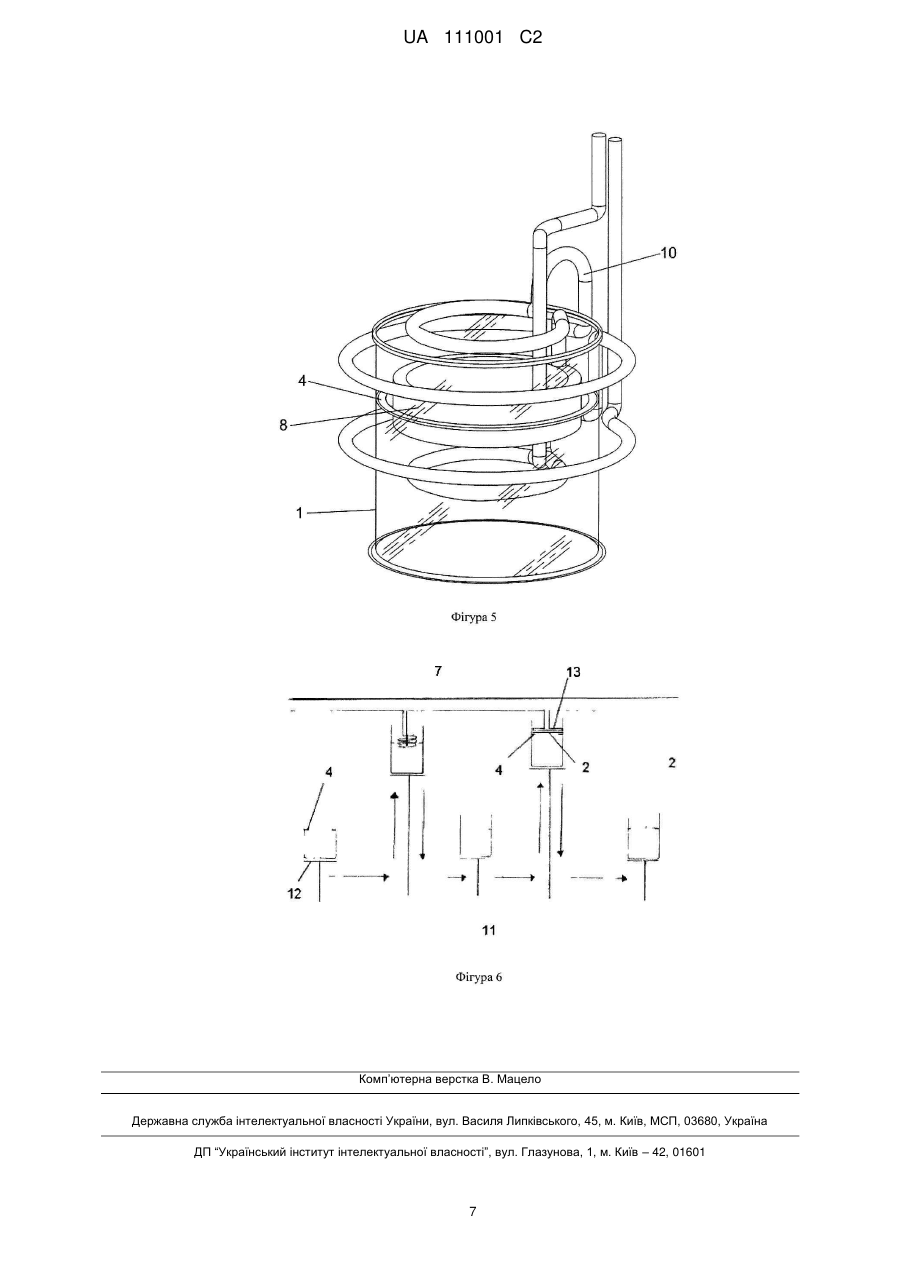
Реферат: Спосіб запечатування відривної кришки (2) у фланець (4), змонтований у металевому корпусі посудини (1), який включає вставлення внутрішньої індукційної котушки (6) у корпус посудини для початкового нагрівання поверхні запечатування (5) фланця, поки зовнішня стінка може зберігатися відносно прохолодною для уникнення оплавлення бляхи та деградації декорування на зовнішній стінці. Потім внутрішню індукційну котушку видаляють з корпусу посудини, а відривну кришку прикладають до фланця, за рахунок чого залишкове тепло у фланці сприяє запечатуванню кришки у фланець, наприклад, шляхом активації зв'язувального матеріалу. UA 111001 C2 (12) UA 111001 C2 UA 111001 C2 5 10 15 20 25 30 35 40 45 50 55 60 Область техніки Даний винахід відноситься до металевих посудин з відривними кришками і до способу запечатування відривної кришки у металеву посудину з використанням індукційного нагрівання. Рівень техніки Багато контейнерів для утримання харчових продуктів мають відривну кришку, яка легко відокремлюється перед першим використанням продукту споживачем. Такі відривні кришки потрібні як для герметизації розподільчого отвору контейнера, так і в якості індикатора очевидності підробки. Відривна кришка забезпечує простий спосіб відкриття контейнера без необхідності використання окремих інструментів, таких як ножиці або консервний ніж. Контейнери з відривними кришками можуть бути виготовлені з безлічі різних матеріалів, включаючи скло, картон, пластик і метал. Картонні контейнери можуть бути прийнятними для того, щоб містити харчові продукти в невеликій кількості випадків; однак, на деяких ринках, наприклад у країнах з відносно спекотним і/або вологим кліматом, картонні контейнери не можуть бути придатними. Сприйнятливість до нападів шкідників (наприклад мишей і щурів) та відносний брак їх міцності може також зробити картонні контейнери непридатними у багатьох випадках використання. Пластикові та скляні контейнери також є схильними до деяких з тих же проблем. Застосування ж металевих контейнерів або "посудин" вирішує багато з цих проблем. Посудини для використання на спеціалізованих сегментах ринку, наприклад посудини, що застосовують на ринку сумішей для немовлят, повинні задовольняти суворим стандартам безпеки. Це може бути необхідним при виробництві металевої посудини з відривною кришкою, як правило, з фольги. Наприклад, потрібно, щоб посудина, яку використовують для утримання порошкової суміші для немовлят, зберігала герметичне ущільнення з відривною кришкою навіть при зберіганні більше 3 місяців в умовах високих температур порядку 45 °C, і різниці тиску між внутрішньою і зовнішньою частинами посудини 700mbar (70kPa). Як правило, герметичне ущільнення між відривною кришкою з фольги та належним чином сформованим спрямованим всередину металевої посудини фланцем або виступом, виконують шляхом першого нагрівання поверхні запечатування фланця чи виступу. Поверхня запечатування або протилежна поверхня запечатування кришки покрита зв'язувальним матеріалом, таким як лак або полімер. Кришку з фольги прикладають до фланця, а запечатування досягається шляхом застосування комбінації високої температури та тиску (що прикладається до кришки на місці). У випадку заповнення запечатувана посудина має бути згодом оброблена, щоб готувати або іншим чином нагрівати вміст, для формування герметичного ущільнення може бути передбачене поліпропіленове покриття на внутрішній поверхні посудини та на матеріалі кришки таким чином, що вони "зварюються разом". Ущільнення, забезпечені у такий спосіб, здатні витримувати суворі умови обробки, такі як комбінація високої температури (порядку 120 °C або вище) і тиску, що діє на кришку. Нагрівання фланця може бути досягнуто шляхом використання контактного нагрівання чи індукційного нагрівання. У випадку контактного нагрівання тепло передається металевій посудині шляхом прямого контакту з посудиною. У випадку індукційного нагрівання високочастотний змінний струм проходить через електромагнітну індукційну котушку для утворення електромагнітного поля. Котушка розміщується навколо зовнішньої сторони посудини так, що посудина і, зокрема, ділянка, що оточує фланець, розташована всередині індукованого по осі електромагнітного поля. Одержувані вихрові струми, що утворюються у фланці та ділянці, яка оточує посудину, викликають швидке нагрівання фланця. Індукційне нагрівання взагалі є переважним порівняно з контактним нагріванням, оскільки час нагрівання у першому випадку є швидшим, і прямий контакт з посудиною не потрібний (тому можуть бути використані різні форми посудини з тим самим налаштованим індукційним нагріванням). Для деяких використань бажано забезпечити кришку з фольги у положенні частково вздовж корпуса посудини, розділяючи таким чином корпус посудини на два відділення. (Герметично запечатане) відділення під кришкою з фольги використовують для утримання харчового продукту, а відділення над кришкою може містити деякий інший виріб, наприклад, пластмасову ложку. Верхній отвір посудини може бути закритий пластмасовою кришкою або подібним. Особливо для посудин цієї конфігурації відомі схеми нагрівання можуть викликати значне пошкодження зовнішньої поверхні посудини внаслідок високих температур, до яких повинна бути нагріта зовнішня поверхня, щоб нагріти фланець поверхні запечатування до температури, необхідної для досягнення запечатування. Як правило, оскільки фланець трохи охолоджується між початковим нагріванням і прикладенням кришки з фольги, поверхня запечатування повинна бути нагрітою до температури, значно вищої за температуру навколишнього середовища. Крім того, оскільки тепло передається від зовнішньої поверхні посудини до фланця, зовнішня 1 UA 111001 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхня, у свою чергу, має бути нагріта до надмірної температури. Для з'єднувального матеріалу, який працює при температурі близько 160 °C, фланець має бути нагрітим до 200 °C, а температура зовнішньої поверхні може досягти 280 °C. Температура, необхідна на зовнішній поверхні, є такою, що може відбутися оплавлення бляхи, що приведе до видимої відмітки (тобто знебарвлення) на зовнішній поверхні. Одне з можливих рішень полягає в тому, щоб використовувати з'єднувальний матеріал, який працює при більш низькій температурі, ніж ті, що, як правило, використовують з цією метою, наприклад, з'єднувальний матеріал, який затвердіває при 90 °C, щоб не було необхідності у надмірному нагріванні зовнішньої поверхні посудини. Однак, це є неприйнятним для посудин, що продаються на ринках зі спекотним кліматом. Короткий опис винаходу Мета винаходу полягає у подоланні або, принаймні, у зменшенні недоліків відомих систем нагрівання індукційного типу, що використовують при запечатуванні відривної кришки у корпус посудини. Відповідно до першого аспекту даного винаходу, запропоновано спосіб запечатування відривної кришки у фланець металевого корпуса посудини, який спроектований всередині та простягається по периферії. Спосіб включає встановлення індукційної котушки в корпус посудини та пропускання змінного струму через котушку для нагрівання фланця. Індукційна котушка видаляється з корпусу посудини, а відривна кришка прикладається до фланця, внаслідок чого залишкове тепло у фланці запечатує або сприяє запечатуванню відривної кришки у фланець. Перевага принаймні деяких втілень винаходу полягає в тому, що поки фланець може бути нагрітим до необхідної температури, зовнішня стінка посудини "не перегрівається", таким чином досягається запобігання оплавленню бляхи та деградації зовнішньої поверхні. Спосіб може включати розміщення додаткової індукційної котушки навколо зовнішньої поверхні корпусу посудини та, по суті, одночасно з етапом проходження змінного струму через внутрішню індукційну котушку, проходження змінного струму через додаткову котушку з метою підведення додаткового тепла до фланця. Перша та друга котушки можуть бути збуджені разом або окремо. У деяких втіленнях зв'язувальний матеріал може бути нанесений між відривною кришкою та фланцем посудини. В інших втіленнях зв'язувальний матеріал може бути нанесений на поверхню запечатування фланця перед прикладенням відривної кришки до фланця. В інших наступних втіленнях зв'язувальний матеріал може бути нанесений на поверхню запечатування відривної кришки перед прикладенням кришки до фланця. У деяких втіленнях фланець, розташований частково вздовж довжини корпусу посудини так, що запечатування відривної кришки у фланець розділяє корпус посудини на верхнє та нижнє відділення. Відповідно до другого аспекту даного винаходу запропоновано систему нагрівання для використання у поточній лінії виробництва посудини, яка включає індукційну котушку для вставлення до корпусу посудини, та джерело живлення для збудження котушки, поки вона перебуває всередині корпуса посудини. Система нагрівання може містити додаткову котушку для її розташування навколо зовнішньої поверхні корпуса, джерело живлення, виконане з можливістю збудження додаткової котушки, коли вона розташована навколо корпусу посудини. Перша зазначена котушка та зазначена додаткова котушка можуть бути механічно з'єднані одна з одною для забезпечення єдиного робочого блоку, тобто таким чином, що корпус посудини може бути переміщений відносно блоку так, щоб котушки перебували у відповідному положення відносно корпуса посудини. Короткий опис креслень На Фігурі 1 схематично показано металеву посудину, розділену на два відділення відривною кришкою з фольги, яка включає, як детально показано на вставці, фланець, поверхню запечатування фланця, зв'язувальний матеріал і відривну кришку; На Фігурі 2 показано вигляд у перспективі на металеву посудину, розташовану всередині індукційної котушки з метою нагрівання запечатувального фланця; На Фігурі 3 показано вигляд у перспективі на систему нагрівання фланця, що включає індукційну котушку, розташовану всередині металевої посудини; На Фігурі 4 показано вигляд у перспективі на альтернативну систему нагрівання фланця, яка включає дві індукційні котушки, розташовані всередині посудини та поза посудиною; На Фігурі 5 показано вигляд у перспективі наступної альтернативної системи нагрівання фланця; і 2 UA 111001 C2 5 10 15 20 25 30 35 40 45 50 55 60 На Фігурі 6 схематично показано поточну лінію, використовувану для герметичного запечатування кришки з фольги в корпус металевої посудини. Детальний опис Запечатані відривні кришки забезпечують споживачу легкий метод відкриття контейнеру, надаючи і зручність, і безпеку. Крім того, як показано на Фігурі 1, відривна кришка 2 може бути використана для розділення корпусу металевої посудини 1 на два окремих відділення, при цьому корпус посудини 1 може бути сформований шляхом згортання плоского листа та осьового зварювання або шляхом пробивання кругового диску для формування циліндру з цільною основою. Вставка на Фігурі 1 детально показує поперечний переріз області, де кришка запечатується у верхню поверхню запечатування 5 спроектованого всередині фланця 4 за допомогою зв'язувального матеріалу 3. Власне посудину, зазвичай, виготовляють з білої бляхи, з фланцем 4, сформованим пресуванням у круглому пазу навколо периферії посудини 1 та наступним прикладенням осьової стискаючої сили до посудини 1 для руйнування пазу. Кришку 2, зазвичай, формують з металевої фольги або з пластичного чи паперового матеріалу. Як обговорено вище, при запечатуванні кришки 2 у фланець 4 корпусу посудини 1, тепло може бути надано фланцю 4 шляхом індукційного нагрівання. Звичайні підходи до індукційного нагрівання, такого як показано на Фігурі 2, використовують єдину зовнішню котушку 6, однак, вони можуть закінчитися оплавленням бляхи на зовнішній поверхні посудини або призвести до інших наслідків, які викликають видиму поверхневу деградацію. Бажано забезпечити такий спосіб запечатування відривної кришки 2 у фланець 4 корпуса посудини 1, при якому тепло спрямовується до фланця 4 при зменшенні температури, до якої нагрівається зовнішня поверхня посудини. Це досягається шляхом використання системи нагрівання фланця, як показано на Фігурі 3. Система нагрівання фланця включає індукційну котушку 7. Посудина 1 підіймається та опускається відносно системи нагрівання фланця так, що на час нагрівання індукційну котушку 7 вставляють всередину корпусу металевої посудини 1, прилягаючи до фланця 4, а потім після нагрівання видаляють з посудини. За наступного введення у посудину зазор між котушкою та фланцем є відносно малим, наприклад, порядку 1 мм. Цей допуск достатній для того, щоб мати можливість переміщувати котушку в посудину та з неї при високих швидкостях, необхідних на поточній лінії. Всупереч укоріненому розумінню та практиці, виявилося, що котушка, вставлена всередину посудини 1, а не навколо зовнішньої поверхні посудини, здатна генерувати в області, що оточує посудину, достатньо тепла для того, щоб мати можливість запечатування кришки 2 у фланець 4. Таким чином, цей новий спосіб індукційного нагрівання здатний зосередити ефект нагрівання виступаючого всередині фланця 4 при витримуванні більш низької температури на зовнішній стінці, і, таким чином, запобігти оплавленню бляхи та деградації декорування на зовнішній стінці. У другому втіленні, проілюстрованому на Фігурі 4, система нагрівання фланця включає дві окремо збуджені індукційні котушки, внутрішню котушку 7 і зовнішню котушку 9, при цьому внутрішня котушка 7 розміщена коаксіально всередині зовнішньої котушки 9. Посудина 1 підіймається та опускається відносно системи нагрівання фланця так, що протягом нагрівання фланця 4 внутрішня 7 і зовнішня 9 індукційні котушки розташовані поруч з фланцем 4, навколо внутрішньої та зовнішньої периферичних поверхонь посудини 1 відповідно. У цьому втіленні зовнішня індукційна котушка 9 діє для нагрівання фланця 4 через зовнішню стінку до температури, яка є нижчою за ту, що може спричинити оплавлення бляхи та деградацію декорування. Додаткове тепло, потрібне для доведення температури фланця 4 до бажаної, індукується внутрішньою індукційною котушкою 7. Електромагнітні поля від зовнішньої та внутрішньої індукційної котушки накладаються у фланці 4, спричиняючи сукупний нагрівальний ефект. Це специфічне втілення передбачено для використання у випадках, коли необхідно нагріти фланець 4 особливо швидко. У третьому втіленні, проілюстрованому на Фігурі 5, система нагрівання фланця включає єдину індукційну котушку 10 з набором "внутрішніх" витків і набором "зовнішніх" витків. При цьому система нагрівання фланця, застосована у посудині 1, включає внутрішні витки котушки, розміщені всередині посудини 1, а зовнішні витки розташовані поза посудиною 1. Для всіх описаних втілень конструкція котушок може бути оптимізована для досягнення цього регульованого нагрівання. Вона може включати введення до складу індукційної котушки мідної пластини 8, як показано на Фігурах 3, 4 і 5. Як відомо з області техніки, котушка може бути охолоджена шляхом протікання води через канал, що проходить через середини обмоток. Фігура 6 схематично ілюструє виробничий процес для нагрівання та запечатування металевих посудин 1, в якому використовують системи нагрівання фланця описаного вище типу 3 UA 111001 C2 5 10 15 20 25 30 (Фігура 3). Виробничий процес передбачає, що корпус посудини 1 є відкритим з обох кінців і що після запечатування кришкою з фольги 2 може бути заповненим через інший відкритий кінець, після чого цей кінець закривається, наприклад закатуванням кінця. Звісно, процес може бути використаний для запечатування кришки з фольги 2 в уже заповнену посудину 1, за умови наявності достатнього незаповненого місця для розміщення індукційної котушки всередині посудини. Розглядаючи далі показаний процес, побачимо, що система нагрівання фланця встановлена вище конвеєру транспортування посудин 1 через виробничу систему так, що котушка проходить вниз до конвеєра. Кожна металева посудина 1 утримується на місці на платформі 12, яка переміщується вздовж поточної лінії 11, відповідно, підіймаючи та опускаючи посудини 1. Оскільки вона проходить нижче системи нагрівання фланця, посудина 1 піднімається так, щоб індукційна котушка прилягала до фланця 4, і шляхом збудження котушки змінний струм проходить через нього (котушка може включатися і виключатися або може перебувати у постійному стані). Металева посудина 1 утримується у нерухомому стані відносно системи нагрівання фланця протягом процесу індукційного нагрівання. З метою максимізації швидкості виробництва, поверхня запечатування 5 фланця 4, як очікується, досягне необхідної температури, наприклад 200 °C, протягом мілісекунд. Як тільки необхідна температура досягається, система нагрівання фланця видаляється з посудини 1 шляхом опускання платформи 12, в якій знаходиться посудина 1. Металева посудина 1 після цього переміщується на наступну ділянку поточної лінії 11, у положення нижче тримача кришки 13. Нижня поверхня кожної кришки 2 покрита відповідним зв'язувальним матеріалом 3. Посудина 1 знову піднімається на висоту, на якій нижня периферична поверхня кришки 2 контактує з поверхнею запечатування 5 фланця 4. Тиск, що прикладається між відривною кришкою 2 і поверхнею запечатування 5 фланця 4, і залишкове тепло на поверхні запечатування 5, спричинить запечатування кришки 2 у фланець 4, зі зв'язувальним матеріалом 3, що затвердіває під час процесу. Платформа 12 потім опускається для від'єднання посудини 1 від тримача кришки 13 і переміщується на наступну ділянку поточної лінії 11. Якщо кілька запечатаних відривних кришок 2 мають бути використані в одній посудині 1, описаний вище процес може бути повторений на поточній лінії 11. Як є зрозумілим фахівцю у даній галузі, можуть буди виконані різні модифікації вищенаведених описаних втілень, без відхилення від об'єму даного винаходу. Наприклад, у випадку, коли матеріал кришки здатний самостійно прилипати до фланця 4 (у випадку, коли кришка виконана з пластичного матеріалу чи покрита пластичним матеріалом), відпадає потреба у використанні окремого шару зв'язувального матеріалу 3 між кришкою 2 і фланцем 4. 35 ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб запечатування відривної кришки у фланець, який змонтований всередині та простягається по периферії корпуса металевої посудини, що включає: a) вставлення внутрішньої індукційної котушки в корпус посудини; b) проходження змінного струму через внутрішню котушку для нагрівання фланцю; c) видалення внутрішньої індукційної котушки з корпусу посудини; та d) прикладення відривної кришки до фланця, за рахунок чого залишкове тепло у фланці запечатує або сприяє запечатуванню відривної кришки у фланець. 2. Спосіб за п. 1, який відрізняється тим, що включає розміщення зовнішньої індукційної котушки навколо зовнішньої поверхні корпуса посудини та, по суті, одночасно з етапом b), проходження змінного струму через зовнішню котушку для надання додаткового тепла зазначеному фланцю. 3. Спосіб за п. 2, який відрізняється тим, що внутрішня та зовнішня котушки з'єднані разом так, щоб той же струм проходив через обидві котушки. 4. Спосіб за п. 1, який відрізняється тим, що між відривною кришкою та фланцем наявний зв'язувальний матеріал. 5. Спосіб за п. 4, який відрізняється тим, що включає нанесення зв'язувального матеріалу на поверхню запечатування фланця перед прикладенням відривної кришки до фланця. 6. Спосіб за п. 4, який відрізняється тим, що на поверхні запечатування відривної кришки розміщують зв'язувальний матеріал. 7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що фланець розташований частково вздовж довжини корпусу посудини так, що запечатування відривної кришки у фланець розділяє корпус посудини на верхнє та нижнє відділення. 4 UA 111001 C2 5 8. Поточна лінія виробництва посудини, в якій використовують систему нагрівання, що включає внутрішню індукційну котушку для вставлення у корпус посудини та джерело змінного струму для збудження котушки, поки вона перебуває всередині корпусу посудини. 9. Поточна лінія виробництва посудини за п. 8, яка відрізняється тим, що система нагрівання включає зовнішню індукційну котушку для розміщення навколо зовнішньої поверхні корпуса посудини, зазначене джерело змінного струму виконано з можливістю збудження зовнішньої котушки, коли вона розташована навколо корпуса посудини. 10. Поточна лінія виробництва посудини за п. 9, яка відрізняється тим, що внутрішня котушка та зовнішня котушка механічно з'єднані разом для забезпечення єдиного робочого блока. 5 UA 111001 C2 6 UA 111001 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sealing a metal cans with peelable lids ane device therefor
Автори англійськоюMaxwell, Ian, Bilko, John, Pawel, Combe, Florian, Christian, Gregory
Автори російськоюМаксвэлл Иан, Билко Джон Павел, Комбэ Флориан Кристиан Грэгори
МПК / Мітки
МПК: B29C 65/46, H05B 6/10, B65B 7/28, B65B 51/22
Мітки: відривними, виробництва, лінія, запечатування, кришками, посудин, спосіб, посудини, металевих, поточна
Код посилання
<a href="https://ua.patents.su/9-111001-sposib-zapechatuvannya-metalevikh-posudin-z-vidrivnimi-krishkami-ta-potochna-liniya-virobnictva-posudini.html" target="_blank" rel="follow" title="База патентів України">Спосіб запечатування металевих посудин з відривними кришками та поточна лінія виробництва посудини</a>
Герметичний затвор посудини, що працює під тиском
Номер патенту: 30713
Опубліковано: 11.03.2008
Автори: Рєзніков Микола Іванович, Головченко Володимир Іванович, Полетун Леонід Юхимович
МПК: F16J 13/00
Мітки: затвор, посудини, герметичний, працює, тиском
Формула / Реферат:
Герметичний затвор посудини, що працює під тиском, виконаний у вигляді кришки, фланець якої з’єднаний з фланцем посудини за допомогою елементів кріплення та обладнаний кільцевим притискним шипом, який упирається в неметалеву прокладку, що виконана у вигляді кільця, яке розташоване в кільцевій канавці на фланці посудини, який відрізняється тим, що фланець кришки додатково обладнаний кільцевим захисним шипом, висота якого більше висоти...
Автоматична поточна лінія для виготовлення металевих листових кузовів
Номер патенту: 8353
Опубліковано: 29.03.1996
Автор: ФАТА ЮРОПІАН ГРУПП С.П.А.
МПК: B23K 37/04
Мітки: листових, поточна, лінія, кузовів, металевих, виготовлення, автоматична
Формула / Реферат:
Автоматическая поточная линия для изготовления металлических листовых кузовов, преимущественно автомобильных, содержащая расположенные на основании рабочую позицию, хранил и та для формовочных узлов, выполненных в иидс рам с фиксаторами для элементов кузовов, двумя выдвижными пальцами и ориентирующими роликами, расположенное между хранилищами и рабочей позицией конвейерное средство для подачи из хранилищ к рабочей позиции с двух се сторон...
Поточна лінія для виробництва сталевого мисливського дробу
Номер патенту: 4304
Опубліковано: 27.12.1994
Автори: Затуловський Сергій Семенович, Мудрук Леонід Олександрович
МПК: B22F 9/08
Мітки: мисливського, дробу, лінія, виробництва, поточна, сталевого
Формула / Реферат:
Поточная линия для производства стальной охотничьей дроби, включающая последовательно установленные плавильный агрегат, разливочное и распылительное устройства, камеру распыления, дешламационный грохот, сушильный агрегат, термическую печь, сортировочный грохот и связывающие их транспортные устройства, отличающаяся тем, что, с целью повышения качества получаемого продукта за счет стабилизации формы, повышения размерной однородности и...
Поточна лінія виробництва зварних холоднодеформованих труб
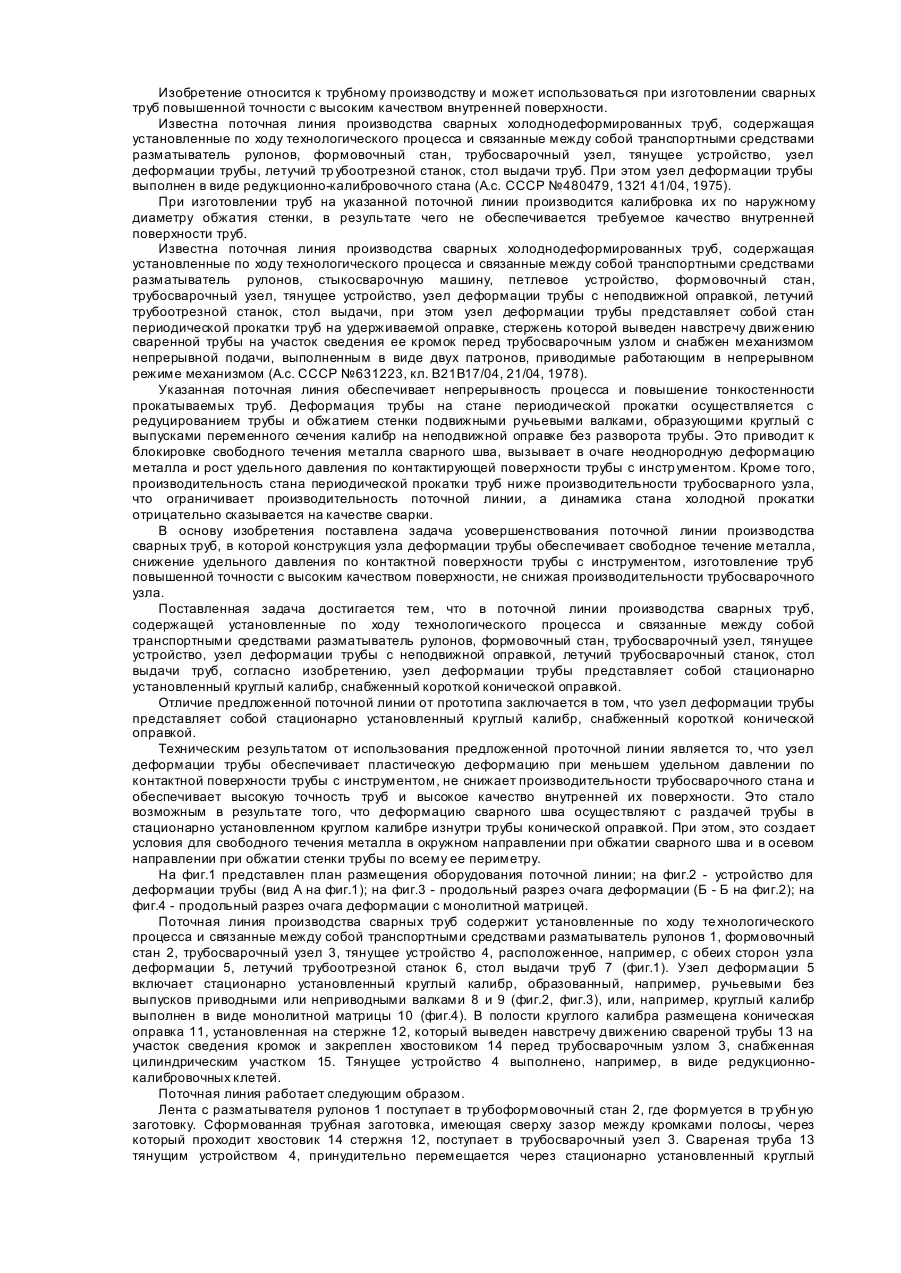
Номер патенту: 24405
Опубліковано: 17.07.1998
Автори: Гладченко Олександр Федорович, Сергєєв Віктор Володимирович, Райчук Юрій Ісакович, Сизоненко Григорій Іванович, Новіков Леонід Миколайович, Лобанов Олександр Іванович, Хаустов Георгій Йосипович, Ковіка Микола Данилович, Правдін Юрій Михайлович, Туренков Микола Мусійович
МПК: B21C 37/06, B21B 17/00
Мітки: холоднодеформованих, зварних, поточна, виробництва, труб, лінія
Формула / Реферат:
Поточная линия производства сварных холоднодеформированных труб, содержащая установленные по ходу технологического процесса и связанные между собой транспортными средствами разматыватель рулонов, формовочный стан, трубосварочный узел, тянущее устройство узел деформации трубы с неподвижной оправкой, летучий трубоотрезной станок, стол выдачи труб, отличающаяся тем, что узел деформации трубы представляет собой стационарно установленный круглый...
Поточна лінія для гранулювання органічних відходів
Номер патенту: 56834
Опубліковано: 25.01.2011
Автор: Анненков Сергій Сергійович
МПК: C10L 5/40
Мітки: поточна, гранулювання, відходів, органічних, лінія
Формула / Реферат:
1. Поточна лінія для гранулювання органічних відходів, що містить установлені у технологічній послідовності теплогенератор, подрібнювач, сушильну установку, циклон, гранулятор, виконаний у вигляді циліндричної ємності, оснащеної ґратницею із установленим під нею плоским ножем, з'єднаним із приводним валом, а також розміщений за гранулятором пристрій для охолодження гранул, яка відрізняється тим, що вона містить розміщений у порожнині...
Попередній патент: Хронопотенціометричний спосіб визначення марганцю у водних розчинах
Наступний патент: Високоміцний титановий сплав
Випадковий патент: Спосіб і пристрій для виділення рідини з газового сировинного струменя в каталітичному реакторі