Спосіб виготовлення металевої штаби за допомогою безперервного розливу і прокатки
Номер патенту: 115172
Опубліковано: 25.09.2017
Автори: Кляйн Крістоф, Цецере Козімо Андреас, Пандер Міхаель, Клінкенберг Крістіан, Більген Крістіан, Нойманн Лук, Розенталь Дітер
Формула / Реферат
1. Спосіб виготовлення металевої штаби (1) за допомогою безперервного розливу і прокатки, при якому спочатку в розливній машині (2) шляхом видачі металу з кристалізатора (4) відливають сляб (3), причому сляб (3) в зоні напрямної проводки (5) відхиляють з вертикального положення в горизонтальне, потім сляб піддають витримці для вирівнювання температури в печі (6), а після печі (6) прокатують в прокатному стані (7), причому залежно від заданого режиму роботи сляб обробляють або в періодичному режимі, або в нескінченному, або напівнескінченному режимі, причому прокатуваний сляб (3) або прокатувану металеву штабу (1) в зоні прокатного стана (7) щонайменше між двома прокатними клітями (8, 9, 10, 11, 12, 13, 14) піддають нагріванню за допомогою індуктора (15), який відрізняється тим, що як індуктор (15) використовують елемент, що включає в себе щонайменше одну відкриту, розділену С-подібну котушку індуктивності, причому індуктор (15) виконаний з можливістю індукційного нагрівання в поперечному полі або в подовжньому полі сляба (3) або металевої смуги (1), що проходить в напрямку (F) транспортування, при цьому котушки індуктивності можуть вмикатися, в залежності від необхідності, для вироблення індукції подовжнього або поперечного поля.
2. Спосіб за п. 1, який відрізняється тим, що прокатний стан (7) являє собою прокатний стан-тандем, причому нагрівання за допомогою індуктора (15) здійснюють між першими двома в напрямку (F) транспортування прокатними клітями (8, 9) прокатного стана-тандема.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що прокатний стан (7) являє собою прокатний стан-тандем, причому нагрівання за допомогою індуктора (15) здійснюють між першими трьома в напрямку (F) транспортування прокатними клітями (8, 9, 10) прокатного стана-тандема.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що сляб (3) в зоні напрямної проводки (5) піддають обтисненню по товщині за допомогою визначеної кількості роликів.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що сляб (3) за розливною машиною (2) і перед піччю (6) піддають обтисненню по товщині в чорновій прокатній кліті (16).
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що в періодичному режимі розділення сляба (3) відбувається перед прокатним станом, переважно найпізніше після чорнових прокатних клітей, що передують прокатному стану, кількістю до п'яти.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що в нескінченному режимі розділення сляба (3) відбувається після останньої кліті прокатного стана.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що в напівнескінченному режимі розділення сляба (3) відбувається перед піччю (6), переважно найпізніше після п'яти чорнових прокатних клітей, що передують печі (6).
9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що до і/або після печі передбачений індуктор.
Текст
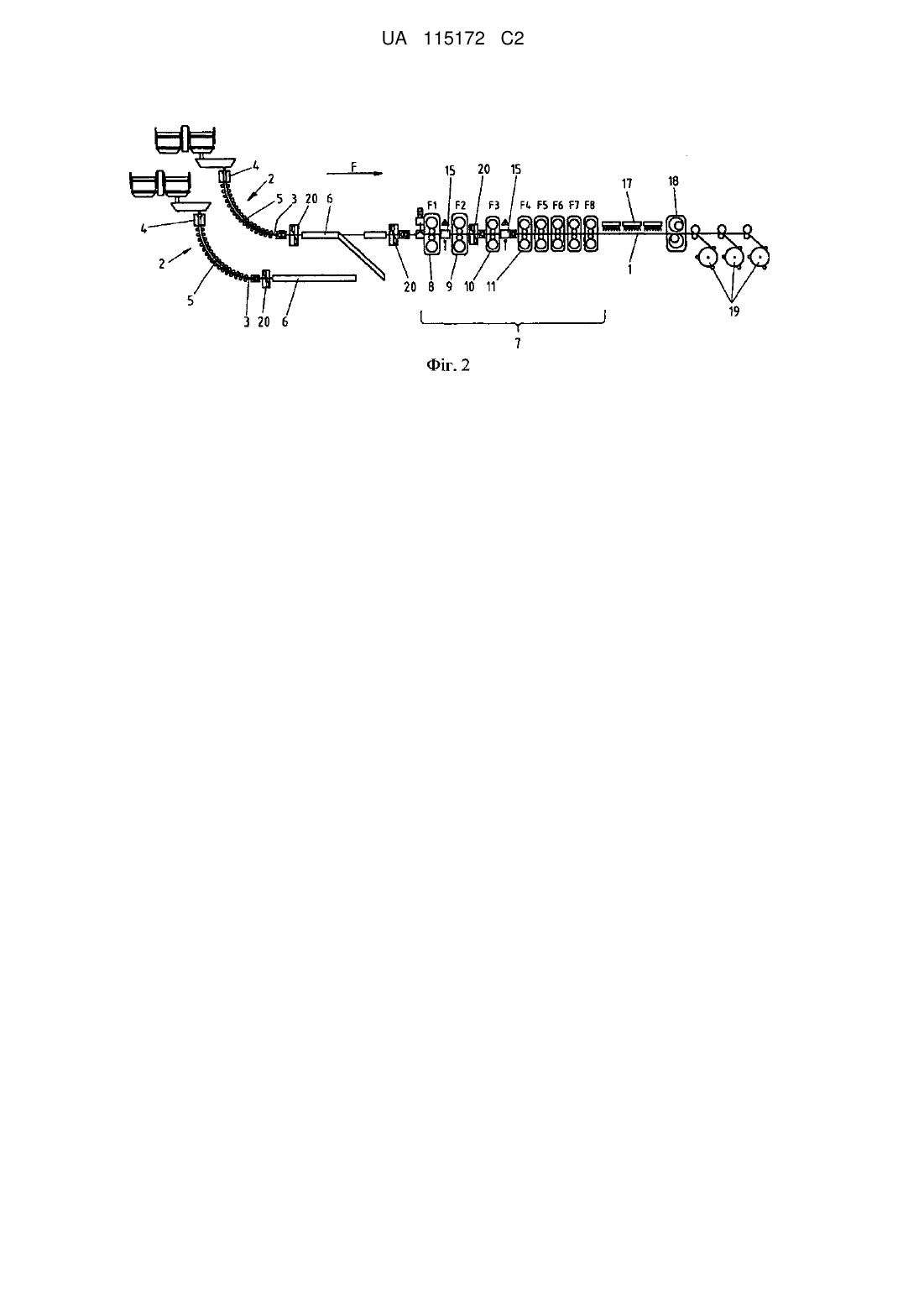
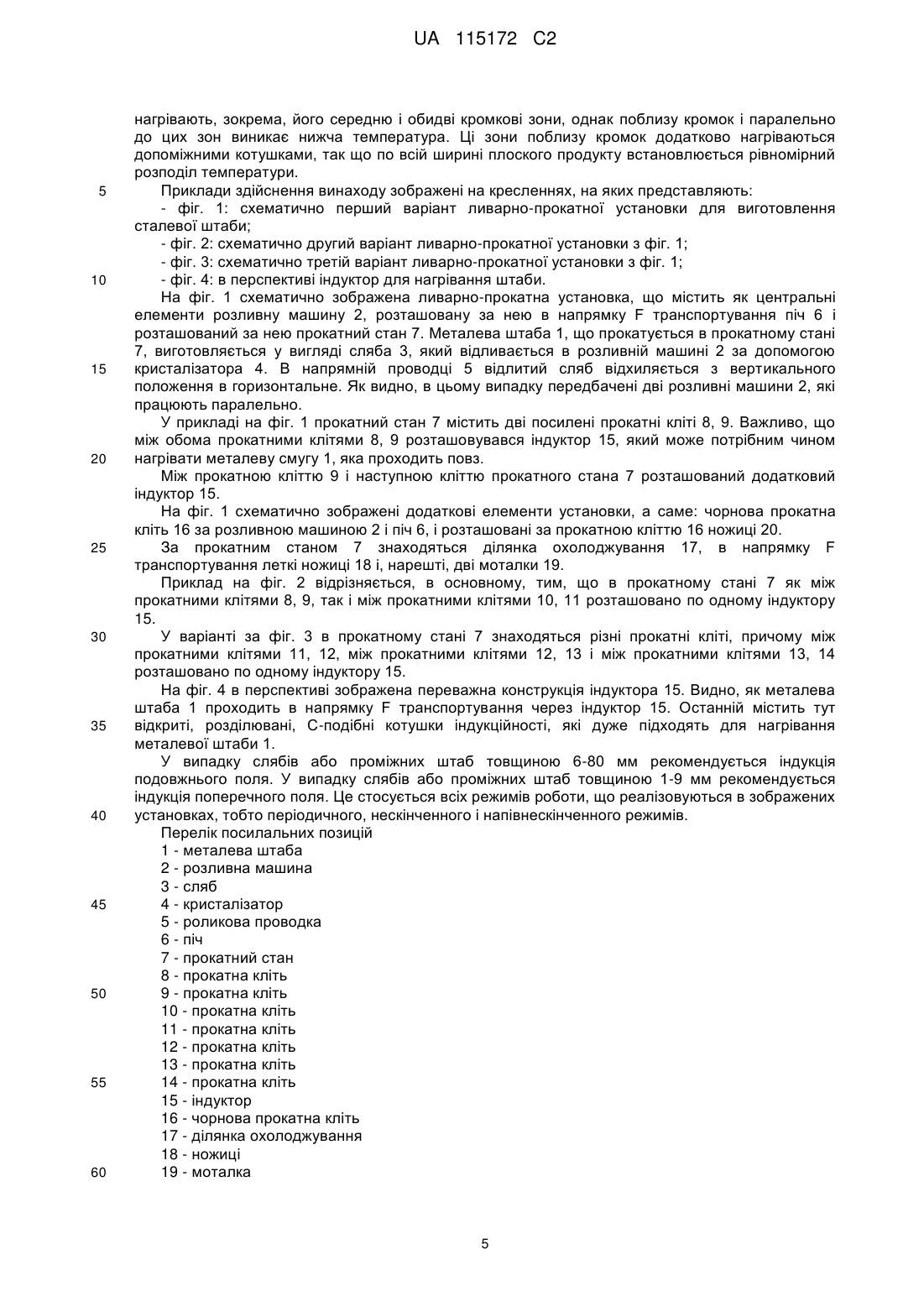
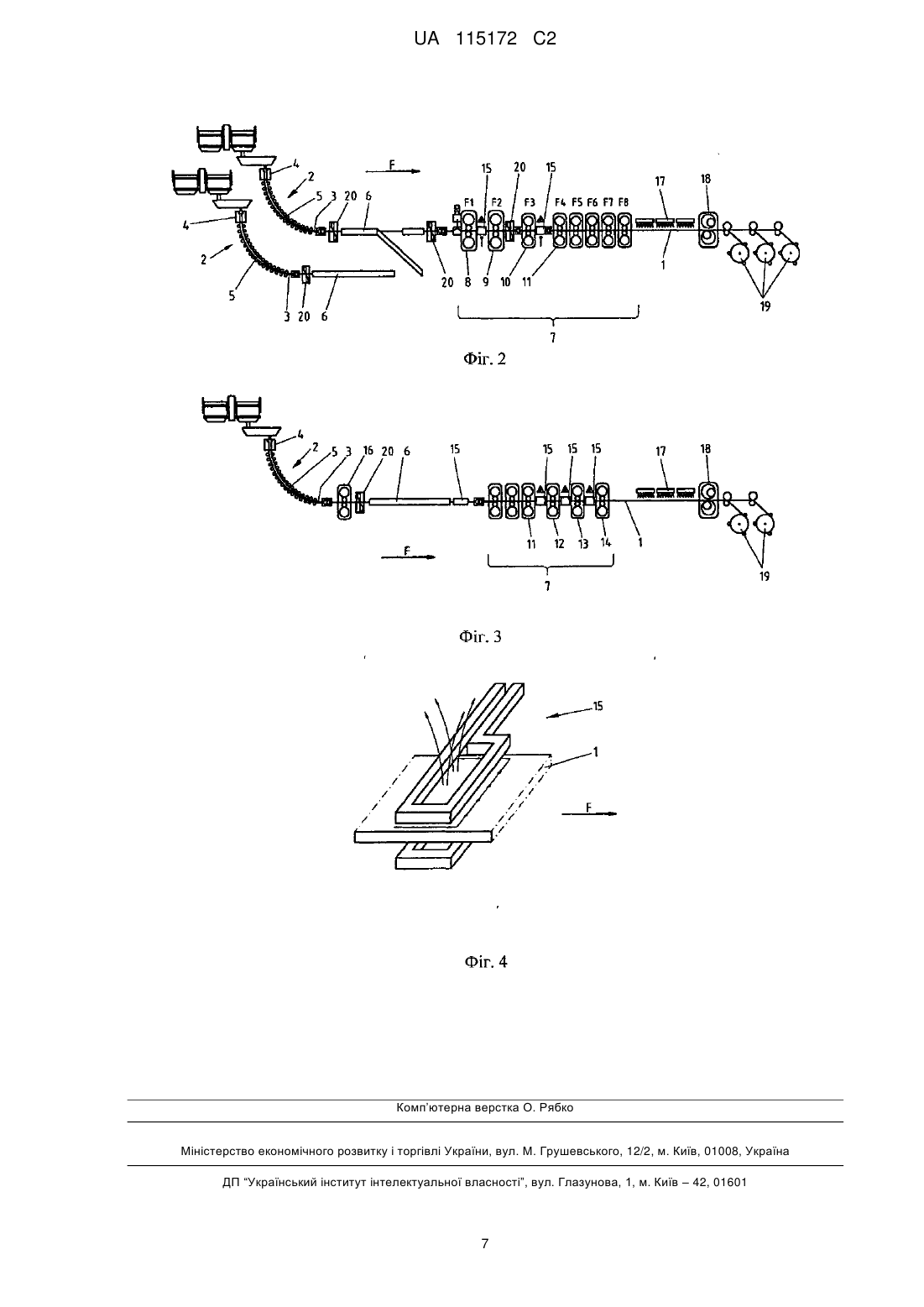
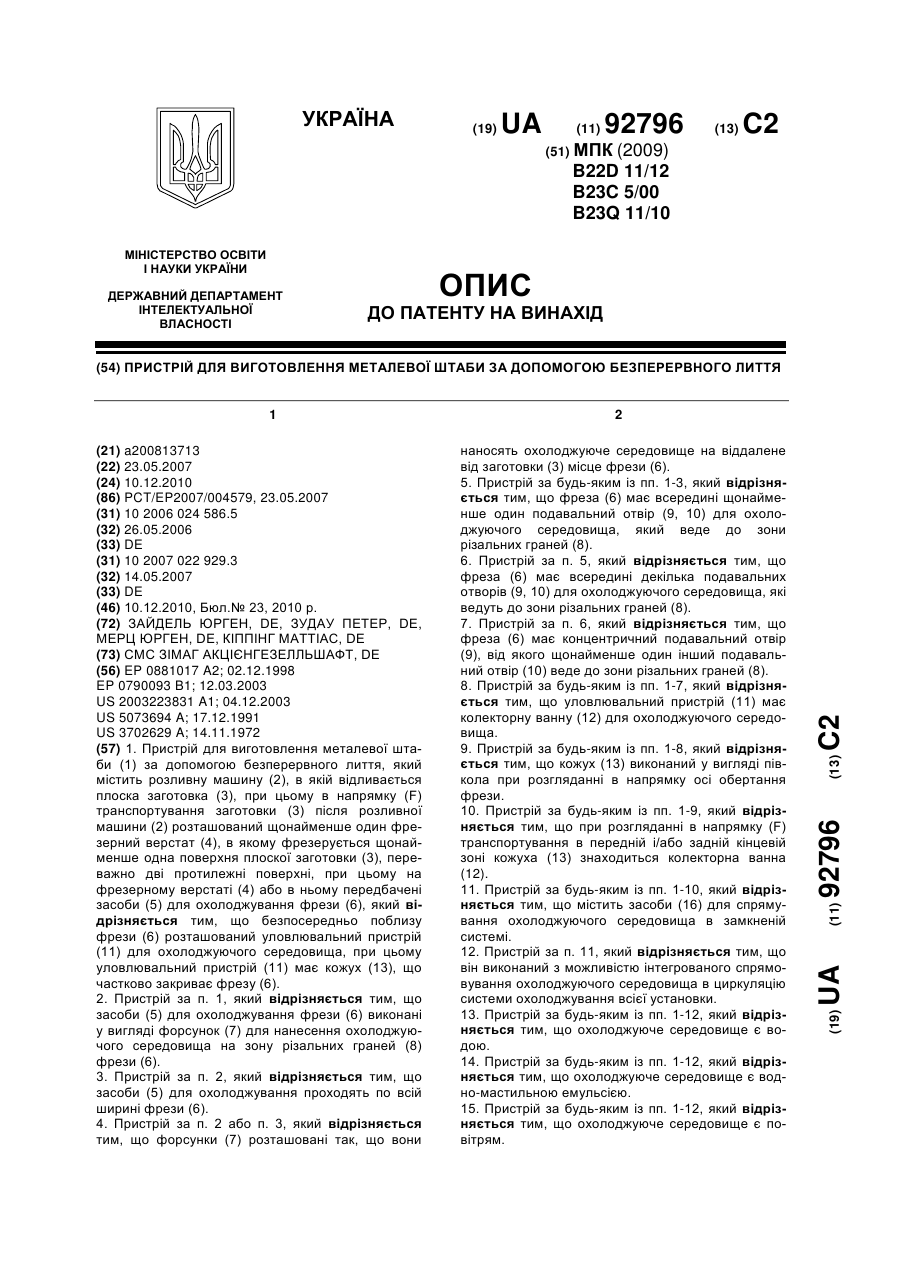
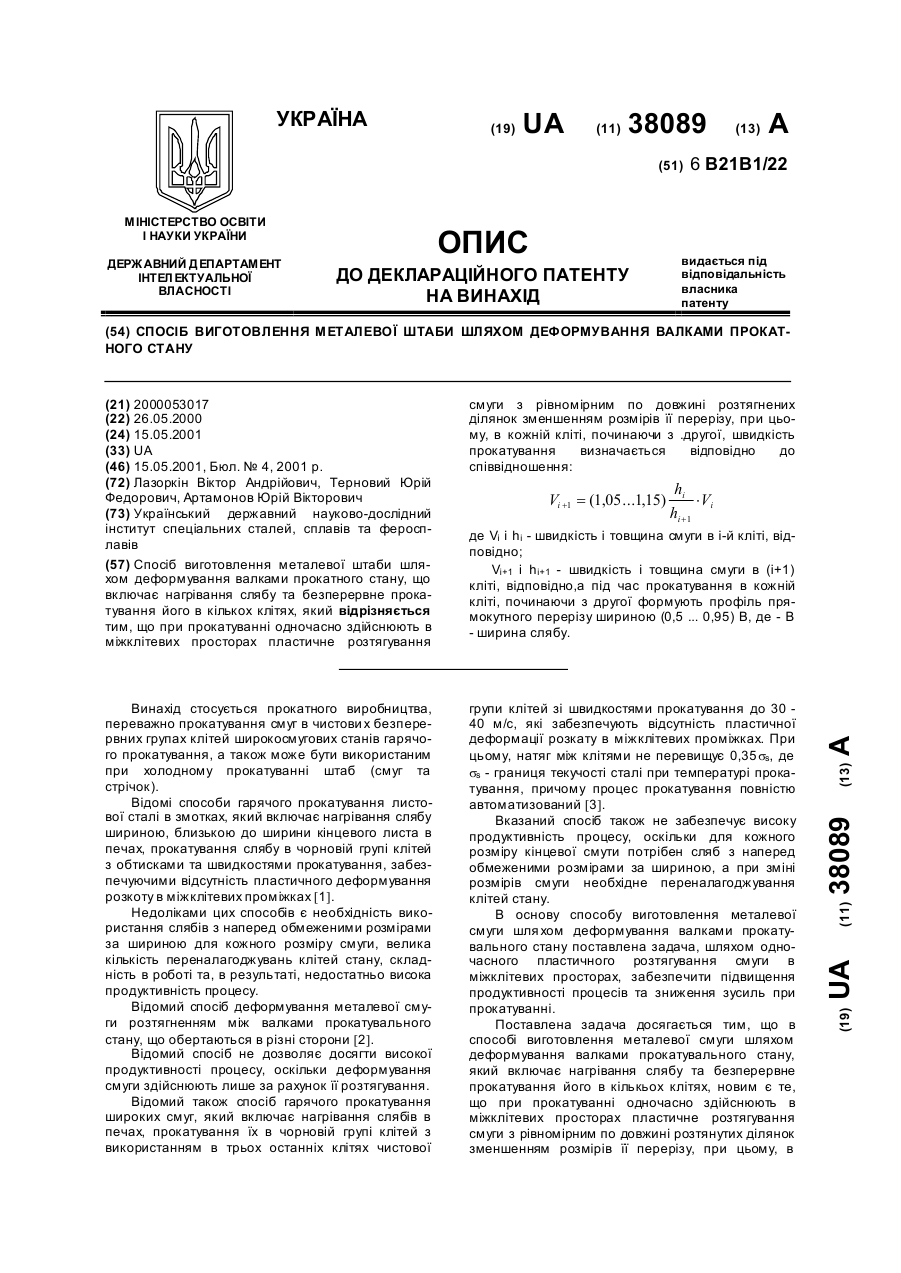
Реферат: Винахід стосується способу виготовлення металевої штаби (1) за допомогою безперервного розливу і прокатки, при якому спочатку в розливній машині (2) шляхом видачі металу з кристалізатора (4) відливається сляб (3), причому сляб (3) в зоні напрямної проводки (5) відхиляється з вертикального положення в горизонтальне, потім піддається витримці для вирівнювання температури в печі (6), після печі (6) прокатується в прокатному стані (7) і залежно від заданого режиму роботи обробляється або в періодичному, або в нескінченному або напівнескінченному режимі. Щоб створити оптимальні технологічні умови для всіх потрібних режимів роботи, згідно з винаходом, передбачено, що прокатуваний сляб (3) або прокатувана металева штаба (1) в зоні прокатного стана (7) щонайменше між двома прокатними клітями (8, 9, 10, 11, 12, 13, 14) піддається нагріванню за допомогою індуктора (15). UA 115172 C2 (12) UA 115172 C2 UA 115172 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу виготовлення металевої штаби за допомогою безперервного розливу і прокатки, при якому спочатку в розливній машині шляхом видачі металу з кристалізатора відливається сляб, причому сляб в зоні напрямної проводки відхиляють з вертикального положення в горизонтальне, потім піддається витримці для вирівнювання температури в печі, після печі прокатується в прокатному стані і залежно від заданого режиму роботи обробляється або в періодичному режимі, або в нескінченному або напівнескінченному режимі. Винахід застосовується в установках безперервного розливу і прокатки, які як в першому режимі роботи, а саме — в нескінченному або напівнескінченному режимі, так і/або в періодичному режимі виготовляють з рідкого металу готову штабу. Відомі ливарно-прокатні установки перетворюють рідку сталь, що звичайно одержується в періодичному режимі, в компактній установці в гарячекатану штабу. У цьому режимі роботи після розливу або розливу і прокатки сляби або чорнові штаби розділяються на окремі сляби, або окремі чорнові штаби так, що після гарячої прокатки утворюються рулони потрібної величини. При цьому спочатку безперервно відливаються сляби. Вони розрізаються ножицями і утворюють пізніше по своїх розмірах відповідно потрібну величину рулону. У нагрівальних печах, виконаних нерідко у вигляді печей з роликовим подом, відділені сляби кондиціонуються за температурою. Додатково піч служить буфером, в якому сляби можуть накопичуватися у випадку затримок в процесі обробки. Потім сляби окремо подаються на прокатний стан і розкочуються. Після цього остаточно прокатані штаби охолоджуються на ділянці охолоджування і намотуються. Рулони покидають прокатний стан для подальшої обробки. У DE 102009057524 А1 розкриті спосіб і прокатний стан для гарячої прокатки в декілька етапів металевої штаби або металевого листа. При напівнескінченному способі сляби розрізаються так, що з цього сляба можна одержати одну або декілька бобін. За прокатним станом розташовані леткі ножиці, які розрізають довгу гарячекатану штабу, внаслідок чого досягається потрібний розмір рулону. Цей спосіб дозволяє зменшити кількість критичних при прокатці процесів введення і виведення, завдяки чому можна надійніше одержувати тонші гарячекатані штаби. При нескінченному способі безперервновідлиті сляби в нерозрізаному вигляді подаються до прокатного стана. За ним, як і при напівнескінченному способі, розташовані леткі ножиці, які розрізають довгу гарячекатану штабу, внаслідок чого досягається потрібний розмір рулону. Цей спосіб дозволяє додатково зменшити кількість критичних при прокатці процесів введення і виведення, завдяки чому можна надійніше одержувати тонші гарячекатані штаби. Використовувані тут установки тут CSP (Compact Strip Production компактне виробництво штаби) являють собою, отже, ливарно-прокатні установки, в яких тісно пов'язані між собою два окремі технологічні рівні виробництва сталевих штаб, а саме — розлив рідкої сталі в тонкі сляби в розливній установці і їх прокатка в сталеві штаби в прокатній установці. При цьому прокатка попередньо відлитої заготовки відбувається звичайно безпосередньо з використанням "ливарного нагрівання" або за рахунок встановлення потрібної температури прокатки за допомогою печі-міксера або нагрівального пристрою між розливною установкою і прокатним станом. В основі винаходу лежить задача створення технологічних умов, за допомогою яких оптимальне виробництво металевої штаби могло би відбуватися у всіх режимах роботи, що розглядаються, тобто як в періодичному режимі, так і в нескінченному або напівнескінченному режимі. Відповідно до цього повинні бути створені технологічні умови для всіх потрібних режимів роботи. Рішення цієї задачі, згідно з винаходом, характеризується тим, що прокатуваний сляб або прокатувана металева штаба в зоні прокатного стана щонайменше між двома прокатними клітями піддається нагріванню за допомогою одного або декількох індукторів. При цьому прокатний стан являє собою прокатний стан-тандем, причому нагрівання за допомогою індуктора відбувається переважно між першими двома в напрямку транспортування прокатними клітями стана-тандему. Однак в іншому переважному варіанті способу можливо, щоб прокатний стан являв собою прокатний стан-тандем, причому нагрівання за допомогою індуктора відбувається між першими трьома в напрямку транспортування прокатними клітями стана-тандему. Згідно з іншим переважним рішенням, сляб в зоні напрямної проводки може піддаватися обтисненню по товщині за допомогою визначеної кількості роликів. Сляб може піддаватися обтиснення по товщині також за розливною машиною і перед піччю в чорновій прокатній кліті. 1 UA 115172 C2 5 10 15 20 25 30 35 40 45 50 55 60 Індуктор виконаний переважно для індукційного нагрівання в подовжньому полі сляба, що проходить в напрямку транспортування, або металевої штаби. Можливо також, щоб індуктор був виконаний для індукційного нагрівання в поперечному полі сляба, що проходить в напрямку транспортування, або металевої штаби. Пояснення по відповідному нагріванню наведені нижче. Як індуктор особливо переважно використовується елемент, що включає в себе щонайменше одну відкриту, розділювану, С-подібну котушку індукційності. Одне з переважних виконань індукторів містить котушки, які залежно від необхідності можуть перемикатися на індукцію подовжнього або поперечного поля. Ливарно-прокатна установка може складатися з однієї або декількох чорнових клітей і прокатного стана, причому в періодичному режимі розділення сляба відбувається перед прокатним станом, переважно найпізніше після п'яти чорнових клітей, що передують прокатному стану. Ливарно-прокатна установка може складатися також з однієї або декількох чорнових клітей і прокатного стана, причому в нескінченному режимі розділення сляба відбувається після останньої кліті прокатного стана. Далі може бути передбачено, що у всіх названих режимах роботи розділення сляба відбувається перед піччю. Якщо печі передують чорнові кліті, то розділення сляба відбувається переважно найпізніше після цих чорнових клітей. Запропонований підхід забезпечує, отже, комбінацію нескінченного і штучного (періодичного) виробництва гарячекатаної штаби на установках для відливання тонких слябів, а також виробництво гарячекатаних товстих і тонких сталевих штаб і листів з рівномірною мікроструктурою і механічними властивостями. Комбінація нескінченного, напівнескінченного і періодичного режиму відбувається в одній і тій же установці для відливання тонких слябів з метою об'єднання переваг всіх способів в одній установці і, тим самим, забезпечення рентабельного виробництва товстої і тонкої гарячекатаних штаб з тонких слябів в гібридній установці. Досі виробникам гарячекатаних штаб при виборі виробничої установки доводилося ухвалювати рішення на користь одного типу установки, тобто реалізації нескінченного або напівнескінченного або періодичного режиму. Внаслідок виконання установки це рішення не переглядається. Оскільки обидві концепції установок відрізняються за портфелем продукції, приймається, тим самим, також рішення на користь сегмента ринку, який експлуатант може обслуговувати. Існуючі досі концепції нескінченних установок забезпечують виключно стабільне виробництво гарячекатаних штаб сильно обмеженої геометрії (штаби товщиною менше 2 мм). Гарячекатані штаби іншої геометрії проводяться на цих установках, як правило, не в нескінченному режимі. В міру зростання товщини гарячекатаної штаби падають, наприклад, швидкість виходу з прокатного стана і, тим самим, кінцева температура прокатки. Концепції установок, які досі є в розпорядженні, для реалізації нескінченного режиму, у випадку дрібних неполадок в роботі або зміни робочих валків вимагають припинення виробництва. Це відбувається на практиці або за рахунок виведення і переривання безупинного розливу плавок, або за рахунок відрізання і видалення сегментів проміжного сляба з виробничої установки. Викликаний цим брак зменшує вихід готової продукції і рентабельність такої установки, орієнтованої на суто нескінченний режим. Установки для реалізації періодичного режиму можуть виробляти ширший спектр гарячекатаних штаб різних розмірів і марок сталі. Правда, є певні обмеження в діапазоні дуже малих розмірів. Так, імовірність виникнення неполадок в роботі прокатного стана при виробництві дуже тонких штаб в періодичному режимі вища, ніж в нескінченному режимі. Крім того, спрацювання робочих валків у нескінченному режимі менше, ніж в періодичному режимі. Даний винахід уперше забезпечує комбінацію періодичного, напівнескінченного і нескінченного режимів у гібридній установці. Завдяки цьому усунені названі вище обмеження. Описаний спосіб забезпечує виробництво в одній установці товстої гарячекатаної штаби, наприклад для виробництва труб, і виробництво тонкої і надтонкої гарячекатаної штаби товщиною менше 0,8 мм. Комбінована експлуатація такої установки забезпечує за рахунок переходу з нескінченного режиму на періодичний режим зміну робочих валків без необхідності переривання безупинного розливу плавок або вироблення браку. Відповідно до цього запропонована конфігурація установки, яка в однаковій мірі забезпечує реалізацію періодичного, напівнескінченного і нескінченного режимів. Для цього відомі пристрої (див., наприклад, DE 4402402 А1 і WO 2011/067315 А1), що складаються щонайменше з однієї машини для відливання тонких слябів щонайменше однієї тунельної печі і щонайменше одного прокатного стана, доповнюються пристроєм індукційного нагрівання, що знаходиться 2 UA 115172 C2 5 10 15 20 25 30 35 40 45 50 55 щонайменше між першою і другою клітями. Пристрій індукційного нагрівання виконаний переважно у вигляді розділюваного індуктора з подовжнім полем. Крім того, можуть бути передбачені додаткові агрегати, які додатково до періодичного режиму дозволяють реалізувати також нескінченний і напівнескінченний режими. Це, зокрема, розливні машини з високим масовим потоком, переважно такі, в яких відбувається згинання заготовки з вертикального напрямку в горизонтальний під час повного тверднення її серцевини. Це підвищує виробничу потужність і кінцеву температуру прокатки, зокрема в нескінченному режимі. Крім того, між розливною машиною і тунельною піччю можуть бути передбачені одна або декілька чорнових прокатних клітей. Одним з переважних виконань є вбудовані в ливарну лінію прокатні кліті, які називаються також CR-кліті ("Core-Reduction" - для обтиснення серцевини). Крім того, перед піччю може бути передбачений пристрій індукційного нагрівання для компенсації температурних втрат між розливною машиною і піччю. Це забезпечує, наприклад, велику продуктивність в періодичному і/або напівнескінченному режимі, оскільки може повністю або частково відпасти час нагрівання в печі. Потім можуть бути передбачені також леткі ножиці з моталками. Ці моталки можуть бути виконані у вигляді підпільних і/або роторних моталок (як описано, наприклад, в ЕР 1003617 В1). У нескінченному і напівнескінченному режимах передбачена переважно щонайменше одна моталка, наприклад роторна. У придатних місцях виробничої лінії, наприклад перед входом в прокатний стан, додаткові пристрої індукційного нагрівання можуть зробити запропонований спосіб ще гнучкішим відносно спектра продукції, що виробляється. Вони дозволяють, за необхідності, також вибрати відповідно більш оптимальний енергоносій (газ в печі або струм в індукторах). Запропонований спосіб дозволяє обслуговувати ширший сегмент ринку. Екплуатант установки може вибрати найбільш оптимальний для своєї продукції режим. Екплуатант може придбати установку для періодичного або нескінченного режиму, яка може бути розширена до запропонованого способу. Така розширювана установка є, тим самим, одним з аспектів запропонованого рішення. Запропонований спосіб дозволяє виробляти як гарячекатані штаби для виробництва труб, зокрема за стандартом API або відповідними нормами, товщиною до менше ніж чверть товщини сляба, так і тонкі гарячекатані штаби товщиною до менше ніж 0,8 мм. Інша перевага полягає в тому, що можна вибрати відповідно найбільш оптимальний режим. Це означає, що для невеликої товщини гарячекатаної штаби потрібно би віддати перевагу, як правило, нескінченному режиму. Товстіші гарячекатані штаби енергетично найбільш оптимально потрібно би виготовляти в періодичному режимі. Порівняно з суто нескінченною установкою запропонована установка має істотно вищу виробничу потужність, оскільки періодичний режим можливий з двома рівчаками. Запропонована концепція прокатного стана націлена, отже, на довільне розташування пристроїв індукційного нагрівання (індукторів) між прокатними клітями. В одному можливому варіанті індуктори розташовані між першими двома клітями прокатного стана-тандему в CSPустановці для одержання високоміцних марок сталі, щоб досягнути встановлення рівномірної структури гарячекатаної штаби за рахунок повної рекристалізації. Згідно з іншим переважним варіантом можливе також розташування індукторів між першими трьома клітями прокатного стана-тандему CSP-установки для виробництва продукції в нескінченному режимі, завдяки чому в однаковій мірі може забезпечуватися необхідна кінцева температура прокатки. Використання пристроїв індукційного нагрівання дозволяє мінімізувати кінцеві товщини штаб, що досягаються. За рахунок підвищення температури досягається зниження зусиль прокатки. Використання пристроїв індукційного нагрівання дозволяє також максимізувати кінцеві товщини штаб, що досягаються, з високоміцних марок сталі (наприклад, за стандартом API). Товщина прокатуваного матеріалу на вході в прокатний стан становить переважно 10-120 мм. Запропонований спосіб передбачений також в комбінації з чорновими клітями, що передують прокатному стану. При цьому передбачені переважно CR-кліті, причому може бути передбачене виробництво "в потоці", тобто чорнові прокатні кліті розташовані на виході розливної машини. Зумовлене режимом роботи відділення слябів відбувається в періодичному, напівнескінченному і нескінченному режимах після виходу з чорнових прокатних клітей по ходу виробничої лінії. Відносно окремих режимів роботи необхідно зазначити наступне. 3 UA 115172 C2 5 10 15 20 25 30 35 40 45 50 55 60 У періодичному режимі відбувається відділення (згідно з режимом роботи) безперервнолитого сляба від прокатного стана, переважно найпізніше після останньої чорнової кліті, що передує прокатному стану. У нескінченному режимі безперервно-литі сляби (згідно з режимом роботи) подаються в нерозрізаному вигляді до прокатного стана. Розділення готових гарячекатаних штаб відбувається після останньої кліті прокатного стана. У напівнескінченному режимі відбувається відділення (згідно з режимом роботи) наддовгого безперервно-литого сляба від тунельної печі, переважно найпізніше після останньої чорнової кліті, яка передує печі. Відповідно до цього максимальна довжина сляба відповідає довжині тунельної печі. Цей довгий сляб розкочується в нерозрізаному вигляді, і готова гарячекатана штаба після останньої кліті прокатного стана розділяється на довжину рулону. Переваги окремих режимів роботи наступні. У періодичному режимі залежно від марки сталі можна виробляти гарячекатані штаби товщиною приблизно від 1 мм до більше ніж 25 мм. Сильне обтиснення в перших двох клітях прокатного стана і/або термомеханічна прокатка більш високоміцних сталей вимагає повної рекристалізації після перших двох клітей. Для цього між обома клітями можна розташувати пристрій індукційного нагрівання, за необхідності також між наступними двома клітями прокатного стана з тієї ж причини. У нескінченному режимі заданий форматом і швидкістю розливу масовий потік приводить до низької остаточної швидкості прокатки і, тим самим, до низьких остаточних температур прокатки. Для компенсації пристрої індукційного нагрівання можуть бути розташовані між окремими клітями. Навпаки, тонкі гарячекатані штаби товщиною звичайно менше 2 мм можуть виготовлятися в періодичному режимі з меншою небезпекою виникнення "гармошки", оскільки вона виникає в більшості випадків при введенні головки сляба або головки проміжної штаби в кліті прокатного стана. На відміну від періодичного режиму в нескінченному режимі гарячекатані штаби товщиною більше 2 мм важче виготовляти через низькі швидкості на виході прокатної кліті. Так званий гібридний режим являє собою комбінований режим. У цьому випадку повинні забезпечуватися щонайменше два з режимів "періодичний", "нескінченний" і "напівнескінченний" без втрат якості і продуктивності. Особлива задача полягає в тому, щоб виконати різні вимоги до положення і характеристики пристрою індукційного нагрівання. Товсті штаби вимагають, як правило, пристрою індукційного нагрівання в подовжньому полі. Тому для прокатки в періодичному режимі необхідні, як правило, індуктори з подовжнім полем. Тонкі штаби в нескінченному режимі вимагають, навпаки, як правило, пристроїв індукційного нагрівання в поперечному полі. У напівнескінченному режимі можуть бути потрібні обидва типи індукторів, оскільки в цьому випадку внаслідок незалежної від швидкості розливу швидкості прокатки можна прокатуватися як тонкі готові штаби товщиною менше 2 мм, так і товстіші товщиною більше 2 мм. Тому гібридна установка повинна бути здатною використовувати щонайменше один з названих типів пристроїв індукційного нагрівання або обидва спільно. Ці пристрої можуть використовуватися в ході процесу залежно від вимоги до різних положень. При цьому висока гнучкість установки забезпечується, наприклад, за рахунок використання відкритих, розділюваних, С-подібних котушок індукційності. Їх спеціальна обмотка дозволяє вибирати, за необхідності, індукцію подовжнього і поперечного полів. Додатково для досягнення оптимального к.к.д можна підганяти ширину зазору між прокатуваним матеріалом і внутрішньою стороною котушки. Відносно нагрівання в подовжньому полі, який сам по собі відомий, потрібно послатися на документ US 2448011. У ньому розкритий пристрій для нагрівання сталевих штаб в подовжньому полі, при якому сталева штаба, що нагрівається, направляється через внутрішній простір циліндричної котушки індукційності, що створює в металі змінне магнітне поле, силові лінії якого проходять паралельно до площини металу, тобто мова йде тут про принцип подовжнього поля. Відносно нагрівання в поперечному полі потрібно послатися на документи ЕР 0246660 і DE 4234406 А1. З них відомий пристрій для індукційного нагрівання плоских продуктів у поперечному полі, причому в документі ЕР 0246660 передбачений загальний пристрій з головних і допоміжних котушок. Головні котушки розташовані перпендикулярно до напряму руху плоского продукту і видаються за його обидві зовнішні кромки. Допоміжні котушки проходять паралельно до напряму руху плоского продукту і розташовані поблизу його кромок, не видаючись, однак, за них. За рахунок комбінації головних і допоміжних котушок досягається рівномірний температурний профіль по всій ширині плоского продукту. Головні котушки 4 UA 115172 C2 5 10 15 20 25 30 35 40 45 50 55 60 нагрівають, зокрема, його середню і обидві кромкові зони, однак поблизу кромок і паралельно до цих зон виникає нижча температура. Ці зони поблизу кромок додатково нагріваються допоміжними котушками, так що по всій ширині плоского продукту встановлюється рівномірний розподіл температури. Приклади здійснення винаходу зображені на кресленнях, на яких представляють: - фіг. 1: схематично перший варіант ливарно-прокатної установки для виготовлення сталевої штаби; - фіг. 2: схематично другий варіант ливарно-прокатної установки з фіг. 1; - фіг. 3: схематично третій варіант ливарно-прокатної установки з фіг. 1; - фіг. 4: в перспективі індуктор для нагрівання штаби. На фіг. 1 схематично зображена ливарно-прокатна установка, що містить як центральні елементи розливну машину 2, розташовану за нею в напрямку F транспортування піч 6 і розташований за нею прокатний стан 7. Металева штаба 1, що прокатується в прокатному стані 7, виготовляється у вигляді сляба 3, який відливається в розливній машині 2 за допомогою кристалізатора 4. В напрямній проводці 5 відлитий сляб відхиляється з вертикального положення в горизонтальне. Як видно, в цьому випадку передбачені дві розливні машини 2, які працюють паралельно. У прикладі на фіг. 1 прокатний стан 7 містить дві посилені прокатні кліті 8, 9. Важливо, що між обома прокатними клітями 8, 9 розташовувався індуктор 15, який може потрібним чином нагрівати металеву смугу 1, яка проходить повз. Між прокатною кліттю 9 і наступною кліттю прокатного стана 7 розташований додатковий індуктор 15. На фіг. 1 схематично зображені додаткові елементи установки, а саме: чорнова прокатна кліть 16 за розливною машиною 2 і піч 6, і розташовані за прокатною кліттю 16 ножиці 20. За прокатним станом 7 знаходяться ділянка охолоджування 17, в напрямку F транспортування леткі ножиці 18 і, нарешті, дві моталки 19. Приклад на фіг. 2 відрізняється, в основному, тим, що в прокатному стані 7 як між прокатними клітями 8, 9, так і між прокатними клітями 10, 11 розташовано по одному індуктору 15. У варіанті за фіг. 3 в прокатному стані 7 знаходяться різні прокатні кліті, причому між прокатними клітями 11, 12, між прокатними клітями 12, 13 і між прокатними клітями 13, 14 розташовано по одному індуктору 15. На фіг. 4 в перспективі зображена переважна конструкція індуктора 15. Видно, як металева штаба 1 проходить в напрямку F транспортування через індуктор 15. Останній містить тут відкриті, розділювані, С-подібні котушки індукційності, які дуже підходять для нагрівання металевої штаби 1. У випадку слябів або проміжних штаб товщиною 6-80 мм рекомендується індукція подовжнього поля. У випадку слябів або проміжних штаб товщиною 1-9 мм рекомендується індукція поперечного поля. Це стосується всіх режимів роботи, що реалізовуються в зображених установках, тобто періодичного, нескінченного і напівнескінченного режимів. Перелік посилальних позицій 1 - металева штаба 2 - розливна машина 3 - сляб 4 - кристалізатор 5 - роликова проводка 6 - піч 7 - прокатний стан 8 - прокатна кліть 9 - прокатна кліть 10 - прокатна кліть 11 - прокатна кліть 12 - прокатна кліть 13 - прокатна кліть 14 - прокатна кліть 15 - індуктор 16 - чорнова прокатна кліть 17 - ділянка охолоджування 18 - ножиці 19 - моталка 5 UA 115172 C2 20 - ножиці F - напрямок транспортування ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 1. Спосіб виготовлення металевої штаби (1) за допомогою безперервного розливу і прокатки, при якому спочатку в розливній машині (2) шляхом видачі металу з кристалізатора (4) відливають сляб (3), причому сляб (3) в зоні напрямної проводки (5) відхиляють з вертикального положення в горизонтальне, потім сляб піддають витримці для вирівнювання температури в печі (6), а після печі (6) прокатують в прокатному стані (7), причому залежно від заданого режиму роботи сляб обробляють або в періодичному режимі, або в нескінченному, або напівнескінченному режимі, причому прокатуваний сляб (3) або прокатувану металеву штабу (1) в зоні прокатного стана (7) щонайменше між двома прокатними клітями (8, 9, 10, 11, 12, 13, 14) піддають нагріванню за допомогою індуктора (15), який відрізняється тим, що як індуктор (15) використовують елемент, що включає в себе щонайменше одну відкриту, розділену С-подібну котушку індуктивності, причому індуктор (15) виконаний з можливістю індукційного нагрівання в поперечному полі або в подовжньому полі сляба (3) або металевої смуги (1), що проходить в напрямку (F) транспортування, при цьому котушки індуктивності можуть вмикатися, в залежності від необхідності, для вироблення індукції подовжнього або поперечного поля. 2. Спосіб за п. 1, який відрізняється тим, що прокатний стан (7) являє собою прокатний стантандем, причому нагрівання за допомогою індуктора (15) здійснюють між першими двома в напрямку (F) транспортування прокатними клітями (8, 9) прокатного стана-тандема. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що прокатний стан (7) являє собою прокатний стан-тандем, причому нагрівання за допомогою індуктора (15) здійснюють між першими трьома в напрямку (F) транспортування прокатними клітями (8, 9, 10) прокатного стана-тандема. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що сляб (3) в зоні напрямної проводки (5) піддають обтисненню по товщині за допомогою визначеної кількості роликів. 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що сляб (3) за розливною машиною (2) і перед піччю (6) піддають обтисненню по товщині в чорновій прокатній кліті (16). 6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що в періодичному режимі розділення сляба (3) відбувається перед прокатним станом, переважно найпізніше після чорнових прокатних клітей, що передують прокатному стану, кількістю до п'яти. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що в нескінченному режимі розділення сляба (3) відбувається після останньої кліті прокатного стана. 8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що в напівнескінченному режимі розділення сляба (3) відбувається перед піччю (6), переважно найпізніше після п'яти чорнових прокатних клітей, що передують печі (6). 9. Спосіб за будь-яким із пп. 1-8, який відрізняється тим, що до і/або після печі передбачений індуктор. 6 UA 115172 C2 Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a metal strip by casting and rolling
Автори англійськоюKlein, Christoph, Bilgen, Christian, Klinkenberg, Christian, Pander, Michael, Neumann, Luc, Rosenthal, Dieter, Cecere, Cosimo Andreas
Автори російськоюКляйн Кристоф, Бильген Кристиан, Клинкенберг Кристиан, Пандэр Михаэль, Нойманн Лук, Розэнталь Дитэр, Цэцэрэ Козимо Андрэас
МПК / Мітки
МПК: B21B 45/00, B21B 1/26
Мітки: безперервного, металевої, розливу, спосіб, штаби, прокатки, виготовлення, допомогою
Код посилання
<a href="https://ua.patents.su/9-115172-sposib-vigotovlennya-metalevo-shtabi-za-dopomogoyu-bezperervnogo-rozlivu-i-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевої штаби за допомогою безперервного розливу і прокатки</a>
Пристрій для виготовлення металевої штаби за допомогою безперервного лиття
Номер патенту: 92796
Опубліковано: 10.12.2010
Автори: Кіппінг Маттіас, Мерц Юрген, Зудау Петер, Зайдель Юрген
МПК: B23Q 11/10, B23C 5/00, B22D 11/12
Мітки: лиття, штаби, безперервного, пристрій, допомогою, металевої, виготовлення
Формула / Реферат:
1. Пристрій для виготовлення металевої штаби (1) за допомогою безперервного лиття, який містить розливну машину (2), в якій відливається плоска заготовка (3), при цьому в напрямку (F) транспортування заготовки (3) після розливної машини (2) розташований щонайменше один фрезерний верстат (4), в якому фрезерується щонайменше одна поверхня плоскої заготовки (3), переважно дві протилежні поверхні, при цьому на фрезерному верстаті (4) або в ньому...
Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану
Номер патенту: 38089
Опубліковано: 15.05.2001
Автори: Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21B 1/22
Мітки: спосіб, прокатного, деформування, штаби, виготовлення, металевої, валками, шляхом, стану
Текст:
...1550 мм листи шириною 800, 1000, 1250, 1400, 1500, 1550 мм та листи з проміжними розмірами за шириною. Приклад. Сляб розмірами 120x1500x5000 мм зі сталі 20КП нагрівають в методичній печі до температури 1300°С, прокатують в чорновій групі клітей до перерізу 25x1520 мм, потім в шестиклітевій чистовій групі з пластичним розтягуванням в міжклітевому просторі. При цьому, відношення швидкості прокатування між другою і першою клітями складає 1,06;...
Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки
Номер патенту: 88332
Опубліковано: 12.10.2009
Автори: Зудау Петер, Йєпсен Олаф Норман
МПК: B21B 37/68, B21B 37/58
Мітки: спосіб, стан, випуску, швидкістю, виходить, катаної, прокатки, якої, поліпшення, кінець, прокатній, металевої, штаби
Формула / Реферат:
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг () штаби, який відрізняється...
Прокатна кліть, прокатний стан і спосіб прокатки металевої штаби
Номер патенту: 90514
Опубліковано: 11.05.2010
Автори: Копп Райнер, Ріхтер Ханс-Петер, Резе Хайнріх
МПК: B21B 1/08, B21B 27/02, B21C 37/00
Мітки: стан, прокатна, металевої, прокатній, прокатки, штаби, спосіб, кліть
Формула / Реферат:
1. Прокатна кліть (100) для прокатки металевої штаби (200), яка містить валок із щонайменше двома частинами валка (110-і, при і = 1, 2, …, І), розташованими поряд упоперек до напрямку транспортування металевої штаби на одній і тій же висоті без зміщення одна відносно одної у напрямку транспортування металевої штаби, та опорний пристрій (120), який розташований навпроти щонайменше двох частин згаданого валка і утворює разом з ними загальний...
Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Номер патенту: 80956
Опубліковано: 26.11.2007
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд
МПК: B21B 1/46, B21B 37/68
Мітки: металевої, штаби, розплаву, спосіб, виробництва, металевого, безперервного, катаної, установка
Формула / Реферат:
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу...
Попередній патент: Гербіцидні композиції, які містять ізоксабен і флуфенацет
Наступний патент: Електронний курильний виріб
Випадковий патент: Спосіб обробітку ґрунту пересувним знаряддям